
Abstract
Nylon 6, one of the major engineering plastic and synthesized fibers, has the following features: good mechanical property, impact resistance, melt flow, and workability. Thus, it is widely used for auto parts, electronic parts, packing films, textiles, etc.; however, plastic waste from processing nylon 6 has also garnered negative attention. This research plans to simulate recycling and reclamation by multiple melt-blending cycles. Only nylon 6, both nylon 6 and carbon fibers, and both nylon 6 and glass fibers are separately melt-blended for 1–10 times with a screw extractor and an injection molding machine, after which the resulting boards—the nylon 6 boards, the nylon 6/carbon fiber boards, and the nylon 6/glass fiber boards—are evaluated for their mechanical properties. According to the experimental results, the nylon 6/carbon fiber boards exhibit an electromagnetic shielding effectiveness above 20 dB; namely it is able to block 90% of electromagnetic waves. Finally, in terms of the mechanical property analysis, the addition of reinforced fibers contributes greater flexibility and impact resistance to the resulting composite boards.
Introduction
In this modern society, advanced technology improves quickly, and people are surrounded by pervasive electronic products and exposed to a long-term electromagnetic radiation. The outcome of the previous studies shows that a large amount of electromagnetic wave jeopardizes health, and these results attract more application studies on electromagnetic shielding [1]. The optimum material to shield electromagnetic waves is metal; however, metals’ higher density, greater weight, and higher cost compared to polymer makes replacing metal with polymer the most feasible application.
Trash from polymer products is not easily decomposed naturally. To deal with trash by burying may pollute the soil and water sources; burning with an incinerator may either create excess exhaust gas or release toxic gases. Exhaust gas increases carbon dioxide in the air and accelerates the greenhouse effect; toxic gases such as formaldehyde, polychlorinated biphenyls, and dioxins are environmental hormones that severely jeopardize the natural environment and disrupt the ecological balance on earth [2, 3].
Conductive polymer has become a great interest to researchers in recent years. Previously used as a semiconductor for static elimination, conductive polymers have now been developed in other applications, including electronic equipment, voltage switching, capacitors, optical memories, and electromagnetic shielding materials [4]. In general, polymer can be rendered with electrical conductivity by two ways. One is to graft the chemical structure of conductive polymer, such as grafting polyacetylene [5] and polyanilene [6, 7] to the polymer chains of the insulating polymer. The other is to add conductive stuffing like carbon black to the insulating polymer. The resulting conductive polymer synthesized by the above methods can be used as antistatic materials, relay stacks, conducting paints, etc. [8, 9]. Chemical degradation, defects of the resulting polymer product, environment temperature, and the external electric field influence the electrical conductivity of the conductive polymer; however, the polymer’s conductivity primarily depends on the species, dispersibility, surface state, concentration of the additional conductive stuffing, and the mixing methods of the insulating polymer and the conductive stuffing [10–15].
Conductive polymer contributes to electrical conductivity and electromagnetic shielding effectiveness (EMSE) but also causes relevant problems of environmental protection, such as municipal solid waste. Hence, this study uses traditional polymer manufacturing equipment (a screw extractor and an injection molding machine) to melt-blend nylon 6 polymer and reinforcing fibers (glass fibers or carbon fibers) [16], and further explore the mechanical properties of the resulting boards that are repeatedly melt-blended. It aims to recycle and reuse the resources and thus reduce the municipal solid waste.
Experimental
Materials
Nylon 6 (Sunylon 2N, Formosa Chemicals & Fibre Corporation) is known as polyamide 6 or PA6, and has relative viscosity 2.450 ± 0.015, melting point 220 ± 5℃, and water content 0.060 ± 0.02. Carbon fibers (HTS 40, Toray, Japan), modified by Silane coupling agent, have a 6.2 mm fiber length and a 7 µm diameter. Glass fibers (202P, Taiwan Glass Ind. Corp.), modified by Silane coupling agent, have a 3.2 mm fiber length and a 13 µm diameter.
Preparation of samples
Nylon 6 boards
Nylon 6 pellets are dehumidified at 70℃ for 24 h in a drying oven (RHD-603, No. 1388; Risen, USA). The pre-dried pure nylon 6 pellets are then melt-blended with the screw extractor (SEVC-45, Re-Plast Extruder Corp., Taiwan) at a screw speed of 56 r/min. The temperatures of the extrusion die, first heating barrel, second heating barrel, and third heating barrel are 250℃, 260℃, 250℃, and 240℃, respectively. The melt-blending cycles are set 0–10 times in order to simulate the recycle processing. Nylon 6 pellets from each melt-blending cycle are dehumidified at 70℃ for 24 h, after which they are made into nylon 6 boards with an injection molding machine (Victor Taichung Machinery Works Co., Ltd, Taiwan) as specified in ASTM D256, ASTM D790, JIS L1094, and ASTM D4935-99. Nylon 6 boards serve as the control group.
Nylon 6/carbon fiber composite boards
Nylon 6 pellets and carbon fibers (5, 10, 15, 20, or 25 wt%) are first mixed in a vertical mixer (WS-C100, Wei Sheng Machinery Industrial Co., Ltd, Taiwan), after which they are dehumidified and melt-blended according to the process described in ‘Nylon 6 boards’, creating the nylon 6/carbon fiber boards (hereafter N/C boards). The number of melt-blending cycles only ranges from one to four. After the fourth cycle, the carbon fibers and nylon 6 cannot be completely mixed, making it impossible to form the N/C boards in the subsequent cycles.
Nylon 6/glass fiber composite boards
Nylon 6 pellets and glass fibers (5, 10, 15, 20, or 25 wt%) are first mixed in a vertical mixer (WS-C100, Wei Sheng Machinery Industrial Co., Ltd, Taiwan), after which they are dehumidified and melt-blended using the same process described in ‘Nylon 6 boards’, creating the nylon 6/glass fiber boards (hereafter N/C boards). Additionally, when the addition of glass fibers is 20 or 25 wt%, the glass fibers and nylon 6 cannot be completely mixed when the number of melt-blending cycles goes beyond six; hence, only N/G composite boards with addition of 20 or 25 wt% glass fibers can be formed when the number of cycles is one to six. Glass fibers are uniformly arranged in the N/G board, as shown in Figure 1.
Scanning electron microscopic image of the fractured cross section of N/G board with 25 wt% glass fibers (magnification × 500). N/G: nylon 6/glass fiber.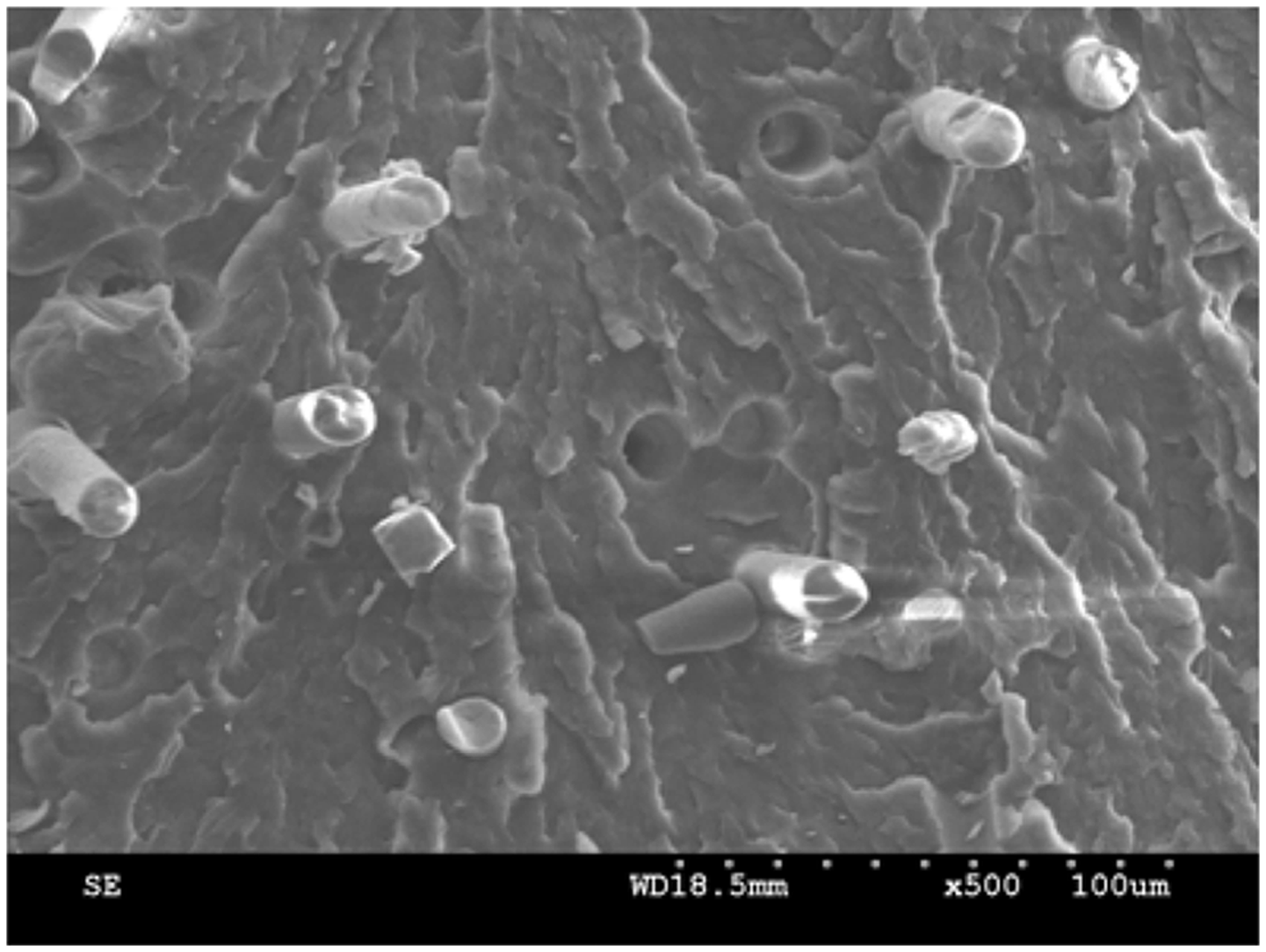
Tests
Izod impact strength test
This test is conducted with an impact testing machine (CPI, Atlas, USA) as specified by ASTM D256 (Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics). Samples are made with a V-shaped notch of 0.25 R ± 0.5 mm, and the specifications of samples are 63.5 × 12.85 × 3.2 mm3. Samples are mounted on the platform, and the cantilever beam is reset to zero and then positioned. In the test, the cantilever beam oscillates to impact the samples. Five pieces of samples from each specification are tested and the values of impact strength are recorded.
Flex strength test
An Instron 5566 (USA) is employed for flex strength test according to ASTMD790 (Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials). Samples of 80 × 12.85 × 3.2 mm3 are prepared as specified in ASTM D618 at 23 ± 2℃ and relative humidity 50 ± 5% for 40 h. The distance between the clamps is 50 mm, the testing speed 1.3 mm/min, and the test is performed on five pieces of samples from each specification.
Surface resistance test
This test is conducted as specified by JIS L1094 (Testing Methods for Electrostatic Propensity) with a surface impedance tester (RT-1000, OHM-STAT, Simco Ltd, USA). Samples are placed on the Teflon slab to insure complete insulation and the tester is loaded with a 5 lb weight, keeping two parallel electronic probes in good contact with the surface of the objects to be tested. Samples are measured 10 times at different locations and recorded according to their values [17].
EMSE test
This is carried out with an EMSE tester (E-Instrument Tech Ltd, Taiwan) according to ASTM D4935-99 (Standard Test Method for Measuring the Electromagnetic Shielding Effectiveness of Planar Materials). The tester uses electromagnetic shielding clamps with coaxial transmission (EM-2107A) and an electromagnetic wave generator (Advantest R-3132), and the scan frequency ranges from 300 kHz to 3 GHz.
Results and discussion
Effects of number of melt-blending cycles on Izod impact strength of N/C boards
Figure 2 shows the Izod impact strength of the N/C boards with various proportions of carbon fibers and the number of melt-blending cycles from 1 to 10. Nylon boards (without carbon fibers) that are, respectively, melt-blended 0–10 times serve as the control group. When the cycle is melt-blended once or twice, and the proportion of carbon fibers is 5, 10, or 15 wt%, N/C boards exhibit lower impact strength than nylon boards. This may be directly associated with the carbon fibers’ inability to help the boards resist the transverse impact. In addition, a small proportion of carbon fibers in N/C boards may lead to stress concentration between the interfaces of carbon fibers and nylon 6 polymer, resulting in a weak reinforcement, and thus decreasing the impact strength. When the proportion of carbon fibers is 20 or 25 wt%, in the first four cycles, N/C boards exhibit an increase in impact strength. This increase is ascribed to a greater proportion of carbon fibers, which contributes to a greater rigidity in N/C boards.
Impact strength of the N/C boards, each melt-blended 1–10 times. The proportion of carbon fibers is 5, 10, 15, 20, or 25 wt%, respectively. N/C: nylon 6/carbon fiber.
Effects of number of melt-blending cycles on Izod impact strength of N/G boards
Figure 3 shows the Izod impact strength of the N/G boards, each with various proportions of glass fibers and numbers of melt-blending cycles. Nylon boards (without glass fibers) that are, respectively, melt-blended 0–10 times serve as the control group. The impact strength of N/G board increases with an increase in glass fiber proportion from 0 to 5 wt%. When the glass fiber proportion exceeds 5 wt%, the impact strength of N/G board decreases. This is due to the increase of glass fibers, which in N/G boards can replace the rigidity with flexibility [18, 19]. In particular, in the fourth cycle, and when the proportion of glass fibers is 15 wt%, N/G boards exhibit the maximum impact strength. However, when the glass fiber proportion is 5, 10, or 15 wt%, the impact strength of N/G boards is lower in cycles 9 and 10 than the first eight cycles. This decrease can be ascribed to the uniform direction that the glass fibers are arranged in within the nylon matrix [20]. Glass fibers in the N/G boards cause a stress concentration, which cannot withstand the lateral impact and hence largely reduce the impact strength of the N/G boards.
Impact strength of the N/G boards, each melt-blended 1–10 times. The proportion of glass fibers is 5, 10, 15, 20, or 25 wt%, respectively. N/G: nylon 6/glass fiber.
Effects of number of melt-blending cycles on flex strength of N/C boards
Figure 4 shows the flex strength of the N/C board with various proportions of carbon fibers, and the number of melt-blending cycles from 1 to 10. Nylon boards (without carbon fibers) that are, respectively, melt-blended 0–10 times serve as the control group. Figure 3 shows that when the number of melt-blending cycles is one, two, or four, and when the proportion of carbon fibers is 5, 10, or 15 wt%, the flex strength of N/C boards is about twice greater than that of nylon boards. When the number of cycles is two or three, and when the proportion of carbon fiber is 20 or 25 wt%, the flex strength of the N/C boards is three times greater than that of nylon boards. This indicates that when added with carbon fibers in nylon 6 matrix, the N/C boards change from flexible composite boards to rigid ones. According to the impact strength test in ‘Effects of number of melt-blending cycles on Izod impact strength of N/C boards’ and ‘Effects of number of melt-blending cycles on Izod impact strength of N/G boards’, N/C boards are subject to damage upon contact with the transient energy; however, they exhibit rigidity when they are gently imposed with energy at a steady speed in the flex strength test. In addition, N/C boards display a greater flex strength when they are melt-blended twice than when they are melt-blended once, thrice, or four times. This is because melt-blending twice contributes to better interfaces between nylon 6 and carbon fibers [21].
Flex strength of the N/C boards, each melt-blended 1–10 times.
Effects of number of melt-blending cycles on flex strength of N/G boards
Figure 5 shows the flex strength of the N/G boards with various proportions of glass fibers and the number of melt-blending cycles from 1 to 10. Nylon boards (without carbon fibers) that are, respectively, melt-blended 0–10 times serve as the control group. The greater the proportion of glass fibers in the N/G boards, the greater the flex strength the N/G boards exhibit. With N/G boards that have the same proportion of glass fibers, the flex strength of the boards remains at a certain level regardless of the number of melt-blending cycles.
Flex strength of the N/G boards, each made with different numbers of melt-blending cycles.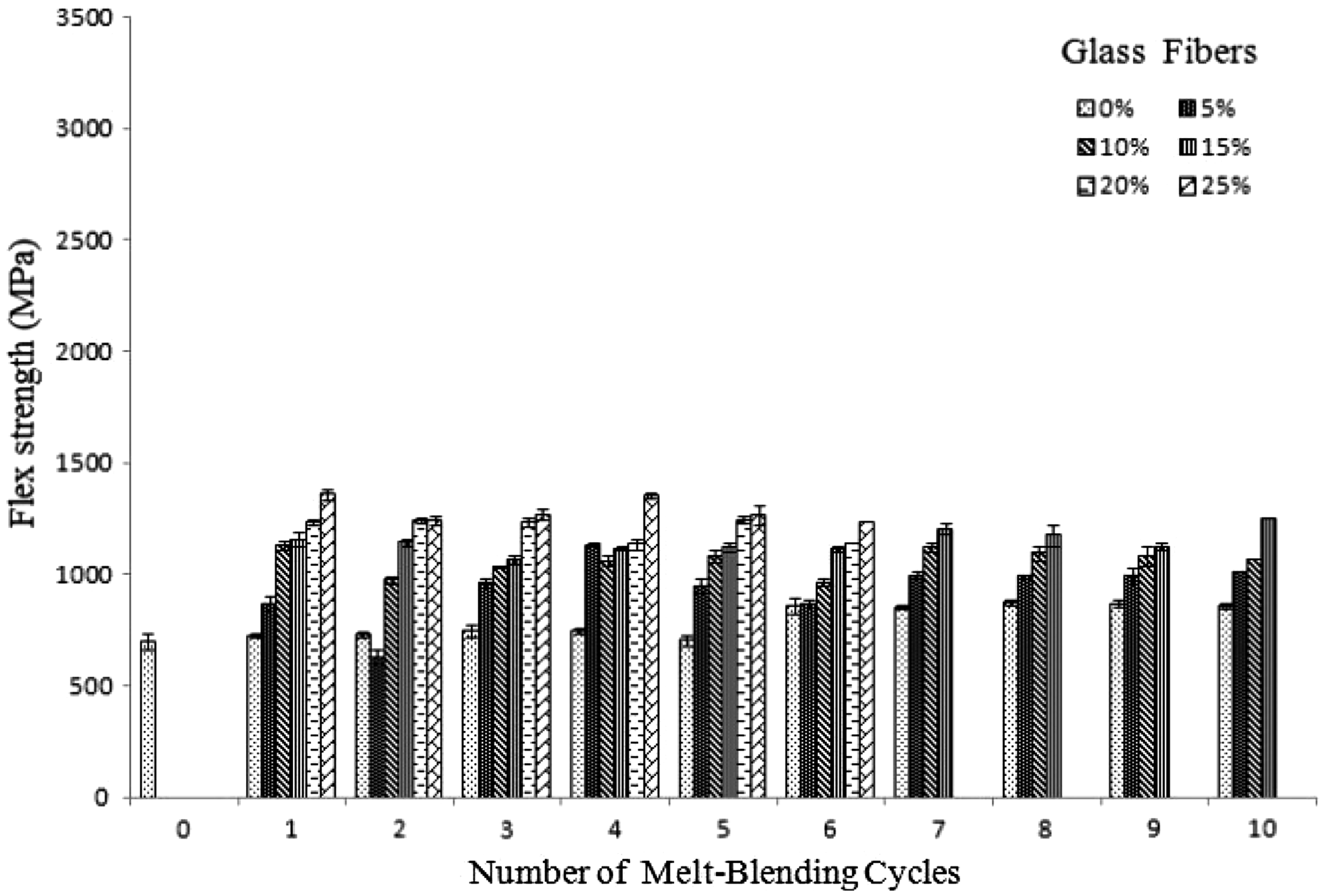
After multiple melt-blending cycles, N/G boards with 25 wt% glass fibers exhibit twice the flex strength of nylon boards. This is ascribed to the addition of glass fibers, which turns the boards’ flexibility into rigidity. Based on the results of the experiment, although the flex strength of N/G boards is lower than that of N/C boards, the addition of glass fibers adds reinforcement to the boards.
Effects of number of melt-blending cycles on EMSE of N/C boards
Figure 6(a) to (c) shows the EMSE of the N/C boards with 5, 15, or 25 wt% carbon fibers, respectively, and one to four melt-blending cycles. According to Figure 5(a), when the numbers of melt-blending cycles are one to four, the average EMSE of N/C boards is 10–15 dB, and the shielding ratio is 90% at a low frequency of 248 MHz, medium frequency 685 MHz, and high frequency 2855 MHz. One possible explanation is that during injection molding process, carbon fibers do not disperse evenly in the nylon 6 matrix, and this affects the EMSE of the resulting N/C boards.
EMSE of the N/C boards with carbon fibers: (a) 5 wt%; (b) 15 wt%; and (c) 25 wt%.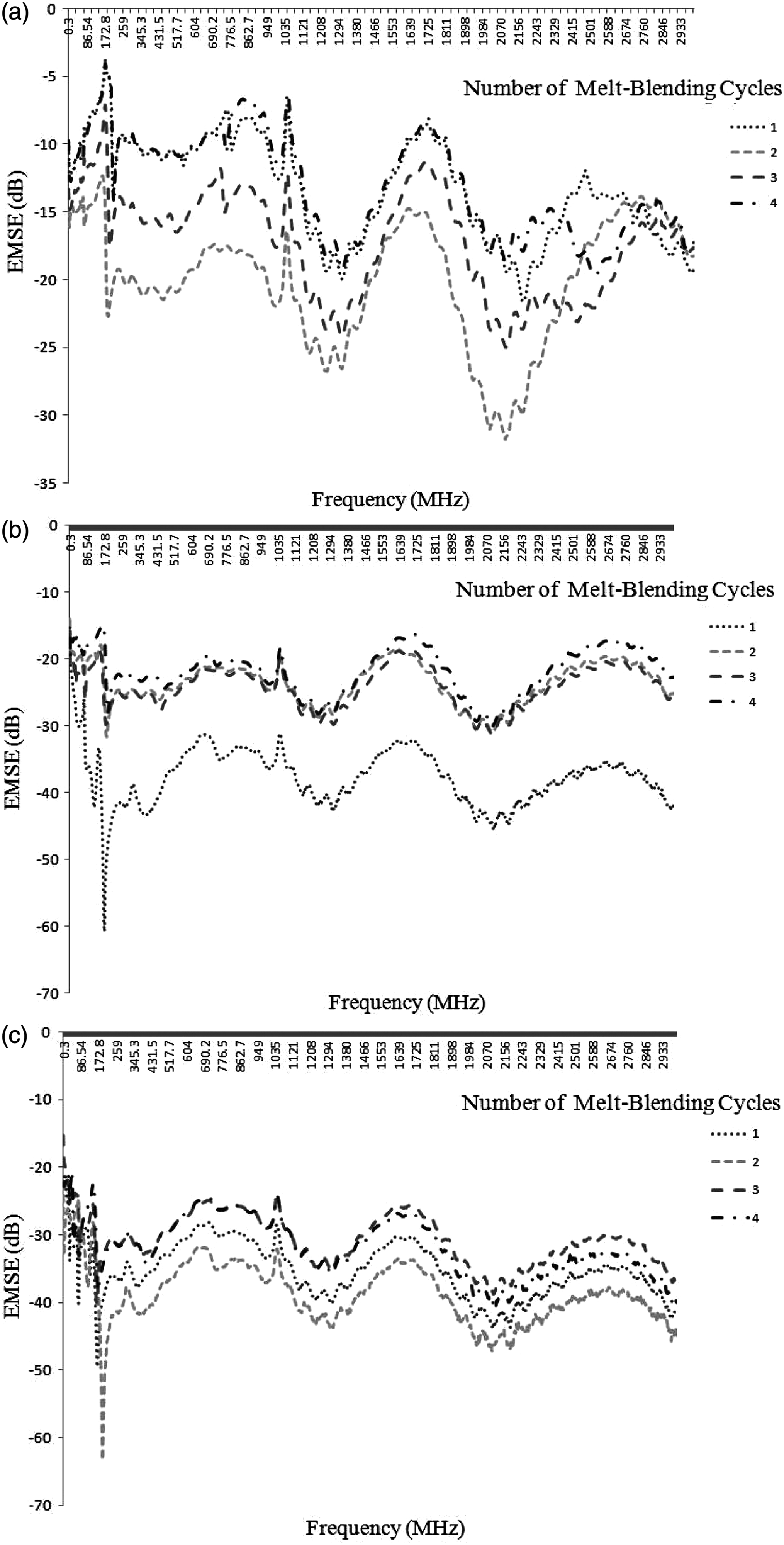
As can be noted in Figure 6(b), the N/C boards show the same trend in EMSE when the number of cycles is two, three, or four; in addition, their EMSE are lower than those of N/C boards melt-blended once. This result is due to the enhanced conducting fiber networks yielded during the injection molding of the boards, further heightening the EMSE to 30 dB at a low frequency of 638 MHz, medium frequency 1658 MHz, and high frequency 2678 MHz [22].
Figure 6(c) shows that the EMSE becomes stable as the proportion of carbon fibers is increased to 25 wt%. The increased amount of carbon fibers dispersing inside the nylon 6 matrix gives the N/C boards a better conductive network. EMSE of N/C boards are between 30 and 40 dB at a low frequency of 653 MHz, medium frequency 1645 MHz, and high frequency 2675 MHz. EMSE is primarily associated with the amounts of the carbon fibers as well as the mixing methods of nylon 6 and carbon fibers. The temperature of melt-blending, shear force, and duration of melt-blending, all directly affect the dispersion of carbon fibers in the nylon 6 matrix.
Except for the two N/C boards, in which the proportion of carbon fiber is 5 wt% and the number of cycles is two, or carbon fiber is 15 wt% and the number of cycles is one, the rest of the N/C boards exhibit good EMSE. Such results indicate that an increase in the proportion of carbon fibers contributes to the stability of the composite boards, thereby explaining the importance of the preparation of samples as well as the dispersion of the reinforcing material in the matrix.
Effects of amount of carbon fibers on surface resistivity of N/C boards
The number of melt-blending cycles is determined as two according to the mechanical property tests. Figure 7 shows a trend that the surface resistivity of N/C boards decreases as the proportion of carbon fibers increases. When the N/C boards have 5 or 10 wt% carbon fibers, their surface resistivity is 40.28 or 32.05 kΩ/square, respectively, both of which are optimum. With these proportions of carbon fibers, the ratio of nylon 6 is greater. Plastic has the feature of insulation [17–23], which is demonstrated by the nylon 6 matrix. N/C boards with 15, 20, or 25 wt% carbon fibers yield a surface resistivity that is 10 times lower than that of 5 or 10 wt%. This is due to the fact that when the N/C boards have a lower content of nylon 6 and higher content of carbon fibers, there are more opportunities for carbon fibers to disperse on the surface of the resulting N/C boards, thereby making the N/C boards conductive, and further decreasing the surface resistivity of N/C boards.
Surface resistivity of N/C boards, each made with 5, 10, 15, 20, or 25 wt% carbon fibers, and melt-blended twice.
Effects of numbers of melt-blending cycles on both EMSE and surface resistivity of N/G boards
Shielding materials exhibit a greater EMSE when they possess greater permeability and electrical conductivity. Thus, to shield an electric field, materials with a high conductivity or a high dielectric coefficient should be used. However, both nylon 6 and glass fibers that are used in N/G boards are not electrically conductive, and the N/G boards do not exhibit EMSE. In addition, glass has no electric conductivity, making it an optimal material for insulating against electricity. N/G boards with glass thus have high dielectric strength and low dielectric loss and therefore lack electric conductivity and surface resistivity. As a result, the N/G boards are completely insulated against electricity, yielding neither EMSE nor surface resistivity.
Conclusion
The impact strength of nylon 6 does not decrease with an increase in the number of melt-blending cycles. However, carbon fibers exhibit a very weak lateral impact resistance, and thus the impact strength of the N/C board, even with 25 wt% carbon fibers, is still lower than that of the N/G board with 5 wt% glass fibers. Both N/C and N/G boards, which compose, respectively, of carbon or glass fibers, fail to exhibit rigidity when confronting transient energy in the impact strength test. In the electronic property evaluation, N/C boards show that EMSE is over 10 dB, regardless of whether frequency is low, medium, or high, qualifying them as insulating boards for electronically precise instruments and medical equipment. N/C boards, as a result of upgrading nylon 6’s utilization, insure the accuracy of electronically precise instruments as well as heighten these instruments’ mechanical properties.
Footnotes
Funding
We are grateful to Hawluck Chemical Co., Taiwan, R.O.C. for sponsoring the carbon fibers needed in this study.