
Abstract
Following technological advancements, there is a growing population of cellular phone and computer users. However, these electronic instruments cause electromagnetic waves, negatively influencing users’ health or precision instruments’ malfunction. Therefore, shielding electromagnetic wave becomes an important matter. In this study, stainless steel wires and bamboo charcoal roving are made into conductive yarn with 6 turns/cm by ring spinning machine. On a 14-gauge automatic horizontal knitting machine, the resulting yarn is then knitted into stainless steel/bamboo charcoal conductive fabrics and then evaluated for the electrical property and functions. According to experimental testing, electromagnetic shielding effectiveness (EMSE) of the fabrics increases with an increase in stainless steel content and number of lamination layers. In particular, when laminated at an angle of 0°/45°/90°/−45°/0°/45°, the fabrics have an EMSE of above 30 dB at an incident frequency between 2010 and 2445 MHz. The far infrared emissivity increases with bamboo charcoal content, reaching the maximum of 0.9 ɛ, when the fabric was made by one-cycle polyethylene terephthalate (PET)/stainless steel/bamboo charcoal plied yarn in the first feeder and four-cycle PET/bamboo charcoal plied yarn in the second feeder.
Introduction
The current trend in many studies is to stress the use of natural and eco-friendly materials. Bamboo matures within four years [1,2], and can be carbonized for further application. Carbonization is the process that carbonaceous materials undergo thermal cracking, becoming low molecular compound and carbon residuals and simultaneously eliminating non-carbon materials including hydrogen, oxygen, nitrogen and sulfur in the form of volatile gas and solid tar. When carbonization processing temperature reaches up to 450–800 ℃, bamboo accomplishes the “primary carbide” process, and its micro structure, hardness, carbonization ratio, resistance coefficient, and functional groups are changed. In order to have special functions, bamboo can be carbonized in a temperature between 800 to 1200 ℃ to become a secondary carbide. As a secondary carbide, bamboo charcoal (BC) can emit far infrared rays of 4–14 µm, a wavelength which is the same as that of all living organisms. Far infrared rays, called growth rays, have tepidity effectiveness, retaining body heat and boosting peripheral blood circulation [3,4].
Most hospitals prohibit the use of wireless devices, such as cellular phones, on hospital grounds, as they may disrupt medical equipment. Currently, no studies report a positive impact of mobile telephones on human health. Kramarenko and Tan studied the effects of the electromagnetic field (EMF) emitted by cellular phones on the human electroencephalogram in adults and children, stating that the EMFs may be harmful for the human brain. They found the slow wave activity was more pronounced in children, indicating that children may be more vulnerable to the adverse health effects than adults [5]. Stainless steel (SS) wires, which have tensile strength and an elasticity coefficient, are often used as reinforcing fibers for composites [6]. SS wires are electrically and thermally conductive, as well as heat and corrosion resistant, and thus are used in shielding electromagnetic (EM) waves [7]. Previous studies have used metallic plates and fibers, conductive composite materials, the surface-coating of metallic colloids, metal-coated fabrics, conductive polymers, and conductive fabrics for shielding EM waves [8–11]. Among them, there are many literatures about shielding EM waves with fabrics containing nonwoven, woven, and knitting [12–15]. After being imparted with electrical conductivity, insulating materials are able to block static electricity and EM waves. At the same time, the resulting increase in weight and production cost makes the application of the materials to relevant products difficult. Therefore, in this study, conductive yarn composed of BC roving and SS wires was first produced by ring spinning machine, which is different from our previous studies on plied yarn made by filaments [16,17]. Conductive yarns were knitted with polyethylene terephthalate (PET) reinforcement, forming into fabrics based on textile manufacturing techniques. Ultimately, the functions of electromagnetic shielding effectiveness (EMSE) and far infrared emissivity of PET/SS/BC knitted fabrics were discussed in relation to SS amount, lamination number, and lamination angle, comparing with that of PET and BC knitted fabrics. The conductive fabric made in our study was expected to be used as the livelihood clothes which account for the majority of market due to their better softness, air permeability, and wear comfortability.
Experimental
Material
SS wires (King Metal Fiber Technology Company, Taiwan, ROC) have a diameter of 0.05 mm, elongation of 26.4%, tenacity of 700–800 N/mm2, electrical conductivity of 156 Ω. BC roving (Tung Ho Textile Co., Ltd, Taiwan, ROC) with 1.72 dtex fineness and 38 mm length is composed of 70% viscose rayon staple fiber (35–40 mm length) and 30% BC staple fibers (40 mm length). BC filaments (Hua Mao Nano-Tech Co., Ltd, Taiwan, ROC) with 70 denier contain 3% BC powders have elongation of 26.2%, tenacity of 2.8 g/d. Polyester filaments (Yi Jinn Industrial Co. Ltd, Taiwan, ROC) have 140 denier, 23.5% elongation, and 3.7 g/d tenacity.
Preparation of conductive yarn
Conductive yarn was made on a ring spinning machine (SM-06, Sun Mien Mechanical Co., Ltd., Taiwan, ROC), as shown in Figure 1. BC roving (4) passed through the horn mouth and then the drafting zone (5–7). After being unwrapped from the bobbin (1), SS wires first went through a tension device (2) and then a V-type thread carrier (3), finally converging with the BC roving to be twisted together. The two materials passed through the front roller (7) and into the yarn guide (8), collecting on a bobbin (9) that was mounted with a draw winder (8). The twist number of blend yarn is suggested to be 3–10 twist/cm. Figure 2 shows an image of the resulting conductive yarn with 6 turns/cm. In addition, this study uses only BC roving to make BC yarn for further diversity in manufacturing.
The diagram of the ring spinning machine. Image of the conductive yarn with a twist amount of 6 turns/cm with the count of 9.67.

Preparation of conductive fabrics
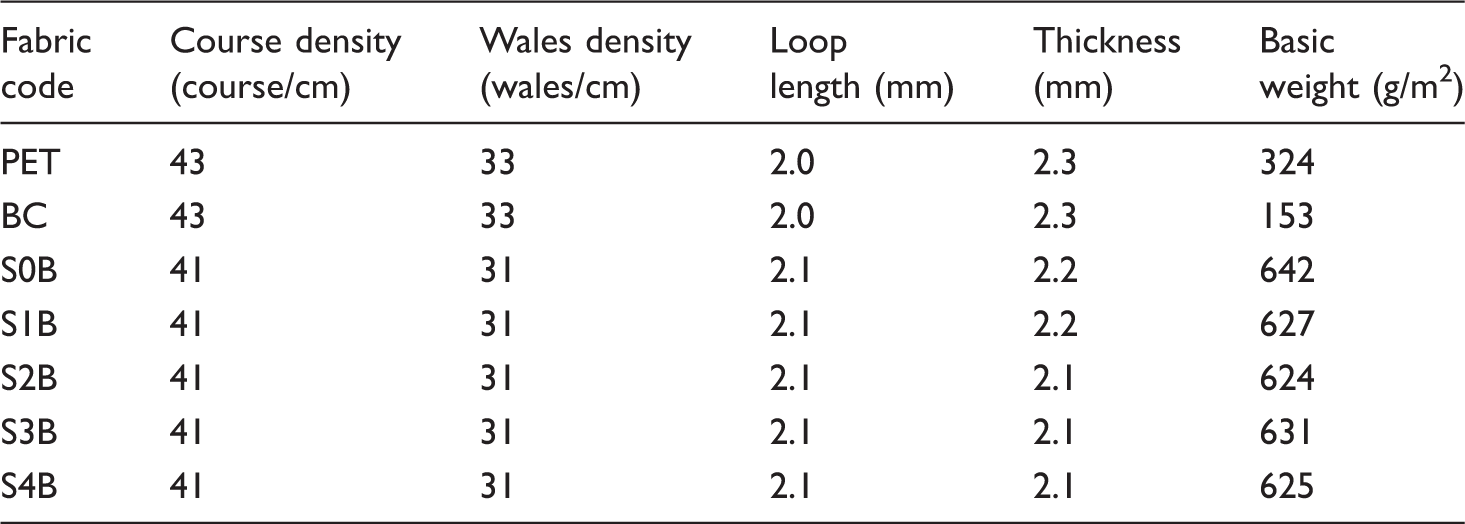
The 14-gauge automatic horizontal knitting machine (KH-626TS, Kauo Heng Precision Machinery Co., Ltd) is used for knitting into fabrics. During processing, it is found that conductive yarn is easily broken during knitting, therefore, two strands of PET plied yarn are fabricated with the conductive yarn for reinforcement. Two groups of yarn feeder were used during processing. The first feeder was incorporated into two yarns including SS/BC conductive yarn and two-strand PET plied yarn (PET plied yarn), while the second was fed into three yarns containing two-strand BC yarn (BC plied yarn), one-strand PET yarn (PET yarn), and one-strand BC filament as shown in Figure 3. In addition, PET plied yarn fed from first feeder and BC plied yarn form second feeder were considered as the control group, thus, respectively, producing PET and BC knitted fabric. During knitting process, one cycle for knitted fabrics is defined as yarn feeder moving back and forth for one time, meaning that two courses of loops were produced after one-cycling knitting as displayed in Figure 3. As the cycles of the second feeder increase, the amount of BC increases accordingly. All the resulting fabrics, name codes and feeding condition were displayed in Table 1, and their physical parameters were shown in Table 2. Moreover, the surface of S0B knitted fabrics was represented in Figure 4.
The structural diagram of conductive knitted fabrics. Surface image of S0B conductive fabric. The composition yarn and feeding ways of resulting knitted fabric. The physical parameters including density, thickness, and areal weight of resulting fabrics.


In this study, in addition with BC amount, lamination number from one-layer to six-layer, and lamination angles including 0°/0°/0°/0°/0°/0°, 0°/45°/90°/−45°/0°/45°, and 0°/90°/90°/0°/90°/0° were also changed as related to the EMSE, far infrared emissivity and air permeability of resulting fabrics. EM wave would penetrate through opening between loops of SS blended conductive fabrics. Intended to improve the electromagnetic interference shielding effectiveness (EMI SE), the cover area of conductive fabric would be transformed by varying their lamination angle.
Measurement
EMSE
A coaxial transmission line method specified in ASTM 4935-99 is used to test the EMSE of the knitted fabrics. The spectrum analyzer (Burgeon Instrument Co., Ltd., Advantest R3132A) and shielding effectiveness test fixture (Electro-Metrics, Inc., EM-2107A) are used to measure the EMSE. The testing frequency of incident EM waves is between 300 kHz and 3 GHz. The EMI SE is expressed in decibel (dB). It is the logarithm of the ratio of transmitted power, electrical intensity, or magnetic intensity with no shield (
Far infrared emissivity
The far infrared emissivity tester (HOTECH EMS 302 M) was connected to the computer. The far infrared emissivity test program was employed with the specimens (6.8 × 6.8π cm2) at a temperature of 34 ℃ (see Figure 5). The measurements were saved and then charts of the results are created for further comparison and analysis. The far infrared emissivity (ɛ) was determined by ratio of far infrared intensity from samples to that from black-body.
Influence of stainless steel content on EMSE of PET/SS/BC conductive fabrics. SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; the number of lamination layer is 6; the lamination angle is 0°/0°/0°/0°/0°/0°; and the frequency of incident EM waves is between 300 kHz and 3 GHz.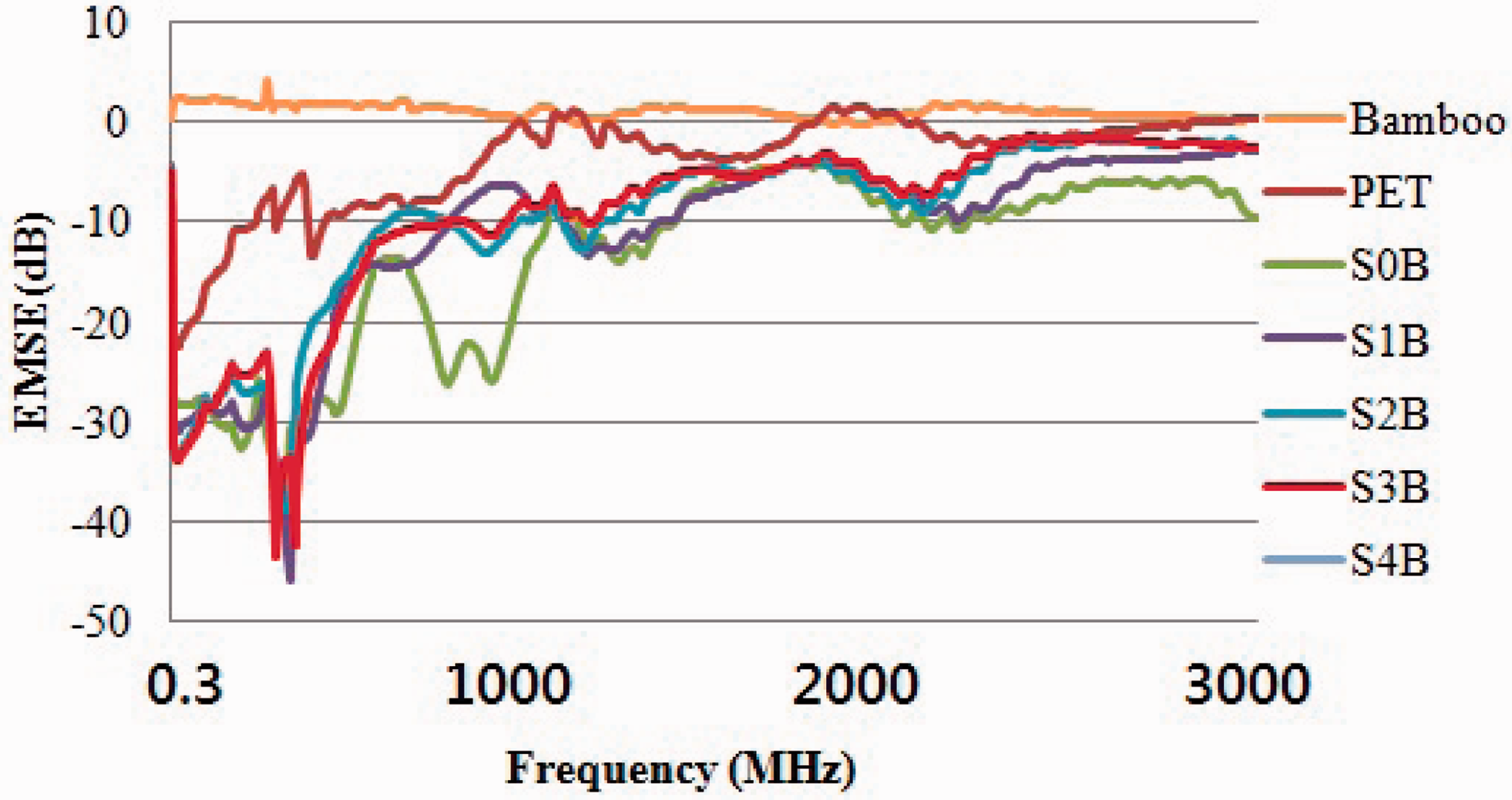
Air permeability
A Textest FX3300 is used to measure the air permeability of the samples, according to ASTM D0730. Twelve samples each measuring 30 × 30 cm2 are tested repeatedly for air permeability for the definitive value.
Results and discussion
Influence of SS content and incident frequency on EMSE of SS/BC conductive fabrics
For SS conductive fabric, fiber dispersion, weaving structure, and fabric thickness all have influence on its EMSE property. The increase of SS content in conductive fabric helps to form conductive web, and thus shielding more EM waves and achieving good EMI shielding effect.
Neither PET fabric nor BC fabric is conductive. Both cannot shield EM waves, and at the same time serve as control groups. Figure 5 shows the influence of the SS content on the EMSE of the six-layer SS/BC conductive fabric. SS wires have good conductivity and permeability, and are able to reflect EM waves, thereby exhibiting a greater EMSE. The greater the cycles of the second yarn feeder were, the lower the amount of SS and the smaller the SS coverage area of SS/BC conductive fabrics were. Therefore, with an increase in the cycles of the second yarn feeder, a greater level of EM waves penetrating the SS/BC conductive fabrics results in a lower EMSE. Accordingly, S0B fabrics containing the largest amount of SS display the optimal EMSE. Because SS fiber is constituted of γ-austenite phase and ferromagnetic ά-martensite crystalline phases and its ά phase exhibited magnetic hysteresis loops, the magnetic loss has occurred to absorb EM wave power during one magnetization–demagnetization cycle.
In addition, PET/SS/BC conductive fabrics exhibit better EMSE at a low frequency. The lower the incident frequency is, the greater the EMSE is. Furthermore, the wavelength of EM waves is longer at a low frequency, and EM waves do not easily penetrate conductive materials. As a result, the intensity of both electrical and magnetic fields of EM waves attenuates easily.
Influence of number of lamination layers and incident frequency on EMSE of PET/SS/BC conductive fabrics
Containing no metallic wires, both PET fabric and BC fabric serve as control groups; EMSE of PET and BC fabrics is shown in Figures 6 and 7. Figures 6–12 show the influence of the lamination number and incident frequencies on EMSE of the PET/SS/BC conductive fabrics.
EMSE of BC fabrics as related to varying numbers of lamination layers (1–6). Bamboo charcoal filaments have a fineness of 70 denier and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of PET fabrics as related to varying numbers of lamination layers (1–6). PET filaments have a fineness of 140 denier and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of S0B fabrics as related to varying numbers of lamination layers (1–6). SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of S1B fabrics as related to varying numbers of lamination layers (1–6). SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of S2B fabrics as related to varying numbers of lamination layers (1–6). SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of S3B fabrics as related to varying numbers of lamination layers (1–6). SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; and the lamination angle is 0°/0°/0°/0°/0°/0°. EMSE of S4B fabrics as related to varying numbers of lamination layers (1–6). SS wires have a diameter of 0.05 mm; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; and the lamination angle is 0°/0°/0°/0°/0°/0°.
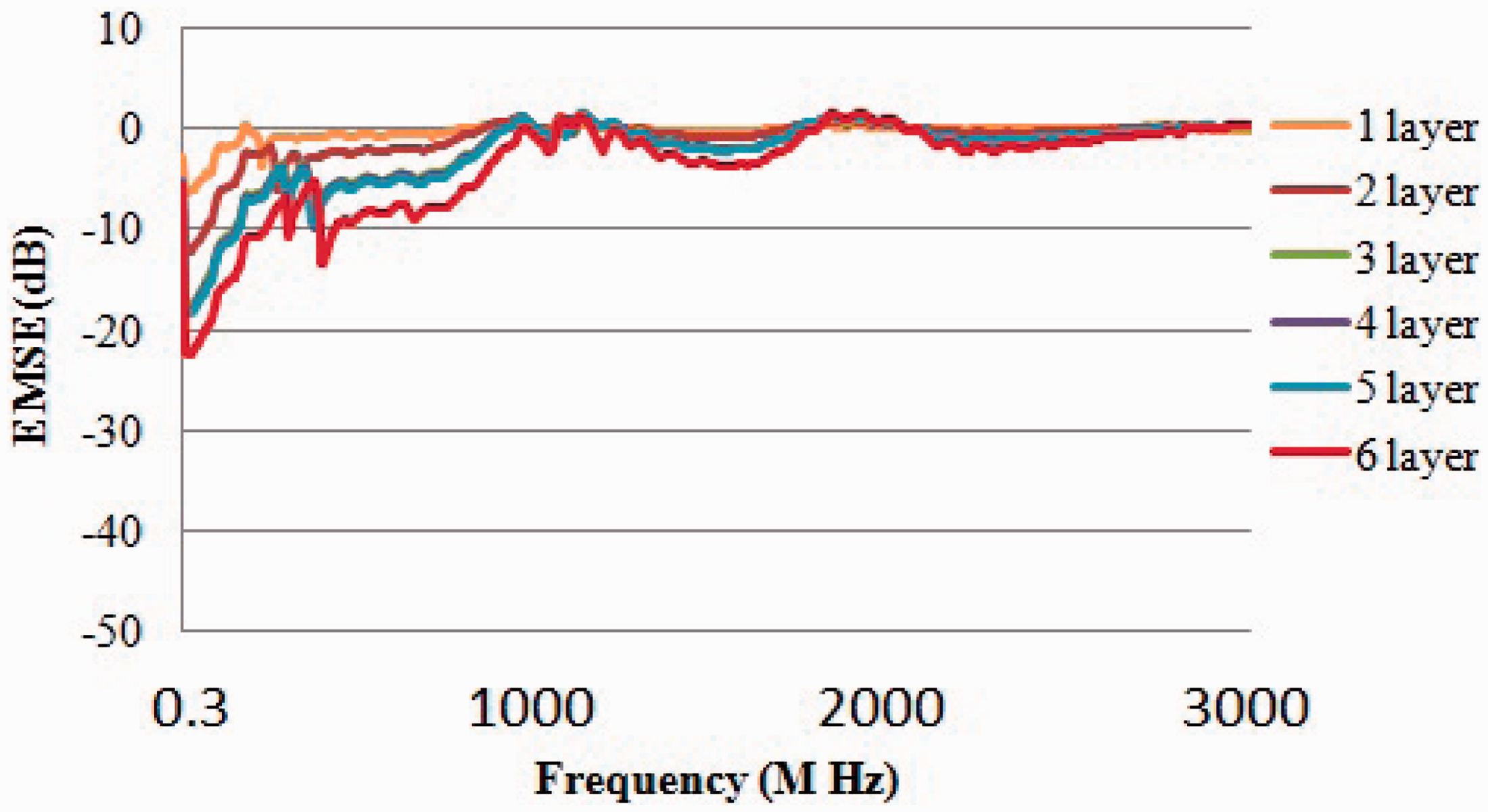


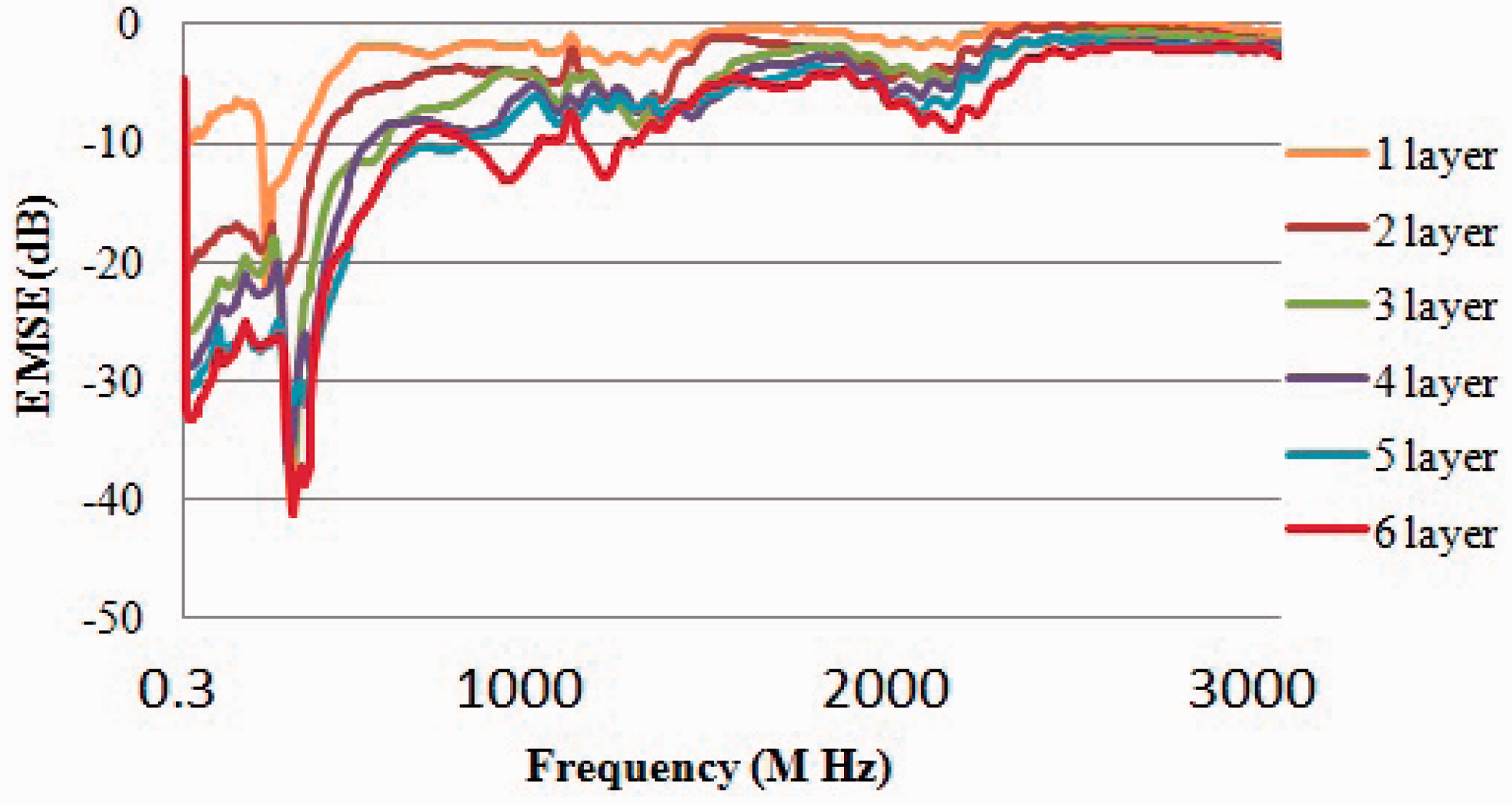


EMSE of the PET/SS/BC conductive fabrics increases with an increase in the number of lamination layers, from one to six layers, which helps the multiple reflections of conductive fabrics and attenuates the energy that EM waves transmit. This attributes to the absorbing ability of the soft magnetic SS fiber for the EM wave. Moreover, the greater the lamination number, the fewer the pores in the conductive fabrics. This prevents EM waves from penetrating the fabric. Therefore, six-layer conductive fabrics exhibit the optimal EMSE.
Figures 8–12 show that EMSE behavior of PET/SS/BC conductive fabrics present different when the incident electrical frequency is between 1300 and 2200 MHz, which is due to the fact that the electrical magnetic wave travels in the form of orthogonalized wave. PET/SS/BC conductive fabrics have special loop structure, thus producing better EMSE at a specific frequency due to their quarter-wave length interference. Generally speaking, these interferences are composed of constructive interference and destructive interference.
With six lamination layers and a wave registering at 2618 MHz, the EMSE of PET/SS/BC conductive fabrics (S1B, S2B, S3B, and S4B) are lower than 10 dB. S0B fabrics, on the other hand, are greater than 10 dB. Because S0B fabrics contain a larger amount of SS evenly distributed throughout the fabric structure, S0B fabrics thus display the optimal EMSE. As far as production cost is concerned, S0B fabrics demonstrate a greater EMSE in comparison with other conductive fabrics; however, the difference is not significant.
Influence of lamination angles on EMSE of PET/SS/BC conductive fabrics
It is concluded that conductive fiber dispersion, weaving structure, and fabric thickness have certain influence on EMI SE property of conductive fabric. Of the whole shield material, varying lamination angle converts the transfer path of conductive network when conductive fabric was exposed among EMF. Furthermore, the cover area of conductive fabric was also changed, and thus the integrity of conductive network resulting in EMI shielding property would be improved.
According to Figures 8 and 13, S0B fabrics exhibit a significant increase in EMSE when laminated at 0°/90°/90°/0°/90°/0°. Following a change in lamination angle of the PET/SS/BC conductive fabrics, the constituent SS wires change their arrangement angles, giving the conductive fabrics a greater coverage area of SS to attenuate and reflect the EM waves. An increase in the number of lamination layers improves the EMSE of the conductive fabrics by creating multiple reflections against EM waves; when the lamination angle of the six-layer conductive fabrics are changed, the EMSE is significantly increased.
EMSE of S0B fabrics with a lamination angle of 0°/90°/0°/90°/0°/90°. The number of lamination layers varies from 1, 2, 3, 4, 5, to 6; the incident frequency is between 300 kHz and 3 GHz; stainless steel wires have a diameter of 0.05 mm; and the twist amount of PET/SS/BC conductive yarn is 6 turns/cm.
Figures 13 and 14 show the influence of the lamination angle on the EMSE of the conductive fabrics. S0B fabrics demonstrate a significant increase in the EMSE, either laminated at 0°/45°/90°/−45°/0°/45° or 0°/90°/0°/90°/0°/90°, indicating that the distribution of SS wires plays an important role in the EMSE. This role is a result of an increase in coverage area of SS in conductive fabrics. In particular, S0B fabrics exhibit an EMSE of 46 dB at 2198 MHz when laminated at 0°/90°/0°/90°/0°/90°, and an EMSE of 62 dB at 2393 MHz when laminated at 0°/45°/90°/−45°/0°/45°.
EMSE of S0B fabrics with a lamination angle of 0°/45°/90°/−45°/0°/45°. The number of lamination layers is 1, 2, 3, 4, 5, or 6; the incident frequency is between 300 kHz and 3 GHz; stainless steel wires have a diameter of 0.05 mm; and the twist amount of PET/SS/BC conductive yarn is 6 turns/cm.
Influence of BC content and number of lamination layers on far infrared emissivity of PET/SS/BC conductive fabrics
With improvement of life standard, human have proposed higher requirements for textiles functionality, such as convenience, comfort, care, and protection. Far-infrared fabric is one of representative products in health-care functional textiles. In this study, EMI shielding fabric prepared by us simultaneously has far-infrared emissivity efficiency, which could promote metabolism and meanwhile shield EM interference to human people.
Figure 15 shows the influence of BC content on far infrared emissivity of PET/SS/BC conductive fabrics. Containing no BC, PET fabrics serve as the control group. BC content of conductive fabrics is raised with an increase in the cycles of the second feeder, from 0 to 4, resulting in a greater far infrared emissivity. BC is composed of metal elements, such as potassium, magnesium, and calcium, and has a compact structure with a great deal of pores. It can absorb the heat from the human body or surrounding environment to emit far infrared rays that the human body can absorb, and impart the resulting fabrics with far infrared emissivity property. The greater the BC content, the higher the far infrared emissivity, hence far infrared emissivity increases with the cycles of the second feeder. This far infrared emissivity tendency presents the same with previous study [19], that is, far infrared emissivity improves with the BC content of fabrics.
Far infrared emissivity of PET/SS/BC conductive fabrics as related to BC content. The number of lamination layers is 1; the twist amount of PET/SS/BC conductive yarn is 6 turns/cm; the diameter of stainless steel wires is 0.05 mm; and BC content of 70D BC filaments and BC roving is 3% and 30%, respectively.
Figure 16 shows that, the far infrared emissivity decreases with an increase in the number of lamination layers. An increase in fabric thickness prevents the heat from distributing evenly. Fabrics release far infrared rays as atoms create electron excitation triggered by the energy after atoms are heated or electromagnetically interacted. Electrons are transited from the orbit of i = k to i = L, and then back to a stable status after being transited back to the orbit of i = k. The latter process creates EM waves. Therefore, if heat cannot be transmitted to the upper layer of fabrics within a short time, the fabrics are not able to release far infrared rays, resulting in a decrease in far infrared emissivity.
Far infrared emissivity of PET/SS/BC conductive fabrics as related to varying numbers of lamination layers (1–6). The twist amount of PET/SS/BC conductive yarn is 6 turns/cm; the diameter of stainless steel wires is 0.05 mm; and BC content of 70D BC filaments and BC roving is 3% and 30%, respectively.
The influence of BC content and number of lamination layers on air permeability of PET/SS/BC conductive fabrics
Figures 17 and 18 show the influence of BC content and number of lamination layers on the air permeability of the PET/SS/BC conductive fabrics. Low air-permeability PET fabrics, not containing BC, serve as the control group. Due to a high shrinkage ratio, the size of the pores between the loops of the PET fabrics is small, resulting in poor air permeability. According to Figure 17, air permeability of S0B fabrics is slightly greater than that of PET fabrics. This is due to the distribution of SS wires in the S0B fabrics, which increases the fabric stability and prevents the voids of loops from shrinking easily.
Air permeability of SS/BC conductive fabrics as related to BC content. The number of lamination layers is 1; the twist amount of SS/BC conductive yarn is 6 turns/cm; the diameter of stainless steel wires is 0.05 mm; and BC content of 70D BC filaments and BC roving is 3% and 30%, respectively. Air permeability of SS/BC conductive fabrics as related to varying numbers of lamination layers (1–6). The twist amount of SS/BC conductive yarn is 6 turns/cm; the diameter of stainless steel wires is 0.05 mm; and BC content of 70D BC filaments and BC roving is 3% and 30%, respectively.

However, S0B fabrics have the lowest air permeability when compared with various SS/BC conductive fabrics. Because S0B fabrics is made by only the first feeder, which uses SS/BC conductive yarn, the larger diameter of yarn causes smaller sized pores and thus a lower air permeability. The air permeability of SS/BC conductive fabrics decreases with an increase in the cycles of the second feeding. The greater the cycles of the second feeder the lower the SS content. The increase in resulting fabric shrinkage results in a decrease in air permeability.
According to Figure 18, when the number of lamination layers increases from one to six, the air permeability descends. The thickness of the SS/BC conductive fabrics increases with an increase in the number of lamination layers, thereby preventing the air from penetrating the fabrics, and thus decreasing the air permeability. When the number of lamination layers is one and six, the optimal air permeability of the SS/BC conductive fabrics is 107–125 and 18–24 cm3/cm2/s, respectively.
Conclusion
This study successfully produced PET/SS/BC conductive fabrics with SS wires/BC conductive yarn and PET plied yarn on an automatic horizontal knitting machine. According to EMSE testing, with an increase in the cycles of the second feeder, from 0 to 4, EMSE of SS/BC conductive fabrics decreases; EMSE of the S0B fabrics is the greatest. With an increase in the number of lamination layers from one to six, EMSE of S0B fabrics increases slightly. Regardless of the number of lamination layers, EMSE of the S0B fabric reaches 10 dB at 2618 MHz. This difference is not significant. With six lamination layers and a lamination angle of 0°/45°/90°/−45°/0°/45° or 0°/90°/90°/0°/90°/0°, EMSE of S0B fabrics increases above 30 dB at 2012–2318 MHz, which is because maximum EM absorption occurs at this frequency range. Moreover, 0°/45°/90°/−45°/0°/45° lamination reaches 22.5 dB at 900 MHz, indicating that conductive fabrics successfully shield EM waves from cell phones.
Far infrared emissivity of SS/BC conductive fabrics increases with an increase in the cycles of the second feeder; and S4B fabrics have the greatest far infrared emissivity of 0.9 ɛ. However, far infrared emissivity of SS/BC conductive fabrics decreases with the increasing number of lamination layers.
In addition, when the number of lamination layers is 1, the optimal air permeabiltiy of all SS/BC conductive fabrics exceeds 100 cm3/cm2/s. The greater the number of lamination layers, the lower the air permeability.
The resulting SS/BC conductive fabrics are able to shield EM waves, and can be applied in the shielding room or EM wave shielding clothes for workers in communication and medicine. The fabrics also have the function of far infrared emissivity and can be used for thermal-retention and health-care blankets, sheets, clothes, and protective clothing.
Footnotes
Funding
This research received financial support from the National Science Council of the Taiwan under Contract NSC-99-2622-E-468-001-CC3.