
Abstract
The objective of this article is to evaluate the effect of some synthetic polymeric fibers on the flexural behavior of cement-based matrix. On this basis, polypropylene (PP), nylon 6,6 (N66), and polyacrylonitrile (PAN) fibers were selected and characterized by optical microscopy, tensile test, aging in chemical solution, surface free energy testing, and scanning electron microscopy. The flexural behavior of fiber-reinforced cementitious composites was determined using a three-point bending test. N66 and PAN fiber reinforced composites had higher toughness and maximum flexural strength, which were in line with the results of surface free energy of the fibers.
Introduction
The application of fibers for reinforcing cementitious materials is a well-known subject. Initially, asbestos fibers were used in the Hatschek process to produce fiber-reinforced cement sheets. Because of its high fiber strength and durability, high physical and chemical resistance, non-combustibility, resistance to weathering attack, and cost-effectiveness, asbestos has been used as a building material in various forms and styles during the last century to fulfill different needs [1,2]. Despite all these properties, it can constitute a major health hazard to human safety [3]. Thereafter, various types of synthetic fibers have been produced and used as a substitute for asbestos.
The most prevalently used reinforcement fibers include organic fibers (such as acrylic, polyvinyl alcohol (PVA), polyethylene (PE), polypropylene (PP)), natural cellulose (such as hardwood and softwood pulps), and inorganic fibers (such as glass and carbon) [4]. The type, geometry, distribution, orientation, and volume content of fibers in the matrix are the factors which affect the mechanical performance of the cement composites [5].
The incorporation of fibers into cement-based materials enhances both the toughness and the mechanical strength of brittle matrices [6]. The role of the fibers in cementitious composites is to act as a bridge in the generated cracks and provide resistance to crack propagation. In general, the added fibers change the brittle nature of a cement matrix to a ductile one by reducing its tendency to crack.
Song et al. [7] investigated the application of N66 and PP fibers for reinforcing concrete and found that the added fibers have improved plain concrete properties, including splitting tensile strength, first-crack strength, and impact resistance. Nylon 6,6 fibers have shown better performance in comparison to polypropylene fibers.
The performance of fiber-reinforced cementitious composite (FRCCs) depends on many factors, including fiber properties (fiber strength, stiffness, and Poisson’s ratio), fiber geometry (fiber surface and cross-section), fiber volume content, matrix properties (matrix strength, stiffness, Poisson’s ratio), and interface properties (adhesion and mechanical interlocking) [8].
A considerable amount of research has been carried out on the flexural behavior of FRCCs over the past four decades. The results have shown that low-volume fractions of PP fibers bring about statistically significant improvements in flexural toughness. Alhozaimy et al. [9] reported that an additional amount of 0.1% PP fibers had a 44% increase in flexural toughness. Kawamata et al. [10] found synthetic fibers (PVA and PE) increase the ductility of the cement matrix and bear higher performance of strength. It also showed that adding 1.5 wt% of acrylic fibers increases the flexural resistance of the cement paste by about 50% [11].
Also, the bonding strength between the fibers and the cement matrix is a crucial aspect that governs the performance of cementitious composites. The bonding strength is usually evaluated by the pull-out tests [12]. The fiber/matrix adhesion is dominated by mechanical anchorage and friction, depending on the chemical and mechanical properties of both phases [13].
The application of different fibers in cementitious materials has been investigated by previous researchers, but only in a few works, the fibers have been characterized carefully.
There are also a few literatures which presented comparative data on the flexural performance of different FRCCs.
In this study, the effect of fiber types, volume fraction contents, and fiber geometry on the performance of flexural strength of cement composite has been investigated. The objective of this study has been the application of some homemade polymeric fibers as reinforcing fibers of cement paste and study on the feasibility of application of these fibers as a substitute for asbestos fiber in these kinds of materials. Despite national and international limiting laws and regulations against asbestos usage, it has already been used in the manufacture of asbestos cement boards and pipes in underdeveloped countries. In this study, the polymeric fibers at different volume contents have been applied in cement paste via new mold, which is a process that is very similar to the industrial process of asbestos cement board production (i.e., Hatschek method).
Experimental work
Materials
Chemical composition of used cement (%)

Properties of fibers

Mix design
Volume fraction of fiber content in cement composites
Specimen preparation
To produce prefabricated fiber cement sheets with maximized flexural strength, two different methods of Hatschek process [14] and extrusion are used. These methods permit the use of higher fiber contents in the cement composite to increase flexural strength. In this investigation, a sample preparation apparatus similar to that of the Hatschek process is designed and used (Figures 1 and 2). In this system, a dilute suspension of fiber and cement in water is used to insure uniform dispersion of fibers in suspension. The suspension after casting is dewatered to prepare a paste in mold. To insure uniform dispersion of fibers in the mold, the dewatering speed is decreased and dilute suspension is added gradually to the mold. The water-to-cement ratio in this process varies from 1 to 4.
Instruments for preparing specimens. Parts of specimen production equipment.

Cement and water are mixed for about 2 minutes and fibers are carefully dispersed by hand into the mortar mixture and mixed for another 5–10 minutes. The cement paste mixture with fibers is then transfused to the production system, as shown in Figure 4.
Flexural strength test
The dimensions of the specimens were 280 × 80 × 8 mm3. The composite specimen which was made is shown in Figure 3. The three-point bending test was carried out in accordance with EN12647. The schematic of the test specimen and the test setup areshown in Figure 4. The loading speed was 0.3 mm/minute and the clear span 160 mm.
Prepared fiber–cement composite. Schematic of three-point bending test setup.

According to the EN12647, the results of flexural strength test should be interpreted by calculating flexural stress as follows:
Alkali resistance of fibers
The next step for the study of fiber-reinforced cement paste is to assess the long-term durability of the fibers. Fibers in cement paste are exposed to alkali conditions due to hydration of Portland cement and generation of calcium hydroxide. Some fibers are degraded in this condition. So, the strength of the composite decreases with time. To evaluate the performance of the fibers in alkali condition of cement paste, they were soaked in sodium hydrate solution with a pH of 12 for 28 and 56 days. Their tensile strengths were then tested. Single-fiber tensile test was performed under standard atmosphere on a Fafegraph HR (Mönchengladbach, Germany) tensile tester machine with a constant crosshead speed of 20 mm/minute in accordance to the requirements of ISO 5079.
Surface free energy of fibers
The surface free energy analysis of fibers is determined by measuring the contact angle of a variety of liquids which having known polar and dispersive components oftheir total surface energy. The conventional method used for contact angle measurement of fibers is the Wilhelmy plate technique; this is shown schematically in Figure 5. The surface free energy of fibers was calculated using the measured contact angles and combination of Young’s equation and Owens and Wendt’s [15] equation. The liquids used were water and diiodomethane and their polar and disperse components are presented in Table 4. The measurements were made using Krüss K14 tensiometer at a controlled temperature of 22 ± 1°C.
Schematic description of Wilhelmy plate technique contact angle measurement for single fibers. Surface free energy of liquids used and its components

The contact angle measured by Wilhelmy technique is in relation to the force, F, required to immerse or remove a single fiber from a liquid of known surface free energy at a constant velocity according to the following equation:

Results and discussion
Fiber tensile strength
The tensile strengths of fibers after exposing them to alkali condition for 28 and 56 days are shown in Figure 6. The test shows that all the fibers used have excellent alkali resistance. Although N66 fibers have showed a slight increase in elongation, PP fibers show a slight increase in its tensile strength. Finally, it can be concluded that there is no decrease in the tensile strengths of the selected fibers.
Tensile behavior (stress–strain curves) of fibers at different days of exposure to alkali condition: (a) PP; (b) N66; and (c) PAN.
Flexural test results
The flexural behaviors of all specimens are illustrated by the stress–strain curves in Figures 7–10. Each stress–strain curve is the average result of the three specimens. In these figures, the stress–strain curve of unreinforced cement matrix (control specimens) is shown. It is evident that the control specimens have fractured suddenly without load-bearing behavior. In these specimens, the maximum sustained load before failure was 44 N.
Stress–strain curves of specimens containing N66 fibers at different fiber volume contents.
As illustrated in Figure 7, enhancing fiber volume content of N66 fibers from 0.5% to 2.5% increases the maximum load-bearing capacity of the composites. In PAN fiber cementitious specimens, increasing the content of fibers has an inverse effect on the load-bearing capacity, because of the non-uniformity of fiber distribution in the matrix, as shown in Figure 8. The maximum borne flexural load is decreased by increasing the fiber content from 1% to 1.5%, but after cracking (i.e.,the steep decline of the curve after maximum point), the composite containing further fibers shows better ductility.
Stress–strain curves of specimens containing PAN fibers at different fiber volume contents.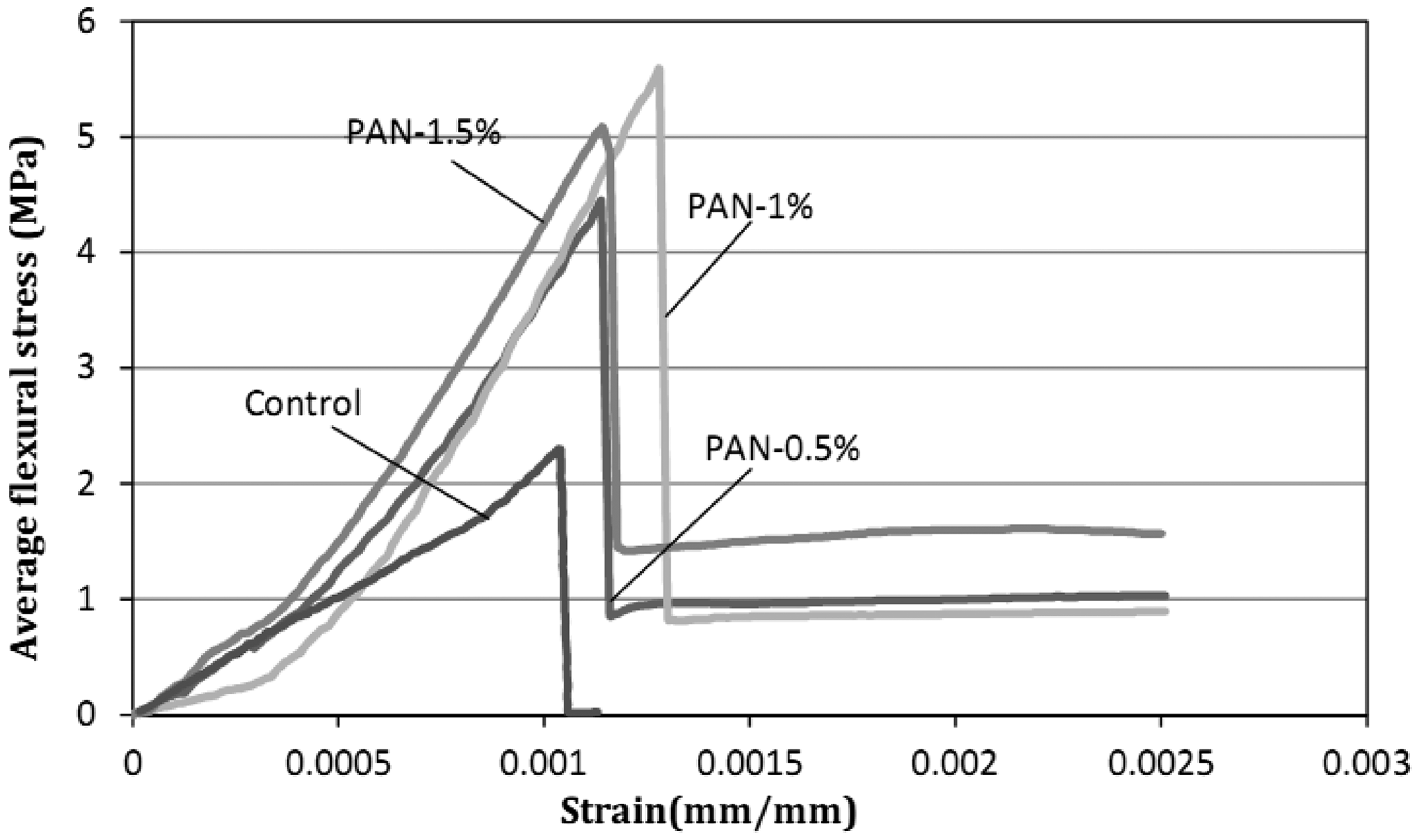
The presence of fiber bundles and clumps in the mix prepared with 1.5% volume fraction of polyacrylonitrile (PAN) fibers is the main reason for the lower flexural load. As illustrated in Figure 8, an increase of the fiber volume fraction has no impact on the load-bearing capacity.
Results of flexural behavior of the composite containing PP fibers are shown in Figure 9. Based on these results, increasing the fiber volume fraction from 0.25% to 0.5% does not have a significant effect on the flexural load, but increase in the amount of fiber to 0.75% showed better performance.
Stress–strain curves of specimens containing PP fibers at different fiber volumes.
To compare the flexural performances of different fibers, the load–deflection curves of the fibers used at fiber volume content of 0.5% is shown in Figure 10. Itcan be observed that PAN and N66 fiber reinforced cement specimens have thehighest maximum flexural load. Furthermore, specimens containing PAN fibers show the highest load-bearing behavior considering the area under the curve.
For better comparison, the maximum flexural loads of all specimens are shown inFigure 11. Both N66 and PAN fibers have a remarkable improvement in the flexural load capacity of cement matrix.
Stress–strain curves of specimens containing different fibers with 0.5% fiber volume fraction. Maximum flexural strength value for cement composites with all fibers.

According to Figure 11, it is obvious that addition of fibers to the cement paste increased the maximum flexural load. Also, increase in the amount of fibers has a direct effect on the maximum flexural load for N66 and PP fibers, but PAN fibers showed a different behavior.
Surface energy analyses
The surface free energy of fibers was determined by applying Young’s true contact angle, θ, values of water and diiodomethane into the Owens and Wendt [15] Equation (2), as following:


Surface free energy of different fibers

Because of the hydrophilic nature of N66 fibers, it has been observed that they canbe relatively better dispersed in water, and fiber volume fraction can be increased in comparison to PP and PAN fibers. It is clearly shown that N66 fibers can properly bridge the cracks (Figure 12). In this study, N66 fibers volume fraction was extended even to 2.5 in the cement paste without causing serious fiber bundling and clumping.
N66 fibers bridging crack at fracture zone.
In the case of using PP fibers, it has been observed that increase of the fiber content has caused non-uniformity of fiber distribution in the cement paste during the production process, as it has been reported by Jamshidi and Karimi [16]. The density of PP fibers is lower than water; so, they come up in the slurry in the mixing process and during the water suction process. Non-uniform distribution of PP fibers in the matrix bulk leads to a decrease in the load-bearing capacity of the composite. The acrylic fibers showed better distribution in cement paste than PP, but increase in the fiber volume content by more than 1% has caused its bundling and reduced the effectiveness of the its reinforcement and the maximum flexural load. The aggregation of fibers at the surface of specimens containing PP and PAN fibers is shown in Figure 13.
Aggregation of fibers on matrix surface: (a) PP fibers and (b) PAN fibers.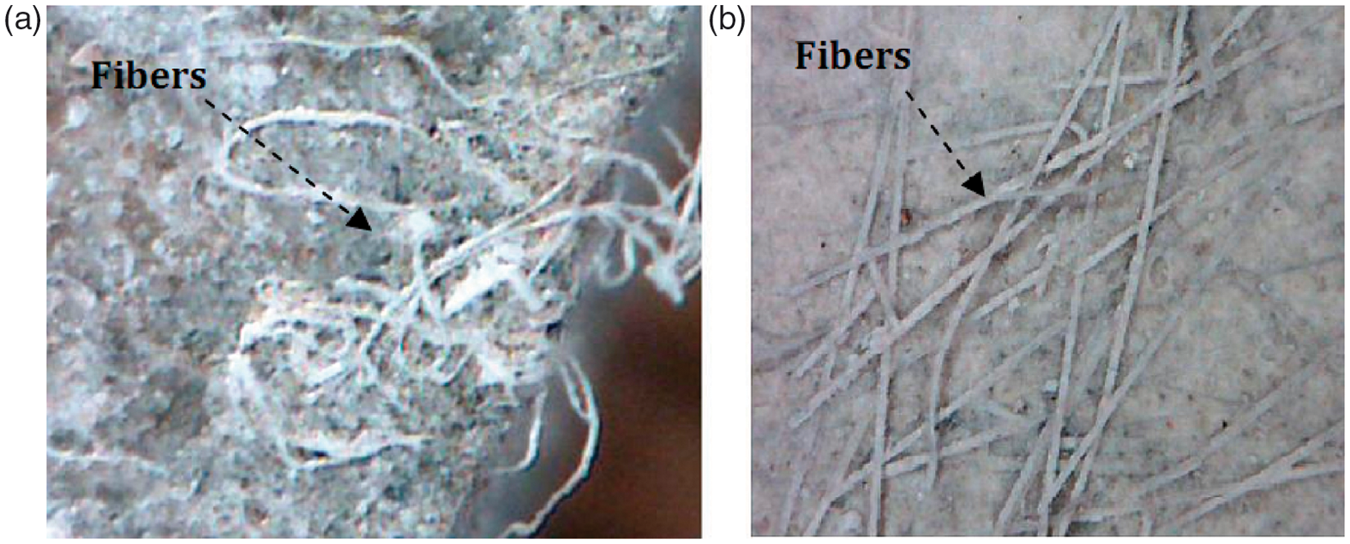
Based on the load–deflection results presented in Figures 7–10, the composite specimens fractured with the initial crack due to the low modulus of the used synthetic fibers. In fact, reinforcement by these fibers enhances the toughness of the cement composites. The major effect of the fibers in the cement matrix is control of crack creation and propagation; however, they can improve the load-bearing capacity of the composite. In general, enhancing fiber volume fraction can improve the deflection-hardening behavior of the composite, while it causes non-uniformity in mixing during sample preparation.
Electron microscopy analyses
Fracture zone of each composite has been investigated by scanning electron microscopy (SEM). Figure 14 shows a micrograph of acrylic fibers surrounded by the cement matrix. Because of higher surface free energy of these fibers, their bonding to the cement matrix is very good. Compact bulk of the matrix in contact with the fiber revealed that there is a high affinity between them.
SEM micrograph of an PAN fiber at fracture zone.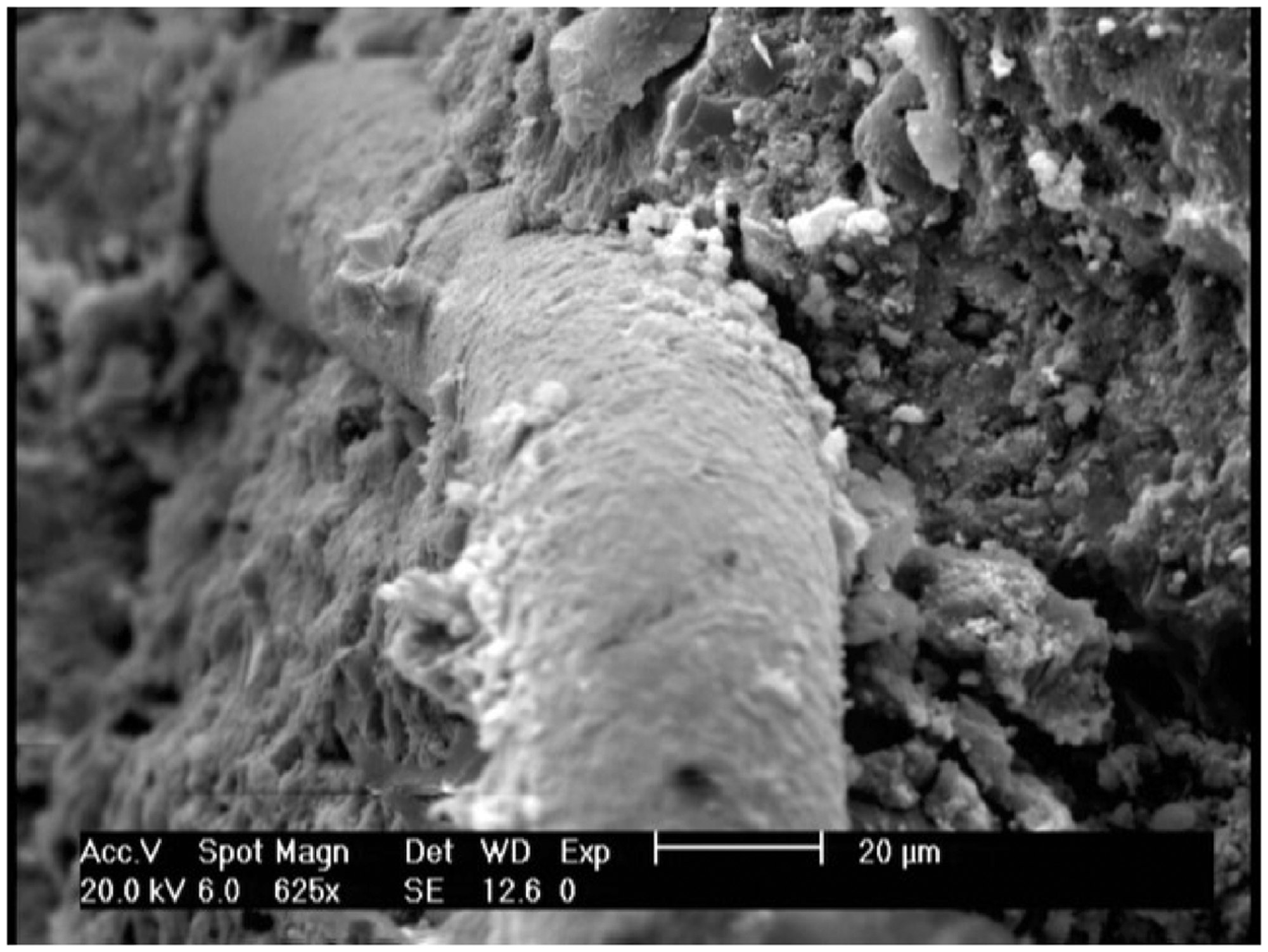
Figure 15 represents the PP fiber in the fracture zone of the resultant composite. It is evident that there is a large gap between the fiber and the cement matrix. It can be concluded that no chemical adhesion between PP fibers and cement matrix was generated. This is due to fact that lower surface free energy of PP fibers in comparison to cement matrix.
SEM micrograph of a PP fiber at fracture zone.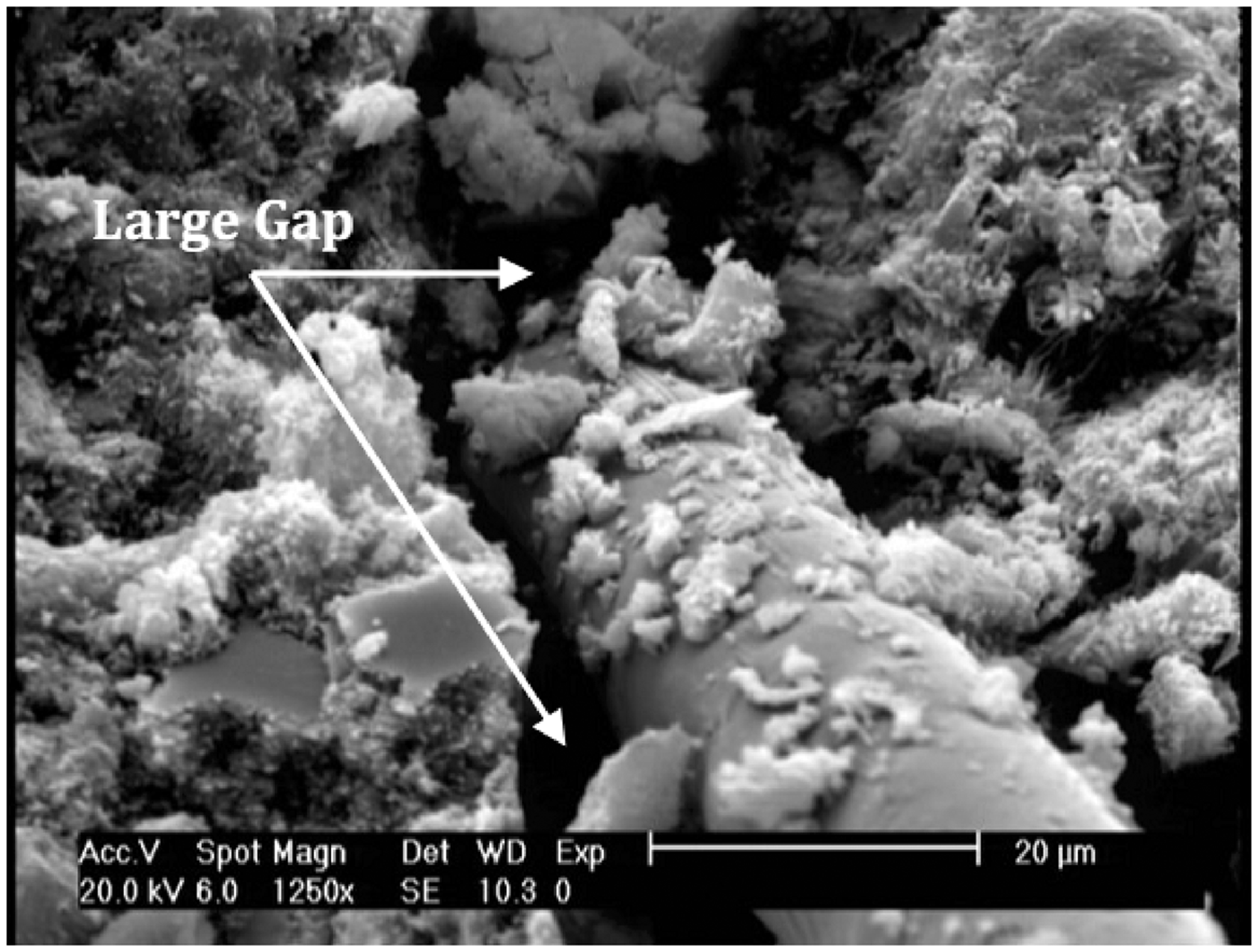
Evaluation of fracture zone of cement composite containing N66 fibers is shown in Figure 16. It is evident that cement particles are attached to the N66 fibers and cover their surface. This is due to the presence an affinity between N66 fibers and cement matrix.
SEM micrograph of an N66 fiber at fracture zone.
Also, Figure 17 shows the optical microscopic images of both PAN and N66 fibers in the fracture zone. This figure obviously shows the adhered cement particles to the fibers.
Microscopic image of fibers at fracture zone: (a) N66 fibers and (b) PAN fibers.
Also, it should be noted that the specific cross-section of PAN fibers (kidney shape) causes mechanical interlocking with cement matrix and helps the fibers against pulling out from cement matrix in failure processing. The cross-sectional shape of the fiber leads to an increase in the specific surface value. Therefore, higher surface friction could be generated.
The cross-sections of N66 and PP fibers, unlike acrylic fibers, are round. Thus, no mechanical bonding can be created between the fibers and the cement matrix [17]. Thus, composites containing acrylic fibers showed better physical–mechanical performance in the flexural strength test.
Moreover, based on the results, it can be concluded that surface free energy of fibers is an important factor for them to be employed as a reinforcement for cementitious materials. Fibers which have higher surface free energy show better bonding to the cement matrix and hence better mechanical properties of the composite is possible.
Conclusion
All chosen fibers have been alkali resistant. Although, usually nylon 6,6 fibers degrade in alkali condition, the used N66 fibers have been alkali resistant, due to high molecular weight of these fibers. The fibers have been suitable for utilization in cement matrices.
Short-staple fibers which were randomly distributed improved the flexural strength and ductility of cement paste. With the same fiber volume content, the flexural behavior of the PAN fibers reinforced cement was better than N66 and PP fibers. The reinforcement with PP fibers resulted in lower flexural strength in comparison to other fibers.
The PAN and N66 fiber reinforced cement has shown better toughness because ofthe greater area under load–deflection curves than PP fiber reinforced cement. Theincrease in fiber volume fraction content also improved the toughness behavior of the cement pastes. Synthetic fibers acted very well in crack bridging of cement pastes under flexural load.
The adhesion of the fibers to the cement matrices played an important role in maximum borne flexural load and energy absorption of the composites which is related to their surface free energy value.