
Abstract
In this research work, the feasibility of using the needlefelt carpet waste as a lightweight aggregate for producing lightweight polymer concrete was studied. Carpet waste was shredded into small pieces and added to the polymer concrete mixture to reduce the density of the resultant product. Incorporation of a small amount of carpet waste (2.5% in weight of concrete) decreased the density of polymer concrete up to 23%. The results show that the flexural and compressive strength of lightweight polymer concretes decreased by increasing the carpet waste content. Compressive strength of lightweight polymer concrete significantly decreased with increase in the waste content. All lightweight polymer concrete samples under flexural test exhibited the post-cracking response with a remarkable improvement in the toughness and the strain capacity. An increase in the energy-absorption capacity from 53% to 129% was observed for lightweight polymer concrete samples, depending on the waste content.
Introduction
The disposal of textile floor covering (TFC) wastes is a major problem throughout the world since it is degraded in landfill sites after a very long period of time [1]. Each year, million tons of carpets wastes are buried in landfills. Recycling and looking for better alternatives for the use of these waste materials have been steadily increased in worldwide studies.
Carpet wastes arise from two different sources including disposal of the used carpets (post-consumer carpet) and wastes which are also produced during the manufacturing process, such as trimmed edges of a carpet and sheared face yarns [2].
A lot of efforts have been made to reduce the landfill of waste TFC and its impact on the environment. Some technologies that can convert the waste into desirable products are developed, but they are only limited to certain types of waste such as nylon 6 face yarn of TFC [3]. Recently, new kinds of machinery are developed for pile and tufted carpets which deliver the reclaimed fiber and backing separately [4]. This process can widen the recycled waste utilization in the other industries [5]. The carpet wastes can be used for many applications after an appropriate treatment including a potential fuel substitute in cement kilns [6], mass production as filler [7], sound insulating mats, flower pots or fencing posts [8]. Conventionally, polymeric wastes are suggested to be used as filler in the different construction materials such as concrete, asphalt etc. [9].
Despite the increase in the already considerable effort to develop recycling technologies for carpet wastes and the use of them in the engineering applications, most carpet wastes continue to be disposed in landfills [10].
TFC wastes, due to the complex composition and durable fixation of the fibrous piles with CaCO3-filled styrene-butadiene latex rubber (SBR) and secondary backing layer, are not suitable for the direct reuse in the textile processing [11]. The latex adhesive is a crosslinked thermoset binder, which cannot be remelted or reshaped.
A unique composite material with an improved mechanical strength and durability behavior using polymers for the construction applications in comparison to the ordinary Portland cement concrete are developed during the past decades [12]. The polymer concrete like composite materials has thermoset resins as a binder to bond the aggregates instead of Portland cement with water. Due to its qualities, polymer concretes are recommended for the applications where strength, stiffness and chemical resistance are substantial. They can be used for repair applications, precast elements, pipelines and hydraulic structures etc.) [13]. In spite of its strong mechanical properties compared to the ordinary Portland cement concrete, polymer concrete exhibits brittle failure behavior that has limited its utilization for the load-bearing applications [14]. In order to overcome this disadvantage, different types of fibers including carbon, glass, polypropylene (PP) and natural fibers are included in polymer concrete (PC) materials, so the mechanical properties can be modified [15]. The addition of fibers to PC improves its ductility and fracture toughness [16]. The main limitation of the concrete polymer materials is their cost per unit volume due to use of polymer resin as a binder which prevents its use for high-volume applications [17]. It is believed that development of a lighter polymer concrete using lightweight aggregates is a way that can minimize the cost of polymer concrete and its limitation [18]. To produce the lighter polymer concrete materials, very lightweight aggregates such as limestone, pumice, zeolite and plastic waste are used [19,20].
Needlefelt carpet produced from synthetic fibers using barbed and forked needles is an extremely durable carpet, normally used for installation in high traffic areas. PP fibers, due to their lower cost, waterproofness and strain-resistance properties are the main raw materials used for this type of TFC. The needlefelt carpet, due to the mineral-filled latex backing and tight fiber fixation, cannot be recycled or directly reused in the textile processing. They are non-biodegradable in the environment and need to be managed in order to reduce landfilling of this kind of waste.
Needlefelt carpet waste cuttings are very similar to an aggregate because of its durable and tight entangled fiber structure, which can be considered to be lightweight aggregate for the concrete materials. These kinds of wastes are very light in weight with a fibrous structure and have a density under 500 kg/m3.
In this study, needlefelt carpet waste, as a lightweight aggregate for polymer concrete, was used and the flexural behavior and compressive strength of the resultant products are investigated. The use of carpet wastes, as lightweight aggregate in polymer concretes, offer some benefits including low weight, ductile behavior and lower cost product which reduce the needs for landfilling.
Experimental
Materials
Needlefelt carpet with PP piles and SBR latex back coating from a carpet-manufacturing mill was used. This material is a fibrous mass structure in which the fibers are densified and bonded together by needling process.
During the needlefelt carpet manufacturing process, trimmed edges produce the waste. The edge trim waste, taken from the factory, is shown in Figure 1(a). The carpet waste is shredded into the small pieces of square shape with a maximum size of 5 mm × 5 mm as shown in Figure 1(b). The structure of the carpet waste pieces remains undamaged and the fibers are still in place. This is very important, because it opens up the possibility of using this permeable fibrous structure type of waste as an aggregate for the concrete materials.
Carpet waste; (a) trimmed edges of a needlefelt carpet produced in factory, (b) waste cuttings.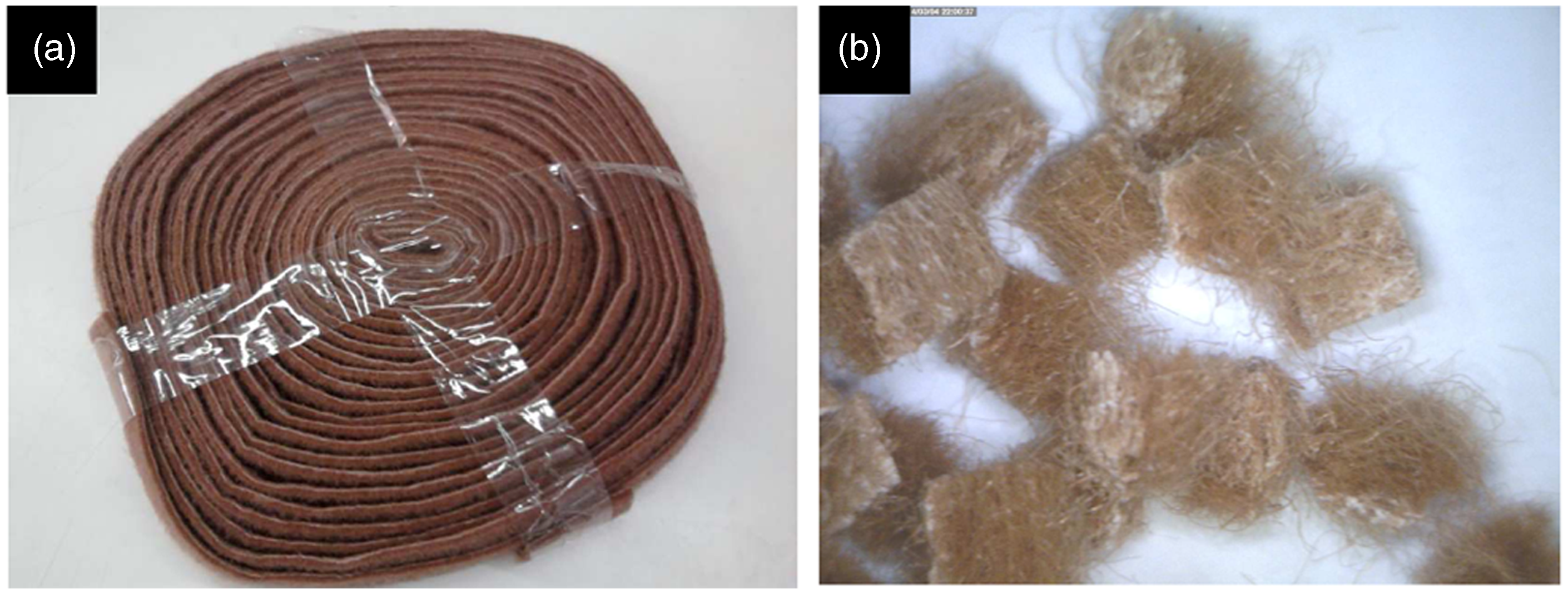
PP fiber
Physical and mechanical characteristics of polypropylene (PP) fiber.

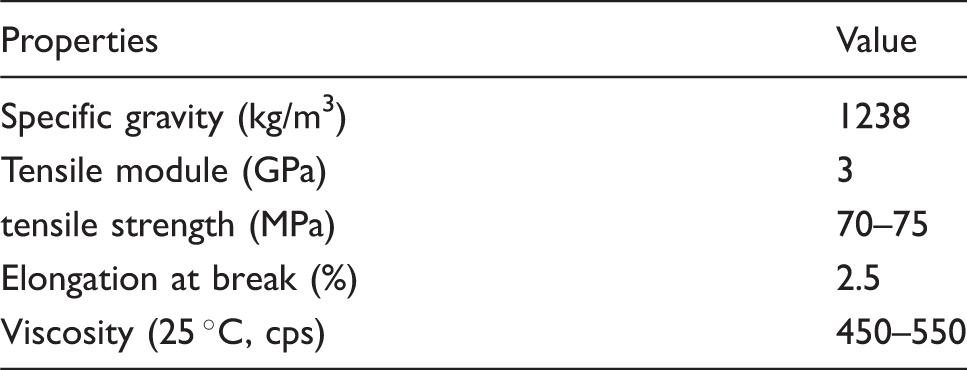
Matrix
Physical/mechanical properties of resin.
Mix composition of PC.
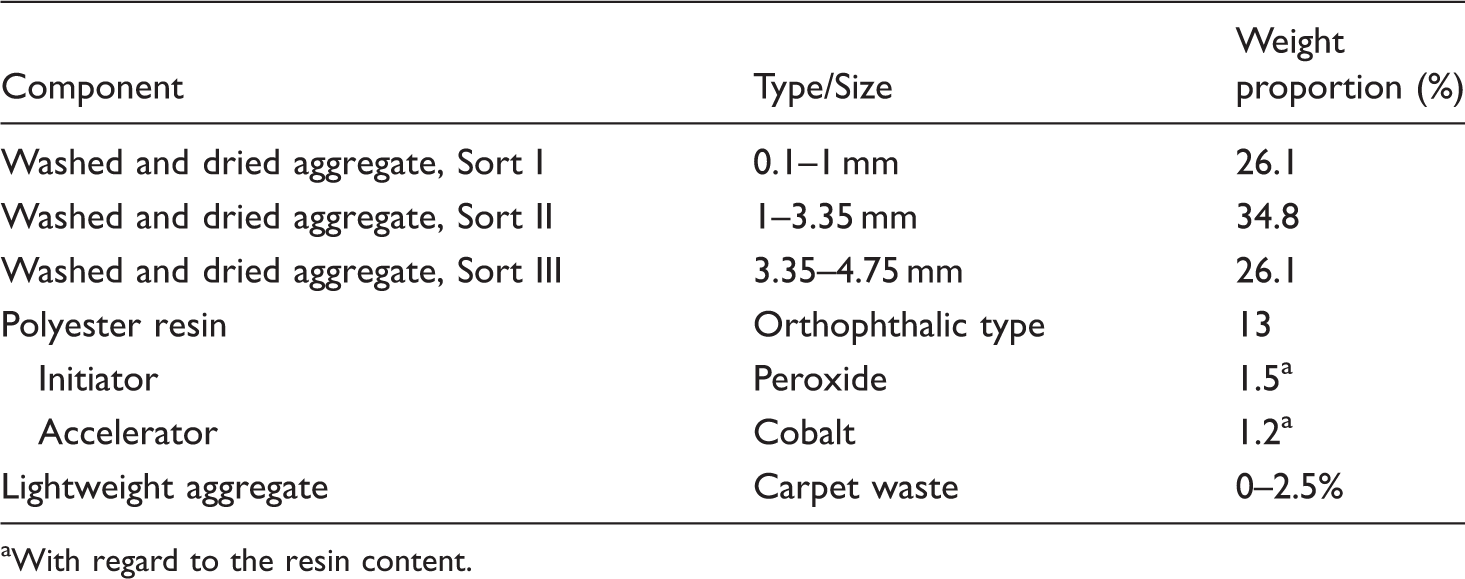
With regard to the resin content.

Aggregate size distribution of the used sands.
Sample preparation
Mortar formulations were prepared by mixing sand with an unsaturated polyester resin. The control PC sample was prepared without any carpet waste. The composition of the polymer concrete specimen was a weight of 13% for the polyester resin and 87% for the sand. The second type of the polymer concrete samples was produced using the polyester resin, sand and carpet waste as lightweight aggregate. The carpet waste in 0.5, 1, 2, 2.2 and 2.5% in weight of sand materials is added. Because of its bulky structure, the incorporation of higher amount of waste to the concrete mixture was difficult. To understand the effect of the complex structure of this kind of carpet waste on the flexural behavior of PC, an additional PC sample containing 1% virgin chopped PP fibers was prepared. The carpet waste was used as an addition to the mixture and considered to be an independent component in the mixture design of the experiment.
At first, initiators and accelerator are added to the resin prior to its mixing with the aggregates and carpet waste, then after the homogenization completion, the mixture was cast into three prismatic specimens (160 × 40 × 40 mm3) for the flexural test and three cubical specimens (50 × 50 × 50 mm3) for the compressive test as shown in Figure 3.
Prismatic and cubical samples for flexural and compressive tests.
Three specimens were cast for each formulation, and then cured at room temperature for 14 days before the test. The samples were produced according to the RILEM standard CPT PC-2 [21].
Methods
Density measurement
The specific density of all PC specimens is determined using following equation [22]

Flexural and compressive strength tests
The flexural behavior of the prismatic polymer concrete samples were tested using three-point bending test machine with a cross-head movement rate of 2 mm/min and the span length of 100 mm, schematically shown in Figure 4.
Schematic of flexural test setup.
The flexural test was performed according to the RILEM TC-113/PCM-8 [23]. During the test, load and mid-deflection of PC sample was recorded. The flexural strength was determined from the following equation [24]

Cubic polymer concrete specimens were tested under compression at a loading rate of 2 mm/min, according to the requirements of ASTM C39-05 standard [25]. Compressive strength was determined according to the following equation [26]

Results and discussion
The density of PC for each formulation is determined. The density of control sample was 1850 kg/m3. It was found that the density of PC samples is decreased with an increase in the waste content as can be seen in Figure 5. The density of polymer concrete containing 1%, 2% and 2.5% waste exhibited 11%, 19% and 23% decrease in comparison to control specimen, respectively. These results indicated the potential of needlefelt carpet waste for weight reduction of polymer concrete materials. Cost consideration on the basis of materials density revealed that the cost per volume ratio of control PC and lightweight PC containing 2% waste is about 831 and 779, respectively. Addition of 2% carpet waste to the mixture increases the volume of concrete up to 9%. It should be considered that for waste materials higher density (500 kg/m3) was used in the cost calculation.
Effect of carpet waste weight fraction (%) on density of PC samples.
The needlfelt carpet waste cuttings are bulky, therefore incorporation of a small amount of it to the mixture causes a high decrease in the density of the resultant composite.
The results of the flexural strength test conducted on PC, containing different amount of carpet waste, are presented in Figure 6. Incorporation of the carpet waste decreases the flexural strength of the polymer concretes. On average, flexural strength decrease 24.7% for 1% waste content and 37.92% for 2% waste content in comparison with the control polymer concrete. The results are normalized according to the density of each sample. The reduction in the flexural strength with 2.5% waste content was 48.4%.
Effect of waste weight fraction (%) on flexural strength of PC samples.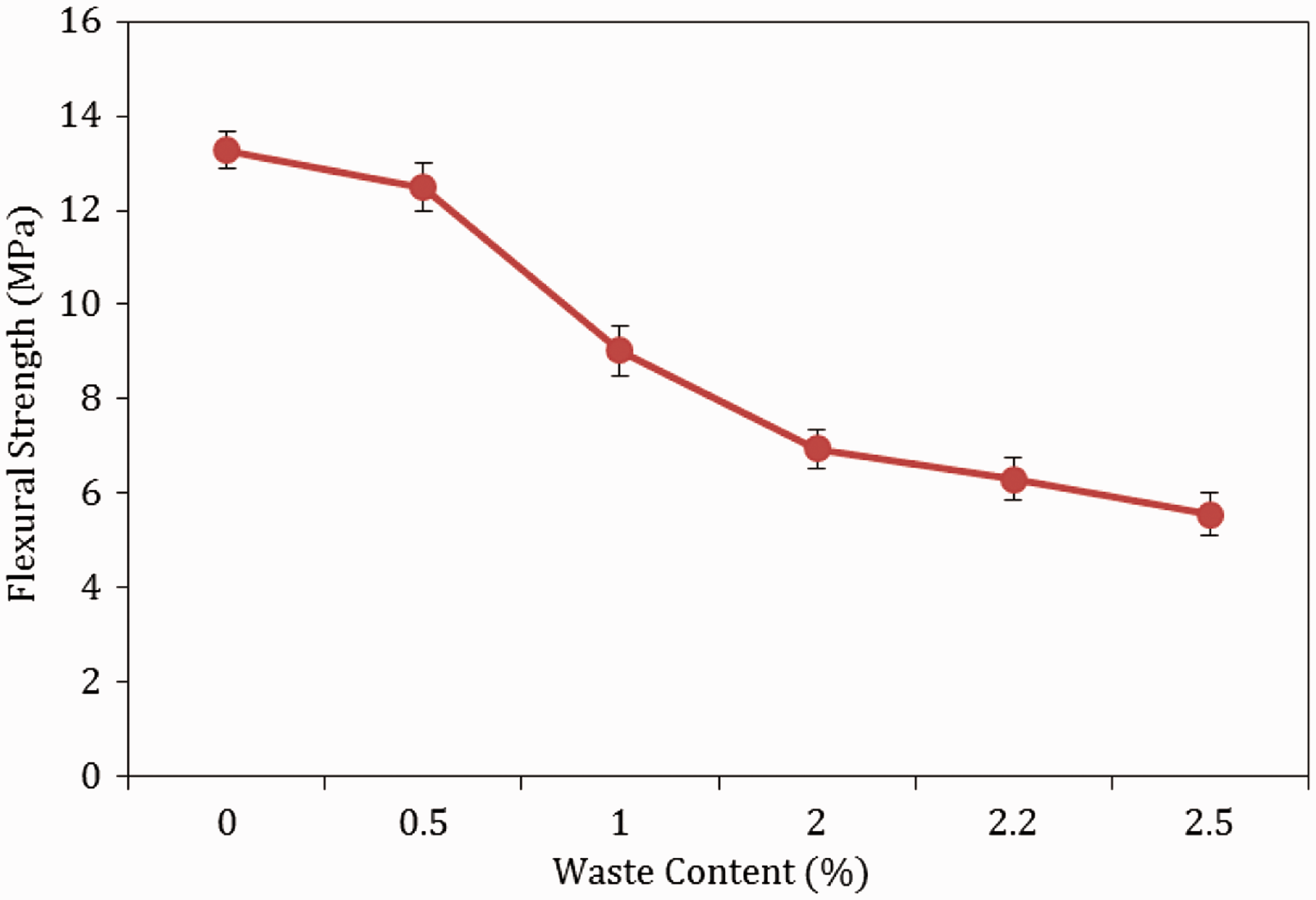
It is clear that the observed flexural strength is still globally higher than the one shown by an ordinary Portland concrete. The flexural strength of cement mortars range from 4 to 7 MPa as a function of cement type, cement dosage and water/cement ratio [18].
As shown in Figure 7, some carpet waste cuttings are located on the surface of polymer concrete. This provides weak zones for the localized stress concentration and creates ideal sites for crack initiation. Carpet waste cuttings are very weak in mechanical properties in comparison with sand and cured resin, accordingly when they are placed on the specimen surface; they can provide locations for stress localization. This weak location in the specimen is the starting point of the crack creation and propagation as shown in Figure 7. These weak zones may be increased by an increment in the waste content and further decrease the flexural strength of lightweight polymer concrete (LPC) samples.
Potential weak zone for crack creation.
The results of the flexural strength and the density of PC samples containing the virgin fiber and waste carpet are shown in Figure 8. It was observed that the flexural behavior of PC with waste carpet is lower than PC sample with virgin PP fibers (Figure 8a). This may be attributed to the bulky structure of carpet wastes which created the weak locations on the polymer concrete surface. The decrease on the flexural strength of PC samples by incorporation of 1% virgin PP fibers in weight was 9.7% compared to the 24.7% for the carpet waste.
Comparison between the effect of virgin fiber and waste on: a) flexural strength, and b) density of PC samples.
The carpet wastes exhibited higher decrease in the density of PC materials compared to the virgin fibers. The density decreases 10.6% for the waste content and 1.2% for the virgin chopped fiber in comparison with the control polymer concrete (Figure 8b).
The flexural load-deflection behavior of control PC is demonstrated in Figure 9. The control PC exhibited the brittle failure behavior with an ultimate strain of 0.75%.
Load-deflection of control PC.
The load-deflection behavior of PC containing carpet waste did not change on the pre-cracking zone, but a post-cracking response in comparison with the control PC was exhibited, which is indicated in Figure 10. It is attributed to the bridging action of carpet waste across the cracks that have propagated in the brittle matrix, due to its fibrous structure. The strain capacity of PC was increased by an incorporation of waste carpet in the mixture.
Load-deflection of PC without waste and containing 1% weight fraction of waste.
The effect of waste content on the load-deflection behavior of LPC samples is shown in Figure 11. All of the samples exhibited the post-cracking behavior. The post-cracking strength of PC samples was increased by increment in the carpet waste content. The increase in post-cracking strength with increase in carpet waste is shown in Figure 12. The results show that the post-cracking strength of PC sample with 2.5% and 2% waste content increased up to 165% and 86% on average, compared to the PC with 1% waste content. The significant influence of waste content increased the load-bearing capacity of polymer concrete at the higher strain.
Load-deflection of PC containing different weight fraction of waste. Post-peak strength of PC samples.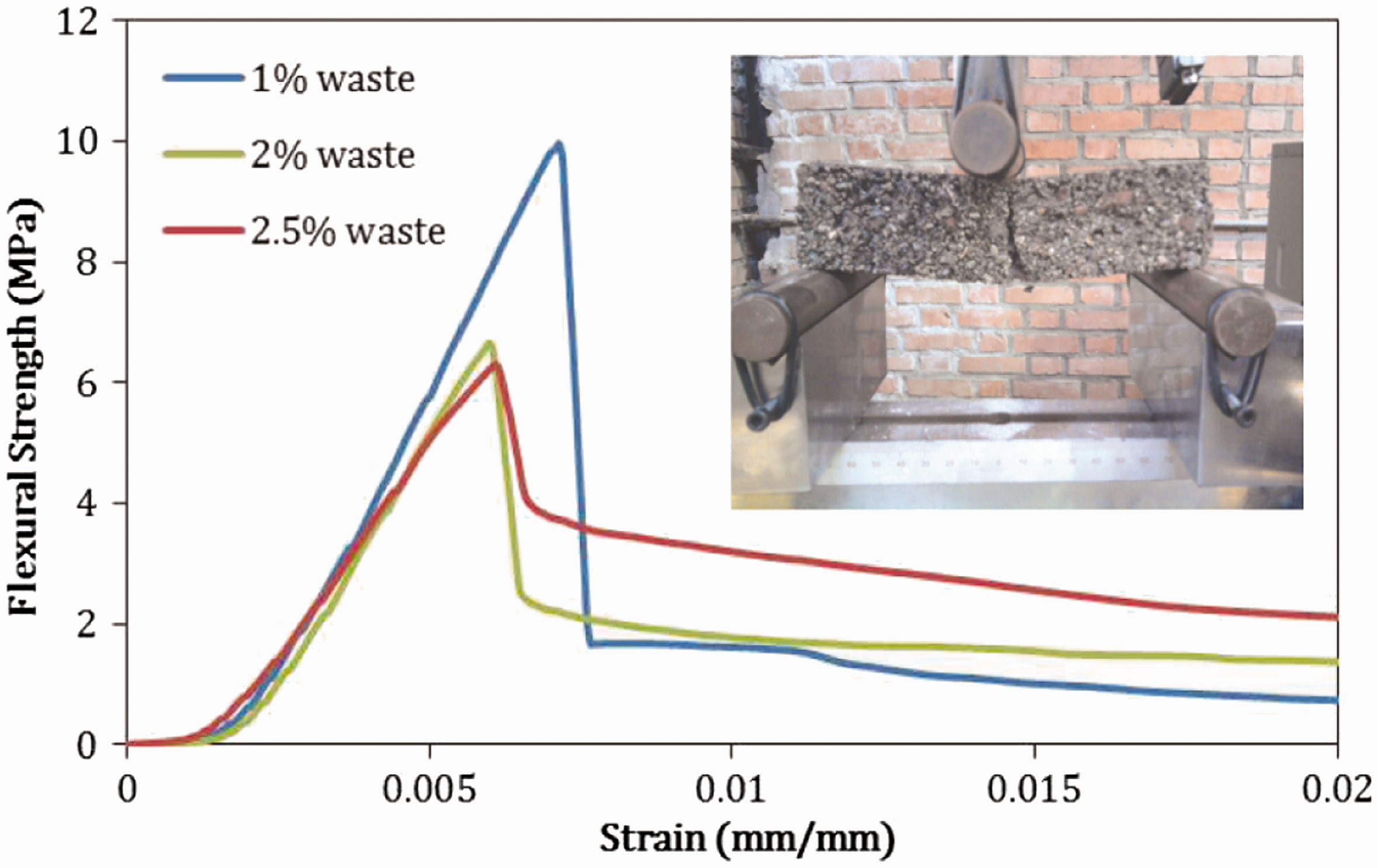

Comparisons between Figures 9 and 11 show a clear enhancement in load-bearing capacity of the PC containing carpet waste after first cracking, which points out a typical brittle failure in PC without carpet waste (Figure 9). Though there is a significant reduction in flexural strength, tremendous change in an ultimate deflection is obvious even after the first crack.
Figure 13 shows that PC sample prepared with the chopped PP fibers demonstrated the similar load-deflection behavior to the sample containing carpet waste, especially in the post-cracking zone. The investigation of pre-cracking zone reveals that the PC reinforced with virgin fiber is stiffer than PC containing waste carpet sample.
Comparison between the effect of virgin fiber and waste on load-deflection behavior of PC samples.
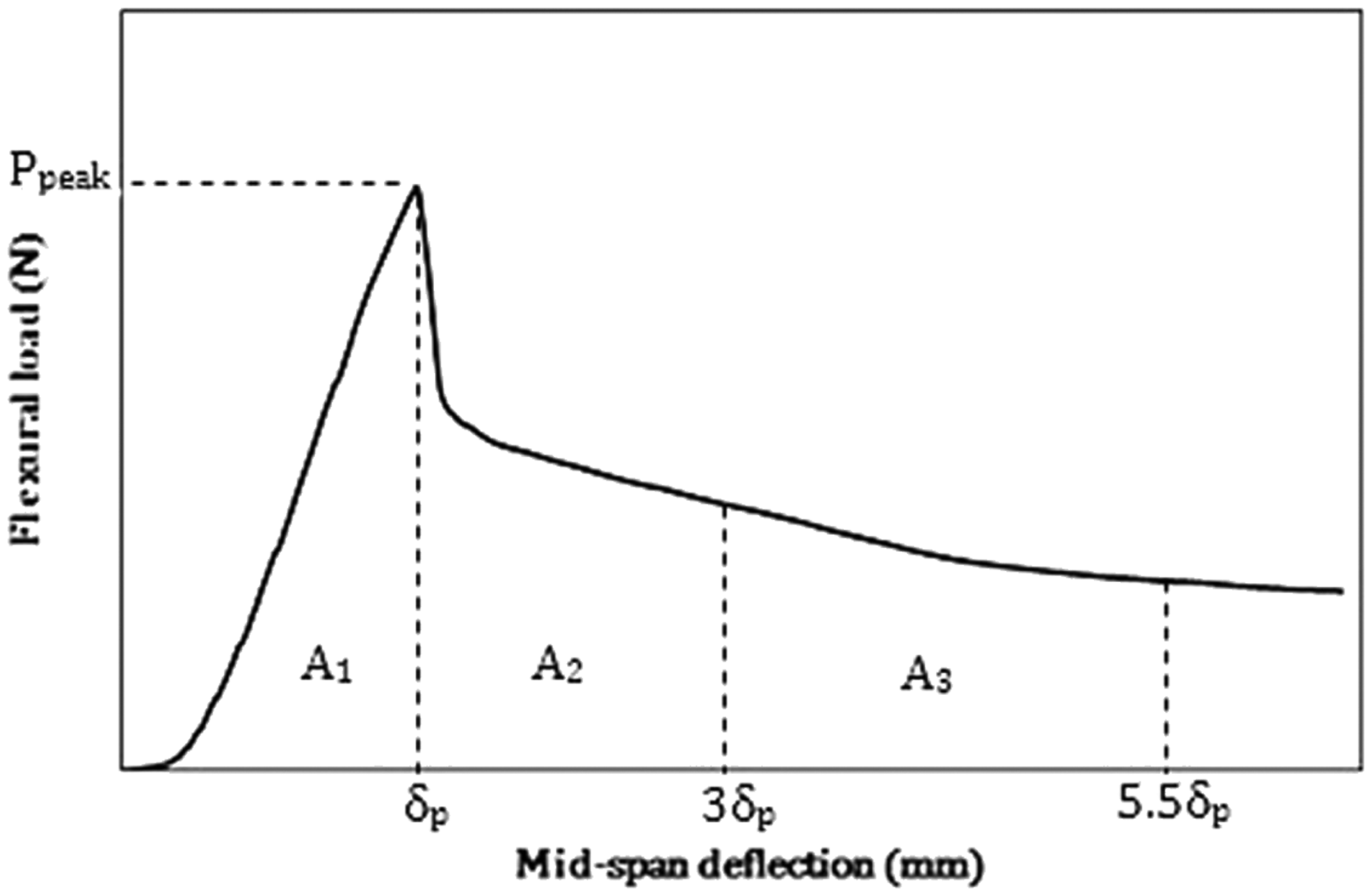
The area under flexural load-deflection curve reflects the energy-absorption capacity of polymer concrete during the flexural test. The flexural toughness is an important parameter in assessing the influence of carpet waste on the post-peak behavior of LPC. The typical flexural-midspan deflection curve of concrete and the calculation of flexural toughness parameters are shown in Figure 14. The flexural toughness indices I5, I10 are determined in relation to the first crack deflection, δp, as follows [27]
Toughness analysis according to the ASTM C 1018.
According to the ASTM C1018, toughness parameters such as I5 and I10 are obtained and demonstrated in Figure 15. The toughness index for the plain polymer concrete is 1.0 because the specimen fails immediately after the formation of the first crack. The higher values of I5 and I10 indicate that the resultant concrete has much better flexural toughness.
Effect of amount of carpet waste on flexural toughness indices.
The toughness indices are increased by incorporation of the carpet waste to the polymer concrete mixture. An increase up to 73% and 104% in I5 and I10, respectively, are observed for the LPC containing 1% of carpet waste. Compared with the PC sample containing 1% of carpet waste, the increase of I5 and I10 was determined as 63% and 112%, respectively, for PC sample containing 2% of carpet waste. The results of the toughness indices indicate that the energy-absorption capacity of LPC is improved by adding carpet waste to the mixture. Although the flexural strength of LPC is decreased by increase in the waste content, the energy-absorption capacity is further improved.
The micrograph image of a carpet waste in the LPC sample is shown in Figure 16. It can be seen that the fibrous waste bridged the occurred crack on the PC; this mechanism avoids specimens from completely breaking and increases the energy-absorption ability after matrix failure. The crack path is marked by the red line in the picture.
Fracture area of LPC sample.
Compressive strength
The effect of carpet waste on the compressive strength of LPC is shown in Figure 17. The result indicates that the compressive strength for PC samples gradually decreases with increasing carpet waste content. In average, addition of 1% and 2% carpet waste to the polymer concrete decreased the compressive strength up to 37% and 50%, respectively. The compressive strength of PC samples is more sensitive to the amount of waste content than the flexural strength. It is observed that there is a sharp decline in compressive strength by an increase in the waste content above 0.5%.
Compressive strength of PC containing carpet waste.
Although the partial use of carpet waste decreased the compressive strength, but in comparison with control PC sample, LPC does not display brittle fracture behavior under compressive test due to their higher energy-absorption ability.
It is observed that flexural strength was approximately 43 to 46% of the compressive strength. In comparison with high-strength concretes which have lower flexural strength in respect to their compressive strength, the produced PC samples have excellent mechanical properties. These properties enable them to be used in precast applications, such as building panels and bridge panels [20].
Since the conventional Portland concrete provides heavy structures, LPC can be used as a promising material for weight reduction in civil engineering applications such as cantilevers and walls [28]. The reason is the mechanical properties of polymer concrete are several times higher than that of the conventional Portland concrete. Moreover, the results indicated that LPC composites have very high level of load-bearing capacity and energy-absorption capacity. Therefore, the mechanical properties of LPC with carpet waste are proper for the construction of different types of slab overlays. The overlays produced with this type of LPC have the potential to resist against the crack formation and crack propagation.
Conclusion
The aim of this paper was to study the influence of needlefelt carpet waste as a lightweight aggregate on the physical and mechanical properties of polymer concrete material. The following conclusions may be drawn from the present work:
The density of produced LPC is significantly affected by the addition of carpet waste for all mixture. The results showed that the flexural and compressive strength is adversely affected by introducing any level of the carpet waste. The fracture behavior of PC was altered with incorporation of the carpet waste into the mixture and the strain capacity was increased. It was found that compressive strength of LPC significantly decreased with increase in the waste content higher than 1%. It was indicated that the carpet wastes have improved the post-cracking strength and energy-absorption capacity of the polymer concrete under flexural loading. The percentage increase of the energy-absorption capacity varies between 53.0% and 129.0%, depending on the amount of the waste content.
The LPC can be used in various fields of construction specially for reducing the risk of an earthquake. Also, the use of carpet waste in these products could serve as an alternative solution to waste disposal.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.