
Abstract
Nowadays, because of limited sources of energy, thermal insulation property is becoming very important for engineers. The main purpose of this work is to investigate thermal insulation property of three-dimensional knitted spacer fabrics integrated by ceramic powder-impregnated fabrics. Ceramic materials are well-known and useful for thermal insulation applications. An apparatus was designed and manufactured for measuring the heat flux through fabrics as well as thermal insulation property. The apparatus consists of a guarded hot plate providing adjustable temperature ranging from 36 to 500℃. In order to measure the fabric cold-side temperature, an infrared thermometer is used. A heat flux sensor is also used to measure the heat flux through samples. To improve thermal property and prevent the air convection through spacer fabric, a three-layered fabric system consisting of a three-dimensional knitted polyester spacer fabric in the middle and integrated by two layers of knitted cotton fabrics impregnated with silica at both sides was constructed. This multilayer construction had a significant effect on increasing the thermal resistance property in comparison to the untreated spacer fabric. A series model was also considered for the thermal resistance of multilayered set. Thermal resistance of each layer was first measured separately and thermal resistance of multilayered set was calculated according to the series model. The total thermal resistance of the set was then measured. The results showed a good agreement with those from series model.
Introduction
Heat transfer is a kind of energy transfer occurring when a temperature difference exists between two materials. Heat transfer through textiles may be classified into three mechanisms: conduction, convection and radiation. Heat transfer through high-porosity materials is composed of radiation and conduction. However, in fibrous materials with densities of 20 kg/m3 or higher, natural convection is negligible [1,2]. A textile material is a combination of fibers and air. Thermal conductivity of air is much smaller than thermal conductivity of fibers; therefore, entrapped air between fibers plays an important role in thermal insulation property of textiles.
Ceramic powders have a high melting point and low thermal conductivity because of entrapped air in their internal voids. Ceramic powders have numerous applications in thermal insulation. Application of ceramics in textile materials was studied previously [3]. It was shown that when ceramics were used, thermal insulation property of textiles increased slightly in comparison to textiles without adding ceramics. The production of fabrics containing ceramic powders is very complex because of difficulties involved in entrapping of the ceramic powder into the fabrics. However, ceramic powders such as Silica (SiO2) and Zirconia (ZrO2) can be selected because of their high emissivity in infrared regions and ability to form a uniform layer upon the fabrics [4].
Thermal insulation properties and performance of different textile materials have been already investigated [5–7]. According to Cass, spacer fabrics are like a sandwich, consisting of two complementary fabrics with a third layer tucked in between [8]. Spacer fabrics are used because they are known as three-dimensional (3D) textiles. They are produced with different thicknesses and can be used in thermal insulation applications because of their higher thickness compared to woven and knitted fabrics.
The main aim of this work is to improve the thermal properties of spacer fabrics. The spacer fabrics have loose and open structure. The open structure is essential and useful to entrap air pockets in the fabrics’ porous spaces. However, despite the high thickness of spacer fabrics, the open structure allows the air convection through the spacer fabrics leading to higher thermal conductivity. To prevent the air convection through the spacer fabrics and take benefit of air trapping potential, both side of the fabric are usually covered by different materials. Different methods such as films, coatings or dense fabrics are proposed by different researchers. In this work, impregnated fabrics with ceramic powders are proposed. The ceramic materials have low thermal conductivity. Furthermore, they can fill the porous spaces of ordinary fabrics and prevent the air convection. These can make ceramic impregnated fabrics suitable for covering both sides of spacer fabrics to prevent the air convection through spacer fabrics. Combination of low thermal conductivity of ceramic materials and high air entrapping potential of spacer fabric, integrated by ceramic impregnated fabrics, can offer a good multilayer structure suitable for thermal retardant and thermal insulation applications such as heat-protective clothing and gloves, vent, outwear, Jacket etc.
Thermal insulation property of spacer fabric was first studied. The spacer fabric was also integrated by two layers of ordinary fabrics impregnated with ceramic powder at both sides. The effects of fabric type, ceramic powders as well as temperature were then studied. The application of this multilayer composite structure can be found in the area of thermal insulation and heat barrier materials. These multilayer fabrics have low weight, excellent compression-recovery property and good thermal resistance simultaneously.
Methods and materials
To impregnate the fabric with ceramic powder, a solution consisting of ceramic powder, polyethylene wax and butyl alcohol was prepared. Two types of ceramic materials i.e. Silica (SiO2) and Zirconia (ZrO2) powders with purity above 98% and 400 mesh (openings size 37 µm) were used. These two ceramic powders are selected because of their low thermal conductivities. The thermal conductivity of Silica and Zirconia are 1.3 and 1.7 W/m℃, respectively. The role of polyethylene wax is suspending the ceramic powders into solution; polyethylene wax can also join ceramic powders to fibers easily. Butyl alcohol is used as wax solvent. The mass ratio of wax to ceramic powders in slurry can be changed from 1:1 to 1:10. For example, when the ratio of wax to ceramic is 1:2, we used 6 grams of wax, 12 grams of ceramic powder and 82 grams of butyl alcohol.
To probe the effect of the type of ceramic powders on heat transfer rate, we prepared different solutions with two ceramic powders. Different solutions with different ratios of wax to ceramic powders were also prepared. The samples were impregnated with prepared solution. The prepared samples were left in room temperature for 24 hours and then dried in an oven for 30 minutes at a temperature of 100℃. Different types of fabrics were used i.e. two types of polyester spacer fabrics with different thicknesses (3 and 6 millimeter), a cotton woven fabric and a cotton knitted fabric. Thermal conductivity of cotton and polyester fibers are 0.071 and 0.140 W/m℃, respectively.
Characteristics of samples. a

aImpregnated samples are shown with prime symbol in parenthesis.
The experiments were carried out in three different levels of hot plate temperature i.e. 60℃, 80℃ and 100℃. For each fabric type, untreated and impregnated samples were tested as well as three layers sets.
All experiments were performed according to ASTM C-177. The diagram of cold side temperature versus time was recorded. After 30 minutes, the equilibrium temperature was obtained at the steady state. In each case, five samples were selected from different parts of the fabric. The tests on each sample were repeated four times (2 × 2 times i.e. two times for each opposite sides) and then the average value was calculated.
Experimental setup
In this work, guarded hot plate method was used to calculate the thermal properties of textile fabrics. The guarded hot plate method is now recognized as the most accurate technique for determining the thermal properties of materials [9].
Figure 1 shows schematic diagram of the apparatus used to measure heat flux and thermal resistance properties of textile in this experiment. A guarded hot plate instrument was designed and manufactured. It can provide uniform and adjustable temperature ranging from 36 to 500℃. The hot plate is equipped with a heat sensor connected to a PID control unit that adjusts the hot plate temperature to the desired value with an accuracy of ±1℃. The whole set is placed inside an aluminum chamber. To complete the apparatus and reduce radiation error, the outside faces of aluminum chamber were covered with a thin and flat aluminum foil that had a low emissivity.
Schematic diagram of the test apparatus.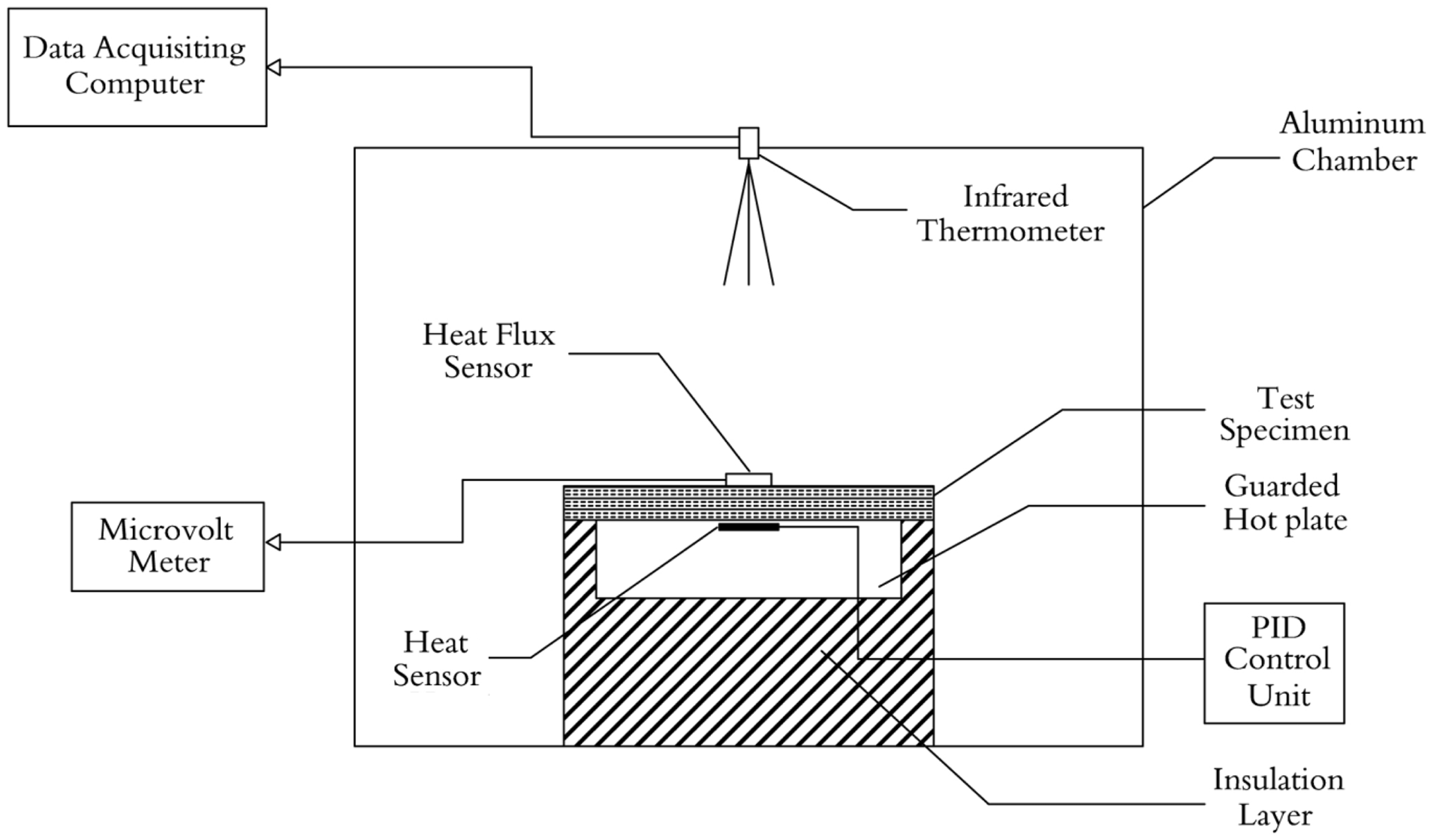
Infrared thermometry has already been used to measure the surface temperature of fabrics [6,8]. Infrared thermometer (Raytek MI) was used to measure the temperature. The latter has a lens that focuses transmitted infrared energy of samples on a detector. This detector changes infrared energy to electrical signal that shows target temperature on the monitor. The thermometer sensor is fixed on the top of the apparatus (Figure 1) and is connected to a PC computer for data acquisition.
In order to calibrate the hot plate temperature, while no sample is on the hot plate, temperature of surface of the hot plate is read by the infrared thermometer and then adjusted to desired value. The sample is now placed on the hot plate. The temperature of cold side of samples is measured by the infrared thermometer.
To measure heat flux through samples, a heat flux sensor (Omega HFS-4) connected to a digital multimeter (Fluke 289) was obtained. The heat flux sensor acts as a transducer and changes the heat flux to a microvolt (µV) electrical current. Having the output index of the heat flux sensor, the heat flux through materials can be calculated by the microvolt meter. We used calibration properties of heat flux sensor (HFS-4) provided by OMEGA engineering INC. The dimension of heat flux plate is 35.1 mm × 28.5 mm. The thermal resistance and thermal capacitance of thin film heat flux are 0.004 (℃/W/m2) and 1000 (W.s/m2℃), respectively. Thermal capacitance is heat energy required to raise mean temperature of sensor one degree. The output of the HFS-4 is 1.8 µV/W/m2.
Results and discussion
Figure 2 shows the diagram of temperature versus time for cotton woven fabric (both impregnated and untreated samples). The hot plate temperature is set on 60℃ and cotton fabric is impregnated with a solution in which ratio of wax to silica is 1:10. The coefficients of variations (%CV) are shown in parenthesis. As can be seen in Figure 2, impregnated woven can be reduced from 60℃ (hot plate temperature) to 44.2℃ (cold side temperature) in comparison to untreated woven (54.1℃). This is the effect of ceramic powder on a lower thermal conductivity than the fabric.
Temperature versus time diagram for cotton woven fabric.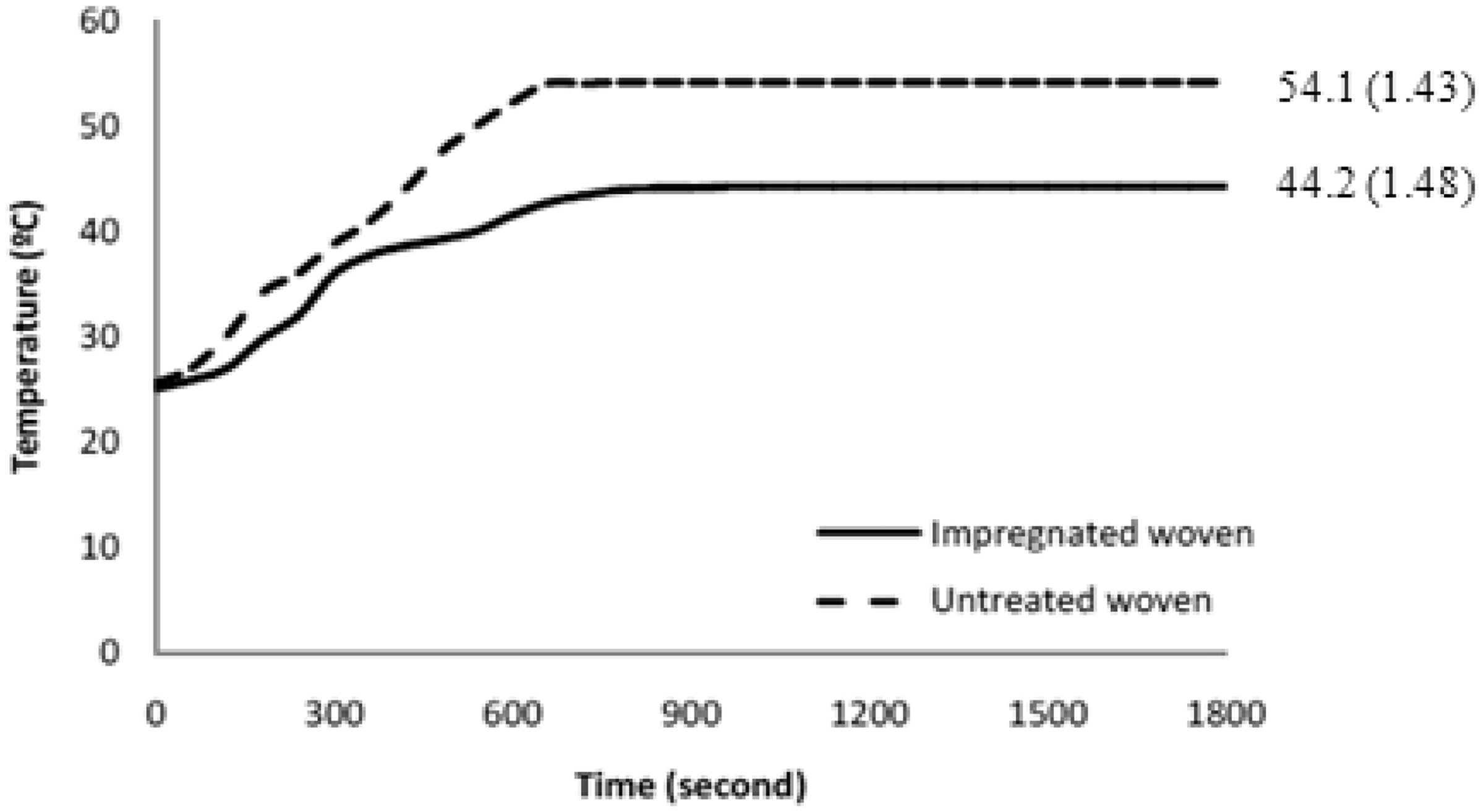
Figure 3 shows the diagram of temperature versus time for cotton knitted fabric (both impregnated and untreated samples). The hot plate temperature is set on 60℃ and cotton fabric is impregnated with a solution in which ratio of wax to silica is 1:10. The coefficients of variations (%CV) are shown in parenthesis. As can be seen in Figure 3, impregnated knitted can be reduced from 60℃ (hot plate temperature) to 42.3℃ (cold side temperature) in comparison to untreated knitted (50℃).
Temperature versus time diagram for cotton knitted fabric.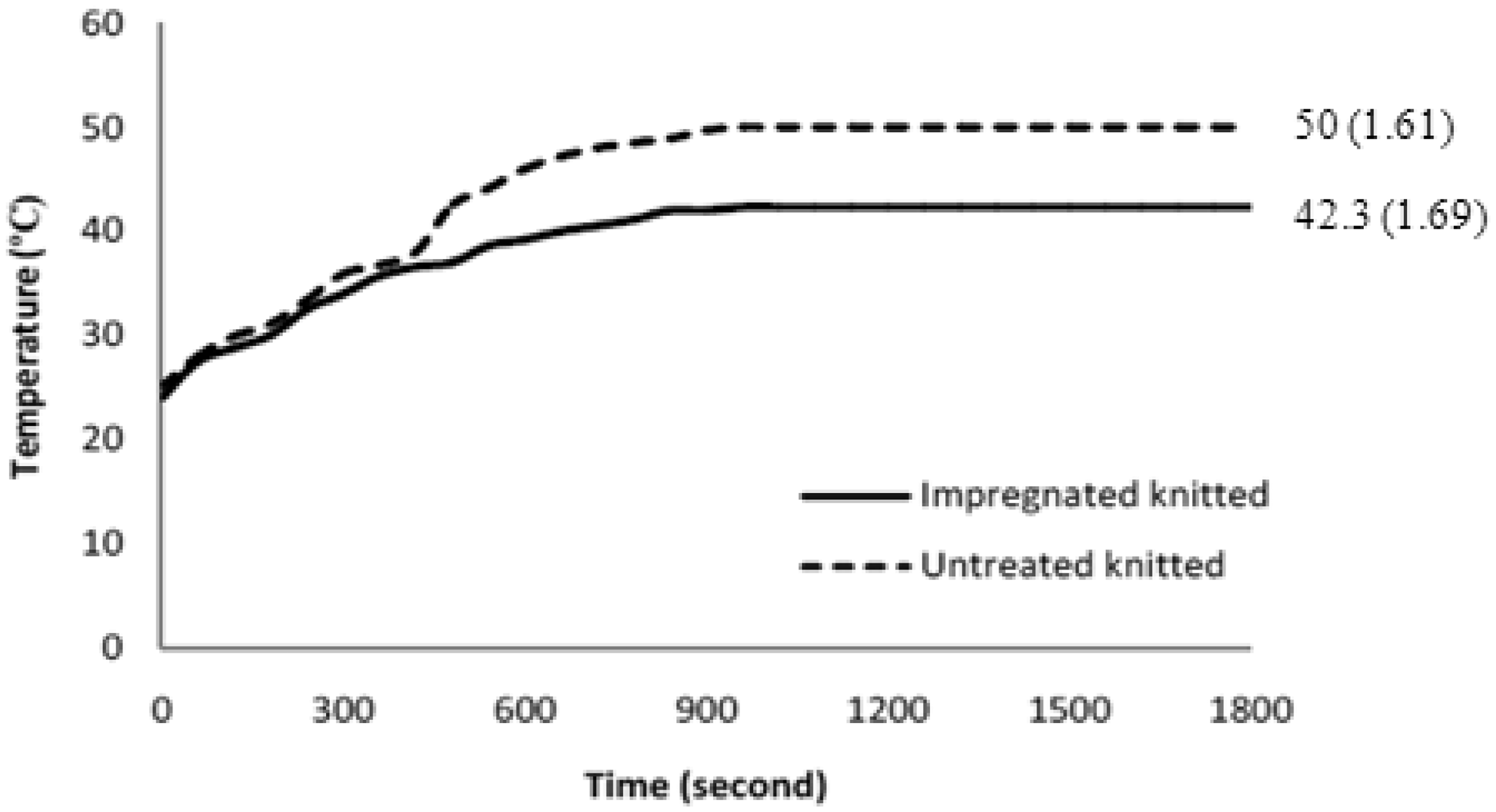
Figure 4 shows the diagram of temperature versus time for polyester spacer fabrics. The hot plate temperature is set on 60℃. The coefficients of variations (%CV) are shown in parenthesis.
Diagram of cold side temperature versus time for spacer fabrics.
Figure 5 shows the effect of sample type on samples cold side temperature when the hot plate temperature is set on 60℃ and cotton fabrics are impregnated with a solution in which ratio of wax to silica is 1:10. The coefficients of variations (%CV) are shown in parenthesis. As can be seen in Figure 5, polyester spacer fabric with 6 mm thickness can be reduced from 60℃ (hot plate temperature) to 34.6℃ (cold side temperature). This is because of entrapping still air into internal voids as well as its higher thickness in comparison to other samples.
Effect of sample type on cold side temperature of the samples (hot side: 60℃).
Different experiments were carried out on different types of three-layered fabric systems. After performing statistical analysis on results, we found that the integration of spacer fabric with impregnated knitted cotton fabrics showed a better thermal insulation in comparison to integration with woven fabric. Therefore, to demonstrate the effect of ceramic powder, ratio of ceramic powder and hot plate temperature on samples cold side temperature, those cases of multilayer fabrics were selected in which the spacer fabric is integrated by two layers of cotton-knitted fabrics (sample code: B′DB′). This will be explained later in this paper.
Figure 6 shows the effect of the type of ceramic powder on samples cold side temperature. The hot plate temperature was set on 60℃. The coefficients of variations (%CV) are shown in parenthesis. As can be seen in Figure 6, silica can be reduced from 60℃ (hot plate temperature) to 29℃ (cold side temperature) in comparison to Zirconia (34℃), because thermal conductivity of silica is smaller than Zirconia.
Effect of type of ceramic powder on cold side temperature of the multilayer samples (sample code: B′DB′).
Figure 7 shows the effect of ratio of ceramic powder on samples cold side temperature. The hot plate temperature is set on 60℃. The coefficients of variations (%CV) are shown in parenthesis.
Effect of rate of ceramic powder on cold side temperature of the multilayer samples (sample code: B′DB′).
According to Figure 7, it is obvious that the increase in the ratio of ceramic powder leads to the reduction of heat conducted through the samples. When sample is impregnated with a solution in which ratio of wax to silica is 1:10, it can be reduced from 60℃ (hot plate temperature) to 29℃ (cold side temperature).
Figure 8 shows the relationship between hot plate temperature and sample cold side temperature. The hot plate temperature is set on 60℃ and cotton samples are impregnated with a solution in which the ratio of wax to silica is 1:10. The coefficients of variations (%CV) are shown in parenthesis. Figure 8 also shows that when hot plate temperature is increased, sample cold side temperature is increased too. This could be due to the fact that when temperature increases, thermal conductivity of materials increases too.
Relationship between temperature of hot plate and cold side of the multilayer samples (sample code: B′DB′).
Series model for thermal resistance
Finally, a series model was considered to predict the total thermal resistant of multilayered fabrics. Figure 9 shows a schematic diagram of the multilayered fabrics. Investigation of heat transfer rate in multilayered materials is very difficult because of combination of conduction and radiation heat transfer through these materials [10,11]. As mentioned previously, heat transfer through fibrous material consists of conduction, natural convection and radiation. Previous studies have shown that radiation accounts for 40–50% of the total heat transfer through fibrous materials [12,13].
Diagram of three-layered thermal insulation.
Under steady-state conditions, Fourier’s heat conduction equation can be used for calculation of effective thermal conductivity by equation (1) [14,15]:



The thermal resistance, R (m2 K W−1), is related to the effective thermal conductivity and thickness of the fabric, L (m), as can be seen in equation (4) [14]:

The layers are considered to set as a series of thermal resistance, as shown in Figure 10, where qi is inlet heat flux, qo is outlet heat flux. Thus, equation (5) can be used for calculating the total thermal resistance [16]:
Schematic diagram of series circuit model for 3-layered sample [17].

Effective thermal conductivity and thermal resistance of samples. a

aThe values in the parenthesis are coefficients of variations (%).
Comparison of theoretical and experimental values of thermal resistance. a

aImpregnated samples are shown with prime symbol.
Results show that there is a good agreement between thermal resistance from experiment and those of series model for the three-layer samples. Average error is about 1.79%. It can be concluded that series model has an acceptable validity.
Conclusions
The thermal property of fabrics was studied. It was found that spacer fabric with 6 millimeter thickness had the highest thermal resistance among other samples studied. The fabrics were also impregnated with ceramic powders. The results also showed that silica had a larger effect on decreasing thermal conductivity and increasing thermal resistance of the fabrics in comparison to Zirconia, because thermal conductivity of Silica is smaller than Zirconia. The increase in the ratio of ceramic powder leads to the reduction of heat conduction through the samples. A 3D knitted spacer fabric was used to make a multilayered construction consisting of two knitted cotton fabrics (impregnating with silica) with both sides and a 3D knitted polyester spacer fabric in the middle. This construction had a significant effect on increasing thermal resistance in comparison to untreated spacer fabric. A series model was considered for thermal resistance of multilayer fabrics. The results showed a good agreement between theoretical model and experimental values.
Footnotes
Acknowledgement
The authors would like to express their sincere thanks to the deputy of research of Isfahan University of Technology for the financial support.