
Abstract
In this study, functional woven and knitted fabrics consist of stainless steel (SS) composite yarns. SS fibers (0.06 mm) and 500 D polyester (PET) filaments are used as the core with 70 D bamboo charcoal (BC) nylon fibers that are being used as the sheath in order to form the functional SS composite yarns. The test results show that the double-layered knitted fabrics have the optimal far infrared (FIR) emissivity of 0.85 ε, while the five-layered composite woven fabrics at 90° lamination angle have the optimal electromagnetic shielding efficacy between −50 dB and −60 dB. It is anticipated that the functional fabrics can be used in protective cloth and safety appliance.
Keywords
Introduction
People pay considerable attention to the issues of electromagnetic waves. Being used in medicine, measurement engineering, and military fields, electronic devices have brought people convenience [1], but also electromagnetic radiation (i.e. electromagnetic waves). The electromagnetic wave pollution is counted as the fourth pollution nowadays, and it interferes with the equipment, undermines the accuracy, and jeopardizes people's health as in sychasthenia, waning memory, debilitated immune functions, and higher risk of cancers [2]. Therefore, there is a trend of developing electromagnetic shielding materials. Electromagnetic interference shielding effectiveness (EMSE) is defined as using conductive or magnetic materials to block the electromagnetic fields [3–5]. EMSE is dependent on the frequencies of electromagnetic waves, distance of the shielding source, and the thickness and components of the shielding materials. Usually, the shielding materials are required to have electrical conductivity or magnetic conductivity, and commonly used materials include metals, conductive polymers, and carbon materials [6]. Lai et al. deposited Al, Cu, Ag, and Ti at PET films using a vacuum evaporation deposition technique. The films were then trimmed into metallic/PET strips which were proven to have EMSE and also a lower gravity and production cost [7]. Yu et al. used a hollow spindle spinning machine to make multifunctional metal hybrid yarns with stainless steel wires as the core and antibacterial nylon and bamboo charcoal polyester filaments as the sheath. The fabrics made of hybrid yarns were found to have an optimal EMSE of −30 dB when the number of lamination layers was four layers and lamination angle was 90° [8].
Far infrared (FIR) radiation have wavelengths between 4 µm and 1000 µm, and those with wavelengths of 4–14 µm are called as fertility light [9]. When the stabilized atoms are heated by or exposed to electromagnetic waves, the FIR radiation substance, such as boron-silicate mineral and tourmaline, absorbs external energy, which electronically excites the electrons of the outer layer to emit far infrared rays. The electrons change the orbit from i = K to i = L, and then back to i = K again. The shifting electrons release energy and enable specified elements for the emission of FIR rays [8] as in Figure 1. When the human body is in contact with FIR rays, the atoms and molecules inside the body resonate accordingly. FIR rays enter the skin and subcutaneous tissues, after which the water molecules are excited to be at a high vibration status [10]. The molecular vibration causes the friction among molecules and then the presence of heat. As a result, the majority of FIR energy converts into heat energy, demonstrated by a higher temperature of the skin, which stimulates the thermal sensors, and accelerates vasodilation and blood circulation. Subsequently, the active matters in blood vessels are released, which triggers the dilation of microvascular veins, improving the blood circulation. A better metabolism then stabilizes the internally and externally exchange status of matters. FIR energy can be conveyed from a powerful site to a weak site, adjusting the energy balance among organs, as such attain activated tissue cells, prevent aging rate, and strengthen the immune system [11,12].
Schematic diagram of FIR radiation mechanism.
The advances in technology and rise in health regimen make people to emphasize on the functions of what they wear, such as quick dry, thermal insulation, antibacterial properties, and EMSE. In this study, 0.06 mm stainless steel (SS) fibers and 500 D polyester (PET) filaments are used as the core, and 70 D bamboo charcoal (BC) nylon filaments are used as the sheath for the preparation of functional SS composite yarns. The composite yarns are then made into woven and knitted fabrics using a weaving and a knitting machine, respectively. To provide the woven and knitted fabrics with EMSE and FIR radiation, this study primarily adopts metallic wires that are featured with highly absorption loss and highly electrical conductivity and BC nylon filaments in order to create fabrics with more added values. It is anticipated that the functional fabrics can be used in protective cloth and safety appliance.
Experimental
Materials
Stainless steel (SS) wires (Yuen Neng, Taiwan) were made of 316L stainless steel and had a diameter of 0.06 mm. Polyester (PET) filaments (Universal Textile, Taiwan) had a specification of 500D/144f. Bamboo charcoal (BC) nylon filaments (Hua Mao Nano-Tech, Taiwan) had a specification of 70D/48f. Table 1 shows Properties of yarns.
Preparation of functional SS composite yarns
To produce functional SS composite yarns, SS fibers and PET filaments were used as the core, and BC nylon filaments were used as the sheath. The wrapped yarns were made using an automatic covering machine (DH-CR20, Dah Heer Industrial, Taiwan) and different combinations of feeding rate and pick-up rate for wrap counts of 6.5, 8.5, and 10.5 turns/cm. The SS fibers and 500 D PET filaments were fed from the bottom whereas the BC nylon filament was fed in the middle, and the wrapped yarns were collected on the top of the machine (Figure 2). The denier and maximum tensile properties of the composite yarns were examined. Figure 3 showed the stereomicroscopic images of functional SS composite yarns.
Schematic diagram of function SS wires. Stereomicroscopic images of composite yarns made of twist counts of (a) 6.5 turns/cm, (b) 8.5 turns/cm, and (c) 10.5 turns/cm.

Preparation of functional SS composite woven and knitted fabrics
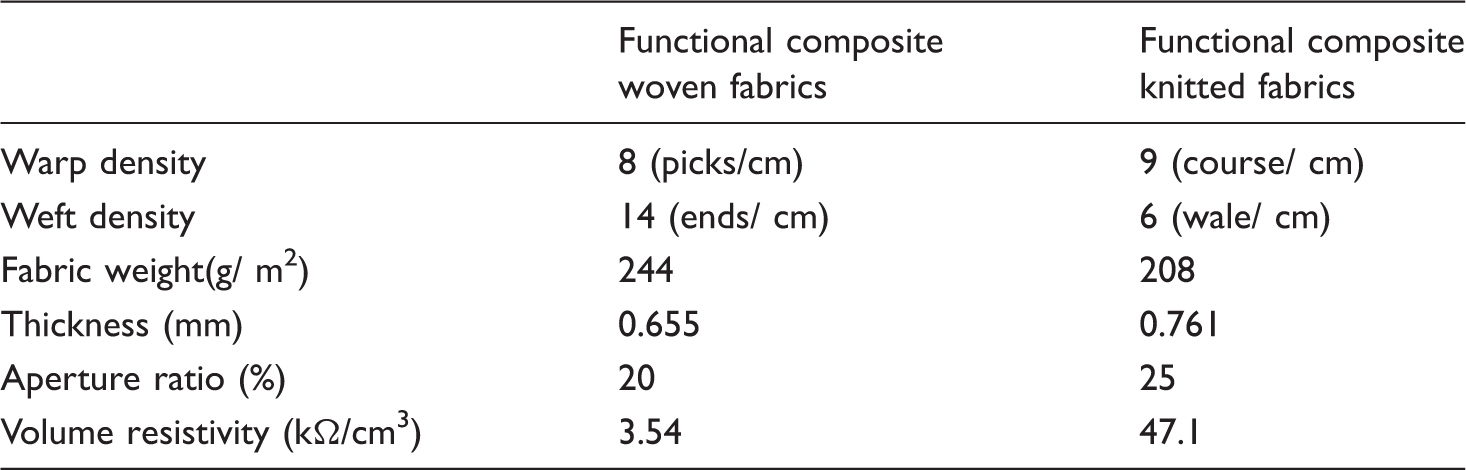
As shown in Figure 4(a) and (b), the composite yarns were then made into woven fabrics and knitted fabrics using a rapier type shuttleless loom machine(KINGSTON®, King Kong Iron Works, Taiwan) and a fully computerized hosiery machine (DK-B318-8, Da Kong, Taiwan), respectively. The weft yarns were composite yarns with a combination of one stainless steel wires, one 500 D PET filaments, and two BC nylon filaments. The warp yarn consisted of only one 500 D PET filaments. On the other hand, the knitted fabrics were made of composite yarns composed of one stainless steel wires, one 500 D PET filaments, and two BC nylon filaments. The tensile properties, air permeability, FIR emissivity, and EMSE of the fabrics were evaluated. Table 2 showed the primitive properties of functional SS composite woven/knitted fabrics.
Stereomicroscopic images of the (a) woven fabrics and (b) knitted fabrics. Properties of yarns. Properties of functional SS composite woven/knitted fabrics.

Tests
Surface observation of wrapped yarns and fabrics
The wrapped yarns and fabrics were observed using a stereomicroscope (SZ-40,Olympus, Japan). The magnification was 20 times for yarns and 10 times for fabrics. Motic Images Plus 2.0 software was used to compute the porosity of the fabrics. Ten samples for each specification were used. Ten samples for each specification are tested.
Yarn denier test
As specified in CNS11263 (the methods of test for spun yarn of 7.4 counts), the composite yarns were tested at a room temperature of 20 ± 2℃ and a relative humidity of 65 ± 2%. Composite yarns at the same length were yielded using a hank reeling machine and then measured for denier and fineness (i.e. tex) using an electronic balance. Five samples for each specification were used.
Tensile property tests of composite yarns
A tenacy and elongation tester (FPA/M, Statimat-M, Textechno, Germany) was used to measure the tensile tenacity and elongation at break of the composite yarns according to ASTM D2256. The distance between the clamps was 250 mm and the tensile rate was 300 mm/min. The test load was 20,000 N. The values are used to compute the mean. Twenty samples for each specification were used.
Tensile property tests of woven and knitted fabrics
Tensile properties were tensile strength and elongation at break. The tensile properties of woven and knitted fabrics were measured using a computer universal testing machine (Hung Ta Instrument, Taiwan) as specified in ASTM D5035-11 and CNS 13752 L3243, respectively. For woven and knitted fabrics, the distances between clamps were 75 mm and 100 mm, the tensile rates were both 300 mm/min, and the sample sizes were 2.5 cm × 15 cm and 2.5 cm × 20 cm, respectively. Ten samples for each specification were used.
Air permeability
The air permeability (cm3/s/cm2) of the woven and knitted fabrics was measured using an air permeability tester (TEXTEST FX3300-IV, Libero Technology, Switzerland) as specified in ASTM D737-04. Samples had a size of 25 cm × 25 cm. The valve of the tester was regulated to control the air flux for the acquisition of accurate air permeability. Ten samples for each specification were used.
FIR emissivity
The FIR emissivity of the woven and knitted fabrics was measured at 10 random spots using an FIR tester as specified in FTTS-FA-010. The tester was heated for 30 min beforehand, thereby being rectified for each test. The number of the lamination layers was 1–5. The test results were recorded for the mean. Ten samples for each specification were used. The FIR emissivity was computed using equation (1) [13].

EMSE measurement
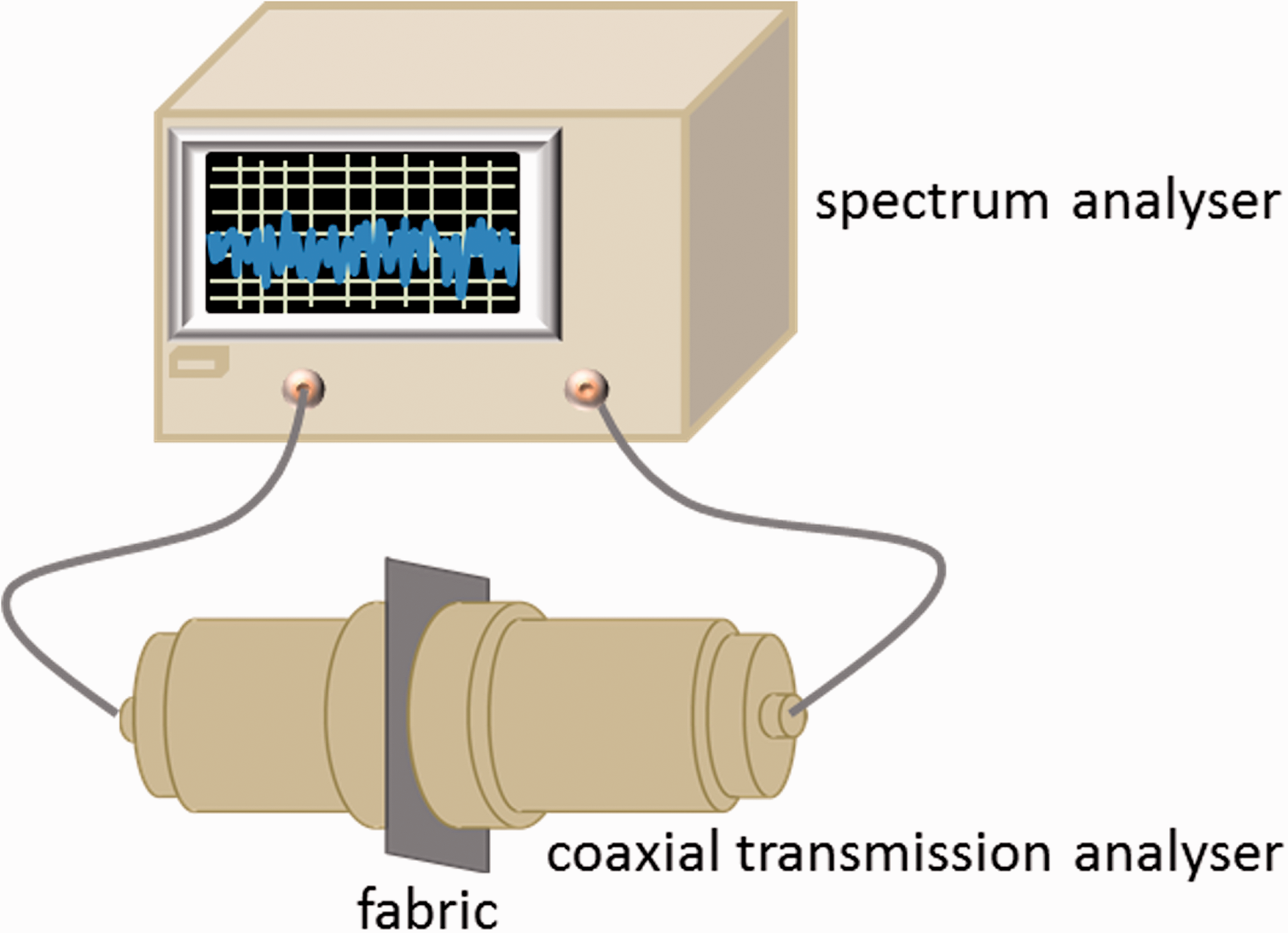
A coaxial transmission fixture (E-Instrument Tech, Taiwan) and a network analyzer (Advantest R3132A, Burgeon Instrument, Taiwan) were used for the EMSE measurement. The EMSE of the samples was measured at a frequency range of 0.3–3 GHz as specified in ASTM D4935-10. The tester was rectified with a washer type specimen denoted as SERef, which had the same thickness of woven/knitted fabrics that were denoted as SELoad. Samples were laminated with one to five layers at 0°, 45°, and 90° lamination angles, and tested for the EMSE. The real EMSE was SELoad – SERef. EMSE was computed using equation (2) where P1 was the receiving work in watts of the sample and P2 was the receiving work in watts when sample was absent. Figure 5 shows the schematic diagram of the EMSE test. EMSE was a logarithm of EMSE before and after the shied was present indicating the attenuation level of electromagnetic waves by a unit of decibel (dB).
Schematic diagram of the EMSE tester [14].
Results and discussion
Fineness and tensile properties of composite yarns
Specifications of composite yarns.

The maximum breaking strength of the composite yarns slightly decreases when the wrap counts increase. During the maximum breaking strength test, the composite yarns bear the stress primarily along the vertical direction. Figure 6 shows that compared to a large wrap counts, small wrap counts cause a smaller wrap angle formed by the sheath and core as well as a higher component force along the axial direction. Consequently, smaller wrap counts provide the wrapped yarns with a higher tensile expansion along the axial direction [15]. There are no significant differences in the maximum elongation at break among all composite yarns, which is ascribed to the high strength 500 D PET filaments. The same constituent PET filaments have a maximum elongation at break of 6.5%. It was the PET filaments that break first when an externally tensile force is exerted which leaves SS wire and the BC nylon filament account for the maximum elongation at break. The maximum elongation at break of BC nylon filaments is 26.5%, and all composite yarns have comparable elongation at break without significant differences.
Schematic diagram of stress and component force of composite yarns made of (a) low wrap counts and (b) high wrap counts.
Tensile properties of functional composite woven and knitted fabrics
Figure 7(a) and (b) shows the maximum breaking strength and maximum elongation at break of functional composite knitted fabrics and woven fabrics. For the woven fabrics, the maximum breaking strength along the weft direction is higher than that along the warp direction. However, the case for the functional composite knitted fabrics is opposite. When the woven fabrics are trimmed into the sample size, the stabilized structure is damaged, which in turn causes slippage. Therefore, the maximum breaking strength is equivalent to the strength of the fiber bundles. The weft yarns of the woven fabrics are composite yarns composed of one stainless steel wires, one 500 D PET filaments, and two BC nylon filaments. By contrast, the warp yarn consists of only one 500 D PET filaments. As a result, the woven fabrics have greater maximum breaking strength along the weft direction. By contrast, the knitted fabrics are knitted along the weft direction, allowing the loops to interlock along the warp direction. Therefore, the maximum breaking strength of knitted fabrics along the weft direction is higher.
(a) The maximum breaking strength and (b) the maximum elongation at break of functional composite woven and knitted fabrics.
Figure 7(b) shows that the knitted fabrics have greater elongation at break than woven fabrics. Regardless of whether it is knitted fabrics or woven fabrics, the maximum elongation at break along the weft direction is higher than that along the warp direction. As mentioned previously, the weft yarns of woven fabrics are composed of more yarns, and thus the maximum elongation at break along the weft direction is higher. Moreover, the knitted fabrics are composed of interlocked loops in three-dimensional measure. The expansion of knitted fabrics renders loops with deformation, which makes the yarns to slip along the weft direction, which is ascribed for the higher elongation at break along the weft direction.
Air permeability of functional composite woven and knitted fabrics
Figure 8 shows the air permeability of the woven and knitted fabrics as related to the number of lamination layers. The air permeability is inversely proportional to the number of lamination layers. When the woven and knitted fabrics are composed of more layers, the compact structure prevents the air flux. Subsequently, the air permeability has a decreasing trend. In addition, the knitted fabrics have higher air permeability than the woven fabrics, which is ascribed the low warp density, low weft density, and high porosity of woven fabrics as seen in Table 2.
Air permeability of woven and knitted fabrics as related to the number of lamination layers.
FIR emissivity of functional composite woven and knitted fabrics
Figure 9 shows the FIR emissivity of woven and knitted fabrics. The woven fabrics outperform knitted fabrics in terms of FIR emissivity and EMSE. This result is ascribed to the fact that the woven fabrics have a smaller porosity and greater weft density than those of the knitted fabrics. For both woven and knitted fabrics, single-layered fabrics have the maximum porosity and low weft/warp density, which adversely affect the FIR emissivity. Two-layered woven/knitted fabrics have the optimal FIR emissivity of 0.85 ε, which reaches the FIR emissivity standard. However, for both woven and knitted fabrics, a three- to five-layered lamination causes a decreasing FIR emissivity. More lamination layers increases both the content of FIR powders per unit area and the thickness of the fabrics, the latter of which hinders the heat transit. As a result, the FIR powders from the yarns absorb less heat to be converted into FIR radiation. Therefore, multiple-layered fabrics demonstrate a lower temperature rise rate, which hampers the heat absorption of FIR powders in the yarns and eventually decreases the FIR emissivity. To sum up, the FIR emissivity is not proportional to the number of lamination layers, but the woven/knitted fabrics achieve the optimal FIR emissivity when composed of an appropriate number of lamination layers [16].
FIR emissivity of woven and knitted fabrics as related to the number of lamination layers.
EMSE of functional composite woven and knitted fabrics
The EMSE of woven fabrics (Figure 10(a) to (c)) and knitted fabrics (Figure 10(d) to (f)) are displayed as related to the numbers of lamination layers (1–5 layers) and the lamination angles (0°, 45°, and 90°). For both woven and knitted fabrics at 0° lamination angle, regardless of whether the number of lamination layers is one, two, three, four, or five layers, the EMSE does not fluctuate significantly. However, 45° and 90° lamination angles improve the EMSE of woven/knitted fabrics at medium/high frequencies. Five-layered woven fabrics at 90° lamination angle have EMSE of 20–40 dB that shields 99–99.99% of electromagnetic waves, and five-layered knitted fabrics at 90° lamination angle have EMSE of 40–60 dB that shields 99.99–99.9999 % of electromagnetic waves [17].
EMSE of functional SS composite woven fabrics (first row) and knitted fabrics (second row) with corresponding 0°, 45°, and 90° lamination angles in the three columns.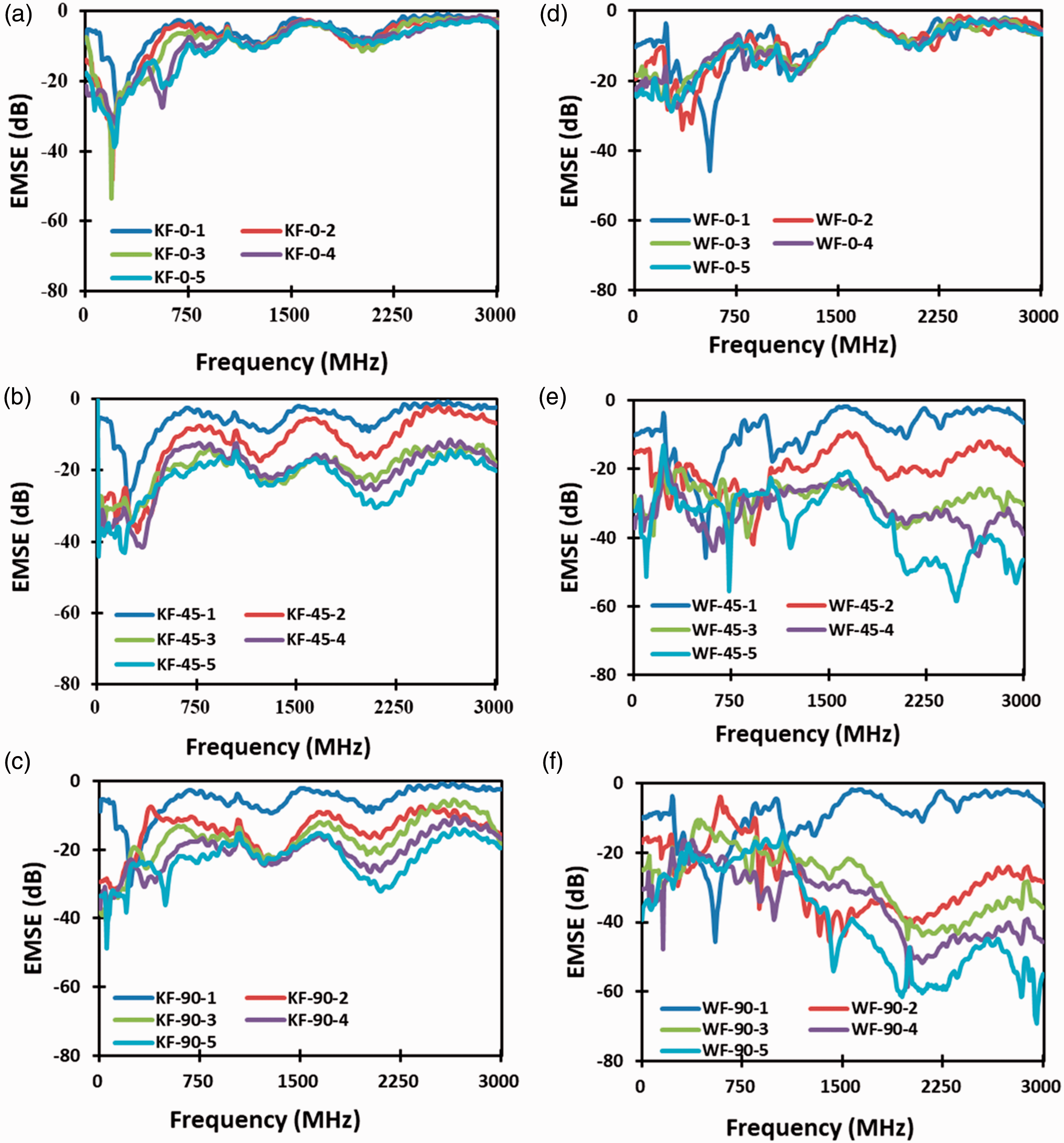
Variations in number of lamination layers and lamination angle allow a wider dispersion of metallic wires per unit area of fabrics, thereby resisting the penetration of high-energy and short-length electromagnetic waves. Hence, increasing the lamination layers and angles contribute to a greater EMSE. Furthermore, woven fabrics have higher EMSE than knitted fabrics. The three-layered woven fabrics have comparable EMSE to that of five-layered knitted fabrics. Because the weft density of the woven fabrics (14 ends/cm) is 2.3 times that of knitted fabrics, the woven fabrics that have SS/PET/BC nylon composite weft yarns have higher EMSE than the knitted fabrics [18–20].
Conclusion
This study successfully prepares functional SS composite yarns and woven/knitted fabrics. The maximum breaking strength of the composite yarns is 22.3 cN/dtex when the wrap counts is 6.5 turns/cm. The elongation at break of the composite yarns decreases when wrap counts increase. Moreover, the maximum breaking strength of woven fabrics along the weft direction is 319.25 N, which is higher than that along the warp direction, but the opposite is the case for the knitted fabrics. The knitted fabrics have the maximum breaking strength along the warp direction as 193.6 N. Furthermore, the maximum air permeability of the woven fabrics is higher than that of the knitted fabrics. In particular, single-layered woven fabrics have the maximum air permeability of 640 cm3/s/cm2. Regardless of whether it is the woven or knitted fabrics, a double-layered lamination yields an optimal FIR emissivity of 0.85 ε. Finally, the woven fabrics laminated with different layers at diverse angles can shield 9.99–99.9999% of high frequent electromagnetic waves. The proposed functional SS composite woven/knitted fabrics are proven to provide different fabric structures to suit the ultimate uses.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors specially thank the Ministry of Science and Technology of Taiwan for financially supporting this research under Contract MOST 107-2622-E-035 -011 -CC3.