
Abstract
Multi-axial fabrics are among new species of technical class of textile fabrics. These fabrics have found extensive use as composites reinforcement element. In this work, a novel method for production of multi-axial fabrics by incorporation of nonwoven layers into a basic thread-like structure was employed. Integration of fibrous into the basic structure was achieved using conventional needling operation. Effect of parameters such as yarn fineness, areal density of nonwoven fibrous layers and punch density were examined. It was found that, as far as fabric strength is concerned, the test samples behaves similar in various directions. Statistical analysis using ANOVA indicated that not only yarn fineness is the most influential factor affecting the strength of fabric but also reduction in yarn fineness results in increases in fabric strength. It is concluded that, an increase in areal density of nonwoven fibrous layers can improve fabric strength when fine yarns and lightly needled layers are used. In addition to above it was found that, generally the amount of punch density used during integration operation cannot influence the mechanical behavior of the resultant fabric.
Introduction
The past two decades has witnessed the enormous expansion of technical fabrics in various applications. This is due to miscellaneous physical and mechanical advantages offered by this type of textile structures. Multi-axial warp knitted fabrics properties encompass features such as low mass, high flexibility, dimensional stability, high strength and good wear resistance [1]. Technical fabrics can be classified either according to their shape and structures or their applications. In the latter the fabrics are categorized as following:
Reinforcement: The fabric is used as part of a composite material. Incorporation of the fabric in composite material leads to general improvement of mechanical properties of the composite material. Processing aid elements: In these applications the fabric is used as aiding element in industrial processes such as filtration. Finished product: In these applications the fabric is used as the final end-products such as tent, travel and sports items [2,3].
As far as composite materials are concerned, warp and weft knitted structures together with braided structures are employed as composite reinforcing elements. These fabrics exhibit different properties due to variation in their structures. Thus the required end-use characteristics determine the initial selection of the fabric. It is common to consider the knitted fabrics as highly elastic structures. This unique property of knitted fabrics limits their use as composite reinforcing elements. However, if yarns with high modulus are used in construction of knitted fabrics, then high quality composite materials can be made using these knitted fabrics [4,5]. In this respect, multi-axial warp knitted fabrics due to their inherent mechanical properties are preferred by composite designers. Composite industry has benefitted from the use of multi-axial fabrics both technically and economically. While the latter is concerned with reduced manufacturing cost and expenses, the former includes low lamination, dimensional stability, durability, drape, and good forming ability [6,7]. The technical merits are due to the fact that, crimp-less and parallel yarns are immediately subjected to stresses upon fabric loading. This is due to absence of yarn intersection. Additionally virtually any density of threads can be achieved during layering of yarns in comparison to thread density obtainable in woven fabrics. According to EU 13473 multi-axial fabric is defined as a textile structure composing of one or more parallel crimp-less yarn layers that are neither knitted or woven. The yarn structure can be integrated with nonwovens or polymeric films or foams in final knitting process [8]. In multi-axial fabrics yarn count and orientation can be made to vary. This is achieved on a purposely built machine capable of picking yarns parallel and at a desired angle at one section and knitting the layers in the second section. The unique properties of multi-axial fabrics have attracted the interest of many researchers. In this respect mechanical properties of multi-axial fabrics such strength and dimensional stability, bending and shear behavior, energy absorption and composite reinforcement have been extensively investigated [9–14].
In this work a new method for production of multi-axial fabrics has been pursued. Integration of constituting layers has been achieved using needling operation instead of normal practice of using Rachel knitting machines. The effect of production parameters such as punch-density, mass per unit area of the nonwoven layer, yarn fineness on tensile strength of the samples was evaluated.
Experiments
In the absence of suitable yarn layering apparatus, experimental samples were manually prepared in two stages. The first stage of yarn layering was followed by sandwiching the yarn layers between two fibrous nonwoven webs as shown in Figure 1. For this purpose a 40 × 40 cm2 plain woven fabric strongly held by a wooden frame was used. In order to be able to lay the yarns parallel to each other at the required angle, gauge ten tufting module consisting of needles at a distance of one tenth of an inch were used. The yarn ends at one side of the frame were attached to the gauge part and were drawn over the held fabric. At the other side of the frame yarn ends were detached from the gauge part and were sewn to the fabric. Constant fabric tension was maintained by means of a tensioning mechanism incorporated in the wooden frame. The holding woven fabric was removed; yarn layer and the webs were subjected to needling operation. FEHRER AG needle loom model NL21equipped with GROZ-BECKERT needles felting needles 15*16*32*3 1/2 M 332 G 53017 at penetration depth of 13 mm were used. It must be emphasized that, currently knitting techniques are used to interconnect the various layers. The knitted loops not only impart the necessary strength along the thickness of the multi-axial fabrics, but also induce dimensional stability by orienting the yarn within the layer. In effect the loops act as holding pegs along the thickness. In samples used in this work holding pegs were created by action of barbed needles penetrating the sandwich during needling operation.
Schematic illustration of multi-axial nonwoven structure.
Sample characteristics
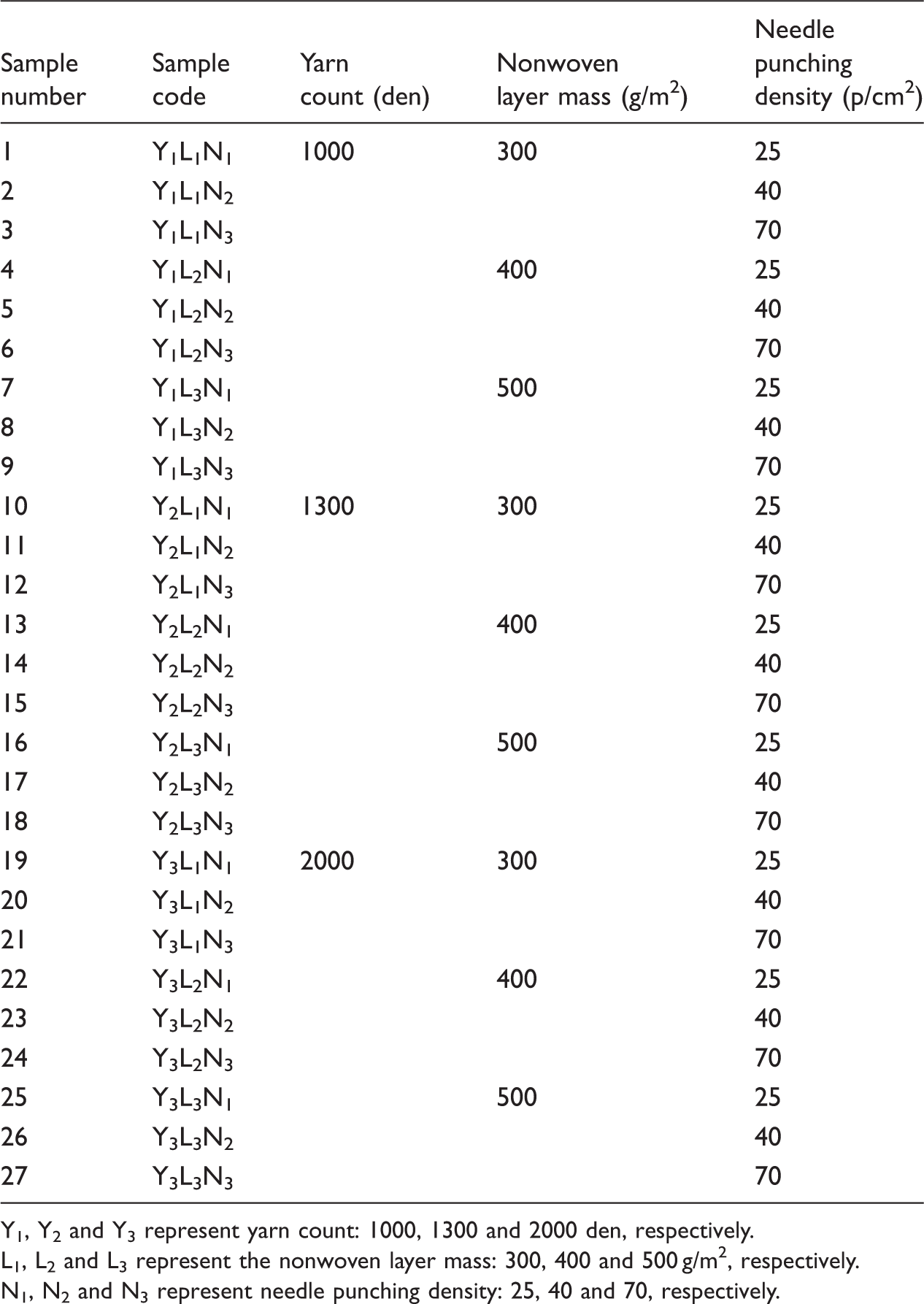
Y1, Y2 and Y3 represent yarn count: 1000, 1300 and 2000 den, respectively.
L1, L2 and L3 represent the nonwoven layer mass: 300, 400 and 500 g/m2, respectively.
N1, N2 and N3 represent needle punching density: 25, 40 and 70, respectively.
A typical of tensile strength of the samples is shown in Figure 2. As can be seen tested samples exhibit two distinct peaks. This is due to dual structure of the test samples. The initial increase in elongation is due to loading of the yarn layer. The yarn layer resists the force exerted on the sample to the point where the first peak appears. This first peak is the point where failure of the sample begins. In this work first peak is considered to be either the maximum force that can be tolerated by the test sample or tensile strength of the sample. Sudden failure of the sample beyond the first peak is due to breakage of some yarns. Further increase in the force exerted on the samples is also resisted by the nonwoven fibrous layers. These two layers resist the force by changes mainly in the orientation of the fibers of the nonwoven fibrous layer and also by contribution of unbroken yarns. This reorientation phenomenon continues until no further reorientation is possible. The second peak represents the total failure of the multi-axial fabric. It is emphasized that the second peak is mainly due to the combined effect of nonwoven layer and the yarns. Therefore, the first peak must be considered as the true strength of the samples. Tables 2 and 3 show the yarn and multi-axial fabric strength in four directions.
Tensile strength of the sample. Yarn mechanical properties The fabric characteristics


Results and discussion
In order to establish that samples are capable of withstanding the load in the defined four principle directions, it must be proved that fabric strength in the four directions is similar and statistically no significant difference exists between the four measured strength values. For this reason following parameter which is the ratio of maximum to minimum strength differential in the four principle directions was defined.

It was found that MMR ratio of over 60% of the samples was less than 10%. This indicates that the difference in strength of the samples is negligible. The MMR value of three of the samples was found to be over 20%. In order to confirm the above findings, statistical evaluation of the maximum and minimum data strength in each direction was carried out. To evaluate the effect factors such as yarn count, nonwoven mass and punch-density, the mean strengths in four principle direction of −45°, 0°, +45° and 90° were compared.
The effect of yarn count, mass per unit area of the fibrous layer and punch-density on fabric strength were evaluated, using SPSSv16 software. Duncan test and ANOVA analysis were employed.
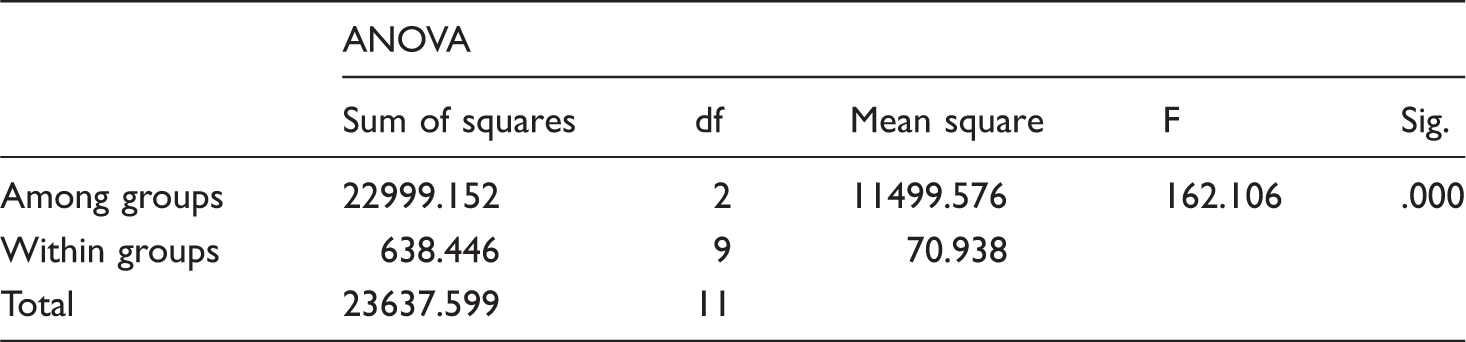
Effect of yarn count
Results are shown in Figure 3. According to the ANOVA analysis (Table 4), it can be stated that, breaking strength of the samples is strongly influenced by the yarn count. Fibers constituting the yarns or the nonwoven layers are differently oriented in their respected structures. The fibers in the yarn follow a defined orientation which is not the case for the fibers of the nonwoven layer. Therefore, when the composite structure is subjected to tensile force, each component of the composite tends to elongate. However, due to the above structural differences the rate of elongation of each component is different. Thus, the yarn layer which has a smaller elongation yields sooner than the highly extensible nonwoven layers. It was found that nonwoven layer elongation is six times that of yarn layer.
Effect of yarn count on tensile strength (N) of the sample. ANOVA analysis of effect of yarn count on tensile strength of fabric
Effect of nonwoven layer mass and needle punch density
The results of the effect of nonwoven layer mass on the strength of the composite fabrics are shown in Figure 4. The yarn layer of the tested sample contained yarns of 1000, 1300 and 2000 denier. As far as the results of Duncan test in regard to mass of nonwoven layer is concerned, it can be said that, nonwoven layer mass marginally affects the fabric strength when both yarn count and punch density are low. This is due to the fact that, fibers of the nonwoven layer have one end in the fibrous layer while their other end is held by the yarns of the yarn layer. Thus, the fibers act as holding pegs and have no contribution to the strength of the fabrics. However, it must be emphasized that, in case of conventional multi-axial fabrics, high modulus yarn is used in preparation of the yarn layer. In such case the effect of stitching threads on overall strength of the fabrics is negligible. In the present work high modulus yarn was not used for preparation of yarn layers. Therefore, nonwoven layers can hardly affect the overall strength of the fabrics containing yarn layer made of low count yarns. The effect of punch-density on the strength based on ANOVA analysis indicate that, despite the effect of punch-density on the strength of the nonwoven layers, the latter has no effect on breaking strength of the fabrics. Figure 5 shows the effect of punch-density on tensile strength of the sample.
Effect of Nonwoven layer mass on tensile strength (N) of the sample. Effect of needle punch-density on tensile strength (N) of the sample.

Conclusion
This work has been able to offer a novel technique for production of multi-axial fabric. This technique unlike usual methods currently used in production of these types of fabrics incorporates nonwoven technology. Considering the results it can be stated that, statistical treatment of experimental data confirms that no significant difference exists in the strength of the samples in the four defined principle directions. It is also concluded that, yarn count directly affects the sample strength. It can be said that, fibrous nonwoven mass used marginally influences sample strength. Therefore, it can be stated that, in the absence of high modulus yarn, the marginal increase in the observed strength of the test sample is due to contribution of the nonwoven fibrous layer. This is despite of the fact that, tenacity of the nonwoven layer is increased as punch-density is increased. It is emphasized that the nonwoven layer in this application rather acts as yarn holding bed and not functions as reinforcement. With reference to Figure 6 that depicts the tensile strength of the experimental samples in ascending order of magnitude, it can be concluded that the principal parameter affecting tensile strength of the samples is the yarn count and contribution of the nonwoven layer is marginal. It is interesting to note that as shown by horizontal axis of Figure 6, samples denoted by Y1 exhibit lowest tensile strength. These samples are produced by incorporation of finest yarns. Similar ascending trend in tensile strength of the samples are followed when thicker yarns are incorporated by samples Y2 and Y3.
Tensile strength in ascending order for the samples.
Footnotes
Funding
The authors would like to thank Isfahan university of technology and Mahoot Co. for their assistance in funding this research.