
Abstract
To improve the wearing comfort, durability, and antibacterial properties of the electromagnetic (EM) shielding property, a type of multifunction EM shielding woven fabrics which having great liquid transport and drying ability were fabricated in this study. This study aims to investigate theirs liquid transport, drying, and electromagnetic (EM) shielding properties. For this purpose, initially six types of multifunctional crisscross-section polyester (CSP)/antibacterial nylon (AN)/stainless steel wire (SSW) metal hybrid yarns with different wrapping amounts were produced using hollow spindle spinning technique. Conductive woven fabrics were then woven with CSP/AN/SSW metal hybrid yarns as weft yarns, and PET filaments as the warp yarns. The liquid transport and drying ability of the conductive woven fabrics were evaluated in terms of wicking ability and water evaporation rate, which are two vital factors that affect the physiological comfort level of personal protective clothing (PPC). Results indicated that adding CSP yarn in the fabricated EM shielding woven fabric could obviously improve the drying rate of the fabric. The EM shielding behavior of these woven fabrics were analyzed using a vector network analyzer in the frequency range of 300 kHz–3 GHz. Results showed that the wrapping amounts of the metal hybrid yarns significantly affect the wicking and drying abilities of the woven fabrics. In addition, the lamination angles of the fabrics with different amounts of layers remarkably affect their EM shielding characteristics.
Keywords
Introduction
Electromagnetic (EM) waves extending from 1 kHz to 10 GH have became widely used in wireless communication. Given the development in information and communication technology in recent years, radio-frequency is predicted to shift further to higher frequency range [1]. Such EM waves not only affect the performance of other systems, but also have potential health hazards to the human body. Biologists have reported that even short-term exposure to low-frequency EM radiation can also result in a series of negative effects on health [2,3]. Hence, protecting the human body from EM radiation is becoming increasingly important for workers in electrical industries or in wireless communication base stations.
Various EM shielding materials have been developed to avoid the undesirable effects of EM radiation. The traditional approach relied on the use of metallic materials that are effective in shielding EM. However, these materials, in the form of bulk sheets or meshes, are heavy, expensive, and inflexible, resulting in their limited application [4]. To overcome this problem, metal wires made of stainless steel (SSW), copper, or aluminum have been incorporated in woven fabrics for EM shielding applications [5,6]. Recently, metal wire-incorporated woven fabric has been used for personal protective clothing (PPC) because of its desirable properties such as mechanical strength, formability, flexibility, thermal expansion matching, and light weight [7,8]. Metal wire/PET-wrapped yarns are the most widely used conductive hybrid yarns in woven fabrics. Cheng et al. [9] studied the shielding efficiency of fabrics composed of SS/PET hybrid yarn-incorporated fabrics. They reported a maximum EM shielding effectiveness (EMSE) of up to −40 dB in the frequency range of 300 kHz to 3 GHz. Roh et al. [1] developed a metal mesh woven fabric with PET/Cu/PET or PET/SSW/PET covered yarns and discovered that EMSE was related to the aspect ratio of the metal grid structure.
In addition to EM shielding property, EM shielding fabrics should also have good comfort, especially when they are used as PPC. Comfort refers to the pleasant, physiological, and psychological state of the human body that can be classified into three groups, namely, pressure sensations, tactile, and thermo–physiological comfort [10,11]. The liquid transporting and drying rate of the fabrics are two vital factors affecting the thermo–physiological comfort of PPC [12,13]. These properties are particularly important during intense physical activities or hot weather. Liquid transporting ability of the fabrics or yarns was mainly determined by the wicking ability of base materials. A PPC with poor liquid transporting and drying ability can impair the physical performance of the wearer and pose a health hazard. Hence, the rapid transmission of sweat from the skin to the atmosphere is essential. A high wicking property not only increases liquid transfer ability, but also facilitates a dry feeling by spreading sweat rapidly. The drying behavior is another vital factor affecting comfort level. A high drying rate can effectively cool down the body through sweat evaporation [14].
It is well known that cellulosic fibers, such as cotton and viscose, are popular materials that easily absorb moisture. However, these fibers possess high moisture retaining capabilities, which render liquid transportation difficult [15]. Crisscross-section polyester (CSP) has longitudinal grooves on the surface, which is beneficial in transporting sweat from the body to the fabric surface and decreasing the moisture accumulation in clothes. Thus, the cooling sensation is produced through the evaporation of sweat from the fabric surface.
Most studies on conductive woven fabrics focused on the effect of metal wire type, thread density, fabric construction, and grid openness on EMSE. Few studies have evaluated the comfort and EM shielding property of conductive woven fabrics. In this study, we design a type of multifunction woven fabric consisting of CSP/antibacterial nylon (AN)/SSW hybrid yarns. This conductive woven fabric shows EM shielding behavior and exhibits satisfactory liquid transport and drying abilities. SSW is selected as an EM shielding material because of its magnetic permeability, corrosion resistance, and low cost, and it provides less reflection loss compared with other metal wires. Since the EM shielding fabrics are excellent media for microorganism growth when used as PPC in hospitals or other environments with unhealthy indoor air quality, the EM shielding fabrics should also possess antibacterial function. In this research, the AN yarns was used to provide the antibacterial property for the fabricated EM shielding. Compared to EM shielding knitted fabric, the advantage of EM woven fabrics is its better strength and EM shielding performance. Thus, the metal composite woven fabrics were produced in this study. A literature survey suggests that there has been very limited work on wicking behavior and drying capability of EM shielding fabric properties.
Experimental
Fabrication of CSP/AN/SSW multifunctional metal hybrid yarns
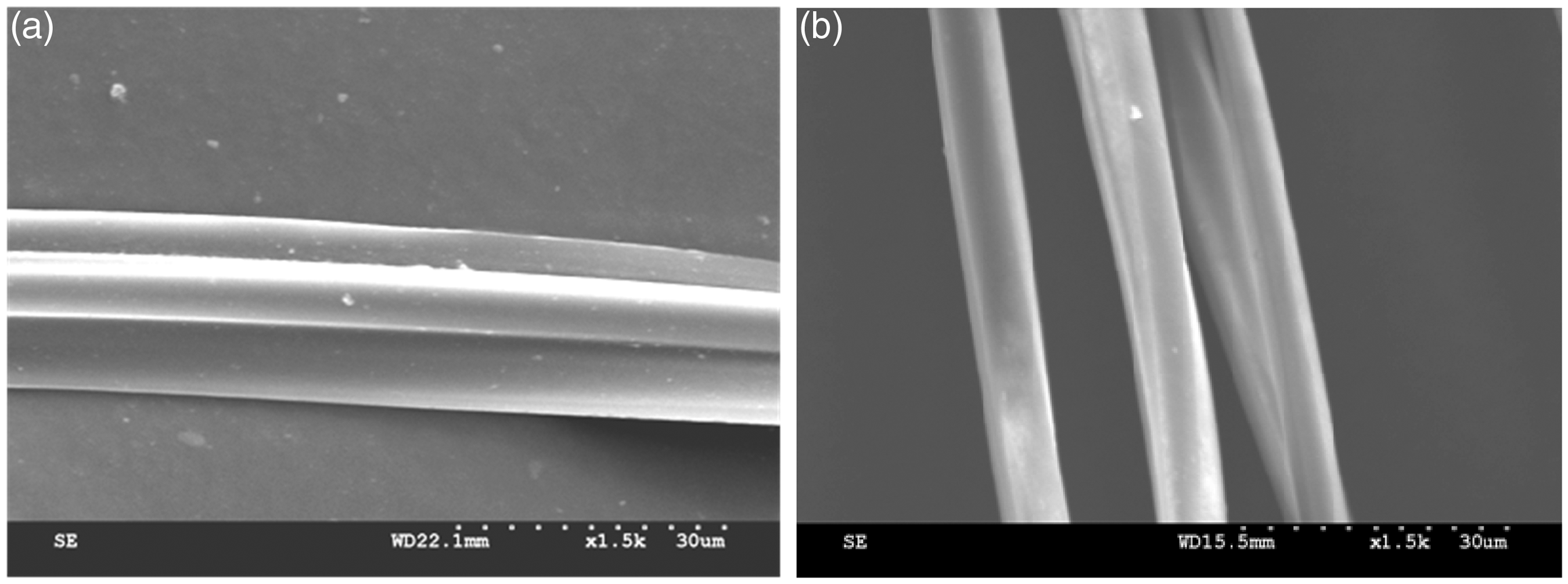
The CSP/AN/SSW multifunctional metal hybrid yarns (wrapped yarns) used in the construction of conductive woven fabrics are produced using a SSW as the core material. With the use of a hollow spindle spinning machine (CR20, Taiwan), the SSW was covered with 150d/144f AN filament in the Z-direction, which was then covered with 75d/48f CSP in the S-direction. Figure 1 shows the illustration of the hybrid yarns. The SSW diameter was 0.05 mm (grade 316L, 7.91 kg/dm3, and 462 Ω/m DC resistance). The use of the CSP can increase the moisture transport capability of the CSP/AN/SSW metal hybrid yarns because of the longitudinal grooves on the surface of the CSP fiber (Figure 2). Moreover, the AN was used to provide antibacterial for producing metal hybrid yarns or woven fabrics in this research. Compared to conventional twisted yarns, the commingled wrapped yarns structure mainly consists of twistless core material wrapped by a filament in this study. Hence, the wrapping amount of metal hybrid yarns represents the wrapping intensity of the filament around the core material, as shown in Figure 3. Six types of metal hybrid yarns were produced in this study using a hollow spinning machine. The wrapping amount of the hybrid yarns was set at 6.5, 8.0, 9.5, 11.0, 12.5, and 14.0 turns/cm. In this study, the hollow spindles were rotated at a constant speed of 8000 rpm. The relationship between the wrapping amount of the hybrid yarns per centimeter and the speed of the winding roller can be found as the following equation (1) [16]
The illustration of the hybrid yarns (wrapping amount: 6.5 turns/cm). SEM of CSP fiber (a) and nearly round PET fiber (b) longitudinal view. (a) CSP fiber (b) Common PET fiber. Schematic of wrapped yarn in which core material are wrapped by a filament.


Preparation of metal composite woven fabrics
Each type of CSP/AN/SSW metal hybrid yarn was placed in an automatic rapier loom (SL 7900, Taiwan) as the weft yarn for a specific woven fabric. The conductive woven fabrics utilized 1000D PET filament as the warp yarn and metal hybrid yarns as weft yarn with a 1/1 plain construction (Figure 4). The magnification of fabric was 10 times in this picture. The effect of the PET was to increase the strength of the fabricated woven fabric. In the manufacturing process, it was observed that fabricating woven fabrics using hybrid yarns was much easier compared with the use of SSW alone. The specifications of these woven fabrics are presented in Table 1.
The view of metal hybrid yarns incorporated woven fabric (×25). Fabric specifications. Note: Warp yarn is 1000 denier PET; FH-X denotes the metal hybrid yarn incorporated woven fabric. FCSP and FAN represent CSP and AN yarns-incorporated woven fabric, respectively.

Methods
The fabric samples were conditioned in a room under conditions of 20 ± 2℃, 65 ± 5% relative humidity for 48 h prior to the measurements and tests. All of the tests were performed under this condition.
Vertical wicking test
The method described by Fangueiro et al. [17] was used to determine the vertical wicking properties of the metal composite fabrics. Samples were cut along the warp and weft directions (200 mm × 25 mm) and suspended in a reservoir of distilled water. The wicking heights were measured and recorded every minute for 10 min to evaluate the wicking ability.
Horizontal wicking test
Figure 5 shows the apparatus used to evaluate the horizontal wicking rate of the conductive woven fabrics, which was self-made equipment in this research. Before the tests, the water in the liquid reservoir was controlled at the same height as the base glass plate. A sample (200 mm × 200 mm) was placed on the base glass plate, and then a drop of water was placed on the sample surface. The sample was then immediately covered by a glass sheet. Water was diffused into the fabric by capillary force and supplied continuously from a reservoir by siphoning on the electronic balance. Finally, the quantity of the water adsorbed by the sample was recorded by the electronic balance.
Schematic diagram of the horizontal wicking apparatus.
Drying capability test
Drying capability of the metal composite fabric was evaluated by calculating water evaporating rates (WER) as described by Yanimaz et al. [18]. A sample (200 mm × 200 mm) was wet by a certain amount of water which was equal to 30% of the drying sample weight. Then, the weight of the drying and wet fabric was recorded as M0 and M1, respectively. Then the change of the weight sample was recorded to measure WER as shown in Figure 6. To simulate the effect of body temperature on the quick dry capability of the conductive woven fabric, another condition (35 ± 2℃ in an oven) as described by Fangueiro et al. [17] was also applied to measure the WER using the following equation (2).
Schematic of the drying capability test apparatus.

EMSE test
The EMSE of the conductive woven fabrics were assessed using a vector network (HP Agilent Co., Ltd., 8753B) with a coaxial transmission holder (Figure 7). Samples were tested in the frequency range of 300 kHz to 3 GHz, in accordance with ASTM D4935 [19]. A gold-filmed specimen was used for calibration of the test set-up. The EMSE of the conductive woven fabric was evaluated using the following formula
Test set-up for EMSE measurement.

Results and discussion
Vertical wicking ability
A high wicking property of the conductive woven fabric facilitates a dry sensation by rapidly spreading and evaporating sweat [20]. Figure 8 shows the vertical wicking height of the conductive woven fabric FH-X series. The highest wicking height was observed on fabric FH-8, whereas fabric FH-14 displayed the lowest wicking height in the weft direction. Liquid transport in the fabrics was mainly induced by the capillary force of the yarn in the fabric. Moreover, the surface tension, effective capillary pathways, and pore distribution of the fabric also influenced the wicking ability of the fabric. The wicking height of the woven fabric was primarily determined by the wicking ability of metal hybrid and PET yarns because the produced woven fabrics indicated the same thread count. The CSP fiber demonstrated a stronger wicking capability than the common PET fiber because of the grooves on the surface of the fiber. Thus, the use of the CSP yarn could improve the wicking ability of the produced conductive woven fabric. However, the wicking weight of the fabric decreases with increasing wrapping amounts of the hybrid yarns (over 8 turns/cm) along the weft direction. This phenomenon is attributed to the pathway for water diffusion along the wrapped materials would increase with increasing wrapping amounts. Hence, too high wrapping amounts were disadvantageous to the vertical wicking height. Moreover, high wrapping amounts of the hybrid yarns would also produce high cohesion, which decreased the pore volume in the hybrid yarns, and further reduced the water absorption and wicking height of the metal hybrid yarns. In this study, the metal composite woven fabric FH-8 obtained the highest wicking height in the weft direction when the wrapping amount of the hybrid yarns was set at 8 turns/cm. These results also suggest that the conductive woven fabric displayed a higher wicking height in the warp direction than in the weft direction. This result was expected because the 1000D PET wrap yarns contained large amounts of PET fibers and pores, which enhanced moisture transport. The high wicking performance of the conductive woven fabric facilitated water diffusion and evaporation, which consequently improved the physiological comfort of the garment.
Vertical wicking curves for conductive woven fabric FH-X series: (a) weft direction (b) warp direction.
Horizontal wicking
Horizontal wicking rate represents moisture absorption and diffusion ability through the multi-directional capillary effect of the fabric. This effect provided a comprehensive evaluation of the moisture transport ability of the fabric. Figure 9 shows that fabric FH-11 presented the highest horizontal wicking rate, whereas fabric FH-6.5 displayed the lowest horizontal wicking rate because it had the lowest quantity of CSP yarns in the metal composite fabric. Thus, the flow of the liquid moisture was slow in fabric FH-6.5, which also exhibited the lowest horizontal wicking rate at 10 min. Compared with the low wrapping amount of the weft yarns, fabric FH-14 did not have the best horizontal wicking rate. This was due to high wrapping amount will generate high cohesion to the produced metal hybrid yarns. Hence, it decreased the pore volume to hold more water in the metal hybrid yarns. In this experiment, we also observed that horizontal wicking and water absorbency were occurred simultaneously as soon as the metal composite fabric forms contact with water.
Horizontal wicking curves for conductive woven fabric FH-X series.
Drying ability
Sweat evaporation is the dominant mechanism underlying the drying of worn clothing, and they also have the potential to cool the body by picking up the latent flux from the human body. Thus, the drying time of a garment is important in maintaining a desired level of comfort and at least the additional weight from absorbed sweat [21].
Figure 10 shows the WER versus time curves of the metal composite fabrics at 20 ± 2℃ and 35 ± 2℃, respectively. The produced conductive woven fabric showed similar WER cures at the two temperature values. In the process of drying, the wicking and water retention capability of the conductive woven fabric play an important role. The wicking and water retention capabilities of the conductive woven fabric are important in the drying process. In this study, the lowest quality of CSP yarn results in the lowest wicking ability of the metal hybrid yarns. Thus, fabric FH-6.5 showed the lowest WER among the produced conductive fabrics. However, once the wrapped amount of the weft yarns reached over 9.5 turns/cm, WER of the conductive woven fabric will decrease again. This was because an excess of wrapped amount will make water evaporation difficult. As a result, retained water in the hybrid yarns is not easily evaporated. As mentioned above, the CSP quantity in the metal hybrid yarns significantly influence the wicking and drying abilities of the conductive woven fabrics. This information is important in designing a type of moisture-absorbing, sweat-releasing, and EM shielding fabric.
WER curves for conductive woven fabric FH-X series at 20 ± 2℃ (a) and 35 ± 2℃ (b).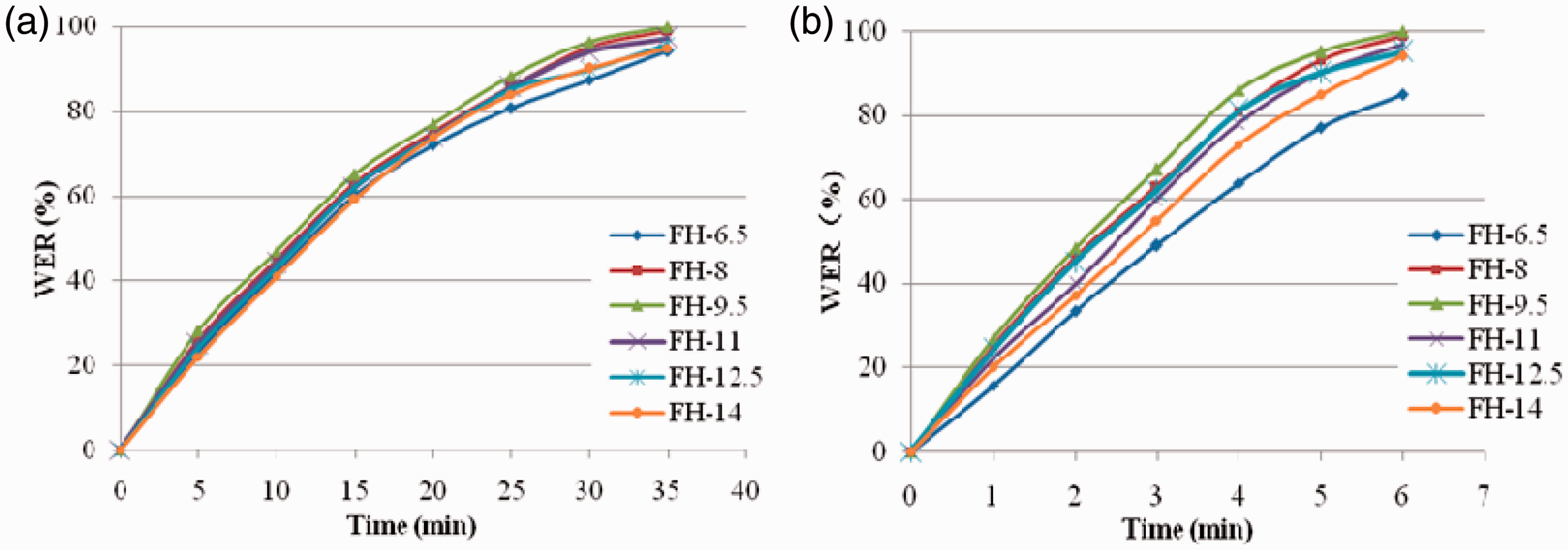
EMSE of the metal hybrid yarns incorporated woven fabrics
The EM shielding behavior of the conductive woven fabrics was also evaluated in the frequency range of 300 kHz to 3 GHz. Figure 11 shows that the EMSE of the fabric FCSP and FAN was almost zero because most polymer composites are electrically insulated and transparent to EM radiation. Compared with the FCSP and FAN fabric, the incorporation of the metal hybrid yarns into the woven fabrics evidently influenced the attenuation of the EM waves. Hence, it can be concluded that the SSW displayed the mainly EM shielding effect for fabricating EM shielding fabric. Figure 11 also indicates that the good shielding capability of the conductive woven fabric from −10 dB to −20 dB in the frequency ranging from 200 MHz to 700 MHz. The maximum −30 dB mark was maintained in the frequency range of 450–517 MHz, and then decreased gradually with the increase in EM wave frequency.
EMSE of the produced conductive woven fabrics.
Moreover, no marked difference was observed in the shielding behavior of the conductive woven fabric FH-series. This finding was mainly attributed to the similar weft density, resulting in the almost identical metal content of the produced woven fabrics (Table 1). Moreover, this was because CSP/AN/SSW metal hybrid yarns used the SSW as the core yarn, AN and CSP as the outer wrapped yarn. Thus, increasing the wrapped amount, the core material (SSW) could not increase. The EMSE continued to decrease when the incident frequency was over 1.35 GHz, because the EM wavelength shortens with the increase in incident frequency. Thus, the EM wave easily passed through the conductive woven fabrics with the same apertures between the metal hybrid yarns.
Effect of lamination amounts and angles on EMSE level
The single-layer conductive woven fabric showed poor EMSE, which failed to satisfy at least −20 dB reductions across a wide range of frequency. A lamination method was used in the following section to improve the EMSE of the single-layer conductive woven fabric, especially in high EM frequency. After considering the wicking, horizontal wicking, and drying properties of the produced conductive woven fabrics, we chose FH-11 as EM shielding fabric after which, lamination processing was performed.
Figure 12 illustrates the schematic diagram of the lamination method. In this method, the woven fabrics were assembled parallel or with other angles along the weft yarn direction. Figure 13 presents the EMSE variations of the woven fabric FH-11 with different lamination amounts and angles. Figure 13(a) demonstrates that increasing the number of layers with 0° interval cannot effectively improve the EM shielding effect. This finding was attributed to the same direction of the SSW, which do not form an open grid structure in the lamination woven fabrics. Therefore, capacity coupling cannot occur in the SSW and EM wave penetration is prevented in high frequencies.
Schematic of three-layer woven fabrics at (a) 0°/0°/0°, (b) 0°/45°/90°, and (c) 0°/90°/0° lamination angles. EMSE of the conductive woven fabric FH-11. The lamination amount varies from one to four layers, and the lamination angles are (a) 0°/0°/0°, (b) 0°/45°/90°, and (c) 0°/90°/0°.

In contrast to the laminated fabrics with 0° interval, those with 45° or 90° intervals exhibit considerable changes in EM level. One possible explanation was that the SSW formed an open-metal grid structure within the laminated fabrics, which was advantageous in intercepting EM waves. Hence, the EMSE of the lamination woven fabrics could be tailored by forming the metal grid among the incorporated SSW in the woven fabrics. Lamination fabrics with a 90° interval showed better EM shielding level than those with 45° interval. This difference can be attributed to the shrinking hole sizes of the electric web, which increases the transmission loss of the EM energy with the 90° interval as described by Lin et al. [4].
Since the shielding effectiveness increases slightly with over two layers of fabric, the contribution in shielding EMSE was not evident when the lamination includes more than two layers. In this study, the EMSE values were almost all under −20 dB in the frequency range of 0.3 MHz to 3 GHz for the two-layer fabrics with 0°/90° lamination angles. Therefore, two-layer lamination fabrics are generally sufficient to protect the human body from EM radiation.
Effect of water on EMSE of the two-layer lamination fabrics
To simulate the effect of sweating on the EMSE of two-layer laminated fabrics with 0°/90° lamination angles, approximately 20% of water (equal to dry samples weight) instead of sweat was added to the fabrics as described by Hollies et al. [22]. The EMSE of the two-layer lamination fabrics was influenced by water in the wet state compared to the dry state (Figure 14). The lamination fabrics in the wet state had higher EMSE than in the dry state in the frequency range of 2.4–3 GHz and 0.7–1.51 GHz. This result was expected because the water in the lamination fabrics are assumed to improve the electric conductivity of the SSW in the metal composite fabrics, which forms a better conductive net compared to the lamination fabrics in dry state. The electrical field of a plane wave dropped exponential with increasing penetration depth as described by Safarova et al. [23].
EMSE of two-layer woven fabrics with 0°/90° lamination angles in dry and wet state.

Conclusions
A type of novel multifunction conductive woven fabric was produced in this research. These fabricated EM shielding fabrics can be used to as EM shielding protective cloth which exhibits great rapid liquid transport, high drying rate, and desirable EM shielding properties. The presence of the CSP and SSW in the hybrid yarns improved the EM shielding and liquid transport abilities of the conductive woven fabrics. The parameters influencing wicking, drying, and EM shielding of the conductive woven fabrics were investigated. The results showed that the wrapping amounts of the hybrid yarn showed a significant influence on the CSP/AN/SSW hybrid yarns-incorporated woven fabrics. The overall EMSE values of a single-layer conductive woven fabric were low because SSW was only observed in the weft direction of the woven fabric. Thus, the EM waves could easily penetrate the fabric. The EMSE of the laminated fabrics can be tailored by modifying their metal grid size and geometry. Fabrics with 90° interval of laminated layers exhibited the highest EMSE among the other fabrics with different lamination angles and a similar number of layers. In addition, the water in the metal composite fabric also had a certain positive influence on the EMSE of the two-layer lamination fabrics with 0°/90°lamination angles at a specific frequency range. The manufactured multifunctional CSP/AN/SSW hybrid yarns incorporated woven fabrics can be used in PPC against EM radiation. Further study will be carried out to investigate the antibacterial and thermal comfort properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the project of Liaoning Education Department under contract L2015188 and Liaoning Key Laboratory of Functional Textile Materials. The authors are also grateful to the Laboratory of Fiber Application and Manufacturing, Feng Chia University, for providing research materials, laboratory equipment and financial support under Contract MOST 103-2221-E-035-028.