
Abstract
Several nonwoven materials were evaluated as candidates for wipe fabrics intended for sensitive applications, namely aviation maintenance. Wipes designed for this purpose must conform to specific guidelines delineated by the appropriate governing bodies. Fabric selections included both synthetic and natural staple fibers such as polyester, Lyocell and raw cotton varieties. A thorough evaluation of extractable material in an array of solvents revealed that cotton-based nonwovens as well as Lyocell have some of the lowest percentages of leachable solids. The resistance of these fabrics to abrasion and the damage incurred by them was also studied. Environmental scanning electron microscopy taken before and after the linting procedure showed that the greige cotton sample demonstrated some of the least damage. Fourier-transform infrared spectroscopy examinations of hexane extracts confirmed the absence of any silicone grease contamination on the wipes materials. Standardized tensile testing indicated that the cotton samples, especially mechanically cleaned greige cotton, have robust tensile properties that are important characteristics for wiping materials. These results indicate that cotton nonwovens, particularly greige cotton, are promising candidates for the development of future aviation and other wipes materials.
Introduction
Despite the popularity of lightweight composites, metals such as aluminum, steel and titanium remain widespread in the aviation industry. These materials require additional considerations since debris and grease accumulation mask corrosion points and increase interfacial friction, both of which contribute to structural failure [1,2]. In fact, the corrosion-induced malfunction of engine compressor and turbine blades [3] has been implicated as a common source of engine failure. Other instances of engine failure have been attributed to cylinder head cracks [4] initiated by corrosion-induced friction. In the most recent International Air Transport Association (IATA) Safety Report [5], aircraft malfunction was found to be the largest contributing factor in aircraft accidents. Thus, several organizations, including the Federal Aviation Administration (FAA), recommend daily wiping of areas susceptible to corrosion or residue accumulation, making this step a critical element in the overall serviceability of aircraft. Other entities such as the Society of Automotive Engineers (SAE) Aerospace have established detailed guidelines for such cloths. Major criteria [6,7] include the quantification of extractable matter as well as analysis of the aqueous pH extract, resistance to abrasion and the presence of silicone-derived greases and oils. It is crucial that non-fibrous components or other contaminants present in the wipe material do not leach out when exposed to solvents containing water, acetone, ethyl acetate, hexanes or methyl ethyl ketone. The pH of the aqueous extract from the wipe fabric must be neither excessively acidic nor basic, as to not promote corrosion. The amount of linting, or the quantity of fibers which dissociate from the cloth upon application of a frictional force, should be kept to a minimum. Wipes should also not contain silicone-derived greases or oils, which trap debris and are counterproductive to cleaning efforts.
While guidelines are provided outlining the performance standards for such wipes, the fiber selection and composition of the cloth itself are less obvious. The array of synthetics, natural fibers and their blends only complicates the selection of a potential aviation wipe candidate. Cotton-based textiles, particularly in the nonwovens sector, are excellent wipes materials and provide a host of advantages over synthetic, man-made textiles. Cotton is biodegradable [8-11], sustainable [9,12,13] and recyclable [13], making it one of the most popular natural fibers [13] among increasingly eco-conscious consumers. Natural fiber-based nonwoven materials are especially attractive since they combine the advantages of both natural fibers and nonwovens, which are often easier and more cost effective to produce than their woven counterparts [14,15]. Conversely, petroleum-based synthetic textiles such as polyesters and polypropylene, are more problematic due to their resistance to degradation [16,17]. In order to explore the suitability of cotton nonwovens as potential aviation wipe materials, several nonwoven fabrics were evaluated according to a combination of previously outlined specifications set forth by the FAA and SAE. Fabrics studied included a 50% mechanically cleaned greige cotton and 50% Lyocell blend, a commercial aviation wipe, cheesecloth, commercial scoured and bleached cotton, a 60% mechanically cleaned greige cotton and 40% polyester blend, mechanically cleaned greige cotton, scoured and bleached mechanically cleaned cotton, Lyocell and greige cotton.
Materials and methods
Staple fibers and nonwovens fabric production
The staple fibers used in this study to produce nonwovens fabrics in-house consisted of the following: greige cotton fibers grown under standard commercial agricultural practices, spindle picked and saw ginned (MD 90ne [18], PI 634931); mechanically cleaned greige cotton fibers (TrueCotton, TJ Beall Company, Greenwood, MS); commercial scoured and bleached cotton fibers (HighQ, Barnhardt Manufacturing Company, Charlotte, NC); polyester fibers (Consolidated Fibers Inc., Charlotte, NC); and Lyocell fibers (Tencel, Lenzing AG, Lenzing, Austria).
Staple fibers were chute fed to a 101.6 cm wide textile card fitted with Cardmaster plates (Saco Lowell), followed by feeding the card web into a commercial crosslapper and needlepunch (NP) machine (Technoplants srl., Pistoia, Italy). The NP processing parameters were as previously described [19]. The NP fabrics were converted into hydroentangled (H-E) nonwoven fabrics on a 1 m wide Fleissner pilot-scale hydroentanglement system (Trützschler Nonwovens GmbH, Dülmen, Germany) running at a constant production speed of 5 m min−1. The H-E system utilized three pressure heads: one low pressure for fabric wet-out maintained at a constant pressure of 3 MPa during fabric production; and two high-pressure heads both maintained at 7.5 MPa during fabric production. Each strip on the pressure heads consisted of 16 orifices per centimeter with an orifice pore size of 120 µm. The water used for the H-E fabric production was ambient temperature, which was approximately 25℃. Following H-E, the fabrics were fed directly through a gas-fired fabric drying oven (Trützschler Nonwovens GmbH) at ∼170℃ and wound into rolls.
A total of nine different nonwovens wipes were used in this study. Seven of the wipes substrates were manufactured in-house as described above. These wipes consisted of the following: 50/50% mechanically cleaned greige cotton/Lyocell; 60/40% mechanically cleaned greige cotton/polyester; 100% mechanically cleaned greige cotton; 100% scoured and bleached mechanically cleaned greige cotton; 100% greige cotton; 100% commercial scoured and bleached cotton; 100% Lyocell. The commercially available wipes used in the study were cheesecloth wipes (Cole-Palmer, Vernon Hills, IL), and Kimtech C2 cellulose/polypropylene aviation wipes (Kimberly-Clark Professional, Roswell, GA). The 100% scoured and bleached mechanically cleaned cotton was produced from the mechanically cleaned greige cotton wipes material that was scoured and bleached in-house using a JFO overflow jet dyeing system (Werner Mathis AG, Oberhasli, Switzerland) as previously described [20]. The thicknesses of the fabrics were measured using a Hanetek Precision Thickness Gauge Model FT3 (Rhopoint Instruments, East Sussex, UK) and reported as the mean of five measurements taken at different locations on each of the wipes materials.
Percentage of extractable material
The percent extractable matter (w/w) was determined experimentally according to ASTM D 2257 for each sample using the Foss Soxtec 2043 Extraction System (Foss, Hillerød, Denmark) using the Randall modification [21]. The Randall modification is a variation of the traditional Soxhlet extraction, whereby analytes are extracted from the sample by continuous rinsing with the appropriate boiling solvent. The Randall modification submerges the sample in the boiling solvent and is followed by a rinsing step with boiling solvent. This modification allows for a much faster and efficient extraction with results comparable to the traditional Soxhlet extraction. Samples were extracted in six solvents, with 10 repetitions for each solvent/fabric combination. Solvents used were ACS Grade and included butan-2-one (methyl ethyl ketone, MEK), reagent grade water (ultrapure H2O), hexanes, ethyl acetate, acetone and the commercial wipe solvent DS-108 (Socomore Group, Dysol Inc., Fort Worth, TX).
Aqueous pH analysis
The pH of aqueous solutions was analyzed according to FED-STD-191 Method 2611 using an Orion Star A211 pH meter (ThermoFisher Scientific, Waltham, MA).
Quantification of linting behavior
Linting was measured using the protocol found in SAE AMS 3819C 4.5.4. The required mandrel was manufactured from materials and to dimensions specified in the standard protocol (Lee Machine Shop, New Orleans, LA). The linting procedure requires the test cloth to be secured to a cylindrical mandrel weighing 460 g ± 10 with a contact surface diameter of 5.08 mm ± 0.25 and subsequently moved across a standard 425 µm sieve outfitted with a drop pan. This process is repeated 9 times, for a total of 10 replications.
Silicone oil and grease contamination
The hexanes extract of each fabric sample was placed on a 19 mm NaCl IR card (International Crystal Lab, Garfield, NJ) and data collected using a Vertex 70 (Bruker Optics, Billerica, MA) Fourier-transform infrared (FTIR) spectrometer with a mid-IR source, KBr beam splitter, deuterated triglycine sulfate detector and transmission accessory. The resulting spectra were averaged, baseline corrected and normalized using OPUS spectroscopy software version 6.5 without ATR correction or atmospheric compensation.
Environmental scanning electron microscopy
The sample fabrics were mounted on standard Cambridge SEM stubs using double-stick Avery photo tabs, #06001 (Avery Dennison, Glandale, CA). The SEM mounts were coated with 60/40% gold/palladium using a Hummer II Sputter Coater (Ladd Research, Williston, VT) to a thickness of 200 nm. The specimens were examined in a XL30 environmental scanning electron microscope (ESEM) (FEI Company, Hillsboro, OR) at an accelerating voltage from 10 to 15 kV under high vacuum conditions. ESEM images of each fabric sample were taken at magnifications of 50×, 100×, 200×, 500 × and 1200 × before and after the linting procedure to survey the damage sustained by the fibers.
Nonwoven fabric testing
Standardized testing was carried out using an Instron model #5567 (Instron Corp., Norwood, MA). Fabric testing was performed according to ASTM D 5034-09 (2017) (Grab Test), 5035-11(2015) (Strip Test), D5735-95 (Tongue Tear) and D6242-98 (Mass Unit Area). Tests were conducted at 21℃ and 65 ± 2% relative humidity in compliance with the standard conditions stated in ASTM D 1776/D1776M-16.
Results and discussion
Percentage of extractable material
Natural raw materials such as cotton often contain residual pesticides, herbicides, defoliants and miscellaneous plant matter as well as non-cellulosic components including pectin, waxes, proteins and ash [22,23]. Synthetic fibers also harbor impurities such as hydrocarbons, ketones, and carboxylic acids in polyesters [22] and N-methylmorpholine N-oxide side products in textiles produced by the Lyocell process [24]. Thus, it is imperative that these impurities are not leeched out of fabrics upon solvent exposure, especially for sensitive applications, such as aerospace maintenance. Boeing BMS (Boeing Material Specific)15-5G standard [7] specifies a maximum percent weight of extractable matter of 1.00% for acetone, 0.800% for ethyl acetate and 1.20% for water for Grade A classification and 2.00% for acetone, 1.00% for ethyl acetate and 2.50% for water for a Grade B classification. However, the SAE International Standard AMS 3819C requires a maximum of 0.750% for Grade A wipes and 1.00% for Grade B wipes in water, hexanes, methyl ethyl ketone and a wipe solvent such as DS-108.
Extraction results.

aPolypropylene begins to melt at the DS108 extraction temperature as discussed in the results.
SD: standard deviation; na: not applicable; SAE: Society of Automotive Engineers; BMS: Boeing material specific.
Surprisingly, in ultrapure water, the 50/50% mechanically cleaned greige cotton/Lyocell blend had the greatest amount of non-fibrous material at 0.607%. This outcome is most likely due to the presence of Lyocell, since 100% mechanically cleaned greige cotton has the third lowest amount of contaminants for this set of extractions and Lyocell is the second highest in terms of extractable material. Interestingly, the 50/50% blend of these two materials possesses more extractable matter than either of its components. In this instance, perhaps the mechanically cleaned greige cotton fibers act as spacers to separate the individual Lyocell fibers, allowing the extractant, which is a polar protic species, to destroy weak hydrogen bonding within amorphous regions of the Lyocell fiber, gaining access to previously inaccessible voids [27].
Overall, the average percent of extractable matter for each fabric type across all solvents showed that the commercial aviation wipe exhibited the highest percentage at 0.495%, while the commercial scoured and bleached cotton had the lowest percentage at 0.239%. Although Lyocell showed the lowest values for extractable matter, one of the major disadvantages to the use of Lyocell as a wipe material is its increased fibrillation [28] when exposed to friction under wet conditions. Based on the extraction results, the sample with the least amount of contamination is the commercially scoured and bleached cotton followed by the scoured and bleached mechanically cleaned cotton, both of which have percentages of extractable matter across all given solvents well below the Class A rating of 0.750%.
pH
Average pH values of water extracted through the wipes substrates.
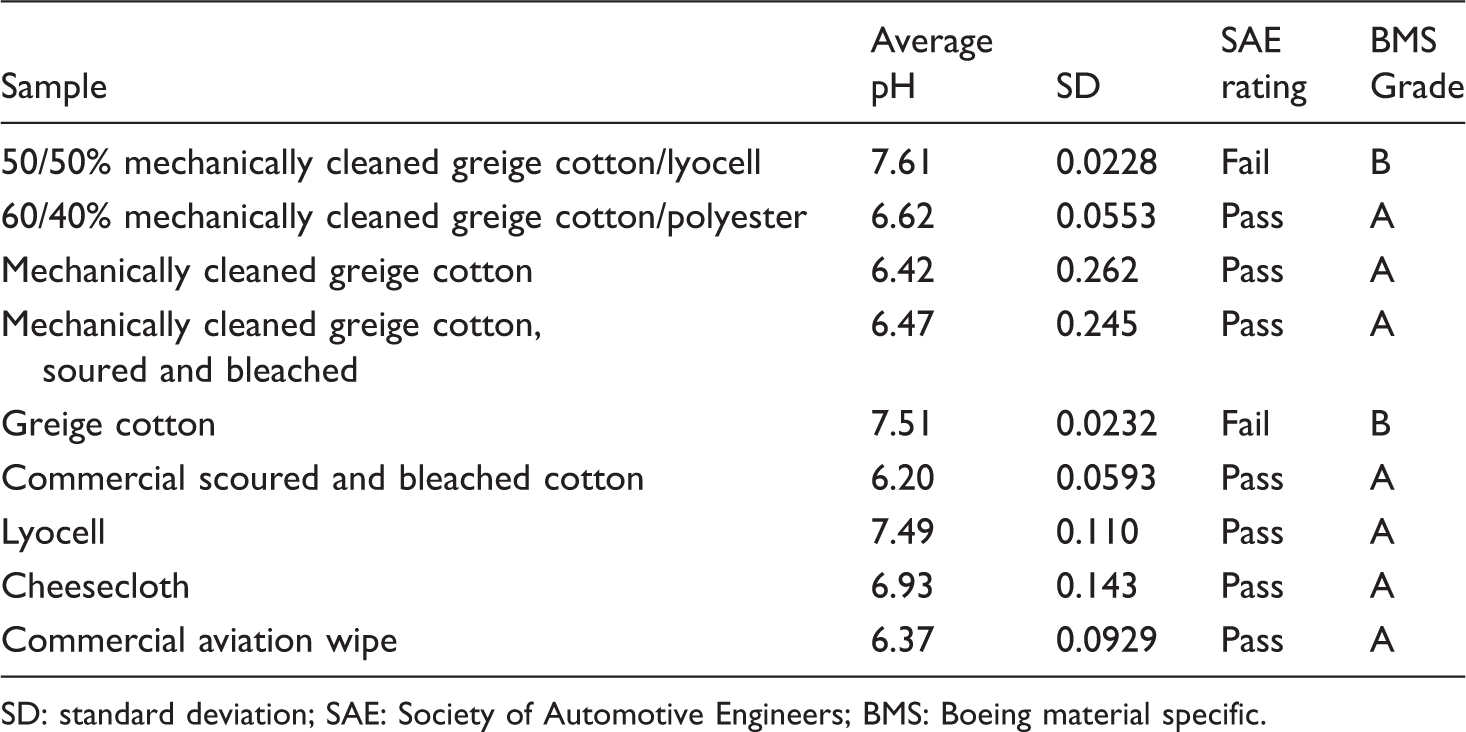
SD: standard deviation; SAE: Society of Automotive Engineers; BMS: Boeing material specific.
FTIR
Within the textile industry, silicone-based oils and greases are notoriously difficult to remove from fabrics and if leached into the environment, highly resistant to biodegradation [22]. To verify the absence of silicone-derived greases and oils, the hexanes extract of each fabric sample was subjected to FTIR spectroscopy. Spectra from each sample were inspected for evidence of a strong double set of Si–O–Si absorptions [6] between 1020 and 1100 cm−1, as shown in Figure 1. Spectra (a)–(i) each show a small peak at wavenumbers varying between 1018 and 1024 cm−1, indicative of the C–O combination bands [29] present in cellulose. Of these, only spectrum (b) and (g) show bands near the 1090 cm−1 border, with spectrum (b) showing a small peak near 1085 cm−1, and spectrum (g) showing a broad band between 1020 and 1048 cm−1. Inspection of the silicone reference (j) reveals two additional peaks with strong absorption at 1261 and 800 cm−1, which are not observed in spectrum (b) and (g), suggesting that the bands described above for (b) and (g) likely arise from the combination bands in cellulose. Additionally, spectrum (i) also shows another peak in the bracketed region at 1082 cm−1, which corresponds to the –CH2 of polypropylene, a known constituent of the commercial aviation wipe. Despite these small peaks, the FTIR spectra for all fabric samples demonstrate a clear lack of the strong double band absorption in the bracketed 1000–1100 cm−1 region, resembling (j) the silicone reference.
Fourier-transform infrared spectroscopy of hexane extracts from each wipe substrate and a positive control silicone reference indicating the Si–O–Si double peak at 1020 cm−1 and 1100 cm−1. (a) 60/40% mechanically cleaned greige cotton/polyester; (b) Lyocell; (c) scoured and bleached mechanically cleaned cotton; (d) mechanically cleaned greige cotton; (e) cheesecloth; (f) 50/50% mechanically cleaned greige cotton/Lyocell; (g) greige cotton; (h) commercial scoured and bleached cotton; (i) commercial aviation wipe; (j) silicone control.
Linting

Results of SAE AMS 3819C 4.5.4 abrasion testing.
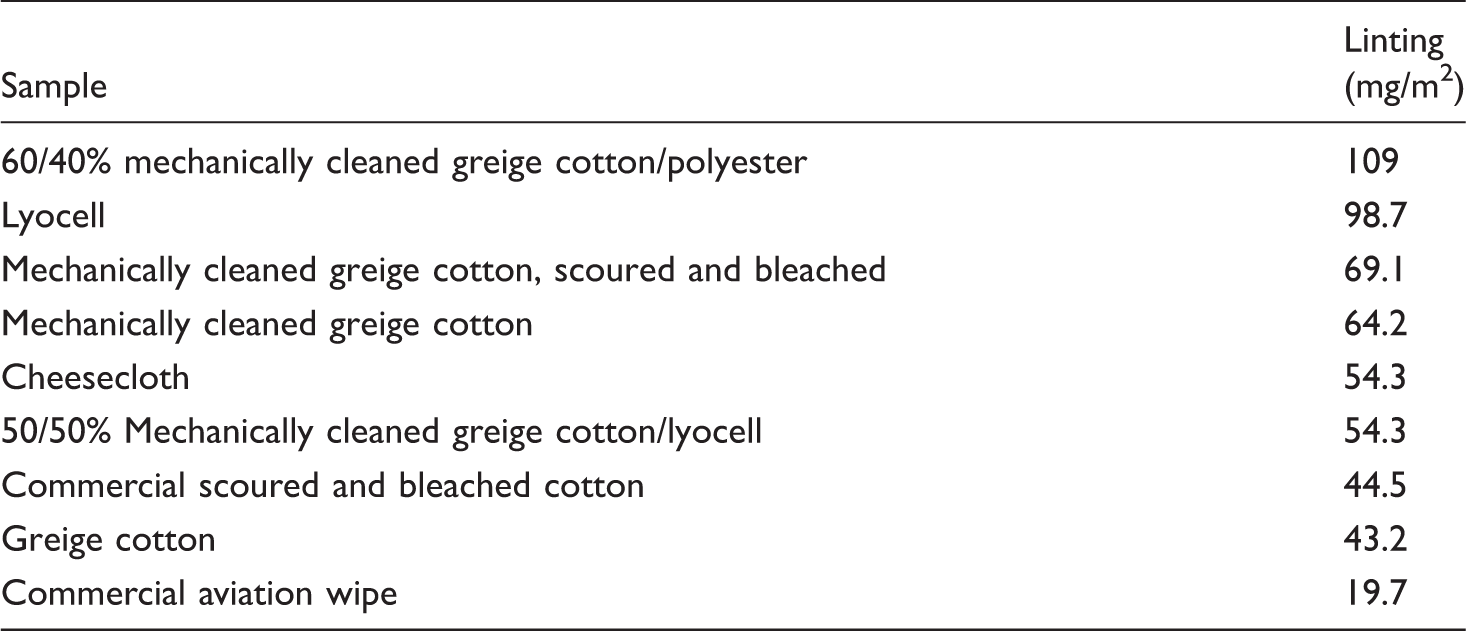
Mechanically cleaned greige cotton is more likely to resist abrasion likely due to the inherent lubricity from wax on the fibers. This lubricity is diminished during the scouring and bleaching process, whereby the wax cuticle and primary cell wall containing pectin and hemicellulose are removed [25]. Cheesecloth produces even less linting, perhaps due to its woven construction, which may impart resistance to abrasive degradation. The 50/50% mechanically cleaned greige cotton/Lyocell blend shows that the incorporation of lipophilic mechanically cleaned greige cotton decreases the amount of linting when combined with the higher linting Lyocell. Interestingly, commercial scoured and bleached cotton exhibits a lesser degree of linting behavior. It would be expected that the scouring and bleaching process would deplete the fibers of their natural waxes, causing fibrillation. However, these fibers seem to retain some lubricity most likely due to a finish that the manufacturer adds to facilitate downstream processing such as carding and spinning. Greige cotton had the lowest linting of the cotton-based samples at 43.2 mg/m2. The commercial aviation wipe sample showed the lowest linting of all, which may be explained from ESEM imaging which revealed that the commercial aviation wipe is constructed of ribbon-like fibers joined by compressed tack points (Figure 2), which provide a reinforcing effect on the cloth.
Scanning electron micrograph image of the commercial aviation wipe composed of polypropylene and cellulose. Heated tack point construction is indicated by the arrow. The white scale bar in lower left corner is 500 µm.
ESEM imaging
Despite being the highest linting material, the 60/40% mechanically cleaned greige cotton/polyester blend experienced the some of the least damage, with virtually no deterioration in fiber integrity (Figure 3). The Lyocell sample, however, exhibits evidence of minor damage. After the linting procedure, Lyocell fibers show some defacement indicated by areas of white matter suggesting the presence of fibrils which have delaminated from the parent fiber (Figure 3(b) image 2). In the scoured and bleached mechanically cleaned cotton images, Figure 3(a) image 3 indicates that the sample has sustained damage prior to the linting treatment. The post-treatment ESEM in Figure 3(b) image 3 shows a lack of fibrillation, suggesting that the fractured material was removed by the linting procedure. Mechanically cleaned greige cotton exhibits minor deterioration indicated by slight fiber fibrillation in Figure 3(b) image 4. As the only woven material, cheesecloth experienced no apparent damage. In the 50/50% mechanically cleaned greige cotton/Lyocell, little fibrillation is evident, although faint longitudinal fissures were observed at higher magnifications. The greige cotton sample shows minimal fibrillation with only a marginal change in fiber integrity after treatment, which is expected due to the lubricating effect of its waxes. The commercial scoured and bleached cotton fabric sample showed some of the greatest destruction, with the small white areas indicating sites of fiber damage (Figure 3(b) image 8). ESEM images of the commercial aviation wipe at lower magnifications show flat ribbon-like fibers with intermittent tack-points. This sample experienced damage to the fiber surface giving the ESEM image a blurry appearance. The ESEM images obtained before and after the linting procedure provide qualitative data to complement the quantitative data collected from the linting experiments. Although some data appear to be correlated, more investigation is needed to draw definitive conclusions regarding the correlation between the degree of damage sustained by the fabric samples and their respective linting values.
ESEM images of various wipes before (a) and after (b) the standardized linting procedure. 1: 60/40% mechanically cleaned greige cotton/polyester; 2: Lyocell; 3: scoured and bleached mechanically cleaned cotton; 4: mechanically cleaned greige cotton; 5: cheesecloth; 6: 50/50% mechanically cleaned greige cotton/Lyocell; 7: greige cotton; 8: commercial scoured and bleached cotton; 9: commercial aviation wiper. The scale bar in all panels is 100 μm.
Tensile testing
In order to investigate the relative strengths of each fabric sample, a series of ASTM tensile tests were conducted including the grab method, the strip method and the tongue/tear method. The grab and strip methods analyze the force required to cause structural failure of the sample, while the tongue/tear method measures the ease with which a tear will propagate through the fabric. As a whole, these tests provide an assessment of the relative strengths of each fabric. Cotton textiles such as the mechanically cleaned greige cotton, scoured and bleached mechanically cleaned cotton and greige cotton exhibited the largest breaking forces, making these samples the strongest of all of the fabrics tested. The synthetic blends including mechanically cleaned greige cotton with both polyester and Lyocell did not perform as well as the pure cotton samples, with the 60/40% mechanically cleaned greige cotton/polyester blend showing consistently lower breaking forces than the other samples. The commercial aviation wipe also proved to be one of the weakest fabrics, having the lowest breaking force for two of the three tests. Lyocell was of an intermediate strength, falling in between the stronger, pure cotton fabrics and the weaker synthetic blends.
Results of tensile testing on various fabric samples.
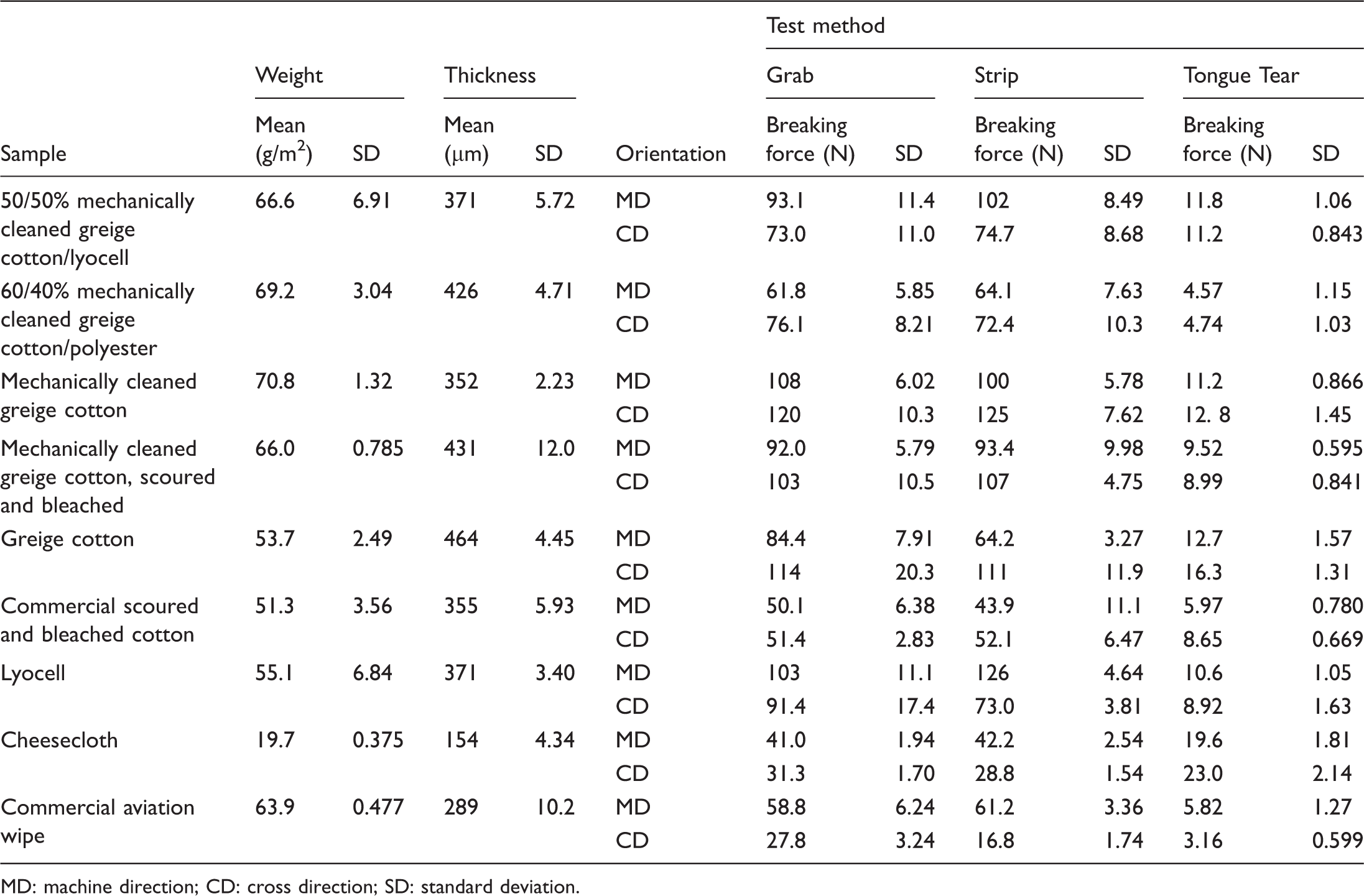
MD: machine direction; CD: cross direction; SD: standard deviation.
Comparison of parameters influencing textile strength.

Comparative summary of major testing results.

aThe Commercial Aviation Wipe showed the highest amount of extractable matter. However, we believe this to be related to the submersion of the sample in hot solvent during extraction expediting the release of low-melting components and resulting in a higher percentage of extractable material.
In addition to physical parameters that affect the performance and suitability of wipes substrates for specific applications, raw materials costs also require consideration. Greige cotton was the most affordably priced staple fiber used in this study. These are cotton fibers that have been commercially machine harvested and ginned, and pressed into bales typically for use in spinning yarns and threads for woven and knitted textiles. The only cleaning these fibers had undergone was at the harvesting and ginning stages and there was some amount of extraneous plant matter present. When cotton is graded for pricing, this is referred to as “trash content” or “leaf” and can vary based on variety, environment, and harvesting techniques. Despite the presence of trash in these staple fibers, greige cotton performed well in most of the standardized aviation wiper tests making it a more affordable alternative staple fiber for use in BMS Grade Class B wipe applications. The other staple fibers used in order of ascending price were standard rayon, polyester (1.5 den), thermalbond grade polypropylene (1.5 to 2.2 den), and specialty rayon. Commercial scoured and bleached cotton is typically priced higher than most of the staple fibers listed here depending on the manufacturer and processing required for intended end-use. The mechanically cleaned cotton used was priced competitively with polypropylene staple fibers. The cellulose composition of the commercial aviation wipe was not given by the manufacturer, but based on the ESEM images of the commercial scoured and bleached cotton wipe and the commercial aviation wipe (Figure 3(a) images 8 and 9), the staple fibers in the commercial wipe were much wider and lacked the indicative twist or gyre of cotton fibers and are most likely some form of regenerated cellulose blended with polypropylene to enable thermal bonding. Based on our standardized testing results, mechanically cleaned greige cotton could also be used as a staple fiber for both SAE and BMS Grade Class A aviation wiper applications. Manufacturer costs for using these cotton fibers in an aviation wipe would depend on price competitiveness with the type of regenerated cellulose used in commercial aviation wipe. Other considerations beyond the scope of this study could include the ability to process staple fibers without modifying existing machinery and marketing response. Regardless, this study suggests that cotton fibers represent an alternative sustainable and biodegradable raw material for aviation wipes.
Conclusions
Cotton-based nonwovens were evaluated as wipes candidates through a series of systematic procedures. Parameters included the determination of percent of non-fibrous material, analysis of the pH of the aqueous extract and FTIR to demonstrate the absence of silicone grease, as well as an investigation of the linting behavior, tensile strength and ESEM to survey fiber morphology. Lyocell exhibited the least amount of extractable contaminants for several solvents. Unfortunately, there are numerous disadvantages associated with the use of Lyocell, primarily increased fibrillation under wet conditions. Alternative options include both conventionally commercial scoured and bleached cotton and scoured and bleached mechanically cleaned greige cotton. All materials except for the 50/50% mechanically cleaned greige cotton/Lyocell blend met the criteria defined for the aqueous pH extract and demonstrated the absence of silicone. The commercial aviation wipe and the greige cotton samples showed the lowest degree of linting behavior, which is supported by the ESEM images showing minimal damage. Tensile testing revealed that the nonwoven, 100% cotton samples, including commercial scoured and bleached cotton, greige cotton, mechanically cleaned greige cotton, scoured and bleached as well as non-scoured and bleached, exhibited superior strength compared to synthetic blends. The low amount of impurities, abrasion resistance, strength and resiliency of the cotton-based fabrics make nonwoven cotton-based textiles an excellent candidate for the development of wipes for sensitive applications.
Footnotes
Acknowledgements
Mention of trade names or commercial products in this publication is solely for the purpose of providing specific information and does not imply recommendation or endorsement by the US Department of Agriculture (USDA). USDA is an equal opportunity provider and employer.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.