
Abstract
Flax fibers were modified by argon and air atmospheric pressure plasma treatments to improve the mechanical properties of flax fiber-reinforced unsaturated polyester composites. Plasma treatments were carried out at plasma powers of 100, 200, and 300 W. Both plasma surface treatments were conducted to improve the tensile strength, tensile modulus, flexural strength, flexural modulus, interlaminar shear strength (ILSS), Mode I interlaminar fracture toughness (GIC), and Mode II interlaminar fracture toughness (GIIC). Moreover, the maximum improvement in the mechanical properties was obtained after air plasma treatment of flax fiber at a plasma power of 300 W. Tensile strength, flexural strength, ILSS, GIC, and GIIC values of flax fiber-reinforced polyester composites increased by nearly 34%, 31%, 39%, 35%, and 42%, respectively. However, for argon plasma-treated flax fiber-reinforced polyester composites, the mechanical properties of composite increased up to argon plasma power of 200 W.
Introduction
Plant derivative bast fibers are known as primary reinforcement for the production of natural fiber composite [1,2]. Automobile, civil construction, and noise absorbing panels are some examples for application areas of the natural fiber composites [3,4]. Flax fibers having good mechanical properties, low density, and low cost [5,6] were used in composite applications as a natural reinforcement for thermoset [7–14], thermoplastic [15–29], and biopolymer [30–32] matrix materials. The composite application of flax fibers requires a strong adhesion between the fiber and matrix material [33–35]. Physical and chemical treatments are used to optimize interface between flax fiber and matrix materials [36]. In order to improve the adhesion between fiber and matrix materials, different methods were used in literature. For example, a thin reactive coating, generally consisting of coupling agents, was used to treat the fibers [35]. Besides, alkalization of flax fiber was carried out for a better adhesion between epoxy matrix and flax fibers [27]. To increase the interaction between unsaturated polyester resins and flax fibers, flax fibers were chemically treated using sodium hydroxide and sodium hydroxide plus acetic anhydride [37]. The surface of flax fibers were chemically modified by acylation [14, 38–40] and grafting short polyether chains [14] to reinforce aliphatic polyester. Modification of flax fiber surface was conducted by using maleic anhydride-polypropylene copolymer (MAPP) as compatibilizer for polypropylene to improve the mechanical properties of short flax fiber bundle/polypropylene (PP) composites [41]. In order to increase the interfacial adhesion between poly(3-hydroxybutyrate) (PHB) and flax fiber, dihydric phenols was used as hydrogen bonding additive [27]. In addition to chemical methods, environmentally friendly plasma treatment presents an opportunity due to fact that it can adjust the functional groups by modifying surface properties [42,43]. The plasma treatment process was used to adjust the functional groups and modifying surface properties of fibers. For example, flax fiber was treated by ethylene plasma to improve adhesion with poly(3-hydroxybutyrate) (PHB) [44]. It is worth reporting that the ethylene plasma-treated flax fiber exhibited higher interfacial adhesion strength for PHB than the acetic anhydride-treated flax fiber [44]. An autoclave treatment and a cold He plasma treatment were performed on the flax fibers so as to increase adhesion with the polyester matrix [35]. Besides, after cold He plasma treatments of flax fiber, mechanical properties of flax fiber/unsaturated polyester composites have been obtained by another study [35].
In our previous study, we modified flax fiber surface with argon and air plasma treatment and investigated the effect of plasma treatment on surface characteristics of flax fibers [20]. The aim of the present study is to examine the effect of atmospheric air and argon plasma treatments of flax fiber on mechanical properties of flax fiber-reinforced polyester composites. Mechanical properties such as Mode I interlaminar fracture toughness (GIC), Mode II interlaminar fracture toughness (GIIC), the interlaminar shear strength (ILSS), flexural strength, and tensile strength were examined.
Materials and methods
Materials
An isophthalic acid type unsaturated polyester resin (polipol-383-T) was utilized. Argon gas (Ar) (99.995% purity) was purchased from Linde Gaz A.Ş. A flax plain woven fabric with an area density of 217 g/m2 was obtained from Mert İpek Limited (Turkey). The linear densities of warp and weft yarns are Ne 6 and also warp and weft settings are 11 threads per cm.
Plasma treatments
Atmospheric air and argon plasma treatments of flax fabrics were carried out in this study. During these treatments, plasma powers of 100, 200, and 300 W were used for 2 min. The details of stated plasma treatments were given elsewhere [45]
Composite fabrication
Flax fiber-reinforced unsaturated polyester composites were manufactured by hand lay-up technique. The ratio of flax fiber to reinforced polyester for fabrication composite is 37% w/w. The polyester resin, the catalyst (methyl ethyl ketone peroxide), and the accelerator (cobalt naphthenate) were mixed, and then the mixture was applied onto the flax fabric surface. The laminate was compressed at a pressure of 100 bar in the mold, and the pressure was continued to apply to the laminate at room temperature for 120 min.
Fracture test
Mode I interlaminar fracture toughness (GIC) testing
Universal testing machine (Shimadzu Autograph AG-IS Series) was used to obtain Mode I interlaminar fracture toughness (GIC) of composites. The tests were conducted according to ASTM D 5528. The double cantilever (DCB) specimens (150 mm in length, 25 mm in width, and 3.36 mm in thickness) were made ready by slicing the flax fiber-reinforced polyester composites with the fiber direction parallel to the length of specimens. The specimens have an initial crack length of 40 mm. The load was obtained by using a 5-kN load cell. Crack length was measured using a CCD camera.
Mode II interlaminar fracture toughness (GIIC) testing
The end-notched flexure (ENF) test using three-point loading was used to determine Mode II fracture toughness [46]. The ENF specimen is the most widely used for Mode II Interlaminar Fracture Toughness testing of composites due to its simple test configuration [47]. The tests were conducted at a constant crosshead speed of 1 mm/min. The ENF specimen geometry was 100 mm in total span length, 3.36 mm in thickness, 25 mm in width, and 20 mm in initial crack length.
Flexural test
The flexural test was conducted by using ASTM D790 on a universal testing machine (Shimadzu Autograph AG-IS Series). The specimens with length of 80 mm, width of 25 mm, and thickness of 3.2 mm were prepared, and the span length was set as 50 mm. Flexural tests (three-point bending tests) were performed at a constant cross-head speed of 2 mm/min at room temperature. Five tests were made for each composite material.
Short beam shear test
In order to determine the interlaminar shear strength of the composites, short beam shear tests were carried out in accordance with ASTM D2344 standard. Shimadzu Autograph AG-IS Series universal testing machine was used, with a crosshead speed of 1.3 mm/min. The tests were carried out at five times for each type of composite specimens. The length, width, and thickness of the test specimens were 26.3, 6.4, and 3.2 mm, respectively. The unsupported span L was set equal to 3.2 cm.
Tensile test
Tensile strengths and modulus of flax reinforced unsaturated polyester composite specimens having a length of 197 mm, width of 25 mm, and thickness of 3.2 mm were determined according to ASTM D-3039 standard. The tests were carried out at Shimadzu Autograph AG-IS Series universal testing machine at a cross-head speed of 2 mm/min. The tests were made at least five times for each type of composite sheet to check for repeatability. Statistical analyses of the results were conducted with two-way ANOVA and post-hoc Tukey test. Significance level was set at p < 0.05.
Results and discussion
Fracture toughness (GIC and GIIC) test
Mode I fracture toughness values of plasma-treated flax fiber-reinforced polyester composites are illustrated in Figure 1. Mod I values were significantly affected by type of gas used for plasma treatment and plasma power (p < 0.05).
Mode I interlaminar fracture toughness (GIC) values of flax fiber-reinforced polyester composites.
The average GIC value of untreated flax fiber-reinforced polymer composite was 5.12 ± 0.24 kJ/m2. After air plasma treatment of flax fiber at plasma powers of 100, 200 and 300 W, the average GIC value of flax fiber-reinforced polyester composite increased to 5.61, 6.22, and 6.91 kJ/m2, respectively. In other words, nearly 10%, 22%, and 35% increases were observed. However, argon plasma treatment of flax fiber at 100, 200, and 300 W led to less increment, that is, 5.36, 5.87, and 5.61 kJ/m2, respectively.
Mode I interlaminar fracture toughness, GIC, indicates the magnitude of absorbed energy for crack propagation and is mainly related to the morphology of composites [48]. In our previous study, we obtained that the plasma treatment of flax fiber leads to more roughness surfaces. Besides, an increase in plasma power increased the roughness on the flax fiber and etching effect was seen more apparently. The cracks and grooves on the surface of flax fiber enlarge interfacial area, which increases adhesion by mechanical interlocking between flax fiber and polyester [45].
GIIC values were estimated as total fracture toughness energy at the maximum load sustained by plasma modified flax fiber-reinforced polyester while the delamination extended [49]. Mode II fracture toughness (GIIC) values of modified flax fiber-reinforced polyester composites are given in Figure 2. Mode II values were significantly varied by type of gas and plasma power (p < 0.05).
Mode II interlaminar fracture toughness (GIIC) values of flax fiber-reinforced polyester composites.
The average GIIC value of untreated flax fiber-reinforced polyester composite is 3.67 ± 0.12 kJ/m2. After air plasma treatment of flax fiber at 100, 200, and 300 W, the average GIIC value of flax fiber-reinforced polyester composite increased to 4.06, 4.52 and 5.21 kJ/m2, which indicates nearly 5%, 23%, and 42% increments, respectively. After argon plasma treatment of flax fiber at 100, 200, and 300 W, the average GIIC value of composite increased to 3.85, 4.62, and 4.25 kJ/m2, respectively. It is clear that after plasma treatment of flax fiber, the formation of cracks and grooves on the surface of flax fiber enlarges the interfacial area and improve adhesion between flax fiber and polyester by mechanical interlocking [45]. This event may have increased the average GIIC value of flax fiber-reinforced polyester composite.
For air-treated flax fiber-reinforced polyester composites, GIC and GIIC values increased with increasing plasma power. However, for argon plasma-treated polyester composites, GIC and GIIC values increased up to 200 W. When the flax fibers were treated with argon plasma at 300 W, GIC and GIIC values of flax/polyester composite started to decrease. In our previous study, we obtained that the tensile strength of the air plasma-treated flax decreased less than that of argon plasma-treated flax fiber [45]. It is probable that after argon treatment of flax fiber at 300 W, the deterioration of the morphology of flax fiber takes place considerably. Therefore, GIC and GIIC values of argon plasma (300 W)-treated flax fiber-reinforced polyester decreased with increasing plasma power to 300 W. Air treatment of flax fiber led to better the average GIC and GIIC values for flax fiber-reinforced polyester composite. The same trend was observed for interface shear strength (IFSS) values of air and argon plasma-treated flax/polyester in the study of Bozaci et al. [45]. It is known that plasma treatment improves the fiber–matrix adhesion largely by roughening the surface of fibers and thus increase mechanical interlocking between fiber and matrix [50,51]. In our previous study, we obtained that friction coefficient values of flax fiber increased considerably by both argon and plasma treatment. Friction coefficient of argon plasma-treated flax fiber was slightly higher than that of air plasma-treated flax fiber. The surface friction values imply the roughness characteristic of the fabric surface [52]. It is seen that although surface roughness of air plasma-treated flax fiber is slightly lower than that of argon-treated flax fiber, GIC and GIIC values for air plasma-treated flax/polyester are higher due to a better adhesion between flax fiber and polyester, as a consequence of the fact that air-treated flax fiber has higher O/C ratio than that of argon-treated flax fiber. Therefore, higher O/C ratio, which indicates introducing of more oxygen-containing groups onto the flax fiber surface, and more roughness surface contribute to better adhesion characteristics between flax fiber and polyester matrix [45].
As was expected, energy values of Mode I interlaminar fracture toughness are lower than those of Mode II values owing to different loading conditions. Fibers can resist the crack growth better because they are perpendicular to crack opening [49,53].
Flexural properties
Variations of flexural strength and modulus for untreated flax/polyester and atmospheric plasma-treated flax/polyester composites are shown in Figures 3 and 4, respectively. Flexural strength and modulus of samples were significantly influenced by type of gas used for plasma treatment and plasma power (p < 0.05). Untreated flax/polyester composite had the lowest flexural strength and modulus due to insufficient interfacial adhesion between flax fiber and polyester resin.
Flexural strength values of flax fiber-reinforced polyester composites. Flexural modulus values of flax fiber-reinforced polyester composites.
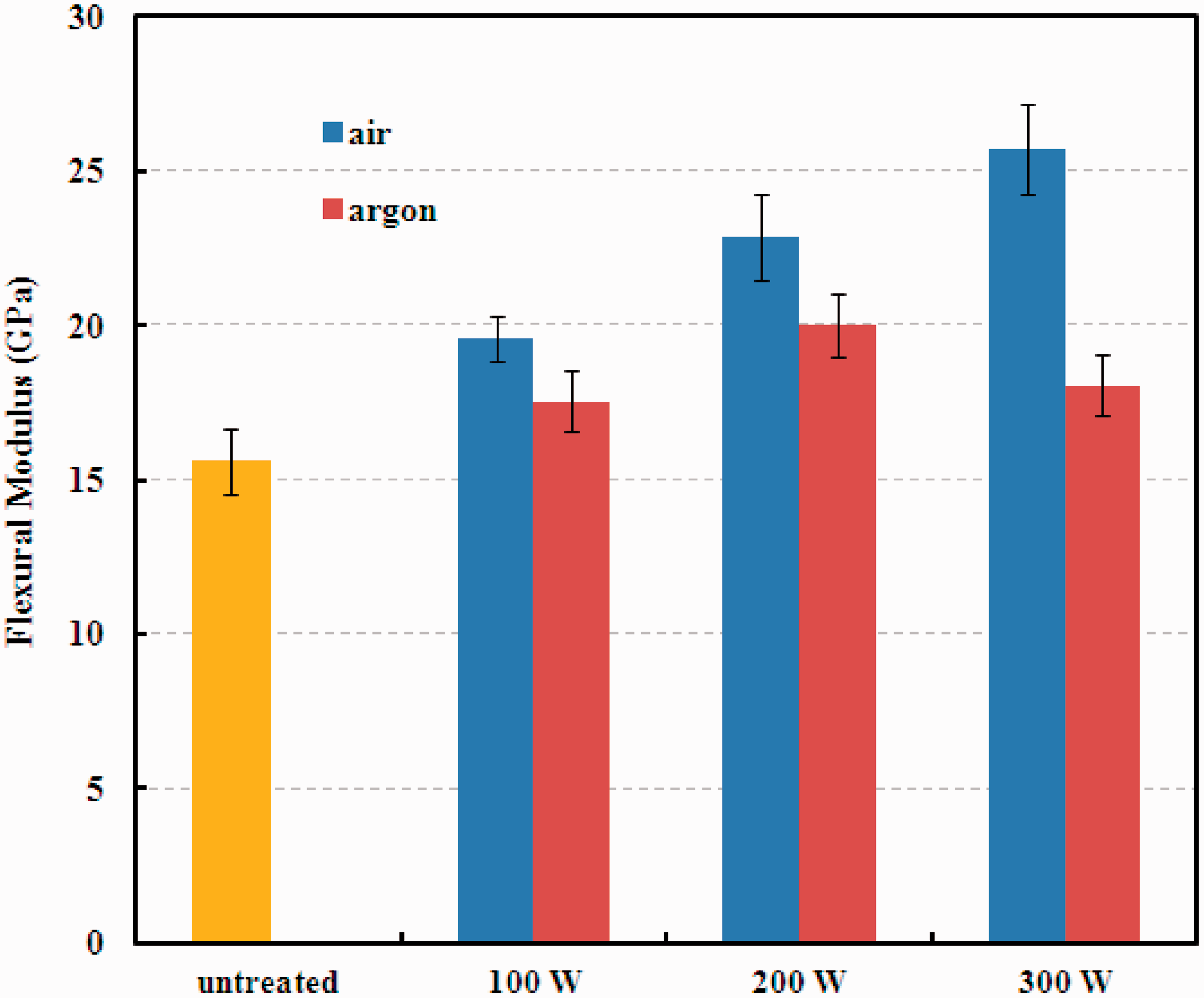
After atmospheric air plasma treatments of flax fibers, increases in flexural strength and modulus values of the flax/polyester composites were observed for all plasma powers. Polyester reinforced with flax fiber, which was treated at a plasma power of 300 W, had the highest flexural strength. When compared to that of untreated flax/polyester composite, flexural strength values of atmospheric air plasma-treated flax/polyester composites at plasma powers of 100, 200, and 300 W increased by 11%, 20%, and 31%, respectively. It can be seen that increasing plasma power resulted in an increase in flexural modulus. As a result of atmospheric air plasma treatment of flax fiber at plasma powers of 100, 200, and 300 W, the flexural modulus values of flax/polyester increased by 26%, 47%, and 66%, respectively. In all composites, the greatest flexural modulus belongs to polyester reinforced with flax fiber treated at a plasma power of 300 W. These results indicate that atmospheric air plasma treatments of flax fiber improve flax/polyester interfacial adhesion. It is well known that surface wettability, surface roughness, and fiber–matrix adhesion can be improved by changing the plasma parameters such as the nature of gas, plasma power, and exposure time [54–57].
In atmospheric argon plasma treatments of flax fibers, the flexural strength and modulus values of the flax/polyester composites enhanced with increasing plasma power up to 300 W when compared with that of untreated flax/polyester composite. However, the flexural strength and modulus values reached the maximum value at plasma power of 200 W. Then the flexural strength and modulus of the composite showed a declining tendency with increasing plasma power to 300 W. The flexural strength and modulus of the flax/polyester composites increased by 2% and 12% for 100 W; 16% and 28% for 200 W; and 11% and 16% for 300 W, respectively, when compared to untreated one. High-plasma powers may etch excessively the fiber surface and weaken the fiber strength. Baltazar-y-Jimenez et al. [58] indicated that atmospheric plasma treatments may change the surface of lignocellulosic fiber. Besides, the tensile strength and Young’s modulus may decrease significantly due to the heat and etching effect of the atmospheric plasma [58]. They found that this can be partially linked to the introduction of defects (e.g., cracks and pits) onto the surface of the fibers after plasma treatment [58].
When compared to the modifications in the argon plasma treatment, the modifications in the atmospheric air plasma treatment are more effective in improving the interfacial adhesion between the flax fiber and the polyester. In other words, the atmospheric air plasma treatments in surface modification of flax fibers are more suitable to improve the flexural properties of flax/polyester composites.
Interlaminar shear strength
The effects of atmospheric plasma treatments of flax fibers on interlaminar shear strength (ILSS) of flax/polyester composites are shown in Figure 5. The type of gas and plasma power significantly affected ILSS values of composites (p < 0.05). The ILSS of the untreated flax/polyester composite was obtained to be 13.9 MPa. In atmospheric air plasma treatments of flax fibers, the ILSS values of the flax/polyester composites enhanced with increasing plasma power up to 300 W. The ILSS values of atmospheric air plasma-treated flax/polyester composites were obtained to be 16.7, 19.2, and 22.4 MPa at plasma powers of 100, 200, and 300 W, respectively. In other words, the ILSS value of the composites increased by 20% for 100 W, 39% for 200 W, and 61% for 300 W, in comparison with untreated one. Thus, the greatest ILSS value was determined at plasma power of 300 W.
Interlaminar shear strength values of flax fiber-reinforced polyester composites.
In atmospheric argon plasma treatments of flax fibers, the ILSS values of the flax/polyester composites enhanced with increase of plasma power in the range of 100–300 W. However, the ILSS value reached the maximum value at plasma power of 200 W. Then surface modification of flax fibers at plasma power of 300 W caused a drop in ILSS value of the flax/polyester composite. The ILSS values of atmospheric argon plasma-treated flax/polyester composites were found to be 14.7, 17.6, and 15.9 MPa at plasma powers of 100, 200, and 300 W, respectively. That is to say that the ILSS values of the flax/polyester composites increased by 6% for 100 W, 27% for 200 W, and 14% for 300 W in comparison with untreated one. The reduction in the ILSS value of the composite may be a result of decrease in fiber tensile strength due to etching effect, as mentioned above. The enhancement in ILSS of the composites may be due to the improved adhesion between the flax fiber and the polyester matrix. Thus, the stress can be effectively transferred from the polyester matrix to the flax fibers as a result of the improved fiber–matrix adhesion. It is clear that atmospheric air plasma treatment of flax fibers when compared with atmospheric argon plasma treatment of flax fibers brings about a greater improvement on the ILSS values of flax/polyester composites.
Tensile properties
Tensile strength and tensile modulus of untreated flax/polyester composite, which are presented in Figures 6 and 7, were obtained to be 78.7 MPa and 17.65 GPa, respectively. Both factors, the type of gas and plasma power, significantly affected tensile strength and modulus values. After air plasma treatment of flax fiber at plasma powers of 100, 200, and 300 W, tensile strength of flax/polyester composite increased to 88.0, 95.7, and 105.8 MPa, respectively. This indicates nearly 12%, 22%, and 34% increments, respectively. Argon plasma treatment affects the strength properties of the fiber more than air plasma treatment. This may be attributed to a harder physical etching effect and/or plasma chemical reactions occurred and formation of weak spots on the fiber surface [59]. Tensile modulus values increased to 22.15, 25.14, and 29.75 GPa, respectively, which shows 25%, 42.4%, and 69% increments respectively. However, after argon plasma treatment of flax fiber at plasma powers of 100, 200, and 300 W, tensile strength of flax/polyester composite increased to 82.5, 90.5, and 85.9 MPa, respectively, which demonstrates less increment, that is, about 5%, 15%, and 9%, respectively. Besides, tensile modulus of flax fiber increased by 11%, 34%, and 21%, respectively. Air plasma-treated flax/polyester composites have better tensile results than those of argon plasma-treated flax/polyester composites. For air plasma-treated flax/polyester composites, tensile results increased with increasing plasma power up to 300 W. However, for argon plasma-treated flax/polyester composites, tensile results increased up to 200 W. After argon plasma treatment of flax fiber at a plasma power of 300 W, the deterioration in flax fiber may proceed and this reduces the mechanical properties of fiber and composite. The variation in tensile strength is good agreement with the results of ILSS, flexural strength, flexural modulus, Mode II interlaminar fracture toughness, and Mode I interlaminar fracture toughness. This may be due to fact that the atmospheric air plasma treatment of flax fiber causes a better interfacial adhesion between the flax fiber and the polyester than argon plasma treatment of flax fiber.
Tensile strength values of flax fiber-reinforced polyester composites. Tensile modulus values of flax fiber-reinforced polyester composites.

Conclusion
The mechanical properties of flax fiber-reinforced polyester composites such as GIC, GIIC, flexural strength, flexural modulus, ILSS, tensile strength, and tensile modulus were improved successfully by modifying the flax fiber surface via atmospheric air and argon plasma treatments. Air plasma treatment of flax fiber, in comparison to argon plasma treatment, leads to better mechanical properties for flax fiber-reinforced polyester composites. For air plasma-treated flax fiber-reinforced polyester composites, the mechanical properties increased with the increase in air plasma powers from 100 W to 300 W. However, for argon plasma-treated flax fiber-reinforced polyester composites, these values increased up to plasma powers of 200 W. It may be due fact that after argon treatment of flax fiber at 300 W, the deterioration of the flax fiber came into existence considerably. After air and argon plasma treatment of flax fiber at a plasma power of 300 W, GIIC value of flax fiber-reinforced polyester composite increased by nearly 42% and 16%, respectively. After air plasma treatment of flax fiber at a plasma power of 300 W, flexural strength and flexural modulus of flax fiber-reinforced polyester composites increased by 31% and 66%, respectively. The ILSS values of the composites were increased by 20%, 39%, and 61% after air plasma treatment of flax fiber at plasma powers of 100, 200, and 300 W, probably due to improved adhesion between the flax fiber and the polyester matrix. As a result of air plasma treatment of flax fiber at a plasma power of 300 W, tensile strength and modulus of flax/polyester composite increased by 34% and 69%, respectively.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.