
Abstract
Conveyors belts are used wherever it is necessary to transport materials quickly and promptly. They are made of fabric-rubber core (carcass) and rubber covers. The carcass may consist of several spacers made of synthetic polyamide–polyester fabrics impregnated with a solution of latex that provides an intermediate layer to prevent delamination of the vulcanized composite. The main goal of this research work is to analyse the mechanical properties of conveyor belts during three main stages of production: raw fabric, fabric impregnated with latex, and conveyor belt. For this purpose, nine fabrics of different weaves with a width of 1 m were produced with polyester warp and polyamide weft threads. The fabrics were coated with latex and then vulcanized. Subsequently, the structural parameters and the mechanical properties of each product were measured at each of the three stages of conveyor belt production. This article presents the effect of fabric structure on the mechanical properties of the products of these three production stages. Results show that differences in the mechanical properties of products at different stages of conveyor belt production depend on number of intersections of yarns in woven fabrics. In addition, significant differences were observed in the mechanical properties depending on the applied weaves.
Keywords
Introduction
Conveyor belts are designed for the technological transport of all kinds of bulk materials of granulation 1–100 mm and damp in order to prevent permanent adherence to the belt and conveyor construction elements. These conveyors are used wherever it is necessary to transport materials quickly andpromptly. Typical fabric–rubber conveyor belts are designed to transport bulk materials in ambient temperatures from −25℃ to +60℃ [1]. Conveyor belts are typically used in coalmines, cement and lime industries, paper and sugar mills, in agriculture and in power plants [1–3]. Because of the widespread use of conveyor belts, there are many standards to be met before they can be put to use in the industry [4–10]. The conveyor belt is made of fabric–rubber carcass and rubber covers. The carcass may consist of two to six spacers made of synthetic polyamide–polyester fabrics impregnated with a solution of latex that provides an intermediate layer preventing the delamination of fabric and rubber [11–17]. Covers and rims protect the carcass from damage, weather and chemicals [18].
All materials used in the production of conveyor belts, i.e. rubber, polyvinyl chloride, cotton, polyamides, polyesters and aramids, are characterized by a strong non-linear mechanical behaviour. While running on a conveyor, the belt is subjected to a time-varying load, not only in transient states but also in steady motion [11,19].
Unlike homogeneous structures, it is difficult to express the tensile force as force per area unit of the cross-section in the case of conveyor belts because of the heterogeneous structure of the cross-section of conveyor belts. When analysing the loads of conveyor belts, the cross-section is assumed to be one dimensional and tension is expressed in force units per unit width of the conveyor belt.
The weaving structure of woven fabric can be determined at the very beginning of its production. The variety of weaves enables shaping the surface of fabric to obtain optimal properties in the final product. The structure of the fabric also influences several of the features such as appearance, smoothness, permeability, arrangement, thermal protection, flexibility and drapeability [20–26].
During draping, there are four different types of deformations that can be observed: in-plane and bi-axial tension, in-plane shear, out-of-plane bending and transverse compression. The way in which each fabric complies or resists these modes is different.
In this article, the deformation in-plane tension and out-of-plane bending are studied, which are the most important mechanical properties of conveyor belts.
Bending rigidity is the resistance of a substance of specific width under deformation caused by the external bending force [5]. This parameter is very important when designing composites for a specific purpose and structure. Few studies have accounted for the bending behaviour while considering the formation of fibrous materials as composite reinforcements. Most of the studies were conducted on the bending behaviour of textiles for garments, as the effect of bending is considered to be most important in the textile industry [27,28]. Nowadays, more research on bending properties of composite reinforcements is stimulated by their effect on composite forming processes, especially for the simulation of the phenomena of wrinkling and local orientations of fibre and yarn [29].
The bending behaviour of reinforcement is a multiscale hierarchical problem. At the microscopic scale, yarn is made up of fibres that interact with the each other and the bending rigidity of the yarn is not the sum of the bending rigidity of the fibres. The relationship between the mechanical behaviour of fabric, yarns and fibres is complex [30–33].
Bending rigidity in particular determines the correct shape of wrinkles that appear during draping at macroscale [9] or macroscopic extension of fabrics. In comparison to continuous materials, bending and tension rigidities of fibrous materials are not directly related. Consequently, extra experiments are usually required to determine bending rigidity of the material [28,34–39].
One of the aims of this study is to understand the effects of different weaves on the bending rigidity and internal structure of woven fabric and to minimize the stresses on the internal structure during turning of the conveyor belt.
According to the literature [20,21,40–44], the mechanical properties of fabrics depend on the material used, the type of yarns, the weaving parameters as well as the weave types. Each of these factors is important individually but the interactions between them make it difficult to isolate the effect of each on the mechanical properties of the fabric.
Preliminary studies [45] showed that in a single weave fabric, bending modulus is significantly affected by the direction of the test samples. A larger number of warps stiffen the fabric in their direction. It was also proved that the larger the number of the system coverings in a certain direction, the lower the bending rigidity the fabric has in that direction. Increasing the number of intersections in the fabric and setting the coverings evenly increase the rigidity of fabrics as well [45].
As shown in the study by Barburski et al. [46], basic parameters of the internal structure of fabrics PA6.6/PET change significantly under heat treatment during vulcanization and formation of conveyor belts. In addition, the fabric weave substantially influences its internal structure and vulnerability to higher temperature. Presumably, these changes have a significant effect on the mechanical properties of the fabric at each stage of production of the conveyor belt.
Particularly in the case of conveyor belts of high strength used in arduous conditions, intensive research is being conducted to identify new types of fibres, weaves and spacers systems that can meet the growing requirements of the end users.
In the context of the above-mentioned requirement, an experiment was conducted to determine the mechanical properties of the fabrics used in conveyor belts and the effect of individual processes of creating the belts on these properties. The experiment uses yarns and loom setting parameters commonly used in the production of fabrics as reinforcement of a monolayer conveyor belt of symbol EP550 (A minimum strength of 550 N/mm for the belt along the warp direction).
Material
Nine samples of fabrics were prepared with various weave types, each having the same sets of polyester warp and polyamide 6.6 weft (Figure 1). The weaves are classified according to the bending rigidity of fabrics and length of thread overlap. This was the criterion for the diversity of the weaves. Fabrics were made of different weaves with PES 2200 × 4/60 warp, 120/dm sett and PA6.6 1400 × 5/90 weft of 33/dm sett. The weft sett was defined empirically as a maximum sett of weft insertion for the plain weave on Dornier loom.
Weaves and surfaces of particular fabrics: (a) plain weave, (b) twill weave, (c) twill cross-weave, (d) satin weave, (e) warp rep weave, (f) weft rep weave, (g) weft rep weave, (h) warp rep weave and (k) satin weave [34].
The fabrics were made with harness machine in ‘Metso Fabrics’ company in Lodz on Dornier loom. The chosen and produced fabrics have the following weaves: (A) plain weave 1/1, (B) twill weave 1/3Z, (C) twill cross-weave 1/7X, (D) satin weave 1/7(3), (E) warp rep weave 1/1(0,1,0), (F) weft rep weave 2/2(2), (G) weft rep weave 4/4(4), (H) warp rep weave 1/1(0,0,0,1,0,0,0) and (K) satin weave 1/7(3) with higher density of weft.
The wefts were inserted by rapier and warps were let off from one weaver’s beam. Width of weaving and the density of reed blade are 118 cm and 30/dm, respectively, four warp threads exist between two reeds blades.
With the co-operation of Conveyor Belt Factory Wolbrom SA, the fabrics were coated with latex by spray in order to increase the rubber adhesion to synthetic fibres and then to vulcanize them. For all fabric samples, the preparation and vulcanization conditions were the same. The tension during the impregnation was controlled by two sets of gauge rollers, regulating the speed difference between the drive stations. The tension was between 5400 and 7500 N and the speed of the process was 9 m/min. The vulcanization was performed at a temperature of 160℃ under tension. The resulting belts were 7.3 ± 0.5 mm thick [47].
Experiment
After making nine fabrics of different weaves, their geometrical structure parameters were determined with their mechanical properties such as strength, strain and bending rigidity. There are several methods for testing bending rigidity. Some are based on the deformation of the fabric under its own weight, while others are based on testing force or energy required to bend the sample [48].
In order to study the relationship between the weave of the fabric and its bending rigidity, a method of fixed angle was applied using standard PN-73/P-04631 and Flexometer.
This study was used to classify the weaves of fabrics in terms of their effect on the bending rigidity [49]. According to the standard, bending rigidity parameter (G) is the resistance of a substance of specific width under deformation caused by the external bending force. Bending rigidity is measured in micronewton metres (µN·m) and is equal to the bending moment needed to change the curvature by of a 1 cm wide sample by 1 cm−1 [5]. Bending rigidity was measured along the warp and weft threads and on both sides of the sample. In order to determine the mean value, 10 measurements were conducted for each option on each of the 9 unfinished fabrics.
Tensile strength and strain of fabrics were measured according to ISO 13934-1 [50]. In conducting the experiment, strain was defined as the ratio of sample stretch to its original length, expressed as a percentage. Breaking strength (N/mm) was calculated by the ratio of the force recorded at the time of sample fracture under extension to its width. Strength measurements were made for a raw fabric and a fabric impregnated with latex. The measurements were repeated seven times for each of the fabrics along the warp and weft directions. The initial strength and the measurement speed were set at 10 N and 100 mm/min, respectively. Measurements of the belt strength were performed in the longitudinal (warp) and transverse (weft) directions using standard PN-EN ISO 283-1:2002 [4].
Most of conveyor belts take the trough shape during operation. It is an important parameter describing the belt. Shaping the belt in trough requires application of certain forces in order to overcome its bending rigidity. This property of the belt, according to ISO 703 or DIN 22107, is measured and described by the transverse flexibility index h/B defined as the ratio of the free displacement of the belt sample h (under its own weight) to the belt width B when it is flat (Figure 2) [6]. The value of transverse flexibility enables verification of the correctness of the belt selection to the installed set of rollers.
Device to measure the conveyor belt transverse flexibility according to ISO 703:2007 [6].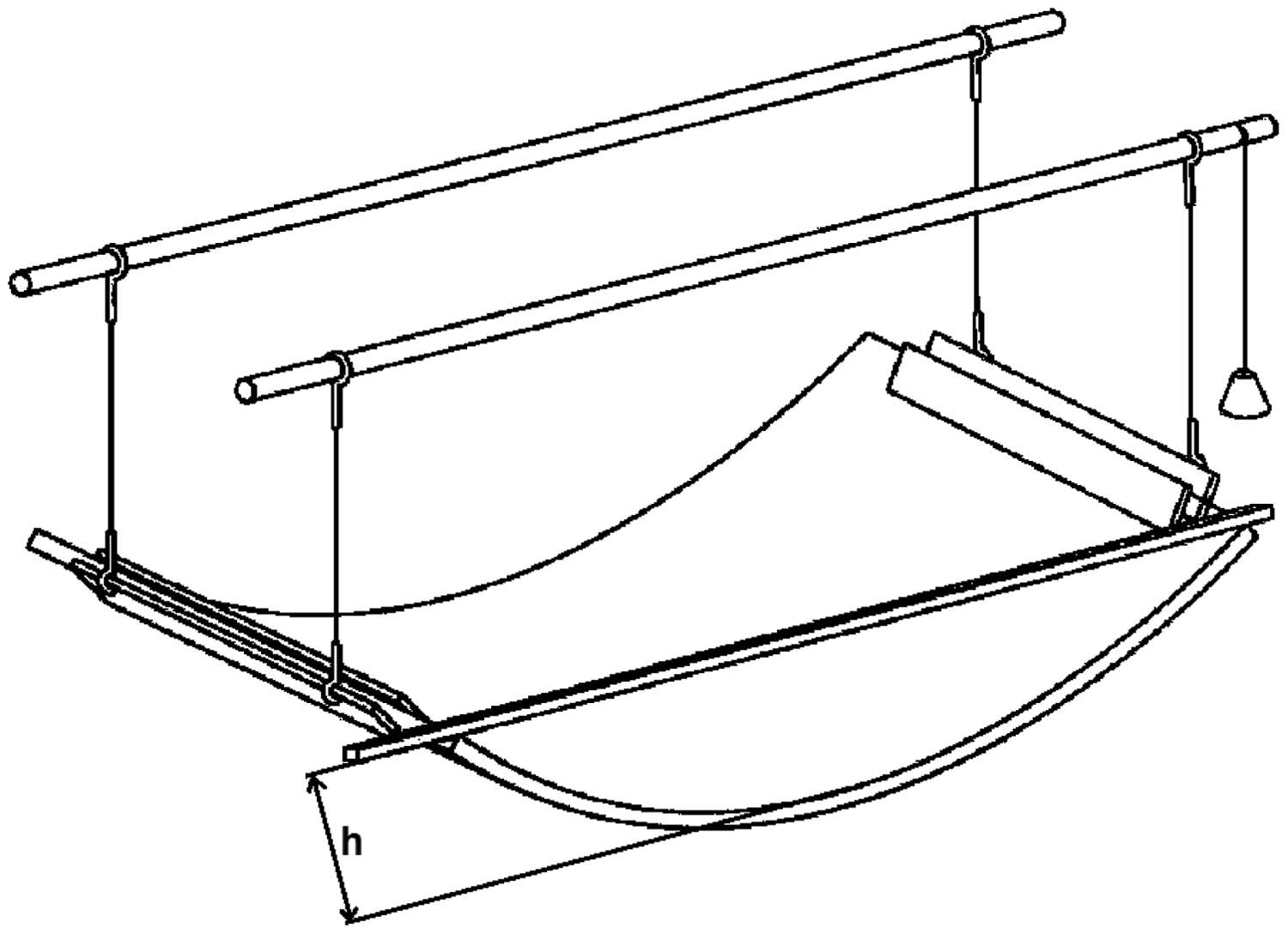
Analysis of measurements results
The results of measurements of the thickness, fabric areal density and threads sett along the warp and weft directions of the raw fabric after latex impregnation and vulcanization (conveyor belt) are presented in Figure 3 as bar charts. These are the results of structure analysis on the three main stages of conveyor belt production. According to the results, a significant impact of the weave on the scope of structural changes was observed under high temperature.
Values characterizing fabrics and conveyor belts: (a) thickness, (b) fabric areal density, (c) sett of warp and (d) sett of weft.
Although setting parameters of the loom were the same for all fabrics of different weaves, there was a variation in the structural parameters of raw fabrics such as warp and weft sett and fabric thickness changed. These changes clearly depend on the weave used.
Most significant increase was observed in the weft sett in fabric H (warp rep weave). This weave easily enables grouping the weft threads. A similar result was observed in the weft rep of fabric G in which the warp threads group. This leads to an increase in areal density of the fabric.
In weaves of long weft interlaces, the warp threads group (weft rep, satin, twill cross-weave). In weaves of short warp interlaces (plain A, weft rep. E and H), thickness and areal density are low compared with the other fabrics (Figure 3). The structure prevents the building-up of the threads, resulting in the lowest warp sett per width unit. In weaves with short interlaces, there is a high thread crimp.
In weaves of long weft coverings such as twill cross, satin and weft rep, the thickness of the fabrics is the highest. Warp during weaving is highly tense, causing an increase in the weft displacement. Moreover, the fabric structure approaches phase 1 and the thickness becomes the maximum. On the other hand, loosely placed warp on the surface of the fabric after removing it from the loom can accumulate.
During impregnation of fabric with latex in higher temperatures, the fabric shrank, resulting in an increase in the warp sett (Figure 3c) and the weft sett (Figure 3d) as well as areal density of the fabrics (Figure 3b). However, the thickness of the latex fabric decreased as a result of tension during the impregnation process. Vulcanization caused unification of the conveyor belt thickness (Figure 3a) and fabric areal density (Figure 3b).
The measurements of bending rigidity of nine raw fabrics showed that the grouping of the threads was the reason for the differences in bending rigidity (Figure 4).
Total bending rigidity of raw fabrics depending on the weave.
The analysis of conducted research showed that there were significant differences between bending rigidity of fabric along the weft and the warp directions. The bending rigidity along the warp is much greater than that along the weft due to the larger sett of warp than that of weft.
Total bending rigidity of the fabric along warp and weft depends on the weave (Figure 4) and on the length of coverings of the threads set. The number of thread floats also influences bending rigidity. The more the intersections in a set, the higher is the bending rigidity of the set. In plain and weft rep weaves of large number of warp intersections (A, F, G), bending rigidity of fabric is the largest in both directions. Short coverings and the consequent large number of intersections increase the rigidity of fabrics significantly. In weaves with long coverings of warp and weft, bending rigidity of fabrics is lower (twill weave B, C, satin weave D) (Figure 4).
The results of measurements of strength (Figure 5) and strain (Figure 6) with respect to the weave of raw fabric show that strength is the lowest in the fabrics of short floats where there are a large number of intersections. Long floats cause an increase in the forces acting along the yarn of the set, and hence, an increase in the strength of the fabric. In fabrics of short floats, breaking force is low as the forces acting on the yarn/fibre cause shearing, bending and compression. This results in faster deformation and finally tearing of the fibres.
Tensile strength of fabrics: (a) along warp and (b) along weft. Strain of fabrics: (a) along warp and (b) along weft.

Strain along the weft in fabric G (weft rep) is the largest. The warp threads are grouped and the weft on the long coverings has a large crimp (Figure 6b). In fabrics with lots of warp floats, the strain along the warp is higher than that of the fabrics with long floats.
Theoretically, large thread crimp with many intersections decreases the strength of the fabric. The forces acting along the fabric cut the yarn and the fibres and do not act along their axis. Long floats in the set make the thread straighter and therefore more forces act along their axis, resulting in greater strength in that direction. This is clearly demonstrated in the two reps, E and F.
In rep 8 thread weaves, grouping was observed in warp and weft threads in fabrics G and H, respectively. As a result, the sett (thus the strength) increases compared with other weaves.
After impregnation, the strength increases significantly in most fabrics. However, in the subsequent process, i.e. vulcanization, the strength decreases even below the strength of the raw fabric (Figure 5).
According to the results of strain measurement, the strain after impregnation increases even by 100% compared with the raw fabric, which is an adverse effect during operation of the conveyor belt. Although vulcanization reduces this negative effect, the strain is still higher compared with the raw fabric.
The tensile strengths of the raw fabric and the conveyor belt are almost the same because the maximum strength of fabric depends on the carcass (i.e. on the woven fabric). But the big difference in the strain, on comparing raw fabric with the conveyor belt, can be explained by high flexibility of rubber.
The above results of research on mechanical properties at various stages of the conveyor belts production processes show that further research should focus on developing an optimal process of their production in order to exploit the best qualities of the raw fabric. With an optimized impregnation and vulcanization processes, good quality fabric can be produced.
Besides the above research, transverse flexibility (in weft direction) of all the nine conveyor belts was measured and results are shown in Figure 7 as a bar plot.
Transverse flexibility of the conveyor belts.
The analysis of measurements of the transverse flexibility of the conveyor belts proves that the higher the rigidity of a conveyor belt, the lower is its transverse flexibility. Although the belt contains significantly more rubber than the fabric carcass, it does not cause a loss in the mechanical properties. The differences for raw material (woven fabric) are more significant. On the belt the differences are smaller but still visible.
The rigidity of a fabric influences the rigidity of the conveyor belt. The higher the rigidity of the fabric, the higher the rigidity of the conveyor belt and, consequently, the lower is its transverse flexibility.
Conclusions
This article shows the results of measurements of the internal structure of nine fabrics on three stages of conveyor belt production, i.e. raw fabric, fabric impregnated with latex and vulcanized. The mechanical properties of fabrics on each of these stages were examined and the transverse flexibility of conveyor belts was also analysed. The conclusions based on the survey are the following:
Although setting parameters of the loom were the same for all the fabrics, their structural parameters and the warp/weft sett were changed due to the different weaves. Fabrics of short floats with lots of intersections have the lowest strength. Long floats cause forces to act more along the yarn of the set, increasing the strength of the fabric. Rep warp and weft weaves cause grouping of the warp and weft threads, respectively, causing an increase in the sett, compared with other weaves. The larger the rigidity of a fabric, the larger the rigidity of a conveyor belt and, consequently, the lower its transverse flexibility. Impregnation with latex is beneficial for the fabric strength. However, the strength drops even below the strength of the raw fabric after vulcanisation. Impregnation and vulcanization increase the strain of the fabric compared with that of the raw ones.
This study showed differences in the mechanical properties of products at different stages of conveyor belt production and the dependence of the properties on the intersection numbers of yarns in woven fabrics. These conclusions set the base for further research on the optimization of the conveyor belts production process so that the mechanical properties of the reinforcement fabric can be improved.
Footnotes
Acknowledgements
Our thanks are due to Metso Fabrics Lodz for help in production of woven fabrics. Conveyor Belts Factory Wolbrom SA is kindly acknowledged for delivering the materials. We specially thank Marek Gardela for useful collaboration.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was funded by the National Science Centre (Poland), project no. 3215/B/T02/2011/40.