
Abstract
The role of automotive textile materials is of great importance and therefore this paper analyses the properties of such materials – airbag fabrics and upholstery fabrics. Fundamental characteristics and construction parameters of airbag fabrics and artificial leather with bonded textile fabric on the back side, as well as joining (sewing) and quality of joining places of cut parts are crucial for durability, comfort and aesthetics of the automotive interior design, and therefore were analysed. Airbag fabric specificity and extreme values of several parameters are achieved by manufacturing process, with extremely high densities in the warp and weft direction, resulting in a great strength and air permeability properties of very low level. The most important parameters for upholstery fabrics (artificial leather) durability are breaking force and elongation at break, and they were tested in different circular directions. Tests showed the direction with greater breaking properties, what is of paramount importance.
Keywords
Introduction
Automotive textile materials are of outstanding significance and are used for various applications such as fabrics for passenger safety (airbags and safety belts), fabrics for passenger comfort of car seats (car seat covers) and car interior design, as well as for different filters built in motor vehicles [1].
Airbag fabrics
Airbag fabrics belong to the group of technical textiles and they are designed for passenger safety. Their specificity and extreme values of parameters class them as fabrics which are manufactured with the most demanding manufacturing processes – from fibres to finished fabrics. Their feature is the high warp and weft density as well as fabric strength. The first airbag was introduced in late 1960s and not until 1980 was used as driver airbag. Passenger airbag was introduced very soon in 1988 and in 1994 side airbag was built in, while curtain airbags were introduced in 1998. As a consequence of the car development, motor vehicle airbags become more numerous and effective. This places increasing demands on fabric production, cutting, sewing and joining the most suitable shapes of the airbag [2,3].
Woven airbag fabric is made exclusively from synthetic (polyamide or polyester) highly strong multifilament yarns with a very high fineness. To weave these kinds of fabrics, specially equipped weaving machines are required. Rigid rapiers or projectiles are used for weft insertion and fabrics are woven on cam looms in plain weave, with extremely great densities in both warp and weft direction. It is necessary to pay attention to fabric faults and avoid break points of warp and weft, as well as to direction of laying and joining (sewing) cut parts, because the airbag safety depends on it. Each breakage or damage of material may cause serious consequences, such as insufficiently inflated airbag or untimely gas deflation or gas poisoning from the airbag. Air permeability should be at a very low level that is achieved by weaving, frequently with a synthetic coat on the back side of the fabric that is applied in chemical finishing [4].
Upholstery fabrics – artificial leather with bonded textile fabric on the back side
Besides passenger safety in motor vehicles, drive comfort is very important. In this sector, textile fabrics play a significant role too. In addition to ergonomically designed car seats keeping the body in a correct sitting position, it is also essential that the passenger feels no bodily fatigue due to sitting discomfort [2]. Pleasant contact between the body and seat depends on the upholstered section that is mostly composed of a nonwoven, woven or knitted fabric and artificial leather. Artificial leather is a compound material, which is used as a substitute for genuine leather, in fields such as upholstery, clothing and other applications where a leather-like product is required, but the actual material is cost-prohibitive or unsuitable. The nonwoven material lies in the interior of the seat and is used for lining solid metal, wooden or plastic car components. The fabric that contacts the body should have good aesthetics and good strength, toughness and abrasion resistance for the lifetime of the car. Artificial leather has all the attributes of natural leather, plus the added advantage that additional properties may be engineered into the fabric [5].
Upholstery fabric is a compound textile material, whose stability can be improved by laminating woven or knitted fabrics to the back side of the artificial leather, which is obtained by thermal joining. Thermal joining of the woven or knitted fabric and polyurethane foam is carried out by coating a thin adhesive film, which under high temperature binds the surfaces together tightly [6]. The fabric used for the back of artificial leather is a cotton fabric in most cases, which has been woven from a single-ply yarn. The yarn is warped on the warping machine, afterwards sized and woven on the air jet weaving machines, in plain weave. After weaving, the fabric is inspected and faults, remaining threads and fly lints are eliminated, but in most cases, it is not chemically treated. Fabric heat setting is carried out in the process of artificial leather manufacture. The woven fabric imparts higher stability and strength to the artificial leather, while on the other hand, the knitted fabric (warp knitted fabric) made of plied cotton yarn on the warp knitting machine imparts higher elasticity. Artificial leather supplemented with woven or knitted fabric gains strength, durability and elasticity so that these fabric combinations are used for all applications of artificial leather. Between artificial leather and woven or knitted fabric, polyurethane foam is bonded to obtain softness and flexibility of material [7].
Sewing car seat covers requires special sewing machines adjusted for sewing multi-layered thick materials, as well as special sewing needles to join cut parts without damaging the cover and thread. The selection of the correct seam is particularly important in making car seat covers, as the seam must meet regulatory standards (ASTM D6193). Beside the seam, textile material and needle are influential factors for the seam quality. The sewing machines used for car seat covers are sturdier than conventional sewing machines. In the development of sewing machines for upholstery fabrics, special attention is paid to ergonomic design, efficiency increase, simpler and easier handling of larger cut parts and some other factors [8,9].
The aim of this research was to show the impact of construction parameters on material properties (airbag and upholstery fabrics) relevant to their specific application, as well as their differences. In addition, this research was carried out with the intention to compare two groups of upholstery fabrics with woven and knitted fabrics on the back side, with similar characteristics (mass per unit area and thickness). The research emphasises testing breaking properties in different directions in order to show the material direction with the greatest strength, which is of great importance when laying cut parts to construct car seat covers in order to achieve maximum durability when applying stress in use. The research also aims to show the impact of the joining place (seaming) on the material breaking properties, taking into consideration that this is exactly the weakest place on the car seat cover.
Experimental
Materials and method
Construction parameters of airbag fabrics and upholstery fabrics – artificial leathers with polyurethane foam and woven/knitted fabric on the back side.

d: woven/knitted fabric density (threads/loops/10 cm); Tt: thread fineness (tex); m: mass per unit area (g/m2); t: thickness (mm).
A special Pfaff 1427 high-speed sewing machine was used for sewing tested upholstery fabrics. Breaking force of the sewing thread was tested on a Statimat M tensile tester made by Textechno in accordance with the ISO 2062 standard, while the twist level was tested on a Mesdan Twist tester [10]. Sewing thread fineness was tested by winding 50 × 3 m on a reel and by weighing on the electronic analytical balance, Tehtnica type 2615. The samples were seamed in direction of 0° (weft/course direction) as shown in Figure 1, according to parameters shown in Table 2.
Method and direction of sewing sample (seam type). Properties of: sewing thread, needle, stitch and seam. Tt: thread fineness (tex); F: breaking force (N); T: number of twist (twist/m).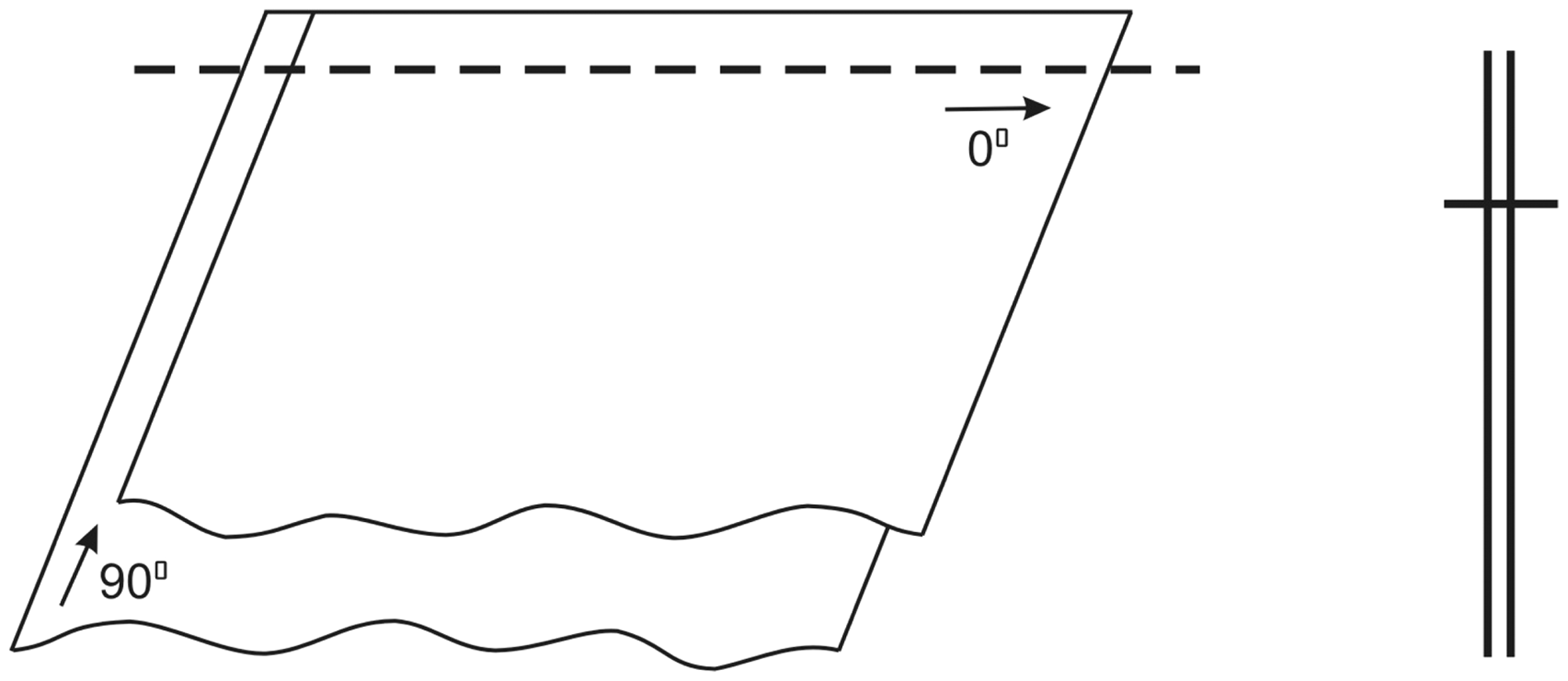

An Apparecchi Branca S tensile tester was used for testing breaking properties (force and elongation at break) in accordance with ASTM D 1682, as well as resistance to ball bursting of airbag and upholstery fabrics, with a ball burst strength tester in accordance with ASTM D 3787.
Air permeability of fabrics was tested on a SDL Atlas instrument in accordance with EN ISO 9237 standard [12]. Open porosity (open area) which describes the fraction of macropore cross-section area in the area unit of woven fabric and which directly influence the fabric air permeability [13] is calculated as follows

For testing breaking properties, sampling of upholstery fabrics (artificial leathers with polyurethane foam and woven/knitted fabric on the back side) was performed in different radial directions – six various directions with a difference of 30° (0° = 180°, 30°, 60°, 90°, 120°, 150°) (Figure 2). The reason for that kind of testing is to show the material direction with higher breaking properties, which is of paramount importance when laying and joining cut parts.
Different radial directions of sampling.
Results and discussion
Due to the division of the tested materials into three groups by their structural differences and on the basis of constructional parameters from Table 1, the statistical analysis was performed (F and T-test) with statistical reliability of 95%. The objective of the analysis was to determine whether there is a statistically significant difference between samples of certain groups (air bag fabrics – Samples I–II; upholstery fabrics – artificial leather with woven fabric on the back side – Samples III–IV; and artificial leather with knitted fabric on the back side – Samples V–VI) with regard to the influential parameters – mass per unit area and thickness. The obtained value of comparable masses per unit area are: for Samples I–II p = 0.0361, for Samples III–IV p = 8.3874 × 10−11, for Samples V–VI p = 7.2122 × 10−7; and of comparable thickness for Samples III–IV and V–VI p = 0.0049. Based on these values, it can be concluded that between samples of certain groups is a statistically significant difference, and they need to be mutually compared just to show a significant influence of minimal constructional differences on the relevant material properties.
The breaking forces of both airbag fabrics samples are higher in average of 19% (Table 3, Figure 3) in the direction of 90° (warp direction) than in the direction of 0° (weft direction), due to a higher thread density in direction of 90°, i.e. warp direction. Higher density in the specific direction of samples results in higher breaking force in that direction (Sample I in weft direction and Sample II in warp direction) [14]. In addition to the highest breaking force, Sample II tested in the direction of 90° (warp direction) also shows the highest elongation at break, which is by 23% higher than the elongation of Sample I tested in the same direction. The reason for the appearance of a higher elongation in the warp direction, i.e. in the direction of higher density, in Sample II (unlike Sample I) can be found in the weaving conditions and production process of two fabrics. These differences my be caused by different weaving machines and different warp densities, where at higher densities lower tension and dynamic stresses occur and thus lower yarn deformations than at lower warp densities, resulting in greater elongation and tensile force [15].
Breaking properties of airbag fabrics – Samples I and II in the 0° (weft) and 90° (warp) direction, where F is breaking force (N) and ɛ is elongation at break (%). Breaking properties of the airbag fabric and upholstery fabrics – artificial leather with polyurethane foam and woven/knitted fabric on the back side. F: breaking force (N); ɛ: elongation at break (%); CV: coefficient of variation (%).

The construction parameters of tested airbag fabrics are almost equal, e.g. the yarn fineness in warp and weft directions, type of weave, fabric thickness and mass per unit area are almost the same for the both samples (Samples I and II) (Table 1). The samples differ only by fabric density: Sample I has higher weft density in comparison with Sample II, while Sample II has higher warp density. The results of open porosity calculations (equation (1)) show that Sample I has 25.5% of open area (porosity) and Sample II 24.8%, which directly influences the fabric air permability [11]. Test shows that the fabric with the higher porosity (Sample I) has slightly higher (for 6%) air permeability (P = 1.481 mm/s; CV = 4.78%) than the Sample II with lower porosity (P = 1.390 mm/s; CV = 6.22%). However, those differences between two samples were not statisticaly significant (for porosity p = 0.2443 and for air permability p = 0.3204).
The samples of the upholstery fabrics – artificial leather with woven fabric on the back side (Samples III and IV) and artificial leather with knitted fabric on the back side (Samples V and VI) – differ in breaking properties (Table 3, Figures 4 and 5). The samples were tested in six various directions with a distance of 30° and those results shows significantly different values.
Breaking force of upholstery fabrics – Samples III–VI in radial direction at a distance of 30° (0° = 180°, 30°, 60°, 90°, 120°, 150°), where: F is the breaking force (N). Elongation at break of upholstery fabrics – Samples III–VI in radial direction at a distance of 30° (0° = 180°, 30°, 60°, 90°, 120°, 150°), where ɛ is elongation at break (%).

The highest breaking force of all tested samples shows the one tested in direction of 90°, i.e. warp/wale direction. It is higher compared to direction of 0°, i.e. weft/course direction for 23% for Sample III and 15% for Sample IV, and this difference is lower at the artificial leather with knitted fabric on the back side: 5% for Sample V and 10% for Sample VI. On the other hand, all other samples tested in remaining directions (30°, 60°, 120°, 150°) show significantly lower breaking forces in regard to 90° direction; for Sample III an average of 53% and Sample IV 48%, while this difference is on average still less for the Samples V (30%) and VI (36%). The lowest breaking forces of all samples are recorded on the samples tested in 30° and 150° directions. This occurrence can be interpreted as the consequence of fabric shear when applying a load and because of the position of the samples, which are moved by an angle of only 30° from the weft direction (0° direction); this affects more the breaking forces than the properties in the warp direction (90° direction), from which they are moved by an angle of 60°. This is also the reason for higher breaking forces of the samples tested in 60° and 120° direction, because they are moved from the warp direction (90° direction) by an angle of only 30°, so they are under the greater influence of the direction in the case of the highest breaking forces [16].
In general, breaking forces in the direction of 0° and 90° are higher in samples of artificial leather with woven fabrics on the back side, than samples with knitted fabric on the back side, which also has higher breaking forces (than the ones with woven fabrics on the back side) in all other directions. The reasons for this are structural parameters of the compound material and constructional parameters of woven or knitted fabric (on the back side). For woven fabrics, with solid weave construction, shear and skew that occur under multidirectional loads (directions of 30°, 60°, 120°, 150°), affects more on distortion of the fabric compactness and reduces breaking properties, than in the load application in the directions of 0° and 90° (where the warp and weft threads are at right angle), where such a phenomenon does not exist. On the contrary, the flexible knitted fabric interlace allows greater tolerance of multidirectional loads with minor variations in the properties, in relation to direction of 0° and 90° (wale and course direction) [17].
Variations in the results of breaking forces within a sample (including all tested directions) are higher in samples of artificial leather with woven fabric on the back side (on average of 63%), than in samples of artificial leather with knitted fabric on the back side (on average of 40%). This difference amounts even 37%. That means that the structure parameters of materials, i.e. construction parameters of woven fabric (interweaving of warp and weft threads and occurrence of shear under applied loads), affect the major differences in the properties regarding the angle of material testing.
Observing Figures 4 (breaking forces) and 5 (elongations at break), it is easy to perceive they are completely opposite of each other. All samples tested in direction of 90° (warp/wale direction) show the lowest values of elongation (in range from 14.9% to 17.7%), while the highest elongation record the samples tested in direction of 150° i.e. 30°, where that difference amounts in average more than 45%. The reason for the lowest values of elongation at break in 90° direction (warp direction) of tested samples of artificial leather with woven fabric on the back side results from the weaving process, where the presence of the highest stress in the warp direction causes major deformations of warp threads. Also, the reason for the highest elongation in a direction of 150° or 30° can be found in the weave with the maximum number of interlacing warp and weft threads and extreme winding around, which results in the greatest yarn shrinkage in the fabric, i.e. creating thread reserves, which allow maximum fabric flexibility and elongation in the specified directions. For the samples of artificial leather with a knitted fabric on the back side, the reason for the lowest values of elongation at break in a direction of 90° (wale direction) can be found in the construction of interlacing in warp knitted fabrics, where the warp thread, which forms the basis of interlacing, during the production process is subjected to a certain tension that affects elongation properties of the final product in the specified direction.
Variations in the results of elongation at break within a sample (including all tested directions) are higher in samples of artificial leather with woven fabric on the back side (on average of 32%) than in samples of artificial leather with knitted fabric on the back side (on average of 27%). The difference between two types of artificial leather samples (with woven and knitted fabric on the back side) is 15%.
Considering the significant differences in breaking properties of samples tested in different directions, it is extremely important to take into account the way of cutting and laying cut parts in order to achieve maximum parameters for end-use values. Occurrence of multi-directional loads leads to higher deformation (for example in direction of 30° or 150°) of which a large part covers the area of plastic deformation resulting in permanent damage and thus unsatisfactory material properties. It is therefore of great importance to make cutting and laying in the direction of the material’s greatest strength – in our case in direction of 90° (warp/wale direction), which need to be appointed in the direction of the highest stress of the car seat cover in the actual condition of use.
Breaking properties of samples seamed in direction of 0°, i.e. weft/course direction, were tested in the 90° direction (warp/wale direction), which is also the direction of the seamless samples with greatest breaking forces, in order to implement the comparison (Table 3, Figure 6). Breaking forces of the seamed samples of artificial leather with woven fabric on the back side (Samples III and IV) are on average lower than in the seamless samples for almost 17%, as well as elongation at break, on average 8%. Samples of artificial leather with knitted fabric on the back side (Samples V and VI) showed even larger variations, i.e. reduction of breaking properties, where seamed samples have in average 20% lower breaking forces and even 26% lower elongation at break than the seamless samples. This is the reason why the seams should be avoided in areas of the car seat covers with the presence of high stress in the application.
Breaking properties of seamed upholstery fabrics – Samples III–VI seamed in 0° (weft/course) direction, where F is the breaking force (N) and ɛ is elongation at break (%).
Figures 7 and 8 show the results of breaking force and elongation at break obtained by the ball bursting test. Considering that the influential parameters for the results of ball bursting tests for airbag fabrics are mass per unit area, thickness, weave and therefore fabric open porosity, the parameters of bursting properties are consequently. Despite the greater mass per unit area and lower porosity of Sample II, Sample I has slightly better bursting properties (breaking force and elongation at break) (Figure 7), which can be explained with better balanced distribution of warp and weft densitys of Sample I. Small differences between Samples I and II are statistically significant as evidenced by p-value: for breaking force p = 6.3103 × 10−10 and for elongation at break p = 0.0029. The variations of measurement values are relatively small by standard deviation and coefficient of variation, and the reason for this is uniformity of density and fineness, which distinguishes synthetic multifilament threads.
Breaking force and elongation at break during the ball burst test of airbag fabric – Samples I and II, where F is the breaking force (N) and ɛ is elongation at break (%). Breaking force and elongation at break during the ball burst test of upholstery fabrics – Samples III–VI, where F is breaking force (N) and ɛ is elongation at break (%).

According to the test results, it is evident that the samples of artificial leather (Figure 8) with smaller mass per unit area and smaller thickness (Samples IV and VI) have a slightly better bursting properties than the other ones (Samples III and V). The reason for this occurrence could be found in the material properties, where during ball bursting test in a very small area, tension equals and fabric elasticity comes to the fore, i.e. their extension properties, which also influences the higher breaking forces. Samples of artificial leather with woven fabric on the back side (Samples III and IV) have on average 8% higher breaking force than the ones with knitted fabric on the back side (Samples V and VI) which at the same time have on average 23% higher elongation at break. Those differences were also statistically tested and thus proved to be statistically significant (for breaking forces between: Samples III–IV p = 1.5644 × 10−14 and Samples V–VI p = 2.2379 × 10−11; and for elongation at break between Samples III–IV p = 0.0001 and Samples V–VI p = 1.8279 × 10−5).
Conclusion
According to the obtained results, it can be concluded that small differences in constructional and production parameters of fabrics are significant and influential for their properties.
The minimal differences in air bag fabric construction (thread density of warp and weft) greatly affect breaking properties, as well as fabric porosity and thus the air permeability, which is a property of paramount importance for airbag fabrics.
Structural parameters of the compound material and constructional parameters of woven or knitted fabric (on the back side) influence and make a big difference in their properties. Thus, the highest strength of both types of compound materials are in the direction of 0° and 90°, where the samples of artificial leather with woven fabrics on the back side precede. Concurrently, material strength in all other directions is, generally, greater on the samples of artificial leather with knitted fabric on the back side.
Great reduction of breaking properties occurs by sewing materials and this phenomenon was particularly pronounced in samples of artificial leather with knitted fabric on the back side.
All mentioned indicators are extremely important for process of cutting and laying of cut parts, which have to be placed (if it is possible) in the direction of the material’s greatest strength – direction of 90° (warp/wale direction), and which need to be appointed in the direction of the highest stress of the car seat cover in actual use, providing greater durability and stability.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
{kind=link}