
Abstract
The growth of microbes on textiles inflicts a range of unpleasant effects not only on thetextile itself but also on the wearer. The detrimental effects can be controlled by antimicrobial finishing of textile using Sanitized T99-19 in the finishing formulation andsimulated curing/transfer printing in one step for different types of fabrics. Improvements of multifunctional property vary, to some extent with the nature of fibrous substrates, resin concentration, simultaneous curing/transfer printing, temperature employed, and various additives in the finishing formulation used to affect the polymerization of the reactant. Optimized resin concentrations as well as transfer printing temperatures to enhance the properties of the finished fabrics were reported. Quantitative analysis was carried out to measure antibacterial activity against Gram-positive and Gram-negative bacteria. The results showed that printed fabrics inhibited the growth of both Gram-positive (Staphylococcus aureus) and Gram-negative bacteria (Escherichia coli) bacteria compared with control samples (without Sanitized T99-19). Improvement of color strength as well crease recovery angle was obtained. Antibacterial activity was retained up to 20 cycles. Scanning electron microscopy of finished fabrics was performed.
Introduction
The growth of microorganisms on textile inflicts a range of unwanted effects not only on textile itself but also on the wearer [1]. There are many reasons for applying antimicrobial textile treatment. These reasons can be summarized in the fact that it achieves better wearing comfort of textile clothing. This aspect is especially important with textiles made of synthetic fabrics (as well as for cotton fabrics because they have poor resistance to microorganisms). Consumers are demanding functional clothing in the area of casual and sports wear and consequently these market sectors are rapidly growing. Antibacterial agents were used on textiles thousands of years ago; the ancient Egyptians used spices and herbs as preservatives in mummy wraps [2].
The antimicrobial treatment can be carried out on the finished woven fabrics using classic textile application processes such as padding method.
In many cases, textile chemicals are applied simultaneously from the same aqueous bath together with an antimicrobial finish. In such cases, it is necessary to check the mutual compatibility of the components beforehand. The first and the most important criterion is to insure that the textile chemicals to be simultaneously, mostly in the weakly acid region. Very often, the ionic character given in the technical documentation of the products is used to make the first decision. According to this idea, all additives used should have either the same ionic character or else all nonionic. But in general, all new mixtures of different additives must be tested in all factors [3].
Transfer printing takes place on a carrier usually paper where disperse dyes which sublimate to the textile material during the gaseous phase of the dye and get transferred to the fiber surface where they are absorbed and diffused into the fiber. Transfer printing has many advantages such as (1) it provides variety of designs (broadest choice of designs, color development, shading, and high levelness), (2) it is a simple process but one with high reproducibility, (3) the materials are produced in an economical manner, i.e., low costs, (4) it requires no after washing, (5) it produces sharpn and designs of high clarity, (5) one can save time in printing, and (6) it is free from ecological problems of disposal effluent and air pollution. These advantages make the transfer printing so attractive to satisfy both consumer and manufacturer’s needs [4,5].
The aim of this study is to develop antibacterial finishing along with easy care finishing for cotton, wool, and polyester fabrics using simultaneous curing/transfer printing.
Experimental
Material
Fabrics
Fabric specifications

In order to remove any impurities and obtain a clean fabric, all fabrics were washed separately in a bath containing sodium carbonate (2 g/L) and nonionic detergent (5 g/L) at 50°C for 1 hour. The fabrics were then thoroughly rinsed with tap water and finally air dried at ambient temperature.
Chemicals
Sanitized T99-19 anti-bacterial agent was provided by Sanitized AG, Switzerland. It is a silicon-functional tetraalkyl ammonium compound in a high-boiling glycoether. The following chemicals were supplied by Clariant (easy care finishing agent used was Arkofix NG-ET (based on N-methylol dihydroxy ethylene urea, DMDHEU), in the form of 44% solid solution, softeners used were Solusoft WA 90 ET (nonionic-modified polysiloxane) and Leomin NI-ET (nonionic softener), and wetting agent was Hostapal 3634 (nonionic based on alkyl aryl polyglycol ether). Polyethylene glycol of molecular weights 200, 600, 5000, and 6000 was purchased from Fluka; ammonium chloride and acetic acid were of laboratory grade.
The commercial transfer printing papers were Disperse Red E-FB (C.I. Disperse Red 60, Hays) and Disperse Blue FBI (C.I. Disperse Blue 56).
Methods
Finishing and transfer printing
The fabric samples (20 × 20)cm2 were padded in solution containing DMDHEU, catalysts, and Sanitized T99-19, to a wet pick up ∼100% and dried at 80°C for 5 minutes. Reactant concentrations and other details of the treatments are given in the text. The dried fabrics were simultaneously cured/transfer printed using manual heat transfer press with a (40 × 40)cm2 flat bed press at 180°C for 30 seconds. Before testing, the fabrics were treated at 40°C for 15 minutes using 1 g/L wetting agent followed by rinsing and drying at ambient temperature.
Performance evaluation and testing
Crease recovery angle
Dry crease recovery angles (CRAs; W + F)° were measured using iron recovery apparatus type FF-07 (Metrimpex). For each sample, eight specimens were tested and the average value was reported [6].
Whiteness and yellowness indices
Whiteness index (WI) and yellowness index (YI) were measured for unprinted (uncolored) parts of finished fabrics (as special design was used for the transfer printing papers, so not all finished samples were colored) using Ultra Scan PRO Hunter lab [6].
Evaluation of antibacterial activity
The degree of bactericidal activity was measured by AATCC test method 100. It is defined as the percentage of bacterium reduction on the test fabric after incubation compared to the original number of incubated bacteria.
Both types of Gram-positive and Gram-negative bacteria were required to determine the effectiveness of an antibacterial finishing agent. The Gram-positive bacterium used for all types of fabrics in the study was Staphylococcus aureus. The Gram-negative bacterium was Escherichia coli (E. coli) for circular (1 cm diameter) woven fabrics. Unless otherwise stated, the untreated fabrics were taken as control one.
Antibacterial activities were evaluated by the agar diffusion test AATCC test method 147-1999 used in wash test.
Nitrogen content
Nitrogen content was determined according to Kjedahl method[7].
Durability
To determine the durability of the antibacterial treatment, repeated home-laundering AATCC test method 124 was used. Fabrics were laundered for 20 cycles with nonionic wetting agent in a washing machine at 41°C for 8 minutes.
Color strength (K/S)
Color strength (K/S) of the printed samples was measured by Mini Scan XE integrated with Hunter lab universal software maximum absorption, as an average of three readings.
Results and discussion
Resin concentration
DMDHEU concentration (coupled with Sanitized T99-19) was optimized for different types of fabrics, using pad-dry-simultaneous curing/transfer printing.
Effect on antibacterial activity
It is known that the type of forces (chemical bonding, electrostatic attraction, electromagnetic forces, hydrodynamic forces ion-pair for motion, etc.) leading to the attachment of microorganisms to surfaces is influenced strongly by the physico-chemical properties of the surfaces of the absorbent and those of the microbial cells [6].
S. aureus is responsible for many nosocomial (hospital acquired) and non-nosocomial infections. It is usually one of the most frequently evaluated microorganisms for their resistance to biocides and antibiotics. Certain strains of the Gram-negative bacteria (E. coli) may lead to pathologies such as hemorrhage, septic shock, non-healing wounds, and infections of the skin, respiratory, and urogenital tracts[2].
Cotton, wool, and polyester fabrics differ in chemical, physical, and morphological properties. Thus, different interactions between Sanitized T99-19 and its mixture with DMDHEU (tetrafunctional cross-linking agent) and these fabrics were expected.
Anti-bacterial action mechanism. It is well known that trialkoxysilane is polymerized under acidic conditions at pH 4. The process involves two steps. First is the partial hydrolysis of trimethoxysilyl groups followed by the polymerization of free hydroxyl groups and the formation of –Si–O–Si– units. Since Sanitized T99-19 contains three methoxy groups, it is expected that a cross-linked polymer can be formed. Excessive cyclization could also occur and lead to the formation of cage-like clusters or ladder polymers.
In other words, the attachment of this chemical to surfaces appears to involve two processes. First and the most important is the very rapid process which coats the substrate with cationic species (physical sorption) one molecule deep. This is an ion exchange process by which the cation of silane quaternary ammonium compound replaces protons from water on the surface. It has long been known that most surfaces in contact with water generate negative electrical charges at the interface between the water and the surface (even on surfaces which contain no functionality). The second process is unique to materials such as silane quaternary ammonium compounds, which have silicon functionality, enabling them to polymerize after they have coated the surfaces and to become almost irremovable from these surfaces [8,9]. Covalent bonding to that surface may also occur (chemisorption) and it is also possible to have intermolecular polymerization [10,11].
Polyester was finished in a bath containing quaternary ammonium compounds having an alkyltrimethoxysilane group, mainly 3-(trimethoxysilyl) propyl-tetradecyl dimethyl-ammonium chloride [9]. The trimethoxysilane group is strongly reactive. It can react with protic hydrogen atoms but nucleophile addition reactions can also be formulated; for example, at the carboxyl group of esters. In this manner, quaternary ammonium compounds can be bonded to substrates not only physically but also chemically. This has positive effects on the washing performance ofthe antimicrobial formulation as well as substantial effects on the microbe spectrum compared with the free quaternary ammonium compounds. It was reported that there are good antimicrobial results found after curing-treated polyester fabrics and of cotton up to 180°C. Obviously, the normally used time of technical textile applications is maximum 1 minute and it is too short to destroy the producton fabrics as it was reported that the compounds decompose (at temperatures > 135°C) via the elimination of alkenes which is the Hofmann degradation [2,3].
For polyester and cotton, it was found that the presence of resin decreases the antimicrobial activity of printed finished fabric than those of printed and finished without resin. Increasing the DMDHEU concentration in the finishing bath leads to a significant decrease of the antibacterial activity of the finished polyester fabric, as shown in Figure 1. This may be attributed to the interaction between DMDHEU and Sanitized T99-19 in the finishing bath which decreases the chance of interaction between Sanitized T99-19 and polyester fabric [12].
Effect of resin concentration vs bacterial reduction.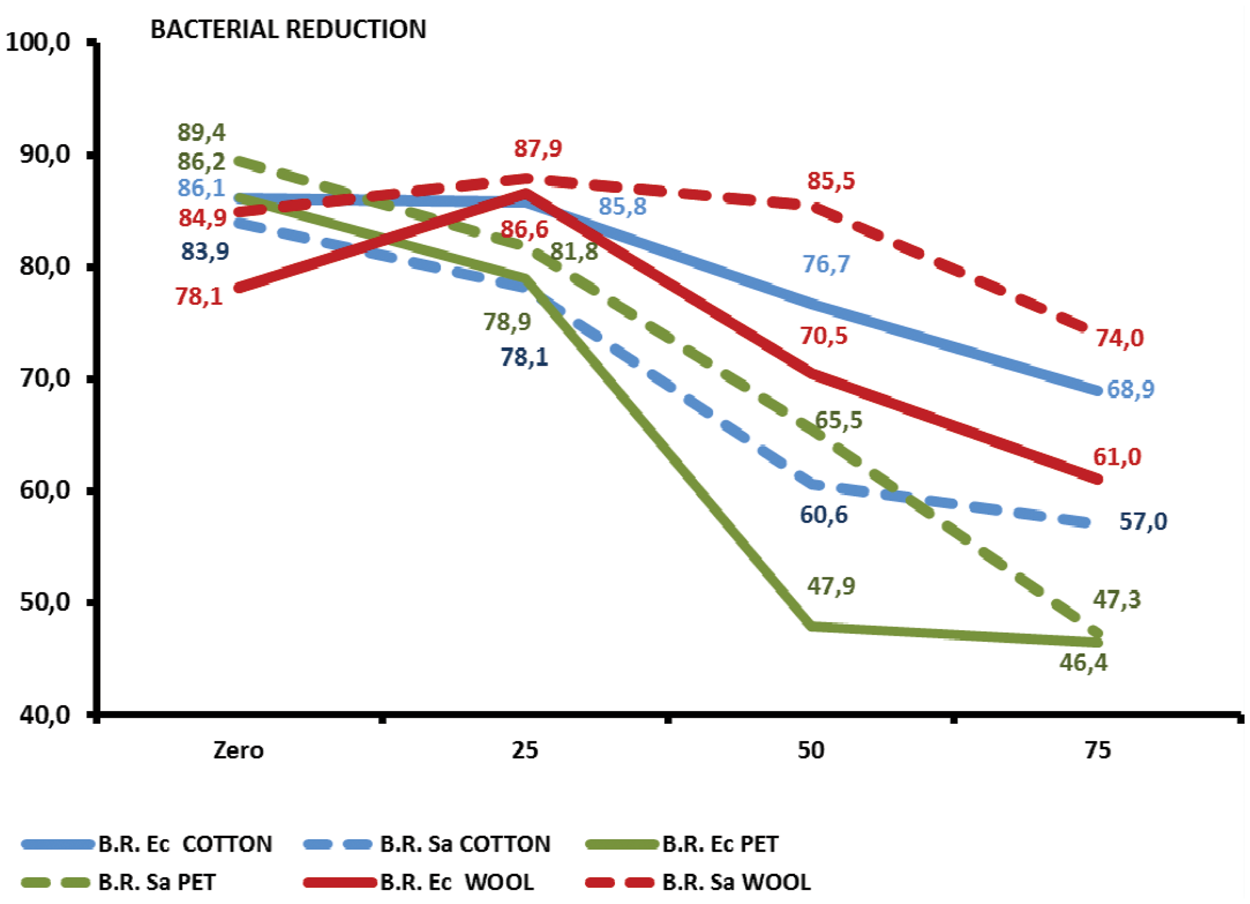
For wool, the maximum antibacterial activity was gained at 25 g/L DMDHEU and with increasing resin concentration, significant decrease of the antibacterial activity was observed. This may be attributed to the interaction between DMDHEU and Sanitized T99-19 in the solution, i.e., homogenous interaction was preferred than the heterogeneous interaction. Thus, reduction of the antibacterial activity of the finished fabric at high resin concentration (under investigation) was observed.
Effect on color strength (K/S)
It could be seen from Figure 2 that there was difference between the color strength values of the two disperse dye C.I. Disperse Red 60 and C.I. Disperse Blue 56 used in this study. This may be attributed to the differences in the dye polarity and molecular weight of the dye.
Effect of resin concentration vs color strength (K/S) disperse dye.
For cotton fabric, it was found that the color strength of the printed fabric finished with Sanitized T99-19 alone was greater than that of blank sample, with 41% and 17% for C.I. Disperse Red 60 and C.I. Disperse Blue 56, respectively. This enhancement in the color strength increased with mixing Sanitized T99-19 and 25 g/L DMDHEU in finishing bath. Shosha suggested that as a result of coupling with DMDHEU, thus extending the structure of Sanitized T99-19 leads to improvement in color strength compared to untreated one [13].
The percentages of the increase in the K/S of the printed finished fabric with this mixture are 128% and 100% for C.I. Disperse Red 60 and C.I. Disperse Blue 56, respectively. But further increase in DMDHEU concentration in the finishing bath decreased the color strength of the printed finished fabrics and at the same time, improved the CRA, which may be explained as follows.
Increase in DMDHEU concentration increased the chances of cross-linking density rather than extending the structure of Sanitized T99-19. It was noticed that increasing DMDHEU affected the WI (Figure 3) of the unprinted fabric which may lead to the change in the color strength of the printed part.
Effect of resin concentration vs WI.
For woolen fabric finished with only Sanitized T99-19, it was found that there was enhancement of the color strength with percentages 50% and 61% for C.I. Disperse Red 60 and C.I. Disperse Blue 56, respectively, as well as enhancement in the WI of the unprinted part. Increasing DMDHEU in the finishing bath leads to decrease in the color strength of the printed fabric and decrease in WI of the uncolored part, as shown in Figure 2.
For polyester fabric, the color strength of the finished fabric increases 30% for C.I. Disperse Red 60 and 112% for C.I. Disperse Blue 56. Whereas mixing the SanitizedT99-19 with 25 g/L DMDHEU decreased the color strength of the printed fabric. Increasing the concentration of DMDHEU decreased the color strength of the printed fabric. This result may be because of increase in the interaction between Sanitized T99-19 and DMDHE U, as shown in Figure 2.
Performance properties of the finished fabrics
Figure 3 shows that a decrease of WI of finished cotton fabric occurs as the concentration of Arkofix NG-ET increases in the mixture, whereas at zero resin concentration, there is a slight decrease in WI, where the percentage of WI retained was 98.5%. Coupling Sanitized T99-19 with 25 g/L Arkofix NG-ET resulted in decrease of WI where the percentage of WI retained was 94.5%, while for 75 g/L ArkofixNG-ET, it was 85.4%. This may be attributed to the interaction between Sanitized T99-19 and Arkofix NG-ET and cellulose structure as well as to partial oxidation of cellulose[10].
For wool and polyester fabrics, different situations were found. Sanitized T99-19 enhances the WI of the finished fabric compared with untreated one. Mixing DMDHEU and Sanitized T99-19 decreased WI of finished wool fabric but did not affect in case of polyester fabric.
Figure 4 shows that finishing with Sanitized T99-19 alone did not affect the CRA of cotton fabric. CRA of cotton fabric was improved as a result of increasing DMDHEU concentration. This enhancement may be as a result of increasing cross-linking with cotton fabric. There is a competition between the interaction of resin and Sanitized T99-19 to interact with reactive sites on the fabric surface and at the same time, there is a possibility of interaction between resin and Sanitized T99-19, thus, reducing the percentage of antibacterial activity. Another probability to consider is, the increase in the DMDHEU concentration in the finishing bath increases the affinity of cotton to resin; thus, decreases the reactive sites available for reaction with Sanitized T99-19.
Effect of resin concentration vs CRA.
Different situations for wool and polyester fabrics were found (Figure 4); CRA was improved as a result of finishing with SanitizedT99-19 alone and this may be attributed to the reaction of trimethoxysilane group with amide group in wool fabric by nucleophilic addition reaction. At the same time, the carboxyl groups of ester of polyester by the same reaction mechanism, i.e., nucleophilic addition reaction (inthis manner, quaternary ammonium compounds can be bonded to the substrates not only physically but also chemically) [3]. Coupling with DMDHEU did not affect the CRA (which may be due to the interaction between resin finishing and Sanitized T99-19) [12].
Effect of temperature
Effect on antibacterial activity
Data in Figure 5 reveal that the percentage of bacteria reduction was very low at temperatures 120°C and 140°C which gives an indication about low level of polymerization at these temperatures; thus, resulting in low level of bacteria reduction (E. coli and S. aureus) and this is true for all types of substrates used in the study. Increasing the temperature up to 180°C increased the bactericidal response of the finished fabrics. This could be attributed to the chemical penetration and fixation of Sanitized T99-19.
Effect of curing temperature vs bacterial reduction.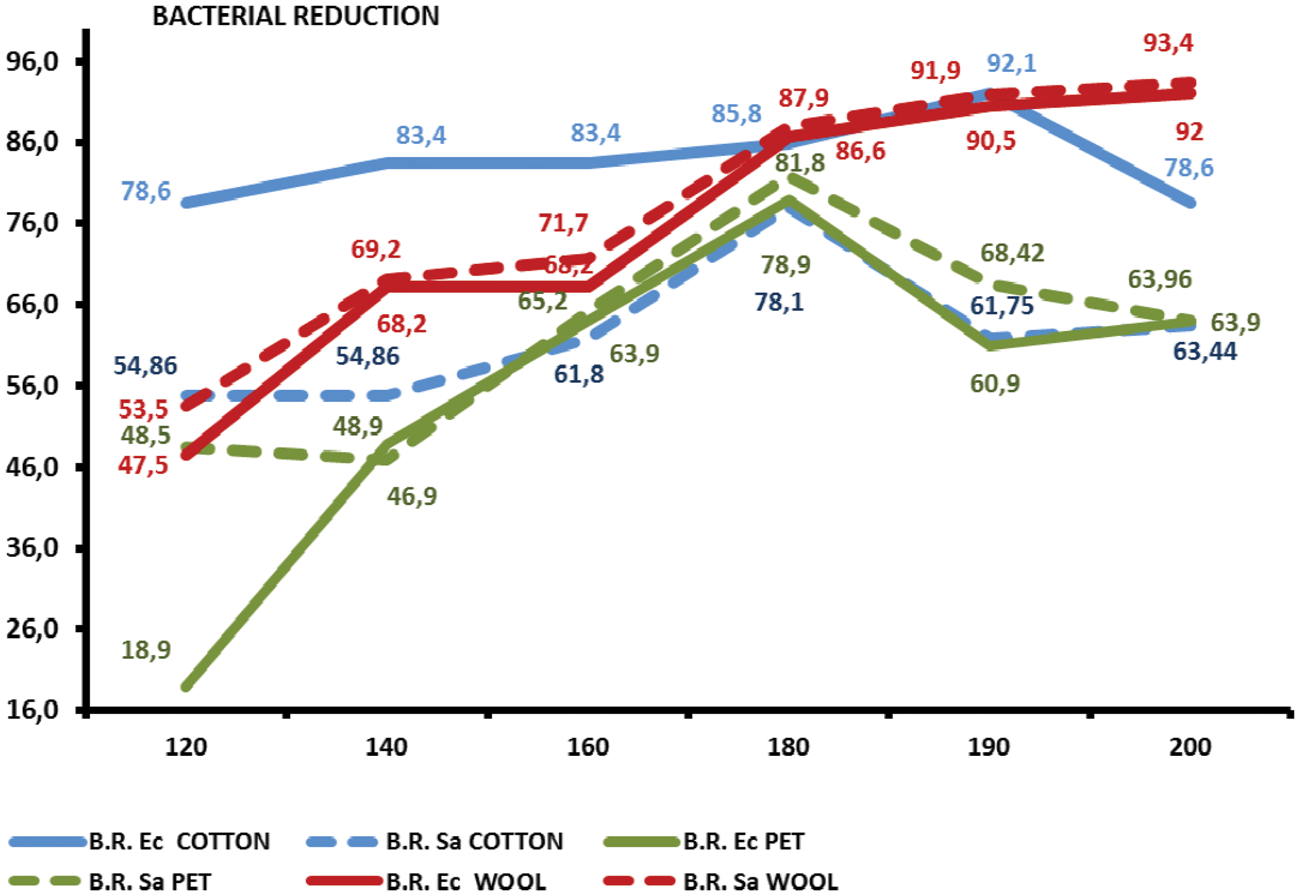
Effect on color strength of finished fabrics
Figure 6 clarifies the effect of simultaneous curing/transfer printing temperature on color strength of the finished fabrics. It was reported that trimethoxysilane is a tri-functional monomer that can be polymerized under acidic condition at temperature greater than 100°C [4]. Under such conditions, coatings based on Sanitized T99-19 could be formed on different substrates. It was observed that increasing the temperature enhances thecolor strength of the finished fabrics. This can be illustrated as follows: increasing the temperature increases the degree of polymerization of the antimicrobial agent and cross-linking at the same time and this in turn increases the openness of the fiber along with enhancement on the penetration of disperse dye into the fiber.
Effect of curing temperature vs color strength (K/S) of disperse dye.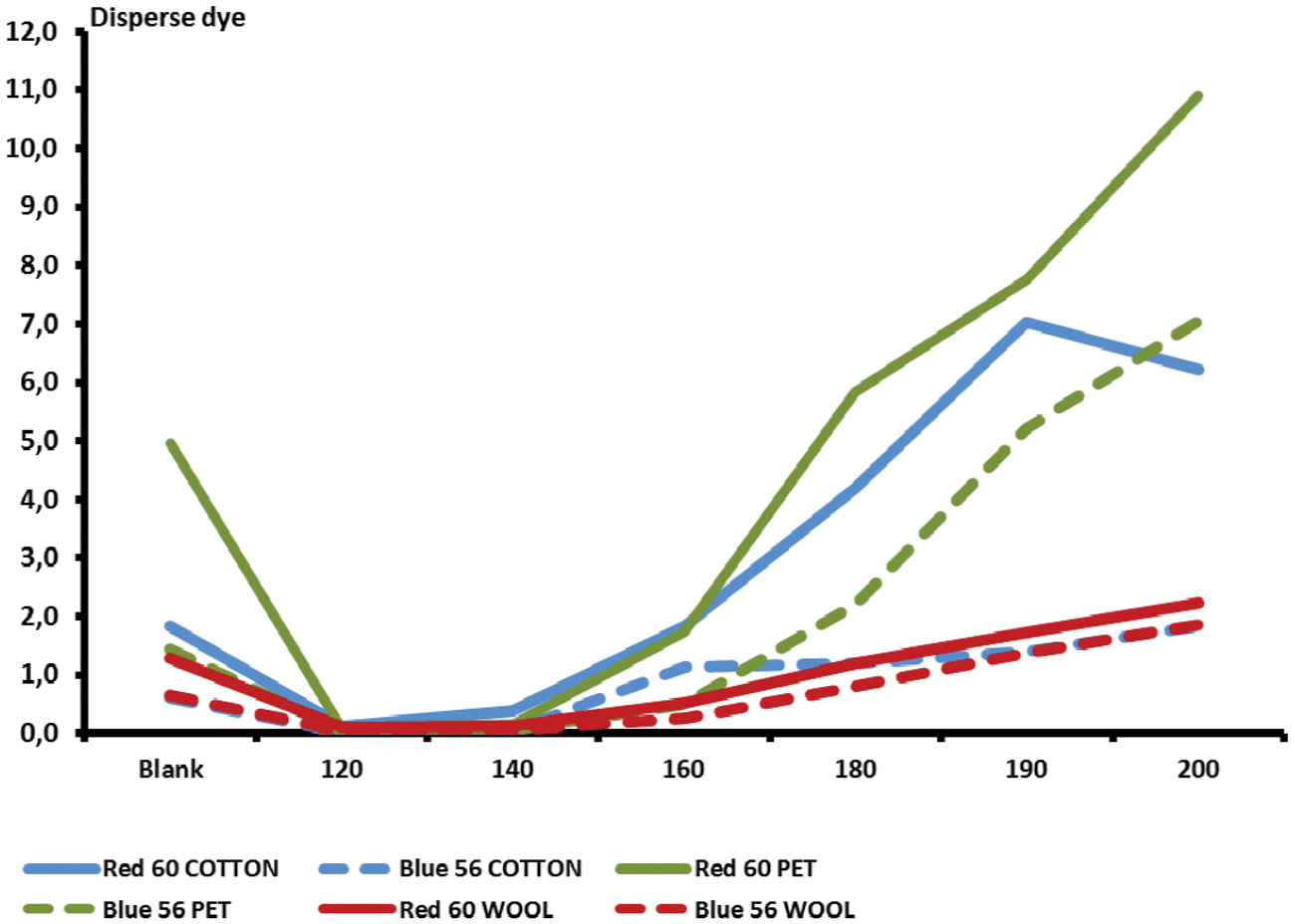
Curing time (30 seconds) at temperatures 120°C and 140°C was not enough forpolymerization process to occur; thus, the color strength of the finished fabrics was lower than that of untreated ones. This may be because of low degree of polymerization of free hydroxyl groups (as a result of the partial hydrolysis of trimethoxysilyl groups) at low temperatures (120°C, 140°C); thus, the surface is hydrophilic, i.e., more silanol groups on the fiber surface, which lead to decrease in the affinity of finished cotton fabric for printing than untreated one. This held true for all types of substrates used in this investigation. Temperatures from 180°C to 200°C cause the formation of Si–O–Si units, since Sanitized T99-19 contains three methylol groups; it is expected that a cross-linked polymer could be formed. Excessive cyclization could also occur and lead to the formation of cage-like clusters or ladder polymer [8]. High temperatures cause the dispersed dye molecules to penetrate directly into the fabric structure and dissolve in.
Effect on the performance properties of the finished fabrics
The performance properties of finished fabrics are given in Figure 7; it was noted that cross-linked cotton samples offer an improved CRA compared to unfinished one. Increasing curing temperatures from 120°C to 200°C enhanced the CRA. This may be attributed to the increase in the cross-linking density of DMDHEU with cellulose, consequently improving the CRA of the finished fabric. Figure 7 depicted the CRA of finished wool and polyester. Increasing temperature from 120°C to 200°C had no effect on CRA. It was concluded that this condition is not the suitable one for cross-linking of DMDHEU with either wool or polyester.
Effect of curing temperature vs CRA.
Effect of temperature on WI of finished fabrics (unprinted part) was investigated (Figure 8); it was found that increasing temperature from 120°C to 200°C decreased WI of finished cotton fabric which may be attributed to the partial oxidation of cellulose.
Effect of curing temperature vs Wl.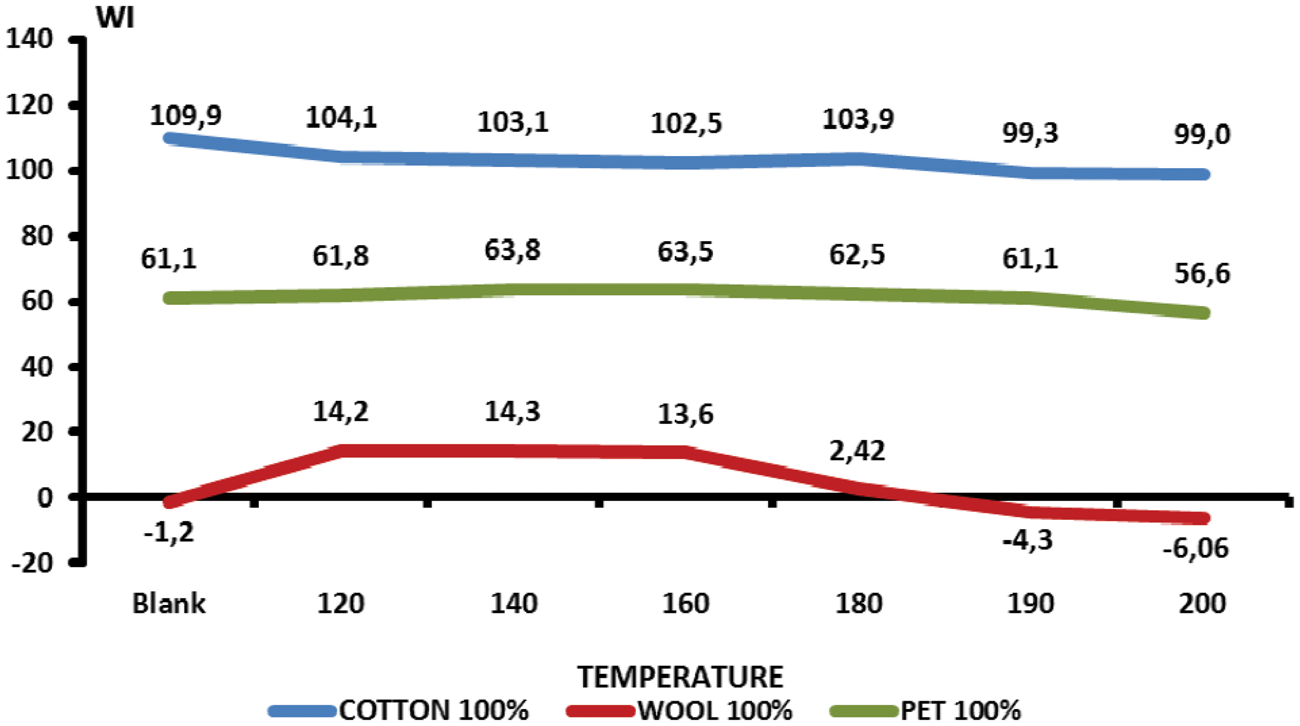
For wool, different situations were found at temperatures from 120°C to 160°C. Enhancement of WI of the finished wool fabric was observed, while increase of temperatures from 180°C to 200°C decreased WI of finished wool fabric. Themaximum percentage of reduction of WI was obtained at 200°C. The same result was obtained with polyester fabric.
Effect of additives on the properties of finished fabrics
Different additives were used to determine their effect on the overall performance of the finished fabrics. It has been demonstrated that polyethylene glycols (PEGs) could be affixed to a variety of substrates by cross-linking them, thereby rendering them water insoluble. DMDHEU has been utilized to insolubilize the PEG on woven fabrics by flash cure method which is economical, because it requires less curing time (seconds) for polymer insolubilization [13].
Silicon softeners are probably the most widely used softener type. All are based on the same Si–O backbone. The simplest silicon softener is polydimethyl siloxane. It is non-reactive softener having an excellent lubricant property (fiber-to-fiber and fiber-to-metal lubrication), which reduces the fiber breakage and heat protection for texturing synthetic yarns. The softener has no real affinity to textile surfaces and must be applied by non-exhaustive techniques. They have no durability on fabrics and are readily removed by laundering [14]. The effect of different additives, namely, PEGs MW 200, 600, 5000, 6000, Solousoft WA 90 ET, and Leomin NI.ET on theantibacterial activity and color strength as well as performance properties of different fabrics was investigated.
Effect on the antibacterial properties
It is clear from Figure 9 that antimicrobial activity of cotton fabric for E. coli decreased with incorporation of these additives in the finishing formulation containing both Sanitized T99-19 and Arkofix NG-ET. This held true for all types of additives used in this study. But the percentage of antibacterial activity against S. aureus was increased significantly. The maximum percentage was obtained with PEG at higher MW 6000, as the percentage of bacteria reduction was 98% compared with 78% for control sample. Increasing the MW of PEG increases the activity against S. aureus. Itwas hypothesized that the antibacterial activity of PEG-modified fabric is due to: (1) A unique combination of physicochemical effects. These may include the hydrophilic nature of the cross-linked PEGs that desiccates microbes and deprive them of needed moisture. (2) Most probably that impede microbial growth may be attributable to the surfactant-like properties of the bound PEG which distrupt cell membranes due to the dual (hydrophilic–hydrophobic) characteristics of the PEGs [15].
Effect of additives vs bacterial reduction.
For wool fabric, the presence of additives decreased the antibacterial activity against E. coli and S. aureus, this agreed with the result obtained for cotton fabric, except PEG MW 200 and silicon softener, whereas the antibacterial activity increased to 96% and 92% for PEG 200 and silicon softener, respectively, as shown in Figure 9.
For polyester fabric, the presence of these additives enhanced the antibacterial activity against both E. coli and S. aureus. It was observed that PEG improves the antibacterial activity against S. aureus more than that against E. coli and increasing the PEG MW increases the antibacterial activity.
Effect on color strength
It could be seen from the results represented in Figure 10 that these additives did not improve the color strength compared with that of finished fabric without additives.This result was observed for both cotton and polyethylene terephthalate. Slight improvement of the color strength with C.I. Disperse Red 60 and C.I. Disperse Blue 56 was obtained for wool fabric.
Effect of additives vs disperse dye.
Effect on fabric performance
Figure 11 shows that silicon softener improved CRA for cotton compared with control one, i.e., without additives. It was reported that silicon polymer acts largely by decreasing the frictional component of wrinkle through the formation of a thin film of polymer on the fiber surface.
Effect of additives vs CRA.
CRA and WI of wool and polyester (Figures 11 and 12) were practically unaffected by changing the type of additive in the study.
Effect of additives vs WI.
Comparison between different additives

Note: Treatment conditions: 10 g/L Sanitized T99-19, 25 g/L DMDHEU, 1 g/L acetic acid, 2.5 g/L NH4CL, 20 g/L additives; drying temperature 100°C for 5 minutes, simultaneous curing/transfer printing temperature 180°C for 30 seconds. SR, surface roughness; WI, whiteness index; CRA, crease recovery angle; BR, bacterial reduction; EC, E. coli; and Sa, S. aureus.
For cotton fabric, mixture of Sanitized T99-19 (10 g/L) and DMDHEU (25 g/L) enhances the SR more than that of finished with Sanitized T99-19 alone. Abo-Shosha [12] reported that as a result of mixing Sanitized T99-19 and DMDHEU, a network was formed; so, extending the cross-linker molecules through its hydroxyl groups gives rise to a network structure that can immobilize inside the fabric structure as a result of increasing its sizes. Using PEG 6000 and nonionic-modified polysiloxane as additives in the finishing formulation, enhances the smoothness of finished fabric.
Mixture of Sanitized T99-19 and PEG 6000 improved the SR of wool and polyester. Mixing Sanitized T99-19 and silicon softener enhances the whiteness index of the unprinted part of finished polyester.
Nitrogen content

Note: Treatment conditions: 10 g/L Sanitized T99-19, 25 g/L DMDHEU, 20 g/L (PEG 6000), 2.5 g/L NH4Cl, and 1 g/L acetic acid; drying temperature 100°C for 5 minutes; simultaneous curing/transfer printing temperature 180°C for 30 seconds.
Durability
Antibacterial activity after successive washings (AATCC laundry)
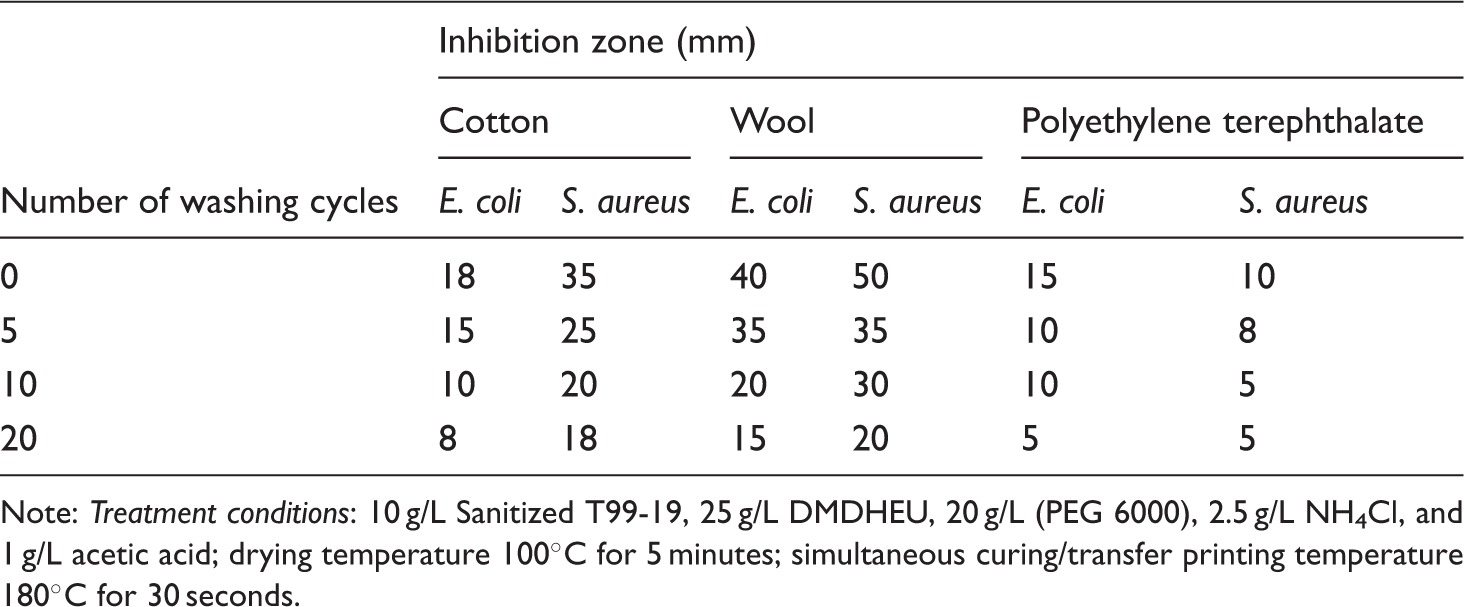
Note: Treatment conditions: 10 g/L Sanitized T99-19, 25 g/L DMDHEU, 20 g/L (PEG 6000), 2.5 g/L NH4Cl, and 1 g/L acetic acid; drying temperature 100°C for 5 minutes; simultaneous curing/transfer printing temperature 180°C for 30 seconds.
Wool fibers have some primary amino groups (NH2) on the surface of the fiber. Thus, there is a possibility of grafting the polymer onto wool fiber as well as reaction of the amino group with the cross-linking resin [15]. However, durability of polymer coating in the fiber matrix is not good for wool, as it is for cotton and polyester fabric. This is due to the poor physical bonding of the polymer to the surface of the wool fiber.
Although polyester has fewer functional groups available (such as –OH), it makes it possible for grafting and/or direct reaction as in the case of cellulose. But the durability is good for polyester; thus, bonding may occur by some ionic interactions and possibly by even hydrophobic-type bonds between the polymer and polyester fiber surfaces [15].
Scanning electron microscope
Figure 13(a)–(d) shows the scanning electron microscopy photographs of the finished cotton fabric. Figure 13(b) shows that there is surface deposition of polymer (DMDHEU i.e., tetra-functional resin) on the cotton fabric. Whereas coupling Arkofix NG-ET with Sanitized T99-19, coated cotton fibers with thin film and this coating polymer appears to link the fiber with each other (Figure 13(c)). This situation is completely different from that finished with Sanitized T99-19 alone (Figure 13(d)) (i.e., there is no noticeable links between the fibers as in the case of the prementioned mixture).
SEM photographs of cotton fabrics.
The scanning electron microscopy (SEM) photographs of wool fabric treated with Sanitized T99-19, Arkofix NG-ET, and their mixture are shown in Figure 14(a)–(d). Both untreated wool fibers and wool finished with Arkofix NG-ET alone have a typical scale pattern, (Figure 14(a) and (b)). Finishing formulation contains either Sanitized T99-19 alone or its mixture with Arkofix NG-ET, the scales are coated by thin film. These results clarified the formation of a thin film on the fiber surface by silicon polymers which is similar to the behavior of other silicon polymers [16].
SEM photographs of wool fabrics.
Figure 15 shows the SEM images of polyester fibers surfaces. The SEM images shown in Figure 15(a) and (b) appeared to be smooth which means that there is nochange on fiber surface as a result of finishing with Arkofix NG-ET where thepossible site available for reaction with DMDHEU is low (at the end of the chain). Thin film of coated polyester fiber surface by finishing with a mixture containing (Sanitized T99-19 and Arkofix NG-ET) shows that this coating appears tobe some extent thinner than that of the fibers finished with Sanitized T99-19 alone, which may prove the formation of network between Sanitized T99-19 and Arkofix NG-ET.
SEM photographs of polyethylene terephthalate fabrics.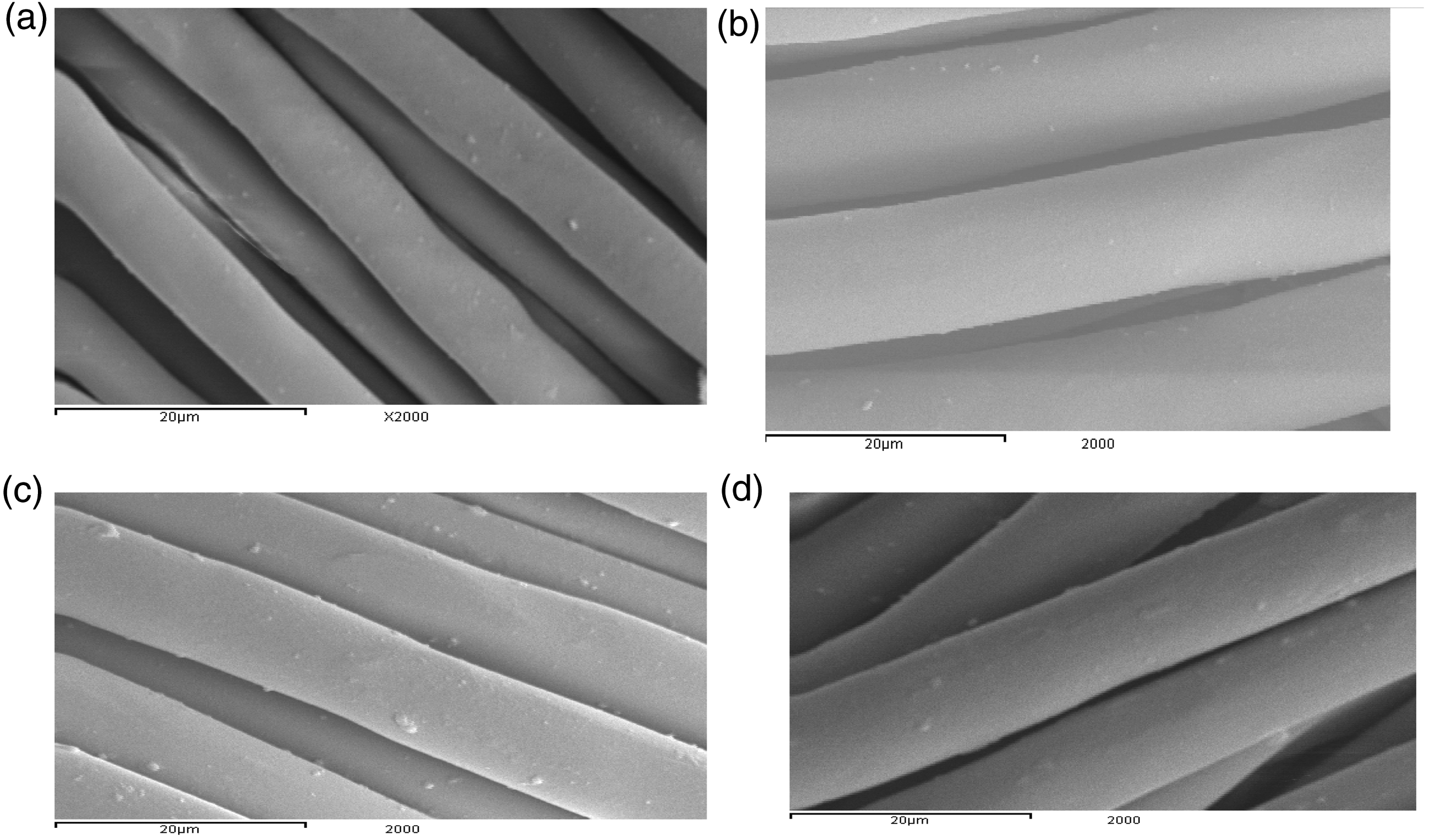
Conclusion
Demand for antimicrobe-treated clothing is surging as consumers become increasingly aware of hygiene and the potentially harmful effects of microorganisms. In response to the growing demand, an increasing range of fibers and fabrics with antimicrobial products has become available, targeting end range from sports socks, underwear to protective clothing for health care workers, casual wear, and fashion wears.
DMDHEU was coupled with Sanitized T99-19 and optimized for different types of fabrics, using pad-dry-simultaneous curing/transfer printing. It was concluded that for cotton, the maximum antibacterial activity was obtained at 25 g/L DMDHEU and further increase in resin concentration decreases the antibacterial activity as well as the color strength of the printed area. On the other hand, increase of the DMDHEU concentration enhances the CRA. Increasing transfer temperatures from 120°C to180°C enhances both the antibacterial activity as well as color strength of the printed area. The antibacterial activity, color strength, and performance properties depend on the type of additives used.
Antibacterial activity and color strength of wool fabric finished with Sanitized T99-19 was higher than those of unfinished one. CRA of wool fabric was not affected with increase in the resin concentration in the finishing bath formulation. Increasing transfer temperatures from 120°C to180°C enhances both the antibacterial activity as well as color strength of the printed area. The presence of additives decreases the antibacterial activity against E. coli and S. aureus except PEG MW 200 and silicon softener.
For polyester fabric, the color strength of finished fabric increases as a result of finishing with Sanitized T99-19, whereas mixing the Sanitized T99-19 with 25 g/L DMDHEU decreased the color strength of the printed fabric. Increasing the concentration of DMDHEU decreased the color strength of the printed fabric. Increasing temperature from 120°C to 180°C increases the color strength as well as the antibacterial activity.
Increasing the number of washing cycles decreased the antibacterial activity irrespective of the type of fabric used. The results revealed that after 20 washings, approximately 44.4% of the antibacterial activity retained against E. coli and about 51% for S. aureus. For wool, the percentages of antibacterial activity against E. coli and S. aureus were 37.5% and 40%, respectively. For polyester, the antibacterial activities against E. coli and S. aureus after 20 washes were 33.3% and 50%, respectively.
Footnotes
Acknowledgement
The authors wish to express their sincere thanks to the late eminent professor Mohammed Abo Shosha for his generous support and encouragement, which made this study possible.