
Abstract
Natural-fibre reinforced composite material is an emerging material that has great potential to be used in various industrial aspects and applications. The cotton-viscose-reinforced composite is prepared using a compression moulding process. In addition to it, analysis of its mechanical properties was also carried out, such as tensile strength, flexural strength, impact strength and hardness. An attempt was made to process the prepared composite material using abrasive water jet machining (AWJM) under different process parameters (water pressure, nozzle transfer speed and abrasive flow rate) levels to determine the better suitable process conditions to achieve the better surface finish and optimize the machining process. The significance of the optimization process was ensured using the results of the analysis of variance. Morphological analyses of the machined surface were performed using a scanning electron microscope. The surface roughness of 8.28 µm was found to be the optimized process parameter. Optimum process parameters in AWJM are used to improve the surface quality.
Introduction
Natural fibre-reinforced composite (NFRC) material is an emerging material used in various industrial products manufacturing due to its distinct advantages such as lower weight, higher strength and fibre reinforcement, ability to mould into complex shapes, better corrosion resistance and hardness. In the present advanced manufacturing scenario, the combination of different natural fibre composite (NFC) preparation and processing methodologies rapidly increases to fulfil the various advanced technological requirements in defence, aerospace, automotive and other major industrial sectors. Research and development in NFC are getting increased due to the requirement of new materials for varied applications, low cost of natural fibre and less environmental impacts. Intensive research is being carried out for expanding their mechanical performance to broaden the capacities and utilization of this group of materials. Fibre type is commonly categorized based on its origin: plant, animal or mineral. The use of natural or plant fibre-reinforced composite is increasing with time, due to its advantages like ease of availability, lightweight and so on. NFC is known for its renewability and biodegradability which is the reason for its gaining popularity. These properties with low cost will fulfil the economic interest of the industries. NFRC materials are recyclable, and also using these green materials in the composite preparation provides an alternative way to deal with agricultural residues. 1 Due to increasing environmental concerns, the demand for replacing the available synthetic fibres with biodegradable, natural fibres paved way for NFC. Natural fibre-reinforcing materials such as sisal, jute, abaca, pineapple and coir have adequate specific strength, low density, low abrasion, multifunctionality, good thermal properties, enhanced energy recovery and cause less skin and respiratory irritation. 2 -5 Both treated and untreated jute fibres were also used to produce thermoplastic materials. 6 Selecting cotton fibre for the composite material is because of its good impact characteristics while comparing to conventional materials used in the automobile industry. These NFCs with good impact properties are used in automobile interior structures. Due to high elongation of cotton, it can also be used as admixtures to bast fibres for improving the impact strength of composites. Even in today’s era, cotton still plays an important role in technical applications. 7 The viscose is a derivative of wood pulp (also called as regenerated cellulose) processed via a spinning method. The fibres are staples or filaments of size ranging from 36 mm to 40 mm. These manufactured fibres were used to prepare the fabric. 8 Viscose fibres have lower strength and lower stiffness but have high elongation property (as shown in Table 1). Viscose fibres would increase the composite’s strain to failure and enhance the energy absorption rate. Cotton fibres have good tensile strength. 9 The hybridization of natural fibres is to enhance the mechanical properties of the composite material.
Physical and mechanical properties of the regenerated fibres. 9

Comparing with synthetic fibre composites, NFC has better environmental properties, cost-effectiveness and lesser weight. More research is being done to improve the properties of the composite material. 10 The NFC material produced by the hand lay-up process provides an opportunity for replacing existing materials with higher strength, low-cost alternative and also environmental friendly. 11 However, only few researchers have examined the capabilities of natural fibres using cotton fibre as reinforcing material. Many researchers focused on the effect of fibre surface modifications and manufacturing processes for improving fibre compatibility. On the other hand, some researchers studied and compared different NFCs and their stability in various applications. 12 Composite materials are produced with strong fibre reinforcement with a soft matrix. Conventional machining of the NFC is very difficult due to the presence of alternate hard reinforcement and soft matrix layers which thereby results in tool failure. Using unconventional machining such as laser cutting produced huge amount of burrs and heat which is harmful to NFC as it is temperature sensitive. Abrasive water jet machining (AWJM) process is more preferred for the processing of hard materials. It has advantages over other conventional methods that make it a new choice in the machining industry such as no thermal distortion, high machining versatility, high flexibility and narrow kerf width, thereby reduced material wastage and small cutting forces while cutting the composite materials. The results of the desired surface finish were obtained by the optimum mode of material removal in AWJM. 13 In conventional machining processes like milling or turning, the tools have to face the soft matrix and hard fibre materials continuously, which leads to earlier tool wear. The AWJM process is an appropriate machining process to meet the demands of today’s modern applications. 14 Study and experimental research evaluation of the AWJM process are carried out to evaluate the technological factors affecting the machining quality of Cotton fiber reinforced polymer (CFRP) laminate using response surface methodology. 15 Surface roughness is one of the major output qualities obtained from AWJM machining, which is used to determine and evaluate the quality of the product. 16 It is observed that there will be scope for development of a different combination of NFC and hybridization of composite material with high strength and lightweight.
The objective of the research work is to investigate the mechanical properties of cotton-viscose-natural fibre-reinforced hybrid composites and how the different input parameters in AWJ machining have effect on surface quality. Conducting experiments based on the design of experiments design matrix (L9), the effects of different combinations of cutting parameters surface roughness are studied. The optimum cutting parameters to improve the cut quality are identified using numerical and graphical optimization techniques based on the results obtained from the analysis of variance (ANOVA). Optimization of process parameters is used to improve the surface quality of the AWJM machining process.
Material preparation and testing
Preparation of composite material
Cotton–viscose fabric was chosen as the reinforcement to prepare a composite material using a compression moulding process. A compression moulding die of 200×200 mm size was used to prepare the composites. The cotton and viscose fabric material (60wt %) of 200 mm length and 0.2 mm thick was used. Epoxy resin (LY556) is added with hardener (HY951), mixed and stirred until the homogeneous condition is attained. The mould coat release agent of wax was applied over the mould surface for easy release of the prepared composite material. The mixture was applied by hand over the fabric material in the mould cavity layer by layer using a brush and then the mould was closed. The mould was compressed with the pressure of 30 bars and maintained under the mould temperature of 110°C followed by allowing it to cure for 5–6 h. The prepared composite material has been taken from the mould and then the mechanical properties were analysed.
Mechanical testing of composite material
Tensile test
The tensile test was performed on the specimens using a universal testing machine (model: AG-IS 50 kN; Shimadzu, Japan) at a cross-head speed of 5 mm min−1 as per the ASTM D638 standard. 17 Three specimens were used to evaluate the tensile strength of the prepared composite material. Thrice the experiments were repeated and the average values are given in Table 2.
Mechanical properties of cotton-viscose-reinforced composite.

Flexural test
The flexural test is also known as a bending test; it provides values for modulus of elasticity in bending and flexural stress–strain response of the material. The flexural specimens were prepared as per the ASTM D790 standard. 17 The experiments were conducted in the Instron machine (model 5567, USA). Specimen deflection was measured by the crosshead position.
Impact test
The Izod impact test was performed on the impact testing machine (model: AIT-300 EN; Hitech India Equipments Pvt. Ltd, Chennai, India) as per the ASTM D256-88 standard. 17 The test specimens were taken with a dimension of 63 × 13 × 3 mm3, and the test was conducted for measuring the impact strength of the prepared composites. The energy absorbed by each specimen was measured when it was impacted by a heavy blow. The tested specimens are shown in Figure 1(c).
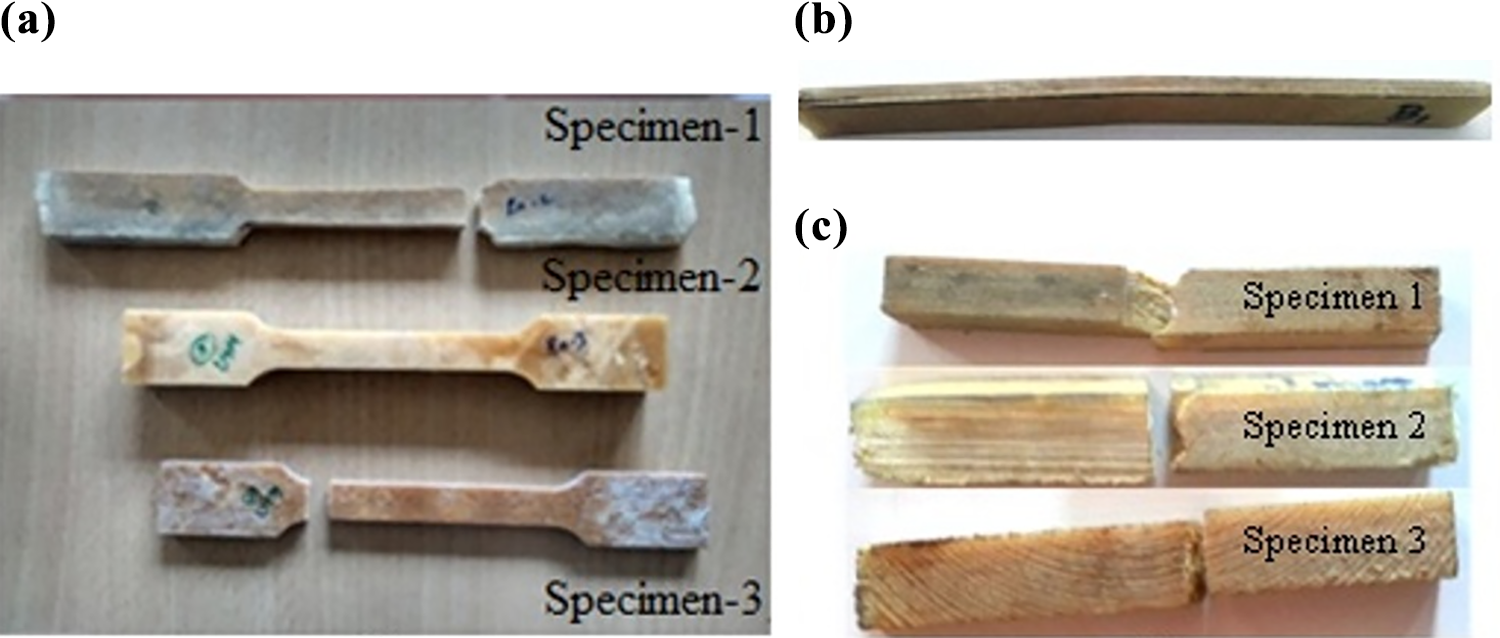
(a) Tensile, (b) bending, and (c) impact tested specimens.
Rockwell hardness test
The most commonly used hardness test method is a Rockwell hardness test (model: Rab 250; Saroj Engineering Pvt. Ltd, Maharashtra, India), and it is easier to perform and more accurate than other methods. In this characterization study, 2.5 mm intender was used and a load of 1.875 kN was applied to find the hardness number of the composite material. The observed hardness values of the prepared composites are given in Table 2.
AWJM of composite material
The AWJM experiments were conducted in the (model: STREAMLINE PRO-III Series; KMT Waterjet, Germany) AWJ machine. The machine was equipped with a three-axes movement of the machine tool, that is, cutting area travel of X-axis: 1600 mm, travel of Y-axis: 3000 mm, travel of Z-axis: 250 mm, accuracy: ±0.04 mm.
Figure 2 shows the experimental set-up of the AWJM Process. There are many process parameters that control the response of the AWJM. The machining parameters and levels were selected based on the literature studies of AWJM of NFC. In this present study, three parameters such as water pressure (MPa), nozzle transfer speed (mm min−1) and abrasive flow rate (g min−1) were chosen for the experimentation. It involves three different parameters and each parameter was chosen at three different levels. In this work, Taguchi’s L9 orthogonal array helps to choose the nine different combinations of the parameter to conduct the experiments. The values of the process parameters and levels to perform the experiment are given in Table 3.

AWJM machining experimental set-up.
Experimental parameters and their levels.

The prepared cotton–viscose hybrid composite materials of 15 mm thickness were machined in the AWJ machine. All machining procedures are done using a single-pass cutting. Some of the machining parameters were kept constant during the experiments. These parameters were stand-off distance, abrasive material, nozzle diameter and focusing length of the nozzle.
Surface roughness is one of the most important considerations that helps to decide and evaluate the quality of the product. A Mitutoyo (model SJ210, Japan) surface roughness tester with a stylus tip radius of 5 µm was used to measure the material. Due to the variability of surface finish, multiple measurements were taken over the surface for a 0.8 mm cut-off length. The average value of surface roughness (Ra ) has been calculated for all the measurements and the results are shown in Table 4.
Experimental results and S/N ratio.

S/N: signal to noise.
Results and discussion
Mechanical properties
Hybridization of cotton-viscose-reinforced composite provides enhanced mechanical properties. From Table 2, the prepared cotton-viscose-reinforced composite provides a good tensile strength of 58.96 MPa due to the good tensile strength of cotton fibres and the higher elongation of viscose fibres. It clearly shows that increasing tensile strength in the prepared hybrid composite is due to its excellent interfacial bonding between the fibre and the matrix. Similar work reported by Alomayri et al. 18 indicates that the cotton fabric composite material alone provides the strength of 22 to 30 MPa in dry and wet conditions. The hardness value of the prepared material noted was 42.45 BHN. The impact energy absorbed by the prepared composite material was 2 joules. The impact strength was improved due to the addition of viscose fibres. Ranganathan et al. 9 studied the impact behaviour of viscose fibre with polypropylene jute composites (PP-J 30) and reported the impact energy absorbed was 8 joules. The improvement in the impact strength was due to the properties of the impact modifier, the matrix, the fibre length and the adhesion between the matrix and the fibre.
Effect of AWJM cutting parameter on surface roughness
In the Taguchi method, the signal to noise (S/N) ratio is expressed as a log transformation of the mean-squared deviation, which is used to measure the analysis of experimental results. 19 The quality characteristic of Ra observes a lower value as better machining performance, it is known as smaller-the-better. The calculated S/N ratio values of the experiments conducted are listed in Table 4. Further, the effect of machining parameters is investigated through the ANOVA. ANOVA is the optimum combination of the process for investigating the relative importance among the parameters. It is a computational method conducted mainly to learn about the influence of a variety of design factors and to observe the degree of sensitivity of the result to various factors affecting the quality characteristics. F-ratio value is a statistical analogue to Taguchi’s S/N ratio for the machining parameter effect versus the experimental error. 19 Larger F-ratio value indicates that there is a huge difference in the performance characteristic due to the change in the process parameter.
Table 5 shows the ANOVA results with F-ratio values on the machining performance of Ra . This analysis is carried out for a 95% confidence level. It is found that machining parameter P (water pressure) was the most significant factor influencing the assessment of Ra followed by v (nozzle transfer speed). ANOVA is accomplished with the help of the MINITAB17 software for a 5% significance level. If the p-value is less than 0.05, then the parameter can be considered as highly significant. It was observed from the ANOVA table that water pressure has a p value less than 0.05, and it is highly significant at 95% confidence level. The percentage of contribution (Pc) of each variable in the total variation indicates their degree of influence on the surface roughness of the composites. It is observed that the P (76.05%) is the major contributing parameter followed by v (16.09%) and m (abrasive flow rate; 6.14%) influencing the surface roughness of the cotton–viscose hybrid composite. Shanmugha Sundaram 20 studied the effect of process parameters on surface roughness of Al–7.5 wt% graphene composite during the AWJM process and reported that the water pressure has a significant contribution of 74.08% over the surface roughness. The regression coefficient R 2 is the next important coefficient used to measure the degree of fitness and it can be used to define the difference between explained variations and the total variation of the model. The value of adjusted R 2 was found to be 0.9855, which shows that 98.5% of the overall variation is addressed by the explained model. The obtained adjusted R 2 and predicted R 2 are 94.19% and 98.55%, respectively, which evidence that the analysis of the model is adequate. The effects and ranking of various machining parameters on Ra are shown in Table 6. The delta (δ) value is calculated as the difference of minimum and maximum value of the S/N ratio for each level of the parameter. The rank of the response is arrived on ascending order as 3.02, 1.28 and 0.58. It reflects in the response table that the water pressure has a greater influence over surface roughness of the composite material.
ANOVA table and F-value for R a.
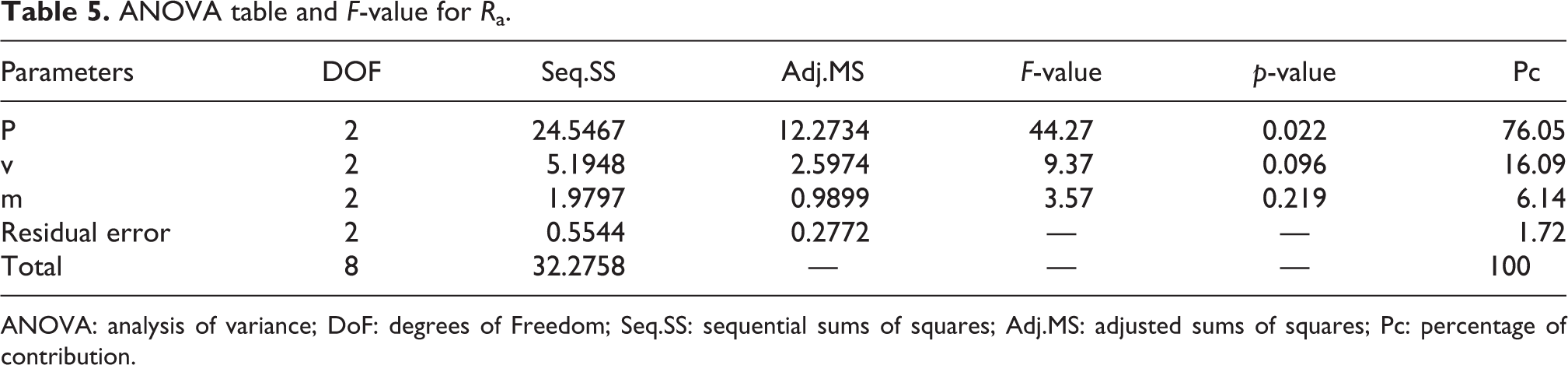
ANOVA: analysis of variance; DoF: degrees of Freedom; Seq.SS: sequential sums of squares; Adj.MS: adjusted sums of squares; Pc: percentage of contribution.
Effects and ranking of various parameters on R a.

The optimum condition of the machining parameter levels will produce the best performance results. The average S/N ratio for each factor level indicates the relative effects of the various factors on the quality characteristic of Ra during machining of cotton–viscose hybrid composite.
The S/N ratio for each parameter level was determined by averaging the S/N ratios at the corresponding level. From the main effect plot (Figure 3), it is found that the optimum machining parameters for Ra are the level 3 of water jet pressure (300 MPa), level 1 for traverse rate (60 mm min−1) and level 2 for abrasive mass flow rate (550 g min−1), level 3, (P 3 v 1 m 2 experiment no 7).
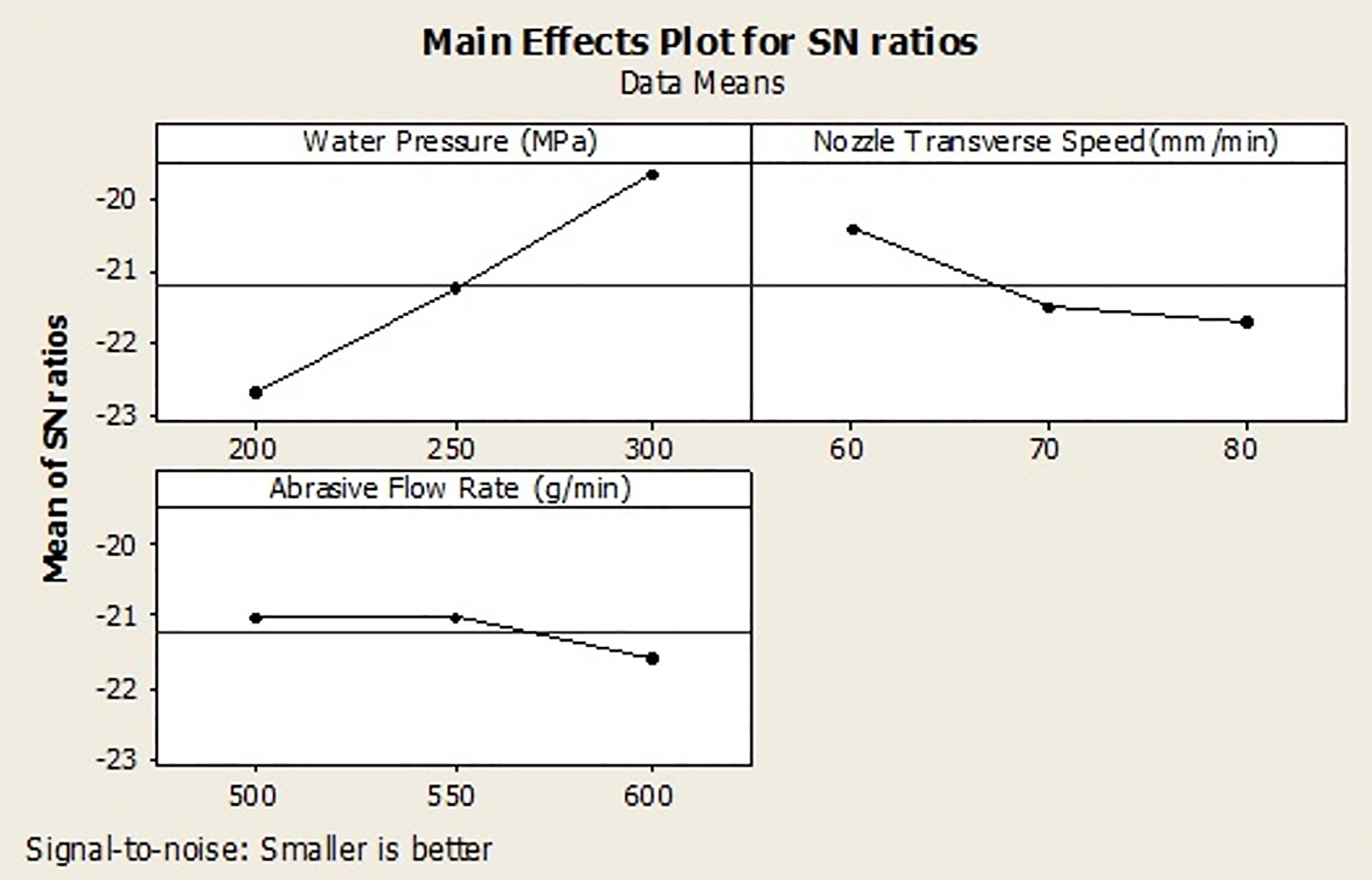
Main effects plot for S/N ratio for Ra .
Average surface roughness R a and ranking of various parameters.


(1)With this prediction, it is concluded that the machine produces the best surface roughness (Ra = 8.28 µm) with the optimized cutting conditions. John and Chen discussed a similar approach for identifying optimum surface roughness for end-milling operations and predicted the surface roughness for the process. 21
Regression equation to predict Ra
Linear regression analysis is used to develop the regression equation to predict the performance of Ra in AWJM of cotton–viscose hybrid composite. It is a statistical technique for investigating and modelling the relationship between variables, where an equation called a multiple linear regression model is established to relate the independent variables with the dependent variables. 22 In the present work, the AWJM process involves a number of defined independent factors. Thus, the functional relationship of these independent variables and dependent variables can be represented by the first- and second-order polynomial model with interaction as shown in equation (2):

where the dependent variable
Based on the experimental data, the Ra empirical model is developed and the coefficients of regression are determined using MINITAB17 software. 23 The empirical models for Ra are shown in equation (3):

From equation (3), the coefficient associated with water pressure (P) is negative. It shows that the surface roughness of the composite material decreases with increasing water pressure. Conversely, the surface roughness of the composite decreases with increasing nozzle traverse speed (v) and abrasive flow rate (m), and the coefficient associated with both v and m is positive. Similar work was reported for the AWJM of carbon fibre–reinforced plastics and found that the jet pressure and fibre orientation influence the Ra . 15 The mathematical models are useful in predicting the machining responses of Ra during AWJM of cotton–viscose hybrid composite.
Establishing the optimization by confirmation experiment
The confirmation experiment is essential in parameter optimization design. The purpose of the confirmation experiment in this study uses to validate the optimum cutting conditions that were suggested by the experiment that corresponded with the predicted value (P 3, v 1 and m 2). Confirmation runs performed with the optimum conditions P 3, v 1 and m 2 result in response values of 8, 8.2 and 8.6 µm, and the mean is 8.26 µm. Thus the confirmation experiment result shows the 95% confidence interval, and the optimum surface roughness (Ra = 8.28 µm) can be obtained under the above-mentioned cutting conditions in the AWJM process.
Effect of surface roughness on machining parameters
A scanning electron microscope (SEM: model: JSM6390; JEOL, Japan) was used to investigate the surface quality on the machined surface. The surface characteristics of the abrasive water jet machined composite materials were studied. Figure 4 shows the surface morphology of the optimum parameters (water pressure, nozzle traverse speed and abrasive flow rate), keeping other cutting conditions constant. Water pressure decides the efficiency of kinetic energy and the cutting time of the machining process. As the water pressure increases, the Ra value decreases, because, with an increase in jet pressure, the cutting ability of the abrasive particles increases. An increase in traverse speed directly affects the surface roughness of the machined surface, whereas similar phenomena have been reported by several researchers. 24,25 It can be seen from the high-magnification SEM image a slight de-bonding of the fibre and the matrix even though the manufacturing of the composite was done with care, and it was seen that there was fibre delamination present in the machined surface which reduces the strength and surface finish of the composite. It has been observed that the delamination was occurred due to the shock wave generated by the water jet in the AWJM process. This will cause an increase in surface roughness in machining. 20,26

SEM images of the machined surface.
Comparing water pressure with an abrasive flow rate, the higher value of water pressure (P) (300 MPa) provides the lowest Ra value, and the Ra increases with the increase of abrasive flow rate (m). 27 In Figure 5, higher level of P and m provides the lowest Ra value, but in banana fibre–reinforced polymer composite, the Ra value increases with an increase in water pressure, nozzle transfer speed and stand-off distance. 28 The Ra values were increased with the increase in transfer speed (v). A higher level of P with a lower level of v provides the lowest Ra values in Figure 6.
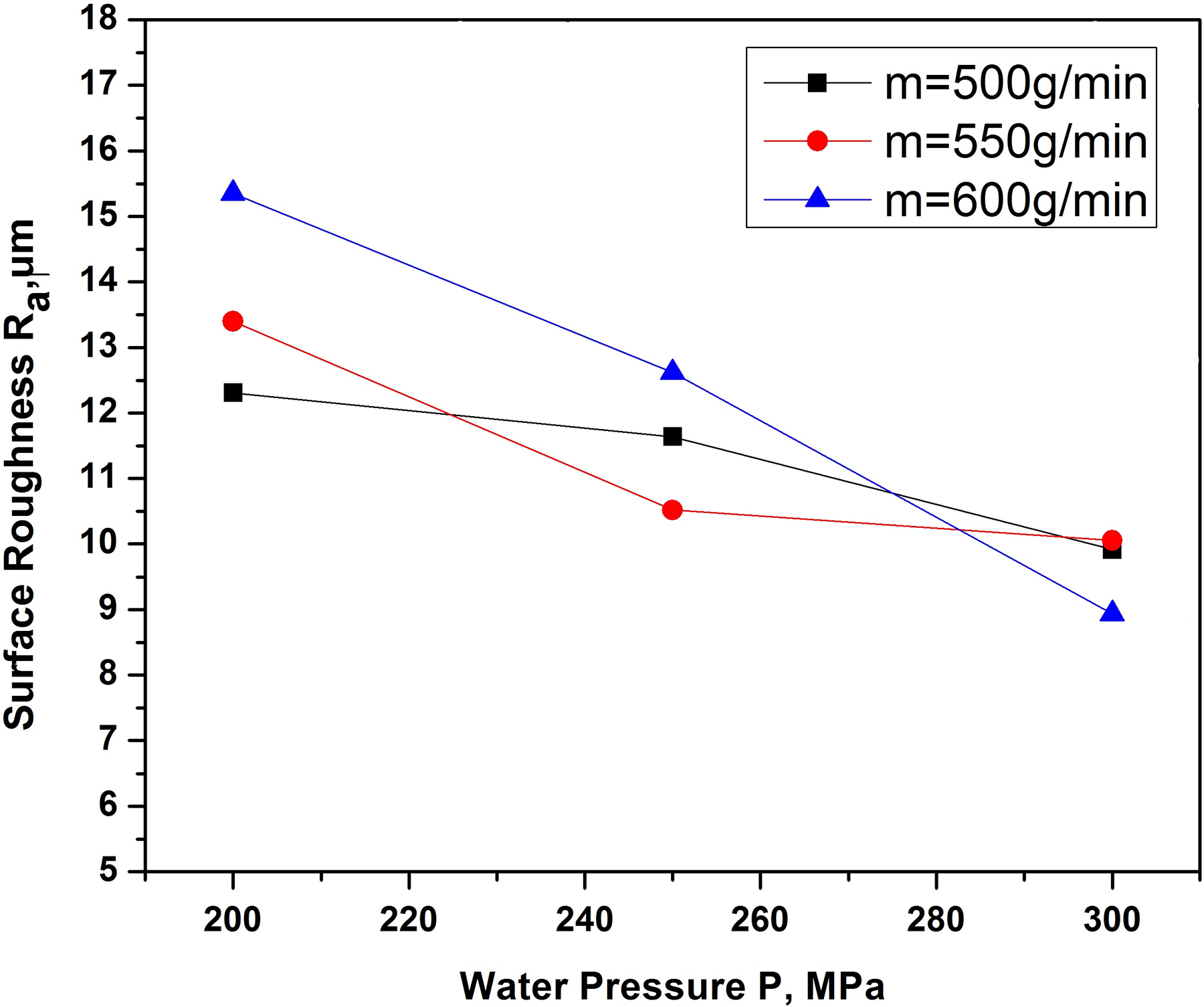
Effect of surface roughness Ra for different levels of P and m.
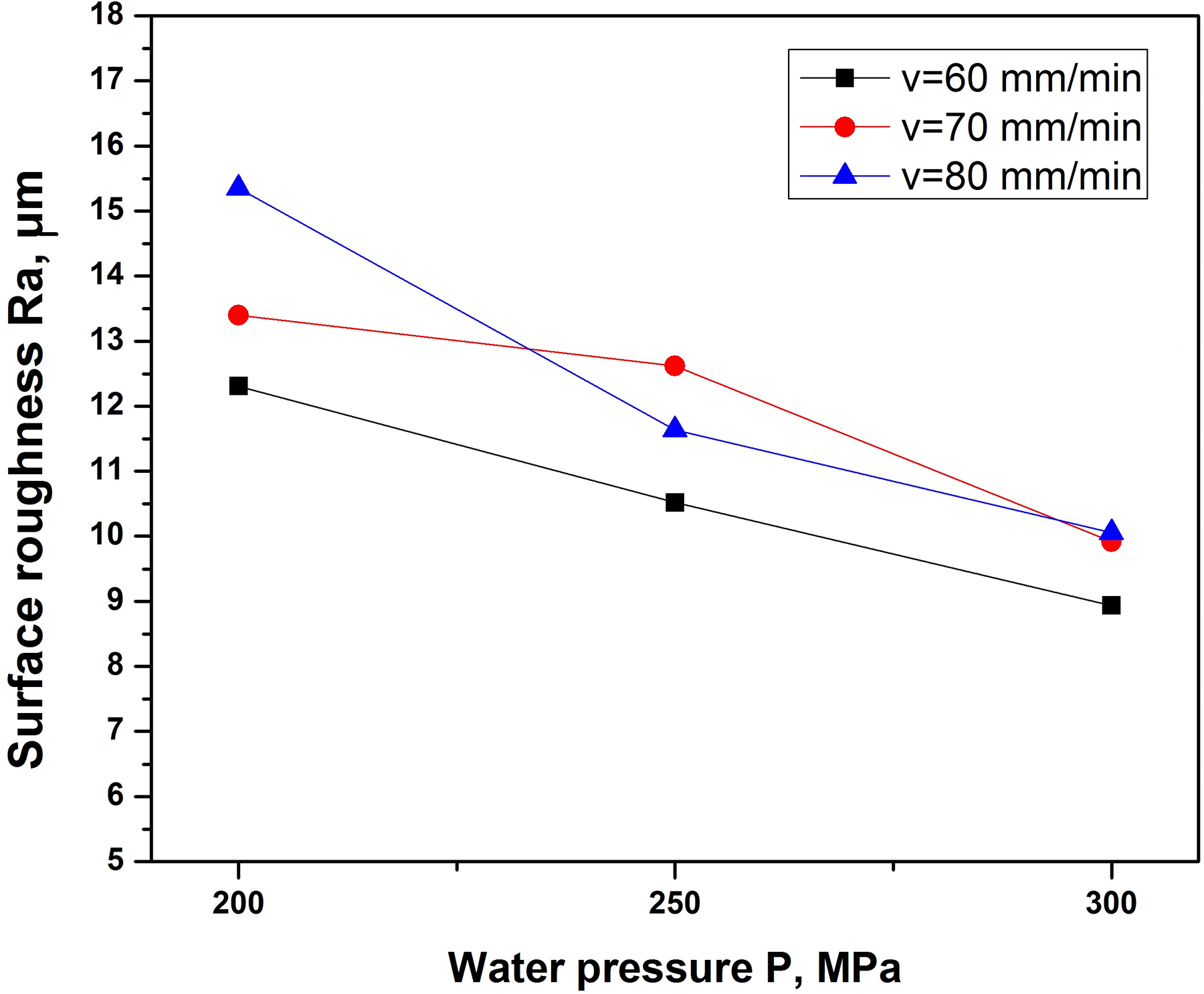
Effect of surface roughness Ra for different levels of P and v.
Conclusions
Preparation, mechanical testing and AWJM of cotton–viscose hybrid composite have been carried out successfully and the following observations were drawn from the results: Hybridization of cotton-viscose-reinforced composite material provides enhanced mechanical properties. In the AWJM of cotton–viscose hybrid composite, the surface roughness values decreased with increasing water pressure. The water pressure was found to be the significant machining factor, influence on surface roughness (74.08%) followed by nozzle traverse speed (17.28%) and the abrasive flow rate. The lowest surface roughness values occurred at the highest water pressure, lowest traverse rate and the medium level of abrasive flow rate. The optimum machining parameters obtained for the lowest Ra
are water jet pressure of 300 MPa, traverse rate of 60 mm min−1 and abrasive mass flow rate of 550 g min−1, (P3v1m2
).
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.