
Abstract
A needle-punched cotton nonwoven was produced as a precursor for making activated carbon material. Carbonization and activation of the cotton nonwoven was carried out in a high temperature clean room oven. Microporous properties of the nonwoven in terms of surface area, micropore volume, micropore size, and adsorption isotherms were characterized using a micropore physisorption analyzer. Influence of carbonization temperature and difference between the N2 and CO2 adsorptions was analyzed. Tensile strength of the cotton nonwoven before and after the carbonization and activation was evaluated. Microporous structure of the carbonized and activated cotton nonwoven was examined using an scanning electron microscopy technique. The study exhibited that the carbonized and activated cotton nonwoven was a special type of renewable and biodegradable material featuring lightweight, high microporosity, and high performance of chemical adsorption and separation.
Introduction
Activated carbon products are produced by a pyrolysis approach that converts organic substances of biological origin, such as wood, coal, coconut shells, banana pitch, and corncobs, into chars. This production approach is identical to today’s thermochemical route of biofuel production that uses lignocellulose biomass as raw feedstock to generate syngas for biorefinery. The only difference between these two production methods is pyrolysis condition enabled to maximize the yield of ultimate products. For char production, the pyrolysis process is called carbonization. While for syngas production, this pyrolysis process is called gasification. In the early time of active carbon material production, granulated charcoals were the only type of product for market [1]. Because a granular material was usually difficult to handle in many industrial processes, end-use applications of active carbon materials were limited. In the 1960s, application needs for flame-resistant textiles drove researchers and manufacturers to find a way to produce carbonaceous fibers by carbonizing and activating cellulosic fiber [2,3]. Since then, increasing attention has been drawn to the use of fibers and fabrics as raw materials for making activated carbon products.
In the manufacture of activated carbon fiber (ACF) or fabric materials, precursors (type of raw fiber) and pyrolysis methods are two major technical aspects. Since viscose rayon fiber is the first manufactured fiber from raw cellulose and is widely used in textile and other industrial sectors, it became the first major precursor for the production of activated carbon products. Much of previous research was reported on the use of viscose rayon fiber and fabric as a precursor for activated carbon materials [4–6]. Carbonization of viscose rayon fiber or fabric is often conducted by heating the fiber in nitrogen gas up to 850℃. There are several routes for activation of carbonized viscose rayon fiber or fabric. Use of steam or carbon dioxide is a typical physical approach for activation. Chemical methods of viscose rayon fiber activation include uses of different activating agents such as zinc chloride, sulphuric acid, and sodium hydroxide. Apart from viscose rayon fiber, lyocell rayon fiber [7], acrylic fiber, polyacrylonitrile (PAN) [8,9], and Novoloid (novolac resin) fiber [10] are also commonly used precursors for the commercial production of activated carbon fiber and fabric materials.
A major trait of ACF and fabric materials is high surface area and microporous structure. Attributable to a high surface-to-volume ratio of fiber, a typical ACF textile material may have a surface area as high as 3000 m2/g and a microporous structure with pore size less than 4 nm [11]. These special surface properties allow ACF materials to function as a molecular sieve and to perform fast and efficient adsorption and desorption in both gas-phase and liquid-phase systems [12]. For example, ACF woven fabrics were studied for use in adsorption of VOC vapors such as toluene and benzene in gas streams [13]. Effective pore volumes of these ACF materials for selected VOC vapors were measured in this study. Application of ACF nonwoven felt for industrial solvent recovery systems was also reported [14]. Effectiveness of ACF on adsorption of various dyes in aqueous solution was investigated [15]. This research indicated that dyes could not be adsorbed in ACF porous areas with a pore size larger than 2 nm in diameter, and dye molecular depth (minor diameter) was a critical dimension to determine micropore size of ACF for dye adsorption. Comparisons of ACF adsorbent property indicated that the porosity of ACF materials was remarkably different from that of activated carbon granules or power. Therefore, the surface structure of ACF fabrics has become an important research focus [16].
This article reports a study on carbonizing and activating a cotton nonwoven fabric. Cotton is the most popular fiber crop produced in the US. Cotton fiber also has a hollow structure that helps increase surface area and porosity. Thus, a specialty cotton nonwoven with high performance in chemical absorption and adsorption could be obtained. Previous research investigated preparation of carbonaceous adsorbent from cotton waste and its application to remove chemicals in water [17]. Carbon monolith prepared from a 75:25 mixture of phenol resin and cotton fiber showed high methane adsorption capacity [18]. Use of cotton for production of activated carbon nonwoven would be expected to greatly enhance nonwoven adsorbent performance and to expand end-use applications including military protective clothing, solvent recovery, wastewater treatment, water purification, air clean, acoustic insulation in automobiles and other specialty nonwoven uses [19].
In this article, the activated carbon fiber nonwoven obtained from cotton is quantitatively characterized in terms of its porous structure (specific surface area, pore volume and pore size) by a surface area analyzer. Microstructure and surface texture are investigated with the aid of an image technique. The purpose of this study is to find a feasible approach for carbonizing and activating cotton nonwovens, and to instrumentally evaluate adsorptive performance of the cotton nonwoven after carbonization and activation.
Materials and methods
Cotton nonwoven precursor
A lab-scale carding machine (F015D) and needle-punching machine (Morrison Benkshire, Inc.) were used to make cotton nonwoven. The process of nonwoven needle punching was set with a feeding speed of 5.4 ft/min and punching rate of 228 strokes/min. Formed cotton nonwoven sample had a weight of 65 g/m2 and thickness of 35 mm.
Carbonization and activation
Carbonization of the cotton nonwoven was carried out in an atmospheric clean room oven Model HCR (Carbolite Co.) purged with nitrogen (purity 99.99%) and heating rate was 20℃/min. Activation of the carbonized nonwoven was conducted in the same clean room oven using CO2 (purity 99.99%). Heating temperature for carbonization and activation was controlled within 300–450℃. Holding time for carbonization and activation was 40 min (i.e. 20 min for each step), resulting in 75% weight loss. Total weight loss of the carbonized and activated nonwoven was around 80%.
Measurement of porosity and surface area
In the research area of colloid and surface chemistry, micropores are defined as those pores with pore size less than 2 nm; macropores are defined as those with pore size larger than 50 nm; and mesopores are those with pore size between 2 and 50 nm [20]. An adsorption isotherm is often used to quantify an adsorption process related to an equilibrium partial pressure at constant temperature. By interpreting isotherms through some mathematical models, properties of surface area, pore volumes, pore-size distribution can be obtained. Although there are many proposed models for the isotherm interpretation, the BET equation [21] is the most essential one used for improving the Langmuir model in the evaluation of multilayer adsorption by adding a known volume of gas (adsorbate) to a tested sample at a cryogenic temperature. In this study, the evaluation of micropore volume was evaluated based on the t-Plot model and the average pore size was calculated according to the notable BJH model [22]. The cotton nonwoven surface area was determined by the BET equation [23] that is expressed as

Tensile strength test
The ACF nonwoven was very bulky and floppy. Their responses to external loads were strongly non-linear. Classical mechanics for elastica was not practical for these limp materials. The evaluation of mechanical properties of the ACF nonwoven could only rely on empirical approaches. To examine the strength reduction of the nonwoven after carbonization and activation, tensile strength of the cotton nonwoven and ACF cotton nonwoven was measured using an Instron in both along- and cross-machine directions in accordance with ASTM D 5035. The sample gauge length was 7.5 cm and the sample width was 2.5 cm. Three repeat tests were performed to calculate average tensile strength.
Scanning electron microscope
ACF surface structures of pore volume and size are very important to determine ACF absorption capacity. The microstructure and surface texture of the ACF nonwoven was examined with the aid of scanning electron microscope (SEM) technique. Images of surface and cross-sectional structure of the carbonized and activated fiber were obtained using a scanning electron microscope (Hitachi S-3600N). Changes of the fiber micro structure are evaluated in comparison with an original image of the raw fiber.
Results and discussion
ACF nonwoven microporous properties
As shown in Figure 1, the isotherm curves of various temperatures indicate that for carbonized cotton nonwoven at 300℃, 350℃, 400℃ and 450℃ these curves are similar to a combination of the Type I and II isotherms [24]. The Type I isotherm reaches a maximum value of adsorption from p/p0 values from zero to about 0.05, while the Type II isotherm describes adsorption at the high relative pressure region p/p0 > 0.9. In Figure 1, at low relative pressures, all the isotherms appear to be Type I in shape, demonstrating the presence of micropores since the Type I isotherms are typical properties of microporous solids when micropores are filled at relatively low partial pressures. With the relative pressure p/p0 approaching 1, the curves tend to be a Type II shape showing the presence of macropores. An increase of capacity for adsorbing N2 with the increased carbonization temperature can also be observed since the carbonized cotton nonwoven with a higher treatment temperature tends to have a higher amount of absorbed N2.
Adsorption isotherms of N2 at 77 K with various carbonization temperatures.
Surface area, pore volume and pore diameter

Comparison of N2 and CO2 Adsorption
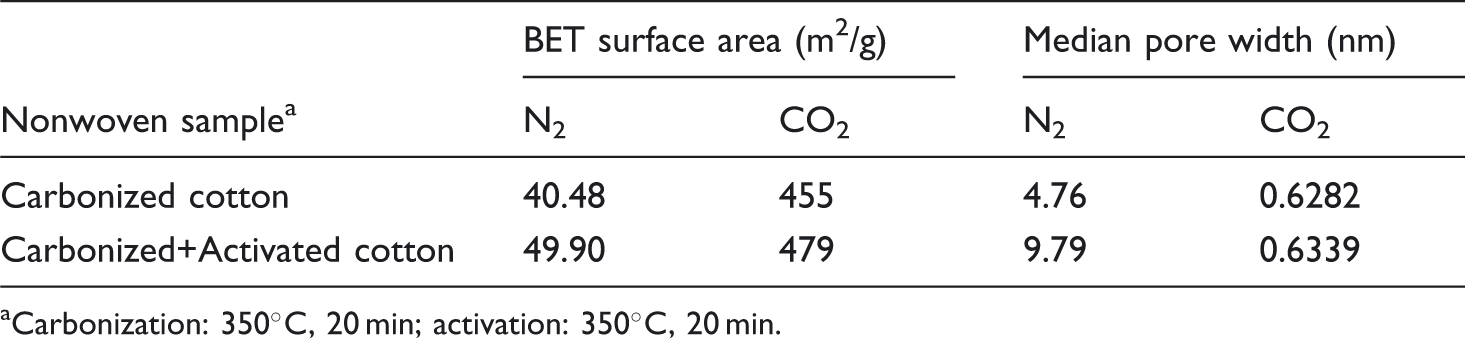
Carbonization: 350℃, 20 min; activation: 350℃, 20 min.
It is well known that the molecular size of CO2 and N2 is 0.28 nm and 0.30 nm, respectively. This similar molecular size should result in a very close measurement value for both BET surface area and pore size. However, from Table 2 we notice that the values of BET surface area and median pore width measured by N2 adsorbate are different from those measured by CO2 adsorbate. This is due to the activated diffusion effects [24]. During a chemical adsorption, adsorption rate is proportional to adsorption temperature (activation energy). N2 adsorption performed at 77 K makes N2 molecule unable to diffuse through micropores, while CO2 adsorption at 273 K is easy for CO2 molecule to access to the narrow micropores. Moreover, if the entry size of the micropores is too narrow, the diffusion time of N2 at 77 K may be too long to reach an equilibrium within a reasonable experimental time duration [26]. Therefore, an increase of adsorption temperature for CO2 adsorption at 273 K, compared to N2 adsorption at 77 K, leads to an increase in the diffusion rate of CO2 molecule into the micropores and to an increase of the adsorbed amount. Consequently, the BET surface area for CO2 adsorption is much larger than that for N2 adsorption. In contrast to this, since N2 is mainly adsorbed in the larger micropores and on the nonmicroporous surface, median pore width evaluated by the N2 adsorption is greater than that evaluated by the CO2 adsorption. A combination of N2 and CO2 adsorption isotherms could provide comprehensive information in terms of microporosity, mesoporosity and macroporosity in activated carbons.
ACF nonwoven tensile strength
Tensile strength of nonwoven fabrics.

Carbonization: 350℃, 20 min; activation: 350℃, 20 min. Weight and thickness were estimated based on 75% weight loss.
Commercial nonwoven (S-211) produced by Kynol, Inc.www.kynol.com
Commercial ACF nonwoven (ACN-211-15) produced by Kynol, Inc.www.kynol.com.
ACF fiber SEM images
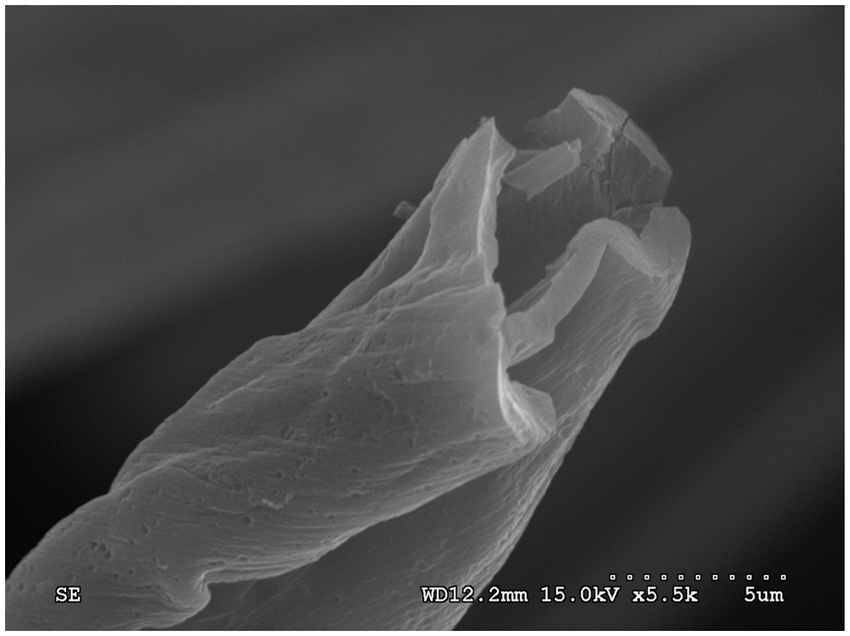
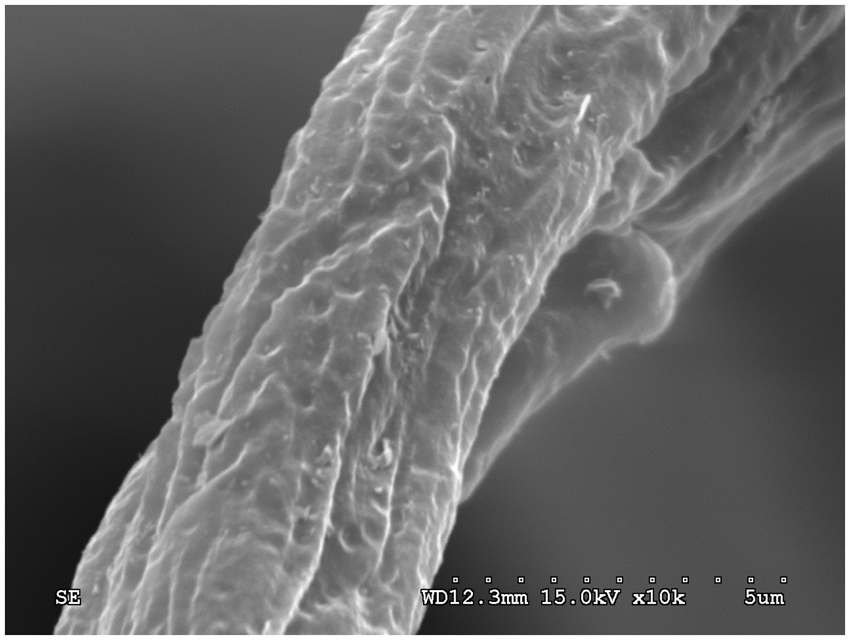
The SEM photomicrographs in Figures 2 to 4 exhibit a development of porous areas on the cotton fiber surface after the carbonization and activation at 350℃. It can also be observed that the cotton inner hollow was enlarged after carbonization and small pores were appeared on the surface. Wrinkles were developed on cotton fiber surface after activation because of cotton shrinkage. Overall, activation further increased porosity of the ACF cotton nonwoven.
Raw cotton. Carbonized cotton (400℃). Carbonized and activated cotton (400℃).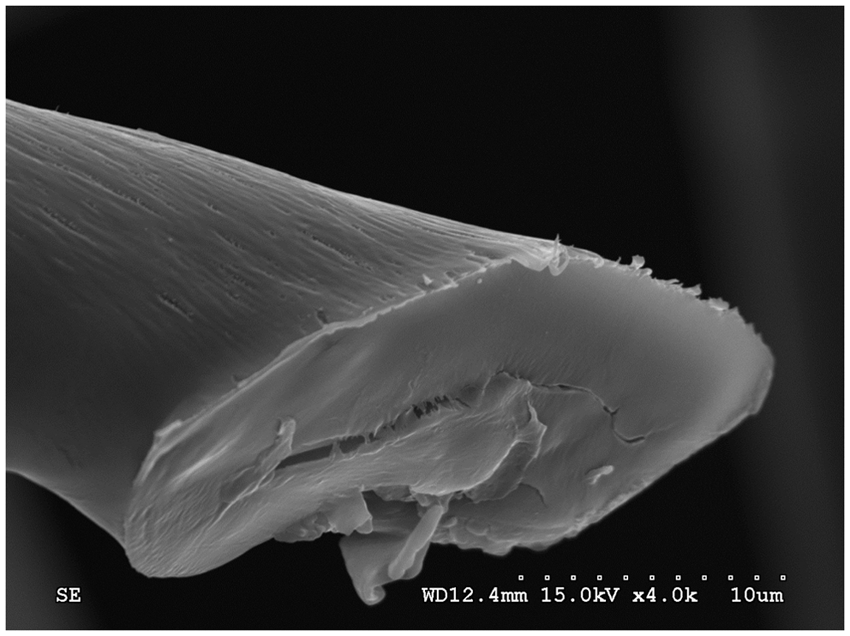
Conclusions
Cotton nonwoven could be used as a precursor for producing activated carbon materials with high-performance of adsorption and desorption because of its high specific surface area and high micropore volume. The approach of carbonization and activation used in this study helped pure cotton nonwovens develop microporous structures. The N2 adsorption isotherm curves of the cotton nonwoven under different carbonization temperature revealed the presence of micorpores and macropores. The surface area of the cotton nonwoven after the carbonization and activation was increased from 0.82 to 557 m2/g. The average micro pore diameters were distributed in the range of 2.88–8.76 nm with different carbonization temperatures. High temperature of carbonization tended to increase the nonwoven microporosity. The comparison between the N2 and CO2 adsorption showed that the BET surface area for N2 adsorption was much smaller than that for CO2 adsorption and median pore width for the N2 adsorption was larger than that for CO2 adsorption due to the activated diffusion effects. Under the present experimental setting, the process of activation had little influence on further increase of the cotton nonwoven surface area. Further research would be needed with an emphasis on how to optimize the method of carbonizing and activating cotton nonwovens in order to further increase the surface area and activated carbon yield.
Footnotes
Acknowledgements
The authors would like to acknowledge their thanks to the Louisiana Board of Regents for the funding support through the Traditional Enhancement Fund and Governor’s Biotechnology Initiative. Thanks are also extended to the LSU Graduate School for the research grant of Economic Development Assistantship.
Funding
This research was funded by the Louisiana Board of Regents Support Fund (contract # LEQSF[2007-08]-ENH-TR-12); Louisiana Board of Regents Governor's Biotechnology Initiative; and Louisiana State University Graduate School Economic Development Assistantship.