
Abstract
This paper presents the results of research work carried out to investigate the heating properties of nylon knitted fabric impregnated with a polymerised solution of polypyrrole. The inspection of the molecular polypyrrole electro-conductive pathways responsible for the heating effect of the knitted fabric was investigated using a scanning electron microscope. Further to this, the heat generated by the polypyrrole impregnated fabric was observed under varying power supply terminal separation distances in order to understand the relationship between the length of the polypyrrole electro-conductive fabric and the level of heat generated. The sample with the lowest terminal separation distance i.e. 5 × 1 cm2 produced more localized heat and reached a temperature level of 114℃ in less than three minutes. Additionally a thermo-mechanical characterisation of this knitted heating material was carried out against varying levels of strain and compression. The maximum stress and ultimate strain values of both treated and untreated samples were found to be similar. However, it was observed that the extensibility of the samples affected the generation of heat. The suitability of knitted fabric impregnated with polymerised polypyrrole heating elements for in-car applications where the heating elements may be next to skin was also discussed. The investigation concluded that polypyrrole heating fabric is suitable for next-to-body heating applications which can be engineered by controlling the optimum electrical pathways provided by the network of polypyrrole molecular chains together with the correct power supply levels to work under a defined fabric strain range. The purpose of the current research is to provide a new material that could help to develop heating fabrics with improved textile properties.
Keywords
Introduction
An electro-textile heat-generating fabric is a flexible structure that can produce heat due to electrical current running through it. These electro-textile fabrics may be manufactured through knitting or weaving. Many authors [1–9] have carried out a great deal of research for the development of textile-based heating elements. They are used in the automobile industry for heating seats and in various other medical applications such as electrotherapy treatment [10], and medical blankets for maintaining a patient's body temperature [11,12]. These materials are also used in personal heating garments and electro-textile bandages to keep the body warm in very cold environments or for the application of heat [13]. Heating elements are also used for de-icing purposes in aircraft wings. In all the above applications where the main aim is providing a heating effect, pyrrole polymerised fabric structures can be employed.
Generally electro-textile heating fabrics are available in the market under various brand names and designs. Each one of these heating products is specially designed for a specific end use. Some of the main heated clothing suppliers are Outlast, EXO2, Gerbing's heated clothing, BikeTek, KEIS and KLAN. According to Wang et al. [14] heating fabric can be categorised into four different types depending upon their methods of manufacturing: (1) electrically heated, (2) phase change material based, (3) chemically heated and (4) fluid/air flow heated fabric. However, still the heating technologies used in these applications are lagging behind in terms of comfort for next-to-body applications.
There is evidence of heating textiles being produced using a multitude of materials and techniques. In previous work [15,16], research into the production and characterisation of knitted heating fabrics based on silver coated polymeric yarn and stainless steel yarn was presented. Through such materials and methods, it is possible to generate a reasonable amount of heat under laboratory conditions at a low dc supply voltage (3–9 volts). In these cases the silver and stainless steel yarn used proved to be suitable candidates for heat-generating textiles. However the use of such yarn materials, even in the form of fabric patches, change the mechanical properties of fabric structures such as drapability, stretch, bending and fabric handle. Another downside to using such metallic yarns in fabric is that they are sensitive to corrosive liquids, gases and mechanical friction in production and washing/tumble drying. One of the goals of the experiments conducted in the current research was to find a material that can function as a coating for yarn or fabric, which can generate sufficient heat without compromising the mechanical and handling properties. With this intention, in the current research, polypyrrole, which is one of the foremost polymers used for electro-conductive applications, was investigated as a replacement for electro-conductive metallic yarn in electrically heated fabric.
The main advantages of using pyrrole is that it can easily assume the shape of the substrate being heated and can be deposited onto a substrate as a thin layer of polymer. The moulding or deposition of pyrrole can be achieved using a conventional process under controlled pressure and temperature. In the manufacturing process, the pressure in the range of 50 to 150 bar is applied at a temperature range of 150–300℃ [17]. Rather than coating the yarn before fabric manufacture, the approach adopted here is to impregnate the polypyrrole into the fabric, in order to ensure efficient coating of the fibres in the fabric structure. In this research into the creation of polypyrrole impregnated heating fabrics, the previous work conducted by Jolly et al.[18] in the area of polypyrrole's use as a heating polymer for constructing heating panels suitable for indoor applications was a helpful guide.
Pyrrole is one of the most stable synthetic metals to date. It can be polymerised on the surface of textile substrates by electrochemical polymerisation, chemical polymerisation or vapour phase deposition. It is also extensively used as a coating material on textile fibres [19–21], and fabric [22–25], to make them electro-conductive. An industrial scale method for coating polypyrrole on the fabrics is also well established [26]. In the creation of electro-conducive fabrics, the concentration ratio for pyrrole, dopant and oxidising agent has very high impact on the electrical conductivity achieved [27–30]. The electrical conductivity of polypyrrole is also largely affected by the temperature and other environmental conditions. However, polypyrrole is subject to degradation with passage of time. Even though in-depth studies of adhesion, structural and electrical properties of polypyrrole has been conducted and well documented by the scientific community, still there are only a limited number of publications available on the physical properties of polypyrrole-coated textile structures. A comparison of physical properties of polypyrrole-treated and untreated textile fabric has been made by Gregory et al. [31]. These conductive textiles are also used in clothing used to control static electricity, heating garments or automobile upholstery to eliminate presence of static electricity during the winter period. Heat generation by polypyrrole with respect to different oxidising agent-dopant combinations has been studied by Hakansson et al. [32]. With respect to manufacturing of upholstery or seat cover fabrics, much consideration needs to be given to physical and aesthetic properties of fabrics such as thickness of the fabric, strain, tensile, shearing and bending properties. Formability, hygral expansion and shrinkage relaxation of fabric are also important properties in defining the quality of these fabrics. Therefore, in the current research work, for the reasons of even distribution of heat, improved textile properties, environment friendliness, low manufacturing cost and low ultimate fabric weight, a new way of creating heating fabric suitable for in-car applications by the method of coating of electro-conductive polymers through impregnation is introduced.
Experimental
Materials
Chemical formulae for materials used.

Method
The polymerisation of pyrrole on the surface of nylon 6,6 fabric was carried out according to the method published by Gregory et al. [22]. The only exception to the procedure was that the fabric was soaked with pyrrole before dipping into the polymerisation solution of the dopant (p-toluenesulfonic acid) and the oxidising agent (Iron (III) chloride hexahydrate). To create the solution for polymerisation, initially 11.3 g of ferric chloride hexahydrate was dissolved in a small quantity of water. To convert the pyrrole, which is partially soluble in water, into a completely soluble solution, 3 g of p-toluenesulfonic acid was used. Thereafter the fabric was placed into a suitable beaker and the solution was added into the beaker. Additional water was added to increase the volume of the combined solution to 1 litre. Solution was thoroughly stirred and left for 24 hours at room temperature.
The resultant electro-conductive fabric obtained, after complete curing of the polymerisation has taken place, was objectively tested by the method of fabric assurance using the Fabric Assurance Standard Test (FAST) procedure according to the guidelines given in the SiroFAST manual [33]. As recommended, compression tests were carried out using the FAST-1 system whereas the hygral expansion and shrinkage relaxation tests were performed using the FAST-4 system. It was impossible to carry out the bending tests using the FAST-2 system due to the presence of polypyrrole coating on the surface of the fabric which prevents the photocell in the bending metre from detecting the presence of the fabric. Therefore the bending length was measured using a simple instrument manually. The principle of the manual bending meter used is the same as that used in the FAST-2. Since knitted fabric has more elasticity than woven fabric, the extension at a load of 100 g is beyond the capacity of FAST-3 given in the test manual. The extensibility was measured using a constant rate extension tester (Zwick Roell Z50 tensile tester). The bench power supply unit by Thurlby Thandar instrument ex355p 35V/5A was used to provide electrical voltage to the heating fabric. The temperature measurement was carried out using an infrared temperature sensor (Calex pyro-usb-cf and Micro-epsilon Tim160) with the standard emissivity value of 0.95.
Sample preparation.
The samples were prepared according to the standards defined by Commonwealth Scientific and Industrial Research Organisation (CSIRO). As instructed in the standards, three samples from the warp direction and three samples from the weft direction were used to carry out the tests. The warp and weft samples were cut to 5 × 20 cm2. To test the bias direction properties, three samples were also taken in the diagonal direction. As per the standards, the dimensions of these samples were kept at 5 × 15 cm2. Apart from bending and extensibility tests, six samples were prepared for each test.
Polymerisation pick-up percentage.
The polymerisation pick-up percentage for the fabric is calculated using the equation (1)

The samples were prepared and polymerised at 20℃ and 65% relative humidity. The samples were dried at room temperature.
Results and discussion
On polymerisation, the colour of the nylon 6,6 fabric became dark black due to the chemical reaction that takes place during the polymerisation of pyrrole. Due to the additional energy that can be absorbed by the black polypyrrole coating, the black colour is an advantage here. This additional energy causes the vibration to become more rapid and cause inter-atom collisions, due to which heat is generated.
SEM analysis
On microscopic analysis using the scanning electron microscope (SEM), images showed that the polymerisation took place over the complete surface of the fabric structure. They further showed that the nylon fibres were coated by a thin layer of the polymerisation solution. Large amount of protruding fibres were found on the surface of the substrate as shown in the marked area “A” of Figure 1.
SEM image of polypyrrole-coated fabric (magnification 50×, width = 500 µm).
The particles of polymerisation solution got settled in concentrated form between the gaps of these protruding fibres as shown in the area “B” of Figure 1. A larger view of spots A and B is shown in Figure 2.
A larger SEM view of spots A and spot B. (a) Spot A: Magnification = 500×, width = 50 µm and (b) Spot B: Magnification = 500×, width = 50 µm.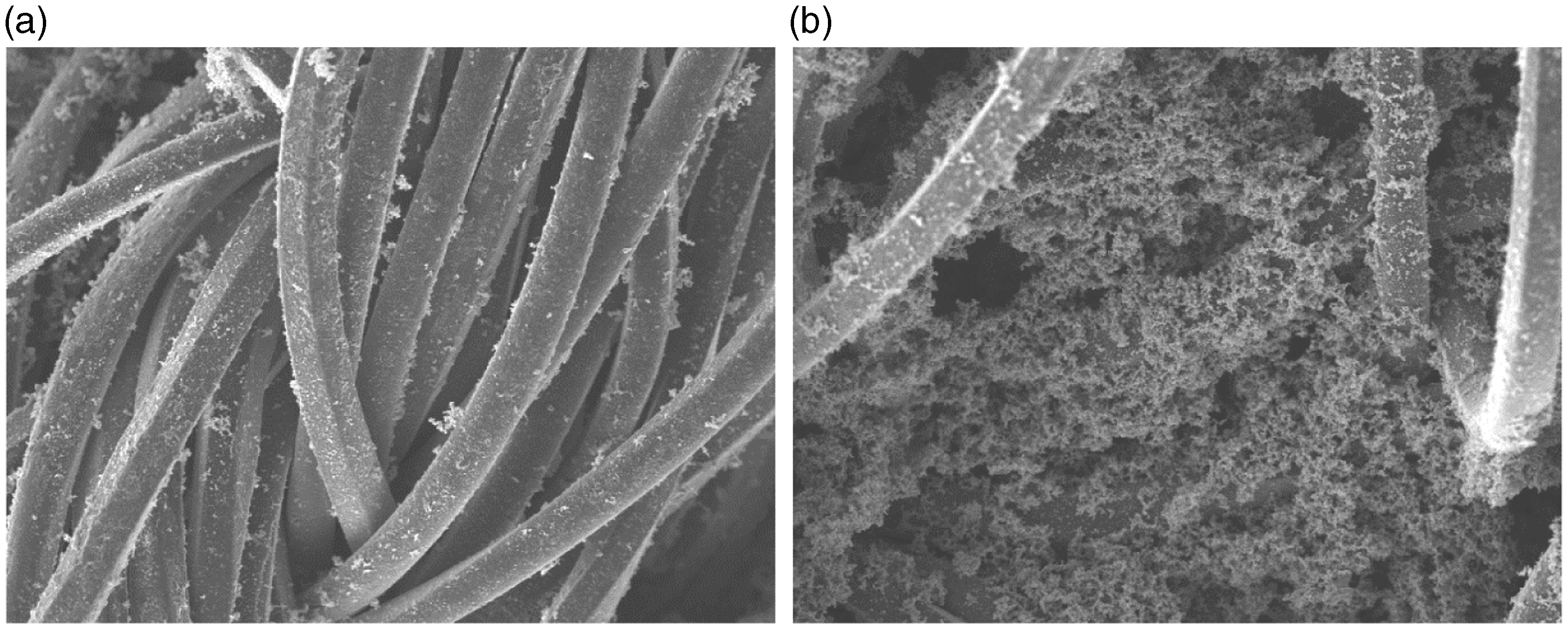
The SEM images also showed the rough and continuous coating of electro-conductive particles of polypyrrole on the fabric surface. It also shows that the coating of polypyrrole encases the complete surface of the fibres (as shown Figure 2a). Because electrical conduction is the process of travelling of charge carriers from a higher potential to a lower potential, the continuous contact between particles is compulsory for conduction of electrical current. Although the complete fabric surface is not covered by the polypyrrole polymer, the black line in Figure 3 confirms enough continuity of conducting particles, which is sufficient for the electrical conduction to take place.
Continuity of particles (magnification = 10,000×, width = 2 µm).
The coated surface of nylon fabric with the magnification power of 100x is shown in Figure 4(a). The image of the same material when the fabric is under a tensile force is shown in Figure 4(b), where the conducting particles can be seen to be separated. The separation of particles results in the electrical discontinuity of the medium for the flow of charge carriers thereby hindering the electro-conduction process.
The coating of polypyrrole on the surface of nylon: mag = 100×, width = 200 µm. (a) Relaxed and (b) 100% stretched.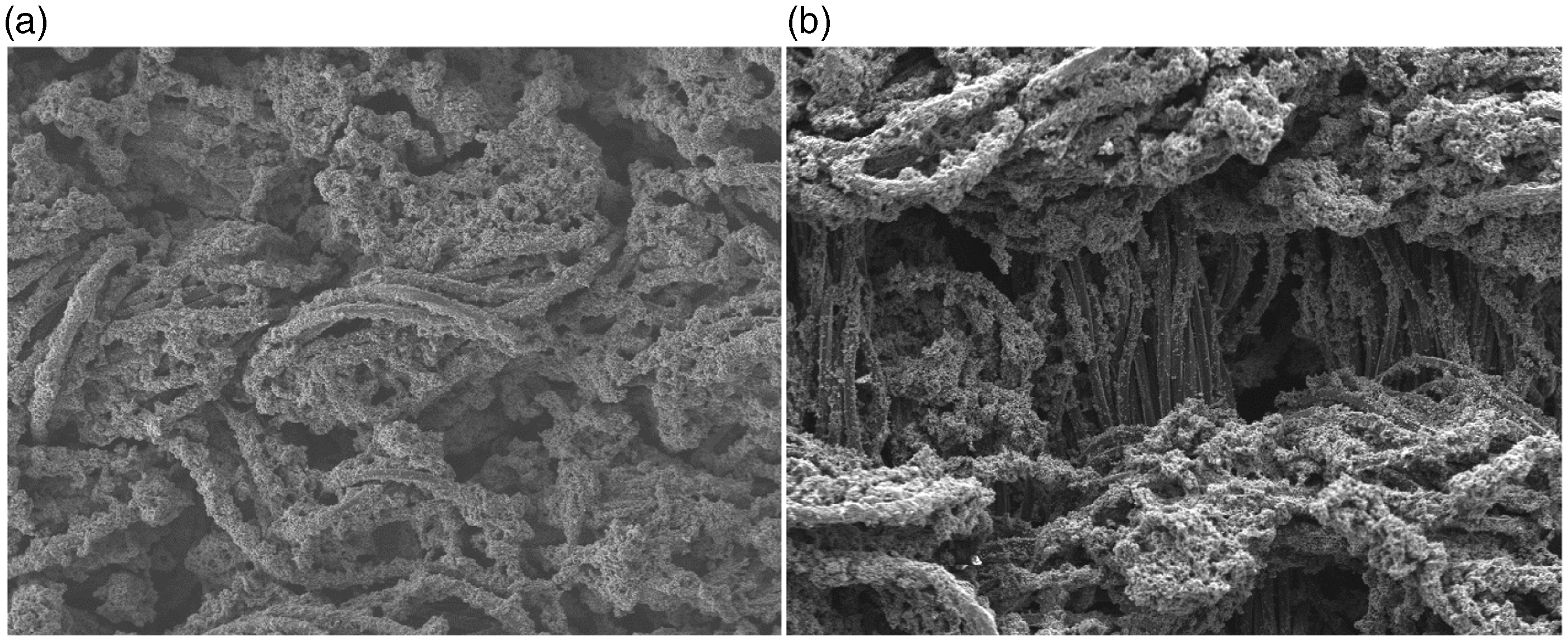
Temperature measurement
In preliminary experiments one-inch-wide strips of samples were employed to generate heat with the applied voltage of 3–9 volts. However this setting did not result in the satisfactory generation of heat. Therefore further tests were carried out with an increased applied voltage of 18 volts. The samples were connected to the power supply by using thin metal strips and crocodile clips. A pair of metal strips made of copper was placed on either side (face and back) of the fabric and crocodile clips were used to hold the pair of strips firmly. The average clamp pressure on the fabric was measured to be 34 mmHg. The terminal separation distance of 1 cm to 5 cm was set for the tests in order to find out its effect on the generation of heat.
It can be seen from Figure 5 that the temperature of the samples increases as the terminal separation decreases. The reason for this is that since a smaller length has a lower resistance, according to Joule's heating principle, a higher heat is generated due to the larger amount of current passing through the fabric surface.
Temperature profiles of polypyrrole-coated fabric for the area from 5 × 1 cm
2
to 5 × 5 cm
2
.
As can be observed in Figure 5, the supply of electrical power to the polypyrrole heating element causes a rapid increase in temperature. As common to positive temperature coefficient polymers, the polypyrrole-coated fabric too can be observed to reach a self-limiting temperature with time. Depending on the environment, the required self-limiting temperature can be achieved by changing the distance between the terminals.
Temperature values in degree centigrade with respect to time of the polypyrrole-coated fabric for the area from 5 × 1 cm 2 to 5 × 5 cm 2 .

Steady state temperature and time constant of polypyrrole heating elements at 9V.

During the investigation of heating properties, it was found that the heat generation is also affected by the contact resistance between the polypyrrole fabric and the crocodile clips used at the terminals. Investigation of the thermal image given in the Figure 6(a) confirms that heat generation is increased due to lower contact resistance by the application of pressure at the terminals. The heat distribution over the surface of the fabric was also studied using a thermal imager. It was found that the heat gradually decreases from the terminals towards the centre of the fabric as can be seen in the Figure 6(b).
Thermal images of polypyrrole-coated fabric. (a) Effect of contact pressure and (b) 3D thermal chart of heat distribution.
Effect of tensile force on thermal properties
In order to further investigate the behaviour of the polypyrrole-coated fabric, a tensile test (BS EN ISO 13934-1:1999) was carried out while a potential difference was applied across the fabric. It was observed that the force vs. strain curves of nylon fabric before and after polymerisation are practically coincident, which signify that there was no change in the tensile strength and extension percentage of fabric even after the polymerisation of pyrrole (Figure 7).
Force vs. strain curves of nylon 6,6 fabric before and after polymerisation.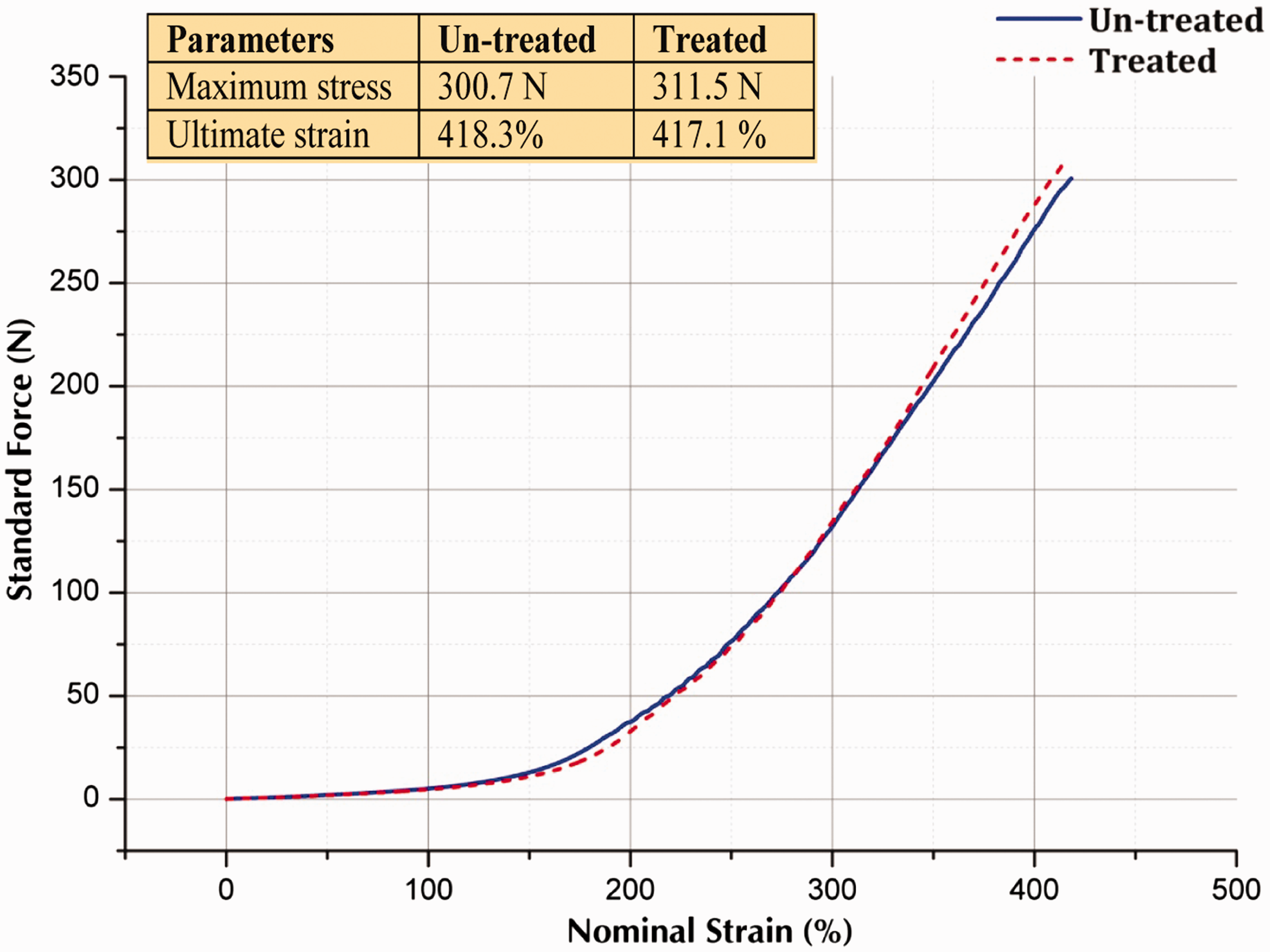
The heating profile in Figure 8 shows that there is an apparent decrease in temperature, when the fabric is stretched to a level of 100% strain using a Zwick-Roell Z50 tensile tester. According to Zou et al. [34] with increasing distance between the conducting particles, as a result of material stretching, the resistivity of conductive polymers increases. The stretching of fabric also causes changes in the molecular structure of conducting particles. The change is initially unstable and finally it becomes stable after the relaxation of molecules. Heat is generated due to the passage of electrical current through the layer of polypyrrole granules coated on to the surface of the fabric. If the particle-to-particle contact is broken, current would not be able to flow over the surface of the fabric [35].
The heating profile while fabric is stretched.
When the fabric is stretched, the length of the fabric becomes longer at the cost of its width. This causes the particle density in the middle of the samples to increase. Therefore when the conducting particles are moving apart parallel to the direction of current flow, the dumbbell shape assumed by the stretched fabric ensures a higher number of particle contacts at the centre. However, as the fabric is stretched more, the contacts with the conducting particles on either side are temporary and finally the continuous path of electron flow will be broken. At a crosshead speed of 250 mm/min, the 25 mm longer fabric sample was observed to reach 100% strain within 7 seconds causing a decrease of 3℃ in its temperature during this time as shown in Figure 8. Afterwards, the temperature was observed to come down to room temperature as no more current was flowing through the fabric due to the break in the polypyrrole electrical pathways.
Suitability of polypyrrole heating element for the application of garment manufacturing
Figures 9 and 10 present the SiroFAST fabric quality tests carried out on the polypyrrole-coated fabric. From them it can be deduced that the coating of polypyrrole improves the textile properties of the fabric. Due to coating of polypyrrole the potential problems in the areas of sizing, pleating-puckering and laying-up of the fabric were removed. It can be said that the polypyrrole-coated fabric can be tailored into a garment without any fear of problems due to fabric handling. The problems highlighted by the SiroFAST chart for the fabric after polymerisation are high extensibility and low bending rigidity, which were there to begin with. Because knitted fabrics generally have a high percentage of extension this problem cannot be avoided. However the problem that arises due to high extension is only related to the fabric design and since in technical textiles the functional properties are more important than the design, this problem can be ignored.
SiroFAST characterization chart for the untreated nylon knitted fabric. SiroFAST characterization chart for the treated nylon knitted fabric.

Comparison of textile properties before and after polymerisation.

Conclusion
Heating elements coated by polypyrrole have significant advantages over heating elements made of conducting yarn in terms of the manufacturing process and textile properties. The coating of polypyrrole on to the surface of textile fabric can be carried out on an industrial scale. It was concluded that the coating of this particular heating material on to a textile substrate does not degrade the original properties of the textile substrate. The stretching of polypyrrole-coated fabric increases the distance between the electro-conducting particles due to which electro-conductivity is decreased. A greater amount of heat was observed near the terminal points of electrical power supplied. This was observed due to the decrease in contact resistance as a result of applied pressure. The polypyrrole is very suitable for wearable heating fabrics due to the improved mechanical properties afforded by the polymerisation process. Currently the scientific community is paying much interest towards employing polypyrrole in applications other than in heating fabric.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.