
Abstract
A soy protein-based water-soluble binder composition for natural fiber nonwoven fabric is discussed in this paper. Before applying to viscose fibers, foam decay studies of soy protein and acrylic binders are carried out and results are compared. The bio-binder (soy protein and sodium dodecyl sulphate modified soy protein) composition effectively binds natural fibers in a nonwoven fabric by foam application method. Such fabrics are widely used for industrial wipes and non-reusable products such as diapers, sanitary napkins, bandages, etc. The mechanical and thermal properties of viscose fabric bonded with soy protein bio-binder are compared with the same fabric produced with commercially applied acrylic binder. Scanning electron microscope was used to confirm the bonding of the viscose fiber with the bio-binders.
Keywords
Introduction
Nonwoven fabrics are generally prepared by randomly assembling individual fibers to form a web and subsequently bonding the fibers by chemical, thermal or mechanical means. Generally, for chemical or adhesive bonding the fibers are bonded by impregnating the web in a binder solution and heating the web at an effective temperature to volatilize the carrier and thereby provide fiber-to-fiber adhesion. However, impregnation-based methods are costly and energy consuming because a considerable amount of energy is required to evaporate the liquid from a fully saturated web. Therefore, in view of energy conservation and environmental pollution, a foam application of aqueous binder system has gained acceptance and is more prevalent method in the industry for adhesive bonding of nonwoven fabrics for certain applications.
Chemical bonding of nonwovens is widely used for certain special end-uses, such as automotive air filters, liquid filters and household and industrial wipes. Synthetic binders from fossil fuel, such as acrylic and vinyl polymers, are widely used in chemical-bonded nonwovens due to their cost, availability and unique properties. However, the increasing cost of petroleum products, impact of newer waste disposal regulations, environmental awareness and newer concepts of life cycle analyses for minimizing energy consumption from farm-to-factory gate have compelled producers to focus on biodegradable and bio-based products [1–3].
Few inventions are related to bio-based binder. US Pat 20110086567 A1 describes an aqueous binder which includes a carbohydrate, such as dextrin or maltodextrin, and cross-linking agent, such as citric acid, in presence and absence of the catalyst, coupling agent and other additives [4]. US Pat 7,893,154 B2 also describes about a carbohydrate-based binder for nonwoven products, such as fiber glass insulation [5]. There has been made a mention of alcohol-based or carbohydrate-based eco-friendly binders, however no report on plant protein-based binders for adhesive bonding of nonwoven fabrics is available. Importantly, these plant-based protein binders are inexpensive and biodegradable in nature [6,7]. Soy protein isolate (SPI) is one of the biodegradable polymers from renewable resources with high hydrophilicity [8]. SPI has also been explored extensively as adhesives and plastics [9,10]. Because of its availability and low cost, SPI represents an attractive raw material for the bonding of cellulosic substrates [8]. Similar to acrylic-based polymer, soy protein in presence of several additives are also used as adhesive for manufacturing replacement of urea formaldehyde-bonded particle boards [11].
We are reporting a research work relating to the preparation of soy protein-based binder formulation and its application on the viscose fiber to produce nonwoven fabrics. For comparison, the commercial acrylic binder was also used to prepare similar fabrics. Both protein and acrylic-bonded viscose fabrics were subjected to mechanical, thermal and water absorption studies. Scanning electron microscope study was pursued to confirm the bonding between viscose fiber and the binders. Soy protein-based bio-binder can be exploited to develop a variety of products, from dry and wet wipes to disposable sanitary fabrics, such as diapers, sanitary napkins, bandages etc.
Material and methods
Materials
Viscose fibers of 1.7 dtex in fineness and 38 mm in length were used as raw material for producing adhesive bonded nonwoven fabrics. SPI containing 90.27% of protein on dry weight basis was purchased from Zhenghou Ruikang Enterprise Co., Ltd. (Zhengzhou, China). Sodium dodecyl sulphate (SDS) (as a foaming agent) was purchased from Sigma-Aldrich and used as received. Glycerol (as a plasticizer) and sodium hydroxide were supplied by Associated Chemical Enterprises, Ltd and Merck, South Africa, respectively. Acrodur DS 3558 binder, with solid content of ∼50% as indicated by the supplier, was used as the commercial acrylic synthetic binder for the nonwoven fabrics. Chemically it is a single component system consisting of an aqueous dispersion of modified polycarboxylic acid and a polyalcohol cross-linker. The cross-linkages are formed during curing through ester bonds that create a dimensionally stable structure. Before curing, the binder is completely bonded which create the substrate to be impregnated during processing.
Preparation of viscose fabric
The fiber web was produced from viscose fibers using the Belmatex roller carding machine and a cross-lapper. Fibers were fed to the card through the chute feed at a constant feed rate. The loose fibers were carded twice with the first passage meant to open the fibers and the second pass to form the fiber web with the aid of a cross-lapper. The feed rate to the carding machine was maintained at 0.8 m/min and the cross-lapper speed at 1 m/min to produce nonwoven fabric with area weight of about 200 g/m2. The pre-needling of the web was achieved using a Dilo Type OD-11 6 needle loom. The needles used were the Groz-Beckert needles with specification of 15 × 18 × 36 × 3 R222G3037. The depth of needle penetration was set at 1 mm and the needling density maintained at 75 punches per cm2.
The pre-needled web was transported on a conveyor belt through the Aquajet machine, as shown in Figure 1(a). In the Aquajet hydroentanglement machine, the web of fibers was initially pre-wetted by waterjets at a pressure of 5 bars from Jet 1. On reaching Jet 2 and Jet 3, intense bonding occurred as the web was exposed to waterjets at a high pressure (150 bar) on the face and back side of the fabric, respectively. The jet-strip used on the manifolds had nozzles of 0.10 mm in diameter and a density of 15.74 jets/cm. The speed of the machine was maintained at 3 m/min. Excess water was removed from the nonwoven fabric before it was drawn to the foam applicator of the Foulard as shown in Figure 1(c). As the fabric is passed through the gap between the padding rollers, the foam of the binder collapses on the fibers to bind them.
Schematics of aquajet hydroentanglement machine (a), foam generating machine (b) and foam applicator (c).
Preparation of the SPI dispersion in presence and absence of SDS
In a first step, 48 g of SPI (8% w/v), 14.4 g of glycerol (30% wrt weight of SPI) was dispersed in 600 mL of distilled water in a 1 -L beaker. The pH of the dispersion was maintained at 9.5–10 by addition of 1 M NaOH. The dispersions were then mechanically stirred for 1 h at 60 r/min and 65℃ for thorough mixing. The protein dispersion thus obtained was designated as SPI; 6 g (1% w/v wrt SPI dispersion) of SDS was added to SPI dispersion under mechanical stirring for 30 min at 65℃ to get SDS-SPI dispersion designated as MSPI.
Viscosity of SPI, modified SPI and acrylic binder
The viscosity of the binder was determined by viscosity cups supplied by Visco Technologies, Garsfonten, South Africa. To determine the viscosity of a liquid, the cup was filled completely with the liquid binder. After that the liquid binder was allowed to stream out. “Efflux time” is recorded once the binder streaming out of it breaks up. The efflux time is put in calibration equations corresponding to the size of the orifice used.
Foam decay study of SPI, modified SPI and acrylic binder
The foam decay experiments were carried out in a graduated borosilicate glass cylinder (typically 5 cm diameter, 30 cm height). A 300-mL sample of the foaming solution was mechanically stirred at very high speed (100 r/min) for 30 min. After that it was transferred to graduated borosilicate cylinder up to the height of 25 cm and the foam column height was monitored over a period of time (48 h). The experiment was carried out at ambient temperature of 23 ± 2℃. The initial draining stage was very short, generally few minutes, which was an insignificant time lag with respect to the decay time scale in most cases.
Bonding of the viscose fabric with SPI, modified SPI and acrylic binder by foam application method
The chemical binder mix was diluted with water and poured in a container connected to the Hansa mixer as shown in Figure 1(b). The binder was applied by the foam application method; therefore the aqueous suspension of the diluted binder was mixed with air to generate foam.
The chemical binder was initially diluted depending on the mixing ratio needed and then drawn into the Hansa mixer. In the mixer, a set amount of air was mixed with the liquid binder to generate foam, which was subsequently forced through a flexible pipe to the Foulard as shown in Figure 1(c).
Optimisation of the amount of soy protein isolate (SPI) binder for viscose.

aLight and heavy foam represent the weight of 400 g/L and 800 g/L, respectively.
bGives the final binder mixture compositions applied on the nonwoven fabric.
In the subsequent experiments about 15 m of nonwoven viscose fabric was treated with a heavy foam prepared from a dilution ratio of 40 to 60 parts per hundred of the binder mix and water, respectively. The same ratio was used for the acrylic (Acrodur DS 3558), protein (SPI) and the modified protein (MSPI) binders. Two different approaches have been used to apply the binder. In the first approach designated as A, dry fabric was used for binder applications while in the second approach designated as B pre-wet fabric was used for binder applications. Viscose fabrics bonded with acrylic, SPI and MSPI binders separately are designated as Vis-AcB, Vis-P and Vis-MP, respectively.
Bonding of the viscose fabric with SPI, modified SPI and acrylic binder by pad-cure method
The modified and unmodified SPI dispersions with solid content of 8% were diluted with water in the ratio of 40:60, 20:80, 10:90 to prepare binder solutions with solid content of 5.33%, 2% and 0.88%, respectively. The binder solution was poured into the padding machine; 100% viscose hydronentangled nonwoven fabric samples with dimensions of 30 cm × 45 cm were cut and weighed for their dry weight. Each sample was then padded through the padding rollers at a roller speed of 1 m/min and the chemical binder was applied on both the face and back of the fabric. A gap of 1 mm between the padding rollers was set. This was sufficient to remove excess binding material without added pressure being applied. After passing through the padding rollers, the wet nonwoven fabric samples were weighed to obtain the wet-weight. The roller pressure of the padding machine was maintained at 2.0 bars. The chemically bonded fabric samples were dried using the Roaches Drier at 160℃ for 1 min 20 s. The dry add-on of SPI was between about 7 and 30 g/m2 depending on the foam type and SPI binder concentration in the foam.
Characterizations
Fourier transform infrared spectra (FTIR) of the viscose fabric with soy protein, modified soy protein and acrylic binder were carried out on a Spectrum 100 FT-IR (Perkin Elmer, USA) in the range from 4000 to 600 cm−1 using a fabric.
The tensile strengths of the nonwoven fabric with binder in machine (MD) and cross-machine direction (CD) were determined according to the ASTM D5035 Strip Test Method standard at a strain rate of 200 mm/min. Prior to testing, the specimens were conditioned for 24 h at standard atmospheric conditions of 20 ± 2℃ and 65 ± 2% relative humidity. The sample dimensions were 125 mm × 50 mm (length × width) and 0.9 ± 0.1 mm in thickness. The clamping length for each specimen in each jaw was kept at 25 mm to avoid the slippage. The tensile strength of the wet nonwoven fabric with binder was also determined. Wet samples were prepared by keeping the bonded nonwoven fabric in distilled water for 10 min. An average value from eight replicates of each sample was reported for each of the tests mentioned above. The tensile strength and elongation at break of viscose fabric with SPI and MSPI binders were also measured.
Thermogravimetric analysis (TGA) of viscose fabrics with soy protein, modified soy protein and acrylic binder was carried out at a heating rate of 10℃ per min between room temperature and 600℃ under nitrogen atmosphere on a thermogravimetric analyzer (Perkin Elmer, U.S.A.).
The moisture absorption of the samples at different time intervals was evaluated at 97% relative humidity (RH) maintained in a desiccator containing saturated solution of potassium sulphate. The samples were preconditioned at 50℃ for 24 h and weighed (W0). The pre-weighed samples were then kept in a desiccator for certain time interval. The samples were taken out and weighed (W1) after conditioning. The total weight gain of the samples was used to calculate the absorbed moisture. The moisture absorption test was continued for several days until a constant weight of the samples was attained. An average value from three measurements was reported. The moisture absorption of the samples was calculated as follows

Results and discussion
Viscosity of protein, modified protein and acrylic binder
Figure 2 shows the viscosity of various binders. The viscosity of as-received acrylic binder with solid content of ∼50% was very high (625.8 ± 2 cSt) and we diluted it with water in the ratio of 40:60 and the resulting acrylic binder with solid content of 33% is designated as Dil-AcB. Upon dilution, the viscosity of acrylic binder decreases to 14.2 ± 0.26 cSt. From Figure 2, it should be noticed that with the incorporation of SDS in SPI (designated as MSPI), the viscosity is decreased in comparison to native SPI. Figure 2 also shows the increase in viscosity of MSPI at increasing amounts of SPI and it was found to be 302.5 ± 1.5 cSt at 10% SPI.
Viscosities of binders.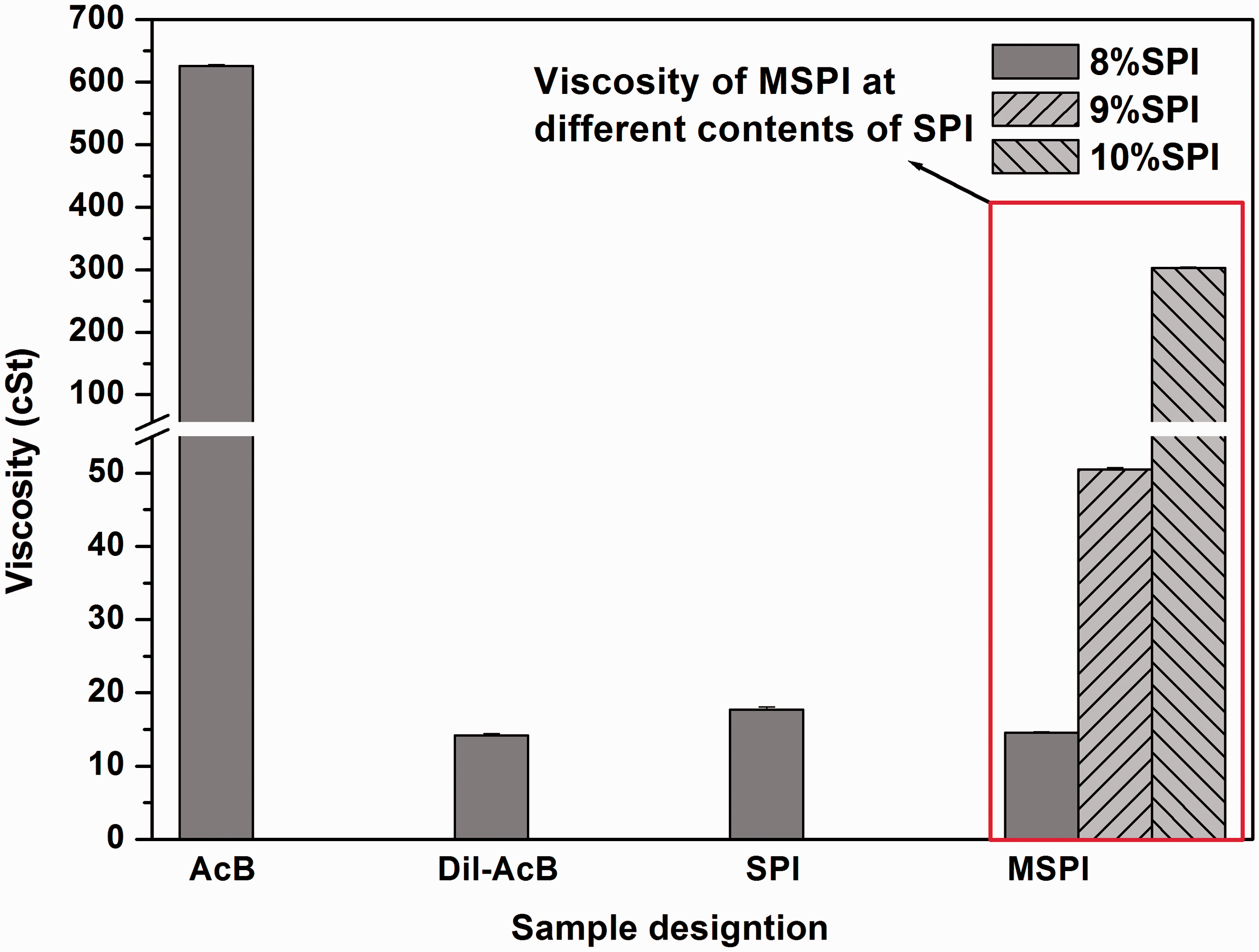
Foam decay study of protein, modified protein and acrylic binder
The foam column height was found to change with time according to a decay pattern shown in Figure 3. From the foam decay curves shown in Figure 3, it was easy to conclude that MSPI had higher foam stability than that of SPI [12]. Additionally, it was also observed that the foam decay curve of MSPI was similar to that of acrylic binder. There were some obvious differences in the early decay between MSPI and acrylic binder up to 4 h, thereafter the differences in decay almost vanished and they decayed at the same place.
Foam decay curves for different binders.
FTIR spectra of viscose fabric with protein, modified protein and acrylic binder
Figure 4 shows the FTIR spectra of viscose fabric with protein, modified protein and acrylic binder. Hydroxyl (–OH of alcoholic and carboxylic) and –C = O bands of viscose fibers are represented at 3296 and 1641 cm−1, respectively. An ester bond at 1723 cm−1 is observed for viscose fabric bonded with acrylic binder. FTIR spectra of the viscose fabric bonded with protein exhibit typical amide vibrations, which include amide A (N–H stretching, 3200–3400 cm−1), amide I (C = O stretching at 1640 cm−1), amide II and amide III (N–H bending and CN stretching, at around 1540 and 1240 cm−1, respectively) as shown in Figure 4. Viscose fabric bonded with modified protein showed the decrease in the intensity of band at 1540 cm−1.
FTIR spectra of viscose fabric with different binders.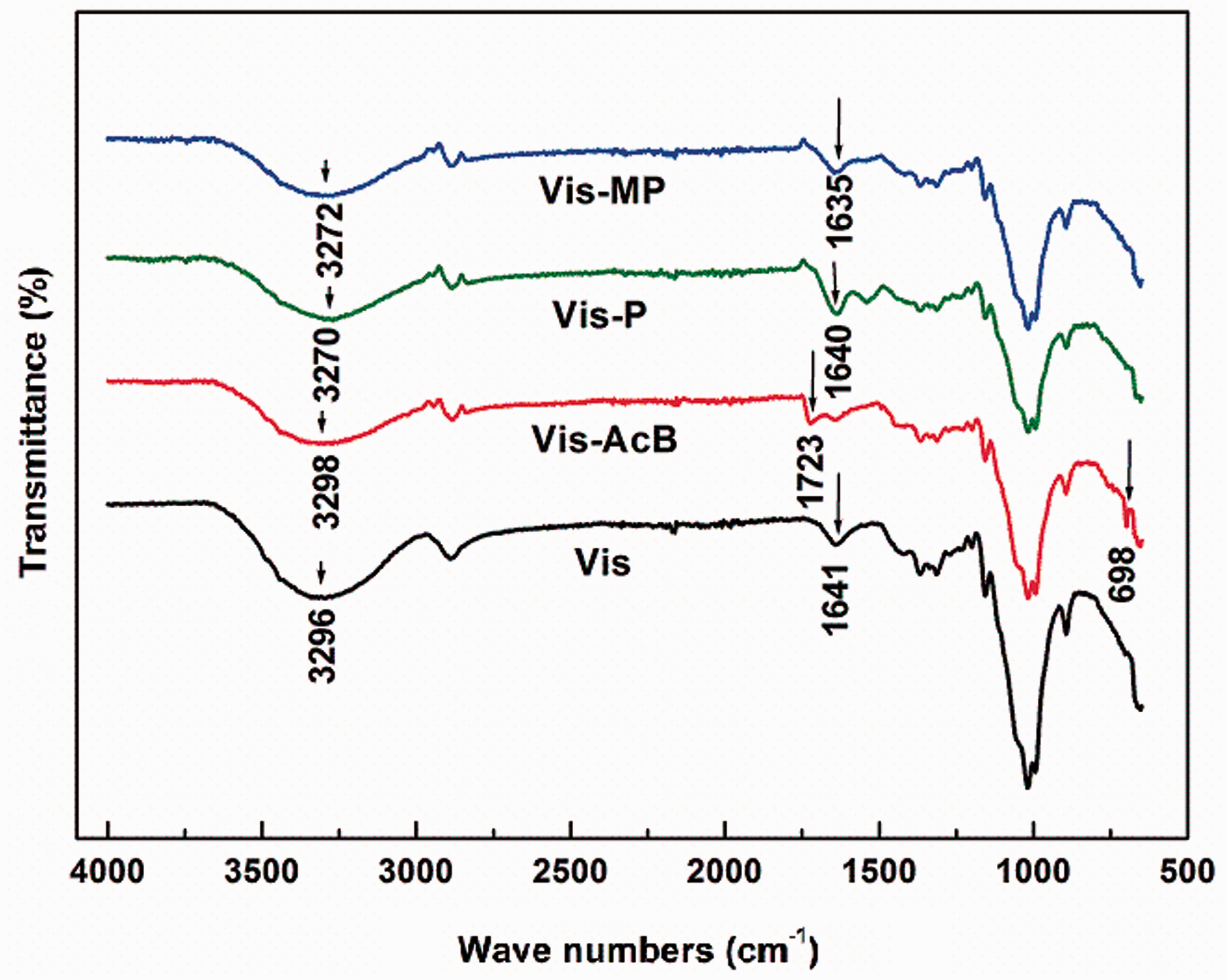
Mechanical properties
Table 1 shows the tensile properties of viscose fabric both in machine (MD) and cross-machine (CD) directions, at different dilutions of SPI binder. This experiment was conducted to determine suitable dilution and foam type for the preparation of viscose fabric with the protein binder. Tensile strength either decreased or remained the same for viscose fabric with decreasing dilution of SPI binder. Interestingly, the elongation at break of the viscose fabric decreased with the increase in the binder content. This suggests the increase in the stiffness of the viscose fabric at higher contents of SPI binder. Also, the effect of foam type on the mechanical properties of viscose fabric was apparent. From Table 1, resin to water ratio as 40:60 and heavy foam type is the most suitable combination for further studies.
Viscose fabric was prepared by two ways. In the first case, dry fabric and in the second case, wet fabric was subjected for bonding with protein binder. Since the protein binder is hydrophilic in nature, these two approaches were followed to prepare the viscose fabric prior to bonding. Figure 5 and Figure 6 show the stress–stain curves of the viscose fabrics bonded by first and second methods, respectively.
Stress–strain curves of dry viscose fabric with different binders in dry (a,b) and wet (c,d) conditions. Here (a), (c) and (b), (d) represent the tensile properties in cross-machine and machine direction, respectively. Stress–strain curves of pre-wet viscose fabric with different binders in dry (a,b) and wet (c,d) conditions. Here (a), (c) and (b), (d) represent the tensile properties in cross-machine and machine direction, respectively.

Figure 5(a) and (b) show the stress–strain curves of the bonded viscose fabric in cross-machine and machine directions, respectively. As shown in Figure 5(b), the tensile strength in machine direction of viscose fabric with applied acrylic binder (Vis-AcB) is higher than for the other materials Figure 5(c) and (d) shows the stress–strain curves of the bonded viscose fabric in wet conditions. Since the binders used are hydrophilic in nature, the tensile strength of the samples decreases but elongation at break either remains same or increases slightly.
Figure 6(a) and (b) shows the stress–strain curves of the bonded viscose fabric in cross-machine and machine directions, respectively. As shown in Figure 6(a), the tensile strength in cross-machine direction of viscose fabric with applied modified SPI binder (Vis-MP) is higher than of the other materials.
Also, it is important to note that the pre-wetting of the fabric provided higher tensile strength in comparison to using dry fabric. This may be attributed to the hydrophilic nature of the binder. The hydrophilic binder distributes itself effectively when the fabric is wet rather than when it is dry. Figure 6(c) and (d) show the stress–strain curves of the bonded viscose fabric in wet conditions. Since the binders used are hydrophilic in nature, so again, there is a decrease in the tensile strength of the samples but elongation at break either remained same or increased slightly.
Mechanical properties of viscose fabric bonded with unmodified and modified protein-based bio-binders at different dilution ratios are also compared. We have calculated the solid content of Vis-40 P/Vis-40MP, Vis-20 P/Vis-20MP and Vis-10 P/Vis10MP as 5.33%, 2% and 0.88%, respectively. The results are shown in Figure 7. In the machine direction (Figure 7(a)), tensile strength of modified protein-padded viscose fabric slightly decreases as compared to unmodified protein-padded viscose fabric.
Stress–strain curves in machine (a) and cross-machine (b) directions for viscose bonded with bio-binder by pad-cure method.
On the basis of the mechanical properties, we do not find large deviations in the tensile properties of the viscose fabric either prepared by foam application or pad-cure method. So, further characterizations were carried on the samples prepared by foam application method only. The binder pick-up or binder add-on for Vis-P, Vis-MP and Vis-AcB, prepared by foam application method, was found to be 19.9 ± 0.9%, 3.4 ± 0.5% and 15.0 ± 1.1%, respectively.
Thermal properties of viscose fabric with protein, modified protein and acrylic binder
Figure 8 shows the TGA and DTG curves of unbonded and bonded viscose fabrics. The thermal degradation of all the samples experiences a single-stage mass loss as shown in Figure 8 (top). Viscose fabric without the application of binder shows lowest thermal stability with Tmax of 403℃. On the contrary, viscose fabric bonded with acrylic and modified protein shows Tmax of 417℃ and 424℃, respectively. This suggests that the viscose fabric bonded with acrylic as well as modified protein binders showed higher thermal stability in comparison to that of unmodified protein binder.
TGA (top) and DTG (bottom) curves of viscose fabric with different binders.
Moisture absorption
Moisture absorption of jute-polypropylene needle-punched nonwoven fabric has been reported by Debnath et al. [13,14]. They have determined the water absorption by dipping the samples in water for 24 h. But in our case, due to hydrophilic nature of binder we have determined the water absorption at 97% RH. Figure 9 shows the moisture absorption curves of unbonded and bonded viscose fabrics. The moisture absorption of bonded viscose fabric is found to be higher than that of unbonded fabric, which may be attributed to hydrophilic nature of the protein binders. From Figure 9, it is clear that moisture absorption of the bonded viscose fabric conditioned at 97% RH increased with the time. Moisture absorption is found to be low for viscose fabric bonded with modified protein. This may be due to bonding of SDS with the soy protein chain forming a micelle-like cluster [15].
Moisture absorption of viscose fabric with different binders at 97% RH.
Morphological study
Figure 10 shows the cross-section morphology of unbonded and bonded viscose fabrics. Viscose fabric shows the formation of an interconnecting fiber network structure. In the presence of acrylic and soy protein binders, the fibers also showed an interconnecting fiber network structure without any macroscopic change of the fiber geometry. However, globules were developed at fiber intersections as well as along individual fiber strands in bonded viscose fabric.
Cross-section morphologies of viscose fabric with different binders. The fibers shown in the rectangular areas represent the bonded viscose fabric.
Conclusions
Both impregnation and foam application methods were successfully employed to prepare the products from soy protein-based binder formulations. Though soy protein-based binder itself exhibits foaming ability under agitation, SDS as a foaming agent can also be added for achieving desired foam properties, such as density and stability. Viscose nonwoven fabric bonded with modified soy protein showed comparable thermal and mechanical properties with that of the same fabric bonded with acrylic binder. Moisture absorption of viscose fabric bonded with modified protein and acrylic binder shows almost the same trend. These bio-binder compositions are free of formaldehyde as well as derived from plant sources and hence are eco-friendly.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.