
Abstract
In this study, a composite plain material is composed of woven fabrics containing metal wire with shielding ability and polyester filament that can provide flexibility and far-infrared emissivity. Furthermore, a wrapping process is used to form metal/far-infrared–polyester wrapped yarns, which are then made into metal/far-infrared–polyester woven fabrics. The effects of using stainless steel wire, Cu (copper) wire, or Ni–Cu (nickel-coated copper) wire on the wrapped yarns and woven fabrics are examined in terms of tensile properties, electrical properties, and electromagnetic shielding effectiveness. Moreover, SS+Cu+Ni-Cu woven fabrics have maximum tensile strength, while SS+Ni-Cu woven fabrics have the maximum elongation and SS+Cu+Ni-Cu woven fabrics have the lowest surface resistivity. Stainless steel composite woven fabrics have far-infrared emissivity of 0.89 when they are composed of double layers. electromagnetic shielding effectiveness test results indicate that changing the number of lamination layers and lamination angle has a positive influence on electromagnetic shielding effectiveness of woven fabrics. In particular, SS+Cu+Ni-Cu woven fabrics exhibit electromagnetic shielding effectiveness of −50 dB at a frequency of 2000–3000 MHz when they are laminated with three layers at 90°.
Keywords
Introduction
Electrical products and instruments have been widely applied as a result of the rapidly progressing development and advancement of technology. These products bring people convenience, but simultaneously cause damage to people’s health. According to the 2016 report of the World Health Organization (WHO), all people have been exposed to electromagnetic fields at various levels. This problem becomes more severe with the continuous advancement of technique, and effective solutions are needed [1]. Electromagnetic waves are composed of electric fields and magnetic fields, both of which are perpendicular and at the same oscillating phase, while transmitting energy and momentum via waves in space [2]. Electromagnetic waves may jeopardize human cells based on their frequency, intensity of electric and magnetic field, as well as direction and polarization of electromagnetic waves [2]. In addition, according to an official WHO report in 2014, the International Agency for Research on Cancer attributed the electromagnetic fields generated by mobile phones as a potential factor that causes cancer in the human body, and have implemented related studies on the potential effect of using mobile phones on a long-term basis. The interaction between radiofrequency and the human body results in tissue heating. The majority of electromagnetic waves are absorbed by the skin or superficial tissues, which results in an increase in the temperature of the adjacent organs. Although there is no solid evidence available suggesting the causation of electromagnetic waves and the affliction of cancers, professionals and scholars strongly recommend not to stay in environments where there are abundant of electromagnetic waves for a long periods of time [3].
Materials that are commonly used to shield electromagnetic waves include metal [4–6], conductive polymers [7], ferromagnetic materials [8], and carbon materials [9–14]. The features of these materials that attenuate electromagnetics are a reflection mechanism for conductive materials, and an absorption mechanism for magnetic permeability materials and carbon materials [15,16]. Metallic materials feature good conductivity, but they are costly, heavy, and subject to oxidation and corrosion [17]. In order to overcome these disadvantages, some scholars use coating of a metallic layer [18–21]. Shinagawa et al. [22] electrolessly coated polyethylene terephthalate (PET) fibers (0.5–2.0 mm in length and 14 µm in diameter) in nickel or copper-coated nickel. These coated fibers were blended with wood pulp and paper pulp to form conductive papers. The conductive papers have significantly lower weight, production cost, and rigidness; they have an average electromagnetic shielding effectiveness (EMSE) of −40 dB in a frequency range of 10–500 MHz [22]. Perumalraj and Dasaradan [23] used nickel-coated copper fibers, which were made using electroless coating, as the core. PET fibers served as the sheath to form conductive composite fabrics. These fabrics had EMSE of −30 dB at a frequency between 200 MHz and 1000 MHz [23]. However, the electromagnetic shielding fabrics that are composed using coating techniques cannot withstand washing, and the coating layers fall off as a result of long-term use. Ortlek et al. [24] combined stainless steel (SS) wires and polyester fibers to form SS/PET hybrid yarns using a hollow spindle covering machine. The hybrid yarns are then made into composite woven fabrics, which proved to have EMSE of −25 to −65 dB at 30 MHz–9.93 GHz [24]. Krishnasamy et al. [25] combined SS filaments, carbon filaments, and polypyrrole (PP) filaments to form C/SS/PP hybrid yarns using a direct twisting machine. The hybrid yarns were then made into C/SS/PP woven fabric. The test results indicated that the EMSE of woven fabrics pertained to different fabric parameters and the number of fabric layers [25]. Moreover, metallic wires can be combined with natural filaments and synthetic filaments to form metallic composite yarns [26], and these yarns can be made into composite metallic fabrics [24,27–31]. This method provides fabrics with EMSE and improves the shortcoming of metallic coated fabrics, which is that coated fabrics cannot bear washing and are unsuitable for long-term use.
In recent years, people have become more consciousness of health, and healthcare textiles, such as far-infrared (FIR) textiles, have been developed to ensure good quality of life. FIR radiation (3–1000 µm) is one kind of radiation emitted by the sun, which can penetrate skin and reach subcutaneous tissues. In particular, FIR radiation at a wave length of 4–14 µm is called biogenetic radiation [32]. The FIR radiation that the human body can emit is around 9 µm; therefore, FIR radiation of 4.0–14 µm is able to trigger interaction with the human body, contributing to optimal absorption and being transformed into internal energy, which is closely associated with human health. According to FTTS-FA-010, FIR radiation of beyond 0.8 has a positive influence on the human body. Lin et al. [33] fabricated elastic warp–knitted fabrics using nylon filaments that emit FIR radiation, and SS wires. These fabrics exhibited EMSE that was beyond 0.8 [33]. Yu et al. [30] processed nylon filaments containing 1.2% bamboo charcoal into composite woven fabrics. The experimental results indicated that the fabrics exhibit EMSE of 0.86 [34]. Li et al. [35] used bamboo charcoal filaments, copper wires, and phase-change materials to make elastic warp–knitted fabrics, which also exhibited EMSE of 0.9 [35].
This study aims to develop functional composite woven fabrics that exhibit EMSE and emit FIR radiation, and we anticipate that these woven fabrics can be used in everyday commodities that improve life quality and health. Therefore, three metallic wires containing SS, copper, and nickel–copper are used as the core. FIR PET fibers are used as the sheath. The resulting metal/FIR-PET wrapped yarns are made into metal/PET woven fabrics via a weaving process. Finally, the EMSE and FIR emissivity of the woven fabrics are evaluated in terms of structural parameters, thereby determining their influence.
Experimental
Materials
Physical properties of raw materials.

SS: stainless steel; FIR: far-infrared; PET: polyethylene terephthalate.
Methods
Preparation of metal/FIR-PET-wrapped yarns
An automatic covering machine (DH CR-20, Dah Heer Industrial Co., Ltd., Taiwan) is used to form three metal/FIR-PET wrapped yarns with a constant sheath of 75D FIR-PET filaments, indicated in Figure 1. During the process, the sheath materials are placed at B and C, and the core material is placed at the bottom A. The twist directions of B and C are counterclockwise and clockwise directions, and thus lead to a Z-twist and S-twist wrapped yarns, respectively. The working direction is from the bottom and upward to D to obtain metal/FIR-PET wrapped yarns. The cores are SS, Cu, and Ni–Cu wires. According to different combinations of core, the composite wrapped yarns are simplified as SS, SS+Cu, SS+Ni-Cu, and SS+Cu+Ni-Cu wrapped yarns, which are indicated in Figure 2(a)–(d).
Schematic illustration of wrapping process of metal/FIR-PET wrapped yarns. Stereomicroscopic images (30×) of metal/FIR-PET wrapped yarns and metal/FIR-PET woven fabrics of (A and a) SS, (B and b) SS+Cu, (C and c) SS+Ni-Cu, and (D and d) SS+Cu+Ni-Cu.

Preparation of metal/FIR-PET woven fabrics
Physical properties of various metal/FIR-PET woven fabrics.

SS: stainless steel; FIR: far-infrared; PET: polyethylene terephthalate.
Tests of metal/FIR-PET wrapped yarns
Tensile tests
Tensile tenacity, tensile strength, and strength efficiency of wrapped yarns are measured using an automatic tensile tester (FPA/M, Statimat-M, Textechno Ltd., Germany), as specified in ASTM D2256/D2256M-10 (2015). The distance between gauges is 250 mm and the tensile speed is 300 mm± 10/min. Twenty samples for each specification are used for each test in order to determine the mean. The strength efficiency of wrapped yarns is computed using the following equation [36,37].

Electrical resistance tests
This test follows AATCC Test Method 84-2005 (2007). The metal/FIR-PET wrapped yarns are measured for the electrical resistance using a 6.5 digital multimeter (M3500A, PICOTEST Co., Ltd., Taiwan) equipped with metal probes. Ten samples of each specification are measured for electrical resistance in order to determine the mean.
Tests of metal/FIR-PET woven fabrics
Tensile tests
Tensile stress and elongation of metal/FIR-PET woven fabrics are measured using a computer universal testing machine (Hung Ta Instrument Co., Ltd., Taiwan), according to ASTM D 5035-11 (2015). Ten samples are taken along the warp direction and the weft direction for each specification, respectively. Samples have a size of 35 mm× 150 mm. The test rate is 300 mm± 10/min.
Air permeability test
The air permeability of metal/FIR-PET woven fabrics is measured using an air permeability tester (TEXTEST FX 3300-IV, Libero Technology Co. Ltd., Taiwan) according to ASTM D737-04 (2016). During the measurement, the wind flux is manipulated using different settings of the tester. Twelve spots in one sample are measured for air permeability in order to determine the mean.
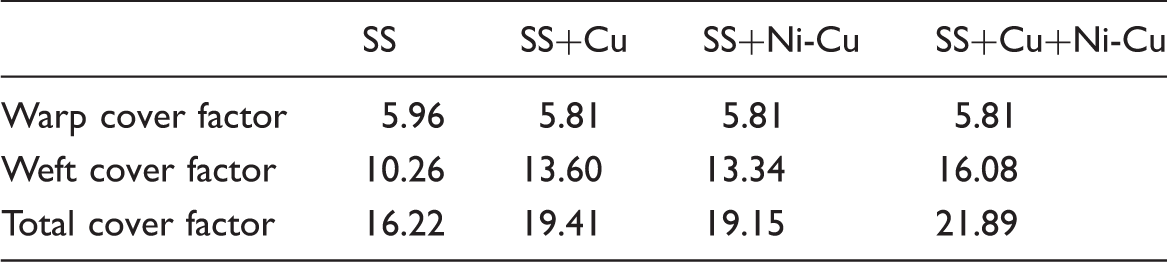
The level of the surface area of the metal/FIR-PET woven fabrics can be evaluated by the cover factor, which is related to the covered yarns. Furthermore, the cover factors are referred as warp cover factor and weft cover factor, and the sum of these factors are regarded as total cover factor. Equation (2) of cover factor is listed as follows.

Electrical surface resistivity test
This test follows AATCC Test Method 76-2000 (E2008). The metal/FIR-PET woven fabrics are mounted on a Teflon plate in order to have insulation. Twenty spots of the sample are measured for the electrical surface resistivity using a surface resistivity probe and RT-1000 Megohmmeter (Static Solutions Inc., US), in order to determine the mean.
FIR emissivity test
When electrons are excited, the energy absorbed and released by electron migration and heat radiation generates the FIR radiation. The FIR emissivity of metal/FIR-PET woven fabrics is measured using a FIR emissivity analyzer (TSS-5X, Desunnano Co., Ltd., Japan) as specified in FTTS-FA-010. During the process, the metal/FIR-PET woven fabric is place at the aluminum plate, and the black body tester produce heat energy in order to excite the FIR ray of metal/FIR-PET woven fabric as shown in Figure 3. Ten samples for each specification are used for this test in order to determine the mean.
Schematic diagram of far infrared emissivity analyzer.
Electromagnetic shielding effectiveness (EMSE)
Generally speaking, the mechanisms of shielding materials can be separated into three types including reflection, absorption, and multiple reflection, and thus the remaining electromagnetic radiations transmit from the interior of materials as illustrated in Figure 4. Besides, the main shielding mechanism of metal material is based on the reflection of material’s surface that can reflect the external electromagnetic radiation due to the discontinuous impedance between air and metal materials. As specified in ASTM D4935-10, the EMSE of metal/FIR-PET woven fabrics is measured using an electromagnetic shielding analyzer (E-Instrument Tech Ltd., Taiwan.) that is equipped with a coaxial transmission analyser and a spectrum analyser. The scanning frequency is between 500 MHz and 3000 MHz and EMSE is presented in dB.
Shielding mechanisms of shielding materials.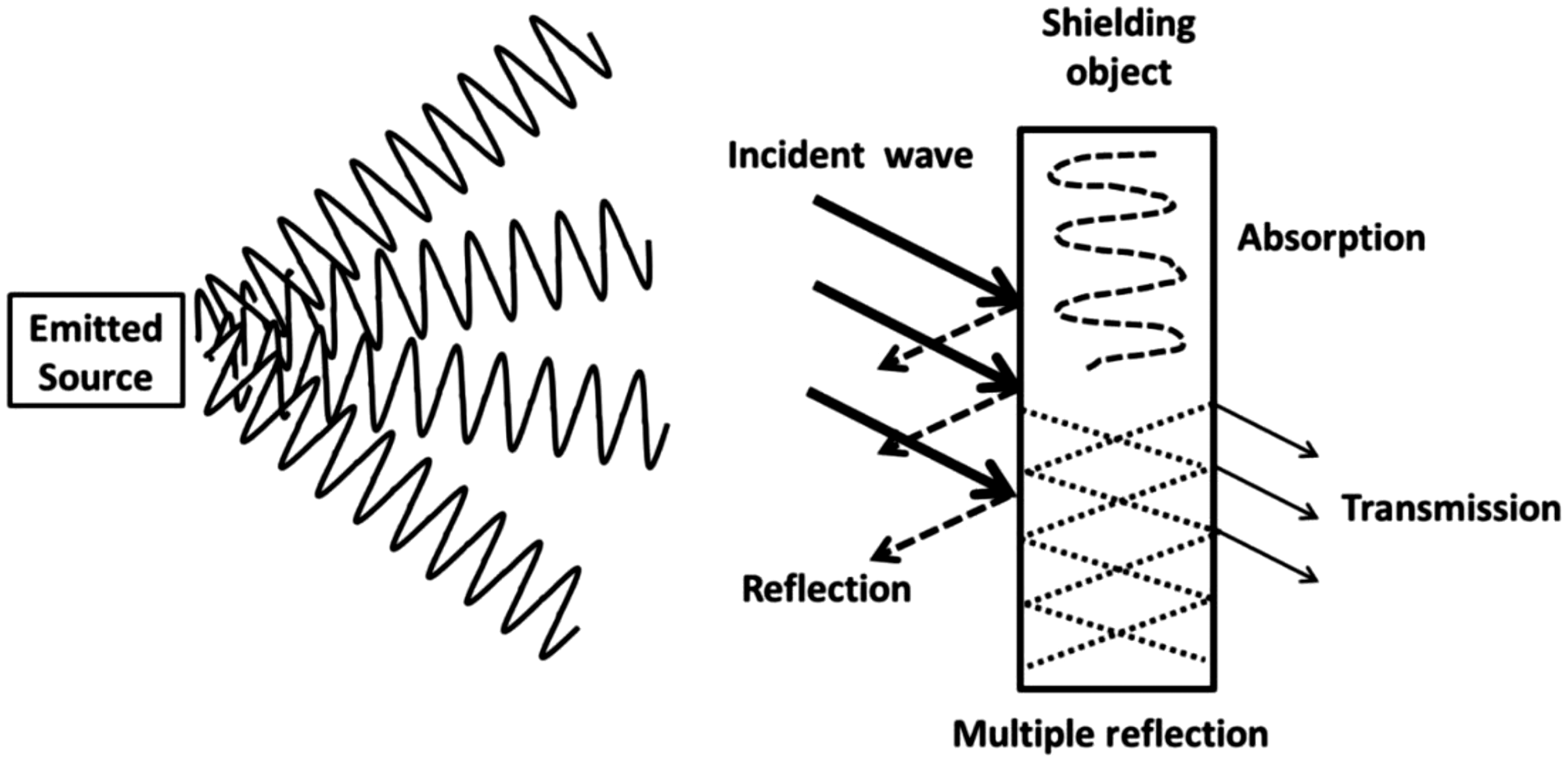
Results and discussion
Tensile properties of metal/FIR-PET wrapped yarns
Tensile properties of various metal/FIR-PET wrapped yarns.

SS: stainless steel; FIR: far-infrared; PET: polyethylene terephthalate.
Electrical resistance of metal/FIR-PET wrapped yarns
Electrical resistance of metal/FIR-PET wrapped yarns.

SS: stainless steel; FIR: far-infrared; PET: polyethylene terephthalate.
Tensile properties of metal/FIR-PET woven fabrics
The tensile properties of metal/FIR-PET woven fabrics are shown in Figure 5. Figure 5(a) shows that the tensile strength of nonwoven fabrics along the warp direction is greater than that along the weft direction. The woven fabrics are composed of 500D PET filaments as the warp yarns, and four metal/FIR-PET wrapped yarns as the weft yarns. The PET filaments have intrinsic tensile strength that is greater than that of the weft yarns, and thus enables the woven fabrics to bear higher tensile force along the warp direction. Moreover, there is no significant difference in the tensile strength of the woven fabrics along the weft direction. As woven fabrics are interlaced with the warp and weft yarns, the tensile strength of woven fabric along the weft direction primarily depends on the fabric structure. The tensile strengths along the weft direction of different metal/FIR-PET woven fabrics are similar, which is in conformity with the tenacity of the metal/FIR-PET wrapped yarns.
(a) Tensile stress and (b) elongation of metal/FIR-PET woven fabrics.
In addition, the elongation of metal/FIR-PET woven fabrics along the warp direction is greater than that of metal/FIR-PET woven fabrics along the weft direction. The elongation along the warp direction depends on 500D PET filament, while that along the weft direction depends on the metal/FIR-PET wrapped yarns. As PET filaments have greater elongation than metallic wires, the woven fabrics thus have a higher elongation along the warp direction. This result confirms the fact that the SS+Cu+Ni-Cu wrapped yarns have the lowest elongation.
Surface resistivity of metal/FIR-PET woven fabrics
Figure 6 shows the surface resistivity of metal/FIR-PET woven fabrics, and SS+Cu+Ni-Cu woven fabrics have the lowest surface resistivity. The weft yarns of woven fabrics are metal/FIR-PET wrapped yarns. The wrapped yarns are composed of metallic wires as the core and PET filaments as the sheath. The nonconductive sheath enwraps the electrically conductive cores to prevent exposure of the core. When the number of the wires in the core increases, the sheath content is constant. This results in an incomplete enwrapping, which exposes more of the metallic wires and decreases the surface resistivity. Compared to other metal/FIR-PET woven fabrics, SS woven fabrics exhibit the highest surface resistivity, as they contain wrapped yarns which are composed of a core of only one SS wire (Table 4).
Surface resistivity of metal/FIR-PET woven fabrics.
Air permeability of metal/FIR-PET woven fabrics
Figure 7 shows the air permeability of metal/FIR-PET woven fabrics in relation to the number of lamination layers (single, double, and triple layers). The air permeability is inversely proportional to the number of lamination layers. The thickness of the woven fabrics increases when they are composed of more layers. Therefore, the woven fabrics have a lower amount of pores, which makes air transmission difficult. In particular, SS woven fabrics exhibit the maximum air permeability, which is ascribed to the fineness of SS cores. SS cores are the finest, which gives the woven fabrics a larger pore size, facilitating air flow, and also indicated that the SS/FIR-PET woven fabric has the lowest cover factor led to a highest air permeability among the groups (as shown in Table 5). Table 2 indicates that four metal/FIR-PET woven fabrics have similar warp density, weft density, and thickness; therefore, there is no significant difference in the air permeability of all single-layer woven fabrics.
Air permeability of metal/FIR-PET woven fabrics in relation to number of lamination layers. Cover factor of metal/FIR-PET woven fabrics. SS: stainless steel; FIR: far-infrared; PET: polyethylene terephthalate.
FIR emissivity of metal/FIR-PET woven fabrics
Figure 8 shows the FIR emissivity of metal/FIR-PET woven fabrics in relation to number of lamination layers (single, double, and triple layers). The FIR emissivity of all single-layered woven fabrics is below 0.8, and that of all double-layer woven fabrics is beyond 0.85. During the FIR emissivity measurement of woven fabrics, the black body detector generates heat, which causes the ceramic powders of FIR-PET filaments to emit FIR radiation. Unlike a single-layered structure, a double-layered structure helps the woven fabrics to preserve the energy released by the black body detector, and also provides the woven fabrics with a larger quantity of FIR-PET fibers. Both increase the FIR emissivity of woven fabrics. However, the triple-layered woven fabrics have FIR emissivity, which resembles that of double-layered woven fabrics. This result is due to the fact that the FIR radiation per unit area reaches the maximum level in double-layered woven fabrics, and the FIR emissivity of triple-layered woven fabrics thus does not fluctuate.
FIR emissivity of metal/FIR-PET woven fabrics in relation to number of lamination layers.
Electromagnetic shielding effectiveness of metal/FIR-PET woven fabrics
Figure 9 shows the EMSE of metal/FIR-PET woven fabrics in relation to the number of lamination layers (single, double, and triple layers). The shielding textiles are required to have EMSE of -30 dB for standard I, −20 dB for standard II, and −10 dB for standard III. All single-layered woven fabrics exhibit EMSE of −10 to −15 dB (500–1300 MHz) and −10 to 0 dB (1500–3000 MHz) as in Figure 9(a). The woven fabrics are composed of metal/FIR-PET wrapped yarns as weft yarns, and the constituent 500D PET filaments as the warp yarns. They fail to form an effective conductive network due to the presence of the crossing points of these yarns. Figure 9(b) and (c) shows that using a double- or triple-layered structure also does not significantly improve the EMSE of the woven fabrics, demonstrated by EMSE that is less than −30 dB.
EMSE of metal/FIR-PET woven fabrics at a lamination angle of 0° and (a) single, (b) double, and (c) three lamination layers.
Figure 10 shows an illustration of 0° lamination with different numbers of lamination layers. Although the metallic content per unit area increases as a result of more layers of woven fabrics, these woven fabrics cannot construct an effective conductive network. These woven fabrics are not able to prevent the penetration of electromagnetic waves that have high frequency, high energy, and short wavelength. As a result, regardless of the number of lamination layers, all woven fabrics are not qualified for use as industrial shielding textiles.
Schematic illustration of the conductive network of woven fabrics at a lamination angle of 0°.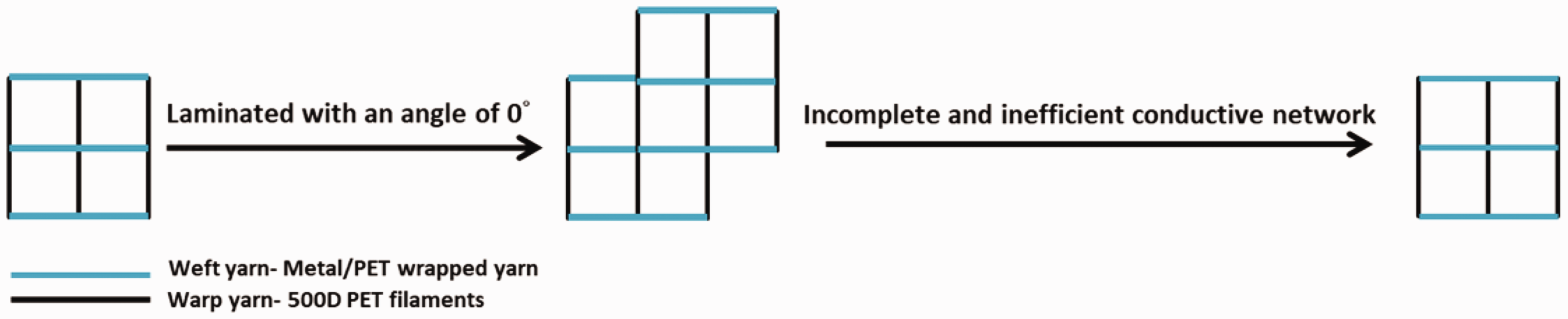
Figure 11 shows the EMSE of metal/FIR-PET woven fabrics in relation to different combinations of number of lamination layers (single, double, and triple layers) and lamination angles (45° and 90°). The EMSE of woven fabrics pertain to the lamination angles: the woven fabrics at a lamination angle of 90° exhibit greater EMSE at a frequency of 1500–3000 MHz, compared to those at a lamination angle of 45°. The variation in lamination angle effectively forms an electrically conductive network that limits the penetration of high-frequency electromagnetic waves through the shielded object. Changing the lamination angle thus efficiently attenuates the electromagnetic waves, thereby improving the EMSE of the woven fabrics.
EMSE of metal/FIR-PET woven fabrics with lamination angle and number of lamination layers of (a) 45°/double layers, (b) 45°/three layers, (c) 90°/double layer, and (d) 90°/three layers.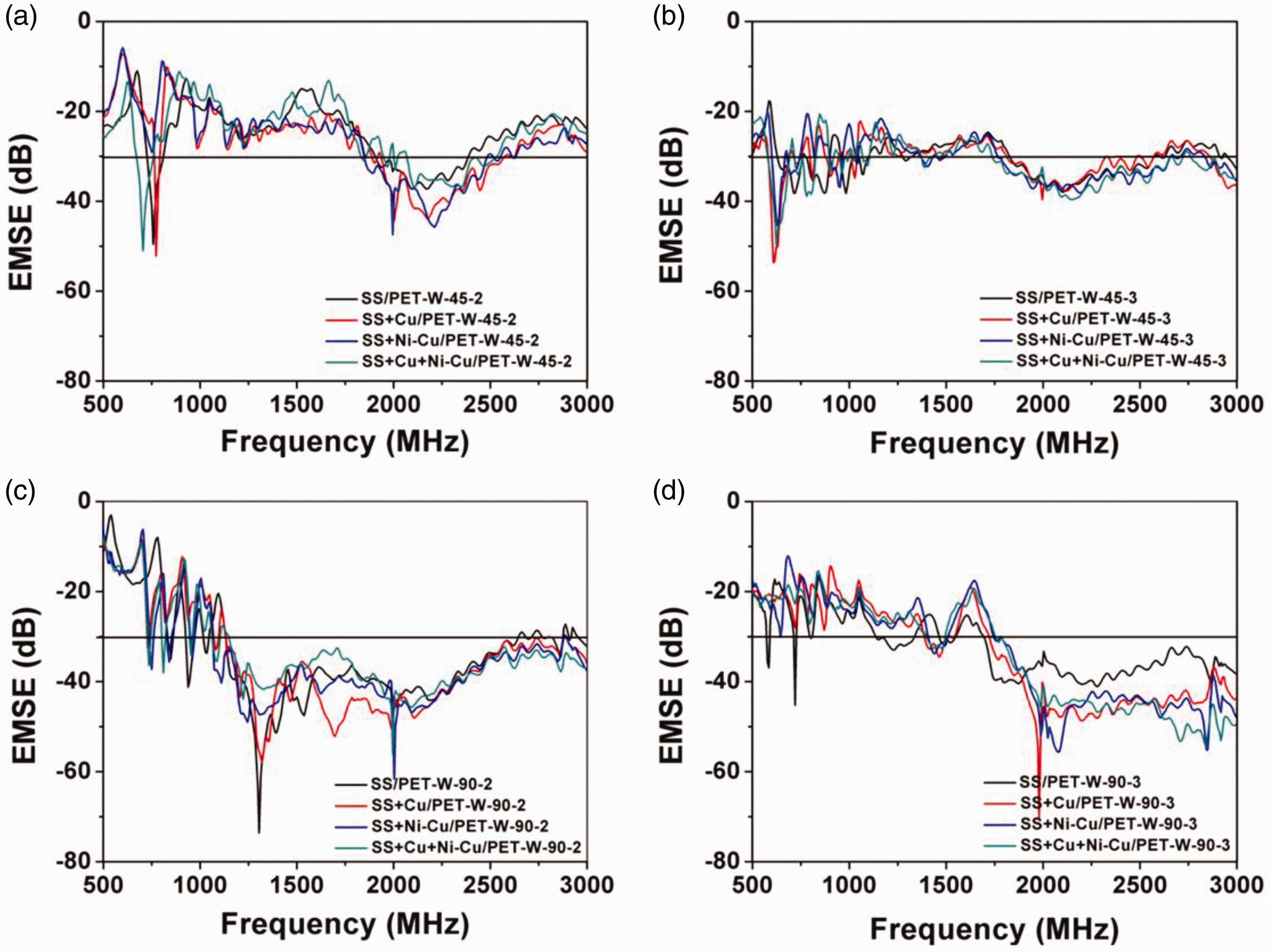
Figure 11 (a) and (b) shows that all metal/FIR-PET woven fabrics (45°/double layers) exhibit EMSE beyond −20 dB. As 45° lamination results in a widely spread metallic wires per unit area, the conductive network is relatively greater than that of 0° lamination. Moreover, all woven fabrics (45°/triple layers) have EMSE beyond −30 dB and are qualified for use as industrial shielding textiles.
Figure 10 (c) and (d) shows that the EMSE of all woven fabrics (90°/double layers) significantly increases to beyond 30 dB at a frequency of 1500–3000 MHz and reaches beyond −40 dB at a frequency of 1750–2250 MHz.
As 90° lamination results in a more complete network in woven fabrics than 45° lamination (Figure 12), the woven fabrics exhibit higher EMSE. In particular, the triple-layered SS+Cu, SS+Ni-Cu, and SS+Cu+Ni-Cu woven fabrics exhibit EMSE beyond −40 dB at a frequency of 2000–3000 MHz. Compared to triple-layered SS woven fabrics, these three woven fabrics have relatively more metallic content and a more efficient conductive network. The electrons can be transmitted in a continuous network; when attacked by electromagnetic waves, electrons can consume the energy of electromagnetic waves via the transition of energy levels. As a result, the electromagnetic waves are greatly debilitated and thus fail to penetrate through the woven fabrics, thereby significantly strengthening the EMSE of woven fabrics.
Schematic illustration of the conductive network of woven fabrics with lamination angles of 45° and 90°.
Conclusions
This study applies a wrapping process to form metal/FIR-PET wrapped yarns and then metal/FIR-PET woven fabrics. For wrapped yarns, SS wrapped yarns have the optimal tenacity and strength efficiency, while SS+Cu+Ni-Cu wrapped yarns have the lowest electrical resistance. Moreover, SS+Cu+Ni-Cu woven fabrics have the lowest surface resistivity. All metal/FIR-PET woven fabrics (90°/triple layers) exhibit EMSE beyond −45 dB at a frequency of 2000–3000 MHz. Increasing the number of lamination layers contributes to FIR emissivity, and all of the double-layered woven fabrics have an FIR emissivity of 0.89. Metal/FIR-PET woven fabrics have adjustable EMSE and FIR emissivity with corresponding combinations of parameters, and thus have wide applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank Ministry of Science and Technology of Taiwan, for financially supporting this research under Contract MOST 105-2221-E-035-031 and MOST 106-2632-E-035-001.