
Abstract
Great developments have been achieved in the field of textile transfer printing. Transfer printing is made possible on natural fiber fabrics using intermediary polymeric agents, mostly thermoplastic agents and reactive dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, to enable the creation of strong bonds between the fabric and the dye not observed with disperse dyes. The thermoplastic polymeric agent is either in the dye or on the substrate. Many processes such as benzoylation, Keratran and Fastran processes have been used for coloration of natural fiber fabrics in transfer printing. This review seeks to highlight developments in transfer printing and the various factors that affect transfer printed product quality besides dyes, and how these factors affect the transfer printing process.
Introduction
Textile printing is the most flexible and important method used for introducing designs/patterns on textiles.1,2 Printing is used in decorating fabrics, wood, metals, and so forth with the aim of adding/improving the aesthetic qualities of substrates.3,4 Printing has undergone significant developments since application of the ancient woodblock printing process. Techniques involved in aesthetic quality enhancement, and even other functionalities, have distinct features in relation to each other. Transfer printing occurs when the printing element, in the form of a paste, is moved from a transfer medium (mostly paper) to a substrate. It is usually performed by first printing a disperse dye onto paper and then transferring the dye onto a substrate by sublimation and diffusion into the hydrophobic fabric at elevated temperatures.5,6 When combined with carrier printing, transfer printing has revolutionized the traditional textile industry due to its market competitiveness. Additionally, it offers faster production speeds, more flexible manufacturing modes, and more delicate printing patterns compared with other traditional methods 7 in terms of operation/stages, low cost, 8 required care, and energy consumption. Various types of transfer printing are available.9–16 These methods have their benefits and drawbacks—selection of a type is based on the properties required after transfer printing.
Transfer printing finds application in areas such as material science, which includes polymer, nanotechnology, electronics and other areas, leading to functional products. Much research has been done to develop environmentally benign and energy efficient means for an easy and faster transfer printing process at a competitive rate. Diverse patents and research have addressed the challenges faced in transfer printing such as pressure, heat, quality transfer onto substrates, adhesion of dye and polymer on substrates, pretreatment of substrates, and so forth. 17
Various solutions to the limitations of transfer printing onto substrates such as natural fiber fabrics have been studied.6,11,12,14,15,18–22 Modification of the transfer medium and/or the substrates has extensively increased the application of transfer printing in many fields, including textiles. New dyes, such as dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, were used in transfer printing on wool via chemical reaction. 23 Processes, such as the Kera-trans process of sublimation transfer printing, have been devised to extend the scope of transfer printing. 9 This review addresses digital printing by donor (including mechanisms and a color model that incorporates spot color and CMYK color), the types and development trends of transfer printing in relation to the various components used such as substrate, transfer medium (dye component), heat, and pressure, and also addresses issues of energy consumption, cost, and comfort of transfer printed textiles.
Transfer Printing
Transfer printing is the common term used to describe the printing of fabrics with patterns or motifs released from paper by a combination of heat, pressure, and dwell time. 24 DeVries and William25 referred to the process of transfer printing as the use of disperse dyes at high temperature, followed by placing and pressing the fabric in close contact with hot calendar rolls for about 2 min. This patent described a dry-release sublimation transfer used for decorating textile substrates, including a temporary backing sheet, a sublimation transfer design layer comprised of sublimation transfer inks deposited on the design layer, and a polymeric layer in contact with the sublimation transfer design layer. 25
Transfer printing was considered an innovation in enamel and ceramic decoration. 26 It used an engraved copper or steel plate from which a monochrome print on paper was taken, which was then transferred by pressing onto the ceramic piece. 27 Hitherto, this innovation only applied to enamel or ceramic substrates, but is now applicable to textiles. The substrate used in transfer printing may be in different forms, size, and composition (e.g., textiles,28–30 ceramics, 27 and metals 31 ). The method of transfer printing used depends on the substrate. However, some transfer printing methods are applicable to almost all substrates.
The transfer printing process generally involves registration of the transfer material onto the transfer paper. Afterward, the transfer material is brought into contact with the receiving substrate to be printed, which may require some heat application on the adhesion medium depending on the transfer printing method used. The dwell time is usually dependent on the dye volatility and the temperature limit of the substrate to avoid fabric damage or melting during the transfer stage. 25 To reverse the design prior to transfer printing, a mirror image of the design is first printed onto a medium (i.e., a sheet of paper), using normal paper-printing equipment and techniques, with disperse dyes that sublime at temperatures above 100 °C and below 220 °C for coloring synthetic fibers. 32
Heat-activated colorants can also be used in transfer printing on substrates. Once activated, they have an affinity for a polymer that is applied to the substrate.33-34 The transfer printing methods most commonly used commercially are sublimation transfer and film release. Other processes involve transfer of a meltable ink (melt transfer) or transfer in an aqueous film (wet transfer). 9
For both conventional natural and synthetic textiles, transfer printing is basically a heat/sublimation dye transfer printing process that requires heat to accelerate the movement (sublimation) of the color/dye into the substrate and the curing of the color/dye on the substrate. 24 New technologies have been developed to extend the scope of transfer printing. Generally, critical consideration is given to the adequate compressive pressure applied in the heat transfer printing process. In this respect, if the level of applied compressive pressure is excessive, the heat transfer is smashed into the substrate.
Consequently, this “smashing” results in the irreparable distortion of the heat transferred print, subsequently ruining the substrate. 35 An insufficient level of applied compressive pressure results in improper dye adhesion to the substrate. 36 Therefore, improper adhesion usually results in the heat transferred print peeling or falling of the substrate either immediately or subsequently because of fabric exposure to laundering.
Types of Transfer Printing
There are a variety of transfer printing methods using similar techniques but with various means of transferring the design onto substrates. 37 Some transfer printing methods can print on both sides simultaneously if there is a minimal through-printing of the ink, or even with different patterns, 10 while others allow printing only on one side of the substrate. However, most transfer printing techniques, irrespective of their uniqueness, print first on a layer (i.e., paper), then onto a substrate; followed by the application of heat and pressure. 24 The heat and pressure necessary to ensure successful transfer printing onto a substrate vary according to the particular textile and dye. 10 Heat, dwell time, pressure, type of dye, and substrate play an important role in the fixation process. This is due to specific temperature requirements for activation of certain dyes classes. These factors are influenced by their environment (i.e. the transfer printing method used). 38 Some transfer printing methods allow non-sublimation dyes, as well as substrates of different fiber types other than polyester, to be decorated. Transfer printing falls into four categories 39 namely, sublimation, 14 film release, 16 wet transfer, and melt transfer.16,30,37
Sublimation Transfer Printing
Sublimation transfer relies on the ability of some disperse dyes to move from a solid to a gaseous state without passing through the liquid state on application of heat.10,40 It can be performed on synthetic and natural fiber fabrics, and on blends of natural and synthetic fibers (Table I). 15 Researchers have devised means of sublimation transfer printing on natural fiber fabrics with disperse dyes.12,41 Disperse dyes adhere to some synthetic substrates during the sublimation transfer process. Adhesion is made possible by the vaporization of the solid dye from the transfer paper to the substrate surface.11,42 This method gives excellent results on synthetic fabrics, especially, plastic-based fabrics. 14 Sublimation transfer printing on natural fiber fabrics generally requires substantial modification of the natural fiber with reactive monomers. 9
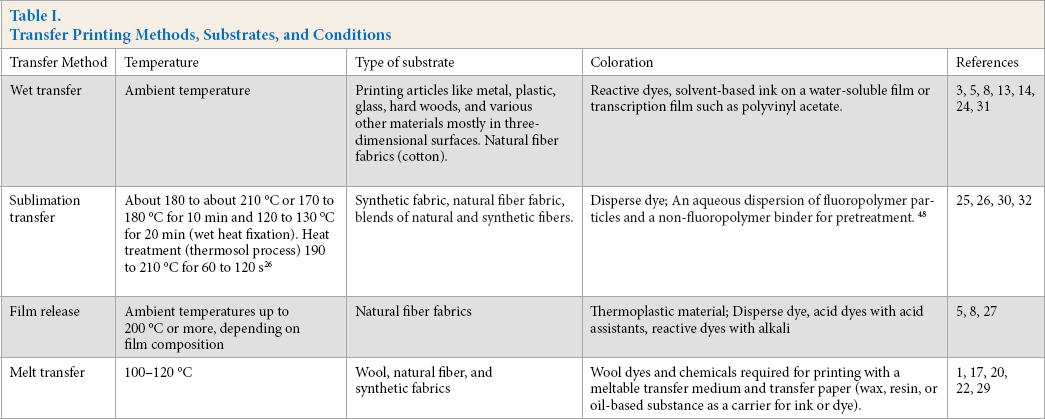
Transfer Printing Methods, Substrates, and Conditions
Even though natural fiber fabrics have low affinities for disperse dyes, esterification of the hydroxyl groups on cotton to impart hydrophobicity has improved their affinity on treated natural fiber fabrics. Benzoylation is used to effectively modify natural fiber fabrics such as wool12,41 and cellulose 17 (Fig. 1). Amino groups in wool react with benzoic anhydride in dimethylformamide. This modified wool, with a ∼30% weight increase, is readily printable by sublimation transfer printing, is shrink-resistant, and is heat settable. 9 Also, wool transfer print fastness was effectively achieved when complex-forming dyes were transferred onto a fabric pretreated with a suitable metal salt. 41
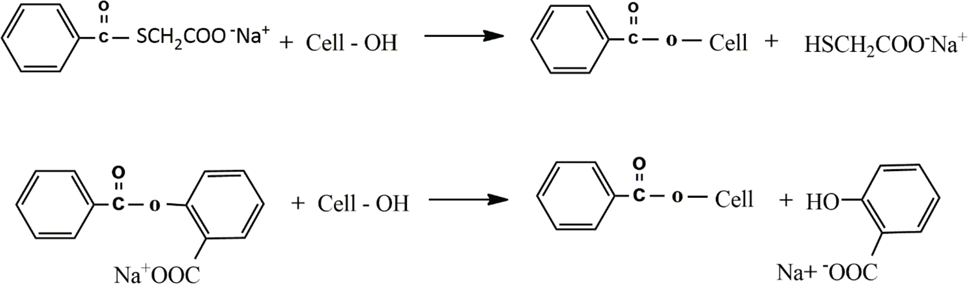
Modification of cotton cellulose with sodium benzoylthioglycollate. 17
Another means of sublimation transfer printing, known as the Keratrans process, involves printing from transfer paper with a conventionally thickened paste and sublimable dyes. A straight-forward pad-dry treatment prepared the wool for transfer printing, which is carried out on an inexpensive transfer calendar. The printed wool is steamed to set the print and washing-off was not required. According to the characterization of the complexes formed as described by Lewis, 41 the Keratrans sublimation transfer printing of wool showed that the 1:1 chromium-dye complex present in the unsteamed extract is almost completely absent in the steamed extract. Mainly 1:2 complexes are formed during transfer, with only a very small amount of 1:1 complex identified (Fig. 2). The presence of un-complexed dye on the wool may be related to the difficulties encountered in the laboratory purification of a 1:2 complex, in which column chromatography is used to remove the unreacted dye. 41
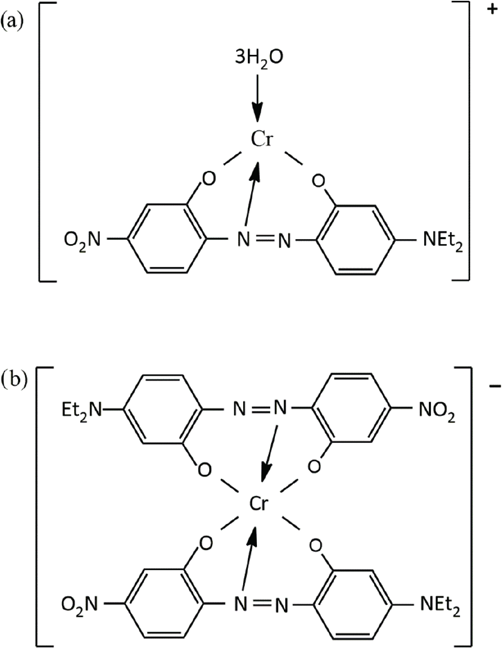
a) 1:1 Chromium dye complex and b) 1:2 chromium dye complex formed after steaming.
Conventionally, the sublimation transfer printing process involves initial printing of sublimation dye onto a transfer paper substrate with an inkjet printer, 29 which was subsequently heat pressed on the polyester substrate (fabric) without further fixing. 10 Besides inkjet printing, sublimation transfer dyes on transfer paper can be prepared by conventional printing techniques such as lithographic, flexographic, and screen printing methods. 43
Film-Release Transfer Printing
The film-release technique is a system where a thermoplastic material is applied over printed paper to give a strong plastic film layer capable of developing heat tack. The film-release system uses a relatively strong film and a coated paper to facilitate release of the film. 16 The plastic layer is brought into contact with the fabric using heat and pressure to develop adhesive forces which releases the film and adheres to a textile substrate (fabric). The paper can then be peeled away to leave a surface design stacked on the fabric.1,10 This offers very high transfer efficiency at high speed, allowing possible use of disperse dyes on natural fiber fabrics (Table I). 11
Fig. 3 shows the various processes used in film-release transfer printing. The stages are similar to other transfer printing methods. The uniqueness of film release is that all the dye/ transfer film material printed on the stamp/paper is released onto the substrate, unlike other types that leaves some of the dye on the transfer paper/stamp. Other types of transfer printing methods, such as sublimation, depend on the vapor transfer process, while the melt and film-release methods use film release. 16 Film-release systems are based on a slightly different approach as compared to melt transfer. Instead of relying on melting the print and fixing the image on the fabric, film-release systems depend on adhesion by using a gummy film on exposure to heat and pressure. Since very low heat and pressure are used, the printed film and substrate are not weakened. This type of transfer printing reduces the distortion of substrates (fabric) resulting from high temperature and pressure, and therefore, reduces the energy use cost. 16
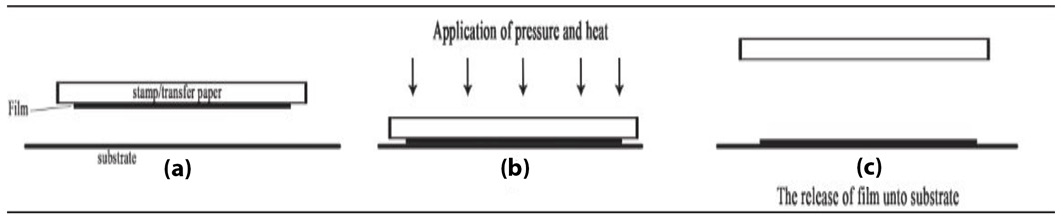
The process of film release transfer printing. (a) Lowering of stamp onto substrate, (b) transfer printing by application of heat and pressure, and (c) complete release of the film from the stamp to the substrate.
Rattee states that melt- and film-transfer systems do not depend upon dye properties such as volatility or solubility, 16 which are critical factors in sublimation transfer printing. Disperse dyes may be thermo-fixed or high-pressure steamed; acid dyes may be steam-fixed on nylon or wool fibers with acid assistants; and reactive dyes may be steam-fixed to cellulosic fibers in the presence of alkali.44,45 Normal binding modes between dyes and substrates are the main influential factors for transferring dyes by melt-transfer or film-release systems. 16 Recently, this method is finding more applications in transfer printing of electronics.46,47
Wet-Transfer Printing
Wet-transfer printing is the means of transferring images from one surface to another surface in an aqueous state and is synonymous to the terms hydrographics (or immersion printing), 48 water-transfer printing, 49 dip coating, or cubic printing.50,51 It is a method used in applying printed designs to three-dimensional 51 surfaces; hence, the name cubic printing. Wet-transfer printing has been used for printing on metal, plastic, glass, hard woods, and various other material surfaces52,53 as indicated in Table I.
The first hydrographic (wet transfer) apparatus registered for a US patent was by Motoyasu Nakanishi of Kabushiki Kaishas Cubic Engineering 54 with a mechanized component that aided the cubic printing process. It is useful for applying decoration to three-dimensional articles as distinguished from fat surface printing with paper or film. Printing with ink sometimes requires application of a liquid spray to an ink image to complete the printing or finishing process. This method was basically introduced to enable the transfer printing of natural fiber fabrics, like cotton, in an aqueous state. Due to the low affinity of sublimable inks (disperse dyes) on natural fibers (cellulosic fabrics) 6,14,55 in transfer printing, wet-transfer printing with reactive dyes onto cotton fabrics was introduced (Table I).
Reactive dyes fix onto natural fibers by covalent bonding and thereby result in excellent colorfastness. 21 Acid dyes are also used in transfer printing on wool due to their good affnity for wool. Various studies of wet-transfer printing were undertaken to widen its scope in conventional textile coloration and in other areas (e.g., decoration of plastics and automobiles).
The Fastran process involves bringing garment panels saturated with thickened paste into contact with transfer paper and holding in a heated press for several minutes. The method is not highly productive, but is practical for printing high-value articles such as fully-fashioned knitted woolen garment panels. The main difficulty with this process is maintaining steady contact between the paper and the saturated fabric during the dye transfer process. Steam evolution and dissolved gas formation as the paper and fabric is passed around the heated roller are factors resulting in blurred and patchy prints. Pressure rollers were subsequently fitted around the heated transfer cylinder to maintain pressure on the impervious blanket, but with little improvement in print quality. It now appears more appropriate to use a porous blanket to allow these gases to escape. 9
Furthermore, reactive dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, or a mixture of both groups, can covalently bond with nucleophilic moieties such as amines in wool. These dyeings on wool can be carried out in an aqueous system. 23 According to Church et al., 23 this class of reactive dyes undergo dehydrobromination only when wool is present, proceeded by either nucleophilic substitution of the bromine atom and/or Michael addition across the double bond of the α-bromoacrylamido group.
Even though transfer printing on natural fiber fabrics is feasible with wet transfer, it lacked simplicity. The fabric is wetted in an alkaline paste on a pad mangle before printing. The unique feature of wet-transfer printing is the wet-stage transfer process.48,49 Other types of transfer printing are normally conducted in the dry state with the application of heat. The ink may be printed to stay wet for a time, allowing it to be transferred to an absorbent surface such as a textile. The substrate is moistened, and a printed/ photocopied image on paper may be treated with a liquid chemical preparation or solvent to aid its release from the paper to a receptive textile substrate.10,49
Another advance made in wet-transfer printing is dip-transfer printing, where a pattern is printed using solvent-based inks on a water-soluble film51 or a transcription film such as polyvinyl acetate (Table I). In the latter case, the transcribed patterned film is placed on the water surface in a transcription tub containing a liquid with the printed side of the film above and the soluble film side of the film down (Fig. 4). The water dissolves the transcription film without any trapped air bubbles in the film, while a solvent-activating spray (e.g., xylene) is sprayed over the printed solvent-based ink image that was on the transcription film. The printed image then becomes fluid and the object to be printed is dipped into the water in the dipping tank through the floating printed ink image. The ink adheres to the substrate and it is then removed from the tank and dried. This type of printing results in a seamless print on the object. 56 An automated dip-transfer machine is equipped with a film-removing device that removes the film waste attached to the article to be printed using an air blowing device (Fig. 5). 51 Bowles et al. 51 reports the use of match colors (i.e., different tones of the same color) for dip-transfer printing. This gives the impression of individually printing the different tones of the same color to complete the image. One color of green is printed for light green, another color of green is printed for dark green, and different shades of browns and grays are printed separately to produce wood tones. 51
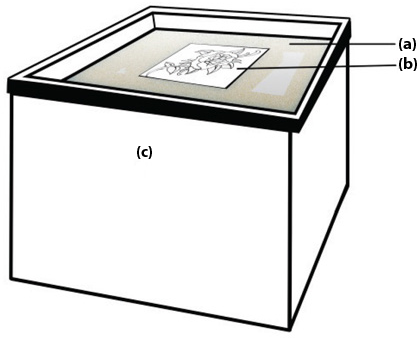
Water transfer printing apparatus. 56 (a) Water, (b) transcription patterned film, and (c) vessel.
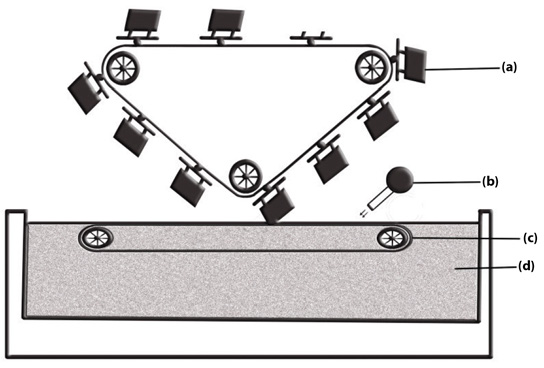
Automated wet transfer printing apparatus. 54 (a) Substrate, (b) air blowing device, (c) film conveyor belt, and (d) water.
Wet-transfer printing was greatly improved by automation of the various processes. The transcription tub contains a structure that blows pressurized air onto the transcription film to eliminate wrinkles. The film-supplying structure, equipped with a feed roller mechanism, contains a cutter used to cut slits in both side end parts of the film. The transcription tub of the printing apparatus is provided with a set of belt-type guide members that support both side edges of the film and feed the film along the liquid flow. This printing apparatus is equipped with a film removing device. 54
Melt-Transfer Printing
As implied in the name “melt-transfer printing,” a dye-containing solid is liquefied for use in printing. This method uses a wax, 37 resin, or oil-based substance as a carrier for the ink or dye (Table I). It is one of the oldest methods for heat transfer of dye onto cloth and the basis for the Star transfer printing process patented in Italy in 1953 and in the United States in 1959. 57 Melt-transfer printing of textiles involves the mixing of conventional wool dyes and chemicals required for printing with a meltable transfer medium and then printing on transfer paper. 9 The transfer paper and pre-treated wool are pressed together and heated in a calendar to transfer the mixture (dye and transfer medium) to the wool. Wool-transfer printing occurs in a calendar between a heated, polished metal roller and a nylon roller under extreme nip pressure at 100–120 °C. 9 The pretreatment of wool before transfer printing involves chlorination, which makes the substrate more suitable or receptive to the dye. Also, vat dyes can be included as a component of the ink, but the fabric is first immersed in sodium hydroxide and/or hydrous solution and dried by steaming. The residual transfer medium in the transfer ink is removed during fabric washing. The print is cured by steaming, and afterward, washing of is undertaken to get rid of all wool residues. 37
Studies on wool-transfer printing aim at discovering possible transfer media that can facilitate a higher level of dye transfer on wool. 22 The transfer vehicle needs to be water soluble for easy removal after completion of the printing process, as well as melting or softening at a reasonable temperature to allow good transfer to the wool fabric. Thickeners are then used as a transfer medium for transfer printing on wool fabric, and basically on all natural fiber fabrics. The thickeners chosen as transfer medium are mostly high molecular-weight polymeric agents such as polyethylene glycol and ethylene glycol,56,57 which are used to increase the viscosity of transfer medium (Table II).58–60 It was later reported that polyethylene glycol is unable to adequately increase the viscosity of the chemicals for printing, 9 and that conventional thickeners cannot be used due to their resulting obstruction during the melt-transfer process. The transfer printing paste is then thickened by preparing an emulsion of the printing solution with white spirit, followed by printing the transfer paper. 9 Considerable effort is expended in assessing and engineering emulsifiers with the right viscosity for the printing ink. This is crucial in producing good prints, particularly uniform designs on the transfer paper, and on the final wool print. Consideration is given to stability during handling, storage, and release of the print. Complete ink transfer is feasible, but the dry transfer ink tends to easily peel of the paper. When the paper is too absorbent, little ink transfer occurred in the calendar. A high-quality coated paper offers a good compromise. 9 The melt-transfer printing process can be used to print a range of natural fiber and synthetic fabrics with an appropriate selection of dyes and chemical auxiliaries (Table I). 32
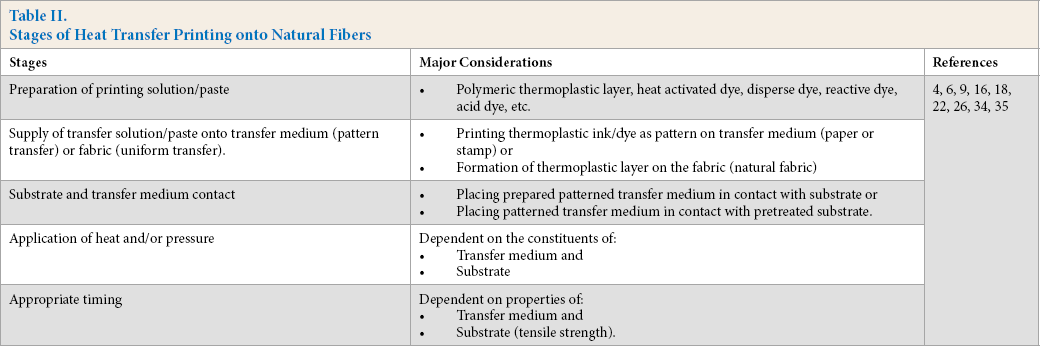
Stages of Heat Transfer Printing onto Natural Fibers
Major Transfer-Printing Factors
Generally, factors such as temperature, 16 transfer time (dwell time), pressure,10,24,35,36,61 transfer paper, and substrate6,11,18 are known to significantly affect the fastness properties of transfer-printed fabrics.
Temperature
Apart from wet-transfer processes that do not apply heat, the proper temperature is vital in transferring a design onto substrates under dry conditions. Increasing the transfer temperature from 140 to 200 °C has a great effect on increasing the color strength (K/S) of the prints when printing is carried out for 30s with a thermoplastic film such as polyethylene. A further increase in the printing temperature up to 220 °C causes a slight increase in K/S values. 11 For cotton and wool samples printed without the use of polyethylene film at temperatures greater than 200 °C, a drop in the K/S value occurs. Better values of K/S and transfer are noted for cotton as compared to wool. 11 This indicates that the substrate composition is also a factor that can influence K/S values. The temperature required is dependent on the nature of the substrate in terms of its level of heat resistance. 10
Dwell Time
Time also plays a vital role during transfer printing. One study reports that an increase in transfer time (dwell time) from 5, 10, and 20s to 30s causes K/S values and percentage of dye transfer to increase while a slight increase in K/S values is noticed when the dwell time is further increased to 40s. 11 The optimal dwell time usually depends on the dye formulation and the substrate to be printed. At a very low temperature and a short dwell time, there may be incomplete dye transfer to the substrate. Although higher temperatures (∼180–240 °C) at 30–40s, 62 or at most 120s, 15 renders good dye transfer, excessive heat can burn/melt the dye and/or the substrate if care is not taken, especially for synthetic substrates. Hence, the dwell time is influenced by the type of dye, transfer medium, other additives, the substrate, and the temperature used. High temperature usually requires a shorter dwell time as compared to printing at low temperature. This information is important in determining the time needed for transfer printing on a specific substrate using specific transfer media/medium components.
Additionally, the storage time of polymeric paste for transfer printing on natural fiber fabrics has an adverse impact on K/S values. The transfer paper itself, without an inkjet-printed image, has good storage stability. 21 Wagner and Xu observed that relatively higher temperatures on the printing media and increased transfer time are required when high K/S values are desired. 63
Pressure
A very important factor for transfer printing is the amount of pressure applied to the transfer paper and substrate. 54 Apart from wet transfer, all other types of transfer printing require pressure and not just mere contact. The amount of pressure applied during the transfer printing process affects dye penetration 63 and the substrate. The pressure applied on most fabrics is minimal due to its negative effect on fabric tensile strength. Consequently, several transfer printing methods are performed under low pressure.64,65 Higher pressure ensures good acceleration of dye transport into the fiber core, which is very beneficial, but can distort fabric dimensional stability; hence, the need to regulate the amount of pressure applied in transfer printing.
The invention of the heat press ensured that the appropriate pressure needed to enable good coloration, based on the type of substrate, is applied. 35 Dye penetration and substrate type are factors that influence the amount of pressure required for a specific transfer process. If the pressure is too low during the transfer period, a lot of ink and gas escape into the surrounding area (especially with sublimable dyes), resulting in unsatisfactory blurry prints, waste of transfer materials (dye and substrate), and environmental pollution. However, if the applied pressure is appropriate, with no or a highly-reduced gap between the substrate and the transfer paper/medium, an acceptably clear pattern is attained. 66
Other than mechanical pressure, dye release depends on the dye vapor pressure, the rate of dye vapor diffusion through the layers of the paper, and the affinity of the dye for materials (e.g., binders and additives) printed on the transfer paper. This makes knowledge of the material characteristics to be transferred critical. Conventionally, a minimally effective level of dye penetration is suitable since excessive penetration affects the image definition. Image definition is also improved by minimizing the distance the dye vapor traverses after sublimation and during transfer to the final substrate. 63 Besides use of fat plates or cylindrical pressure rollers, pressure applicators using pressurized gas applied to the back side of the transfer paper/medium have been introduced. The gas imparts pressure directly or indirectly against the back of the transfer paper (dye carrier). A heat source radiator was set to direct the radiation toward the back of the carrier. Although the pressure is well controlled, the air pressure and/or vacuum are liable to affect the atmospheric clamping pressure (i.e., the pressure imposed on the carrier). 67 Hence, pressure control is essential for improving the quality of prints by attaining a clear visual pattern effect.
Transfer Paper
Efficient transfer printing depends largely on the transfer paper.20,68 Li et al. 21 state that, the printing properties of the transfer paper expressed as the K/S values of printed silk is significantly governed by the paste coated on the paper surface.11,21 Slightly greater K/S values are obtained when transfer printing is done using polyethylene film or glazed-coated paper when compared to superfine uncoated paper. This is because more ink is deposited on the surface and diffused in the pores of the uncoated paper, and subsequently, more dye sublimation (i.e., less efficient dye transfer to substrates) occurs during the printing process as compared to the glazed and coated paper. This is true with both disperse dyes used on cotton and wool fabrics. 11 The paste together with the special transfer paper influenced the K/S values on the substrate. 21 The transfer paper works in tandem with the paste for good and effective color fixation.
The thermal transfer printing papers used previously were generally sized (using starch, wax, gelatin, or other sizing agents) papers loaded with filler (e.g., kaolin, calcium carbonate, or talc) and calendared to provide a smooth surface that is highly desirable for the attainment of good image transfer. 69 For polyester fabrics, only disperse dyes without any additive are used. For natural fiber fabrics, polymeric materials/ agents are used to accelerate the transfer of dye onto the fabric even when reactive dyes are used. Generally, transfer printing involves an intermediary paper substrate, increasingly by inkjet printing with sublimating or other dyes.10,40 Improved print performance (e.g., a sharper image) can be obtained with a variety of thermal printers if the thermal transfer printing paper carries the dried residue of a polyethylene emulsion, especially if cooked or solubilized starch is also present. 69
In transfer printing with reactive dyes, the common humectant (a 50:50 mixture of urea and glycerin) is used to improve dye dissolution and the extent of silk structure swellability,21,22 upon exposure to heat. Hence, the transfer paper with thickener (polymeric agent) and dye should enhance fiber structure swelling and facilitate dye penetration to achieve greater K/S values. 21 It should also enhance the swelling ability of the polymeric agent, thereby accelerating dye release from the paste.21,70 As usual, images are first wet printed on the transfer material by screen printing or offset printing, and afterward, the transfer media is brought into contact with the substrate to transfer the image onto its surface by water, heat, and/or pressure (Table II). 71
Recently, images are printed with sublimable ink on the transfer media using an inkjet printer. An inkjet-printed transfer media is used to transfer the image onto the substrate, which is not suitable for low volume, multiple-type printing due to their time-consuming nature and the high cost of preparing the original print on transfer media, rather than screen printing and off-set printing. This makes inkjet printing of images in large quantities impractical in adapting to an ever-changing demand by consumers for new and different designs. 71
Transfer paper can also be pre-coated with a thermoplastic polymeric agent paste before the dye is printed on a silk surface.21,43 The results of an effective transfer print are usually evaluated by K/S values, which are dependent on the nature of the dye used as well as the type and fiber content of printed fabric. Washing and perspiration fastness, and crockfastness results range from good to very good for prints produced using incorporated polyethylene printing transfer film as compared to prints produced without use of the film. 11
Yin et al. states that a medium such as cationic SiO2/TiO2 hybrid sol (CSTHS) applied to cotton for transfer printing shows little effect on the color hue.6,72 The wet crockfastness is improved by half a grade, and the K/S values and sharpness of the printed cellulose fabrics pretreated by CSTHS demonstrated excellent printing results on cellulosic fabric using disperse dyes. 6 K/S values of the printing were greatly improved as well as the cotton fabric strength. Dye penetrates and fixes well when polymeric agents or films such as hot-melt adhesive agents (e.g., the soluble polyester ES-1) are used in transfer printing of natural fiber fabrics.6,14,21,73The use of polymeric film or agents help to improve crock-fastness properties of the transfer-printed natural fiber fabrics. Also, printed cotton and wool fabrics using a bonded polymeric agent like polyethylene film gave some improvement in tensile strength and elongation percent values. 11 The essential properties of the polymeric film or agents are imparted on the natural fiber fabric as they become integral constituents of the modified natural fiber fabric.
Substrate
The substrate plays a key role in the success of the transfer printing process. Transfer printing can be extended past its successful application on synthetic, thermoplastic polyester to natural fiber fabrics by introducing barriers 43 (i.e., agents that lie between the natural fabric and dye to hold the dye onto the fabric) such as polymeric agents.6,18,62,74
Disperse dye washfastness on untreated wool is very poor. A significant improvement is observed for the same dyes on benzoylated wool. 12 Fastness may be improved when complex-forming dyes are transferred onto a fabric pretreated with a suitable metal salt. Work with chromium-complex disperse dyes produces good K/S values and fastness properties. 41 In this commercially-available process, the goods are pretreated at 20 °C for 30 min in 20% caustic soda solution, squeezed to a wet pickup of 90%, reacted for 10–480 s in benzoyl chloride (the time depending on the degree of substitution required), and thoroughly rinsed to complete the process. This treatment on cotton enables transfer printing with disperse dyes of similar quality compared to that of printing on polyester. 12
Digital Printing of Ink/Transfer Material
There are basically two kinds of digital printing: inkjet and xerography. Xerography (or electrophotography) involves charging a photoconductor, exposing the photoconductor or image, developing the latent image, transferring the newly-formed image from the photoconductor to a sheet of paper or other medium, fusing or permanently fixing the image to the medium, and finally cleaning and restoring the photo-conductor for future use.75–78
The terms “inkjet printing” and “digital printing” are often used interchangeably. Inkjet printing is the dominant digital printing technology for paper and textiles, gaining an upper hand over xerography for textile printing due to factors including time and image preparation. 79 Digital printing equipment includes the digital image press or digital color printer. Use of the digital imaging press usually produces better quality image results, but printing with a digital color printer is still comparable with traditional offset printing. A digital color printer is mostly used for on-demand printing, unless a higher print quality is required, in which case a digital image press can be used. A digital image press can be used if both quality and time are crucial, as the drying time is very quick. 80
Therefore, the characteristic or quality of a print after digital printing onto transfer paper by the digital printing system/ machine is replicated in transfer printing when favorable conditions are provided. This implies that a dull color will be attained on the textile if the digital image was printed with a digital image printer. Also, the substrate on which transfer printing is done can influence the brilliance of the transfer-printed image. As observed in digital printing on coated or uncoated paper, print quality is also dependent on the surface properties of the substrate.81,82 Decisions affecting one component affect the subsequent result.83,84 Nevertheless, if the processes of printing are standardized, reasonable consistency can be realized. 83
For the most part, digital printing inks are compatible with any chosen surface. It is imperative that users of digital printing technologies become acquainted with the process, its mechanisms, ink chemistry, fabrics, and related computer software to develop a durable product and strategically manage color.79,83 Digital printing is typically based on process color (cyan–magenta–yellow–black (CMYK) inks). 79 Ink droplets of the process colors are combined on the surface of the paper at different intensities to create the color and image effect. The CMYK process is improved by including extra colors that cannot be reproduced with cyan, magenta, and yellow. 85 Additional colors, such as turquoise and orange (oranges and blues do not reproduce well with CMYK) or light cyan and light magenta (to get better pastel shades) and other spot colors, may be included since most modern printers carry seven or eight colors to gain a larger color gamut86,87 and to handle pastels without pixilation.
Classification of inkjet printing technologies for textiles includes continuous, pulsed jet, and drop-on-demand (thermal, electrostatic, and piezoelectric).83,87–89 Continuous inkjet technologies manage the movements of ink drops; the drops are electrostatically charged and steered using an electric field, either to the substrate or to a recirculation system83,87,88 With drop-on-demand control, ink drops fall onto the substrate under gravitational influence and appear as dots on the surface. This enables reduction in pixilation and control of the ink flow rate onto the substrate. Thermal inkjet printing involves the application of heat to give rise to vapor bubbles within the ink chamber. As the vapor bubble increases in size, the ink in the chamber vaporizes and a droplet begins to take shape at the nozzle opening. The vapor bubble contracts as the ink cools down. Subsequently, the droplet breaks away and the ink falls to the surface of the substrate. In piezoelectric inkjet printing, the ink chamber is partly made up of a piezoelectric material, which causes change in the chamber volume when an electric field is applied. With an electrostatic inkjet head, there is no chamber firing mechanism like the thermal inkjet head. Instead, an electrostatic attraction force from the substrate is used to pull out droplets from the nozzles to form the desired pattern on the substrate surface.79,80,89 These printing mechanisms present faster throughput, but have lower resolution and are less versatile.
The pulsed inkjet printing concept is a hybrid between drop-on-demand and continuous jetting. The head produces a jet that quickly becomes a stream of drops. However, instead of the jet being continuous, it is pulsed depending on the print design. Hence, steering the drops electrostatically is not required in pulsed inkjet printing. This inkjet delivery system presents no CMYK color option; therefore, each head has its own spot color ink. Conventionally, there are inkjet printing system with eight colors that enable the use of reactive and disperse dyes, such as Shima Seiki's SIP-100F inkjet system for knitted garments. 83 Since colorants for textile substrates have to be fast to washing, light, and crocking, reactive dyes (for cellulosic fibers), disperse dyes (for polyester), acid dyes (for protein fibers and nylon), and pigments (for all substrates) have been developed and adapted for use in digital printing technologies.79,83
During the 1970s, the first inkjet printers were developed with sublimation and other dyes for direct carpet printing. 10 While digital printing was being developed for printing on paper and other substrates, other technologies have been developed, allowing the fabrication of materials at micrometer and nanometer scales.79,90,91 Therefore, digital printing has become a platform for design innovation, finding applications in the technical textile field, including enhancements to smart materials and intelligent textiles. Also, recent technological advancements in digital printing have enabled high-quality printing 92 of digital images using non-silver halide media. 88
Spot and Process Colors
Spot colors are typically used for substrates that only require one to three colors or for those using special colors such as fluorescent, metallic, or proprietary colors, 93 When more than three colors are required, the process color model is preferred to reduce cost in production. Process colors, also known as full color or CMYK, are colors created using percentages of primary color components, such as tints of cyan, magenta, yellow, and black (CMYK), that are blended together to create other colors. Process colors provide many more colors than spot colors for printing purposes. CMYK uses very tiny gradation of dots to introduce shade or color. Unlike spot colors, process colors overlay each other to create the desired color. A document using process colors is separated into four (4) separate plates, each containing one of the component colors 93
One problem occurring with existing electronic publishing systems occurs when a document is created using both process and spot colors. Because most digital printing systems use CMYK colors, a special color such as a fluorescent or metallic color could not be created using the process colors. Many designs may require proprietary colors, such as in a company logo. For instance, a magazine with photography and a company logo may require both color models. Recent developments enable the addition of spot colors to a design using process colors for the actual printing process. 93 With digital printing of a transfer image on transfer paper, technologies introduce extra cartridges for spot colors along with CMYK cartridges. This helps attain a uniform quality spot color without the use of CMYK colors.
Color swatches have been developed with identification numbers to enable printing the desired color design since the color quality on the digital screen is slightly different from the actual print. When using spot color printing, colors are more accurate because the color is already determined by its specific Pantone number. Since the ink is not being mixed, that color does not vary from one print run to the next as in CMYK color printing. Nevertheless, spot colors are nearly impossible to replicate on digital print devices such as laser printers. 94 One of the inherent short-comings of CMYK printing (commercially and/or with digital printers) is the relatively restricted color gamut; resulting in a considerable loss of color from the original artwork.
Pantone Inc. has developed a six-color printing system using orange and green inks in addition to CMYK. This Hexachrome system gives a much-improved color gamut as compared to a CMYK only color system. 85 In transfer printing, the quality of color printed, either with CMYK or spot color, on the substrate can be predetermined after digital printing onto the transfer paper.
Trends in Textile Transfer Printing
In transfer printing, volatile disperse dyes printed on paper are transferred to suitable fabric through contact at a temperature usually above 100 °C 62 or between 150 and 220 °C. 95 Advancements are occurring in all aspect that facilitate its process in textiles,6,10,20,21,55,57 nano-scale electronics,5,46,96–98 ceramics,26,27 and so forth. Previously, domestic irons were used as the source of heat99-100 until the invention of modern technologies such as the hot-press and continuous calendar. With domestic irons as a heat source, a transfer dwell time of 30s or less was usually applied. The appearance of the printed fabric was often superior to that of the paper because enough dye spread occurs to improve the uniformity of colored areas without loss of sharpness. 8 A greater percentage of heat-transfer printing is done on fat-bed presses, which enables fixation of prints on both side of the fabrics. 43 A summary of transfer materials, substrates, and processes in textile transfer printing is given in Table III.
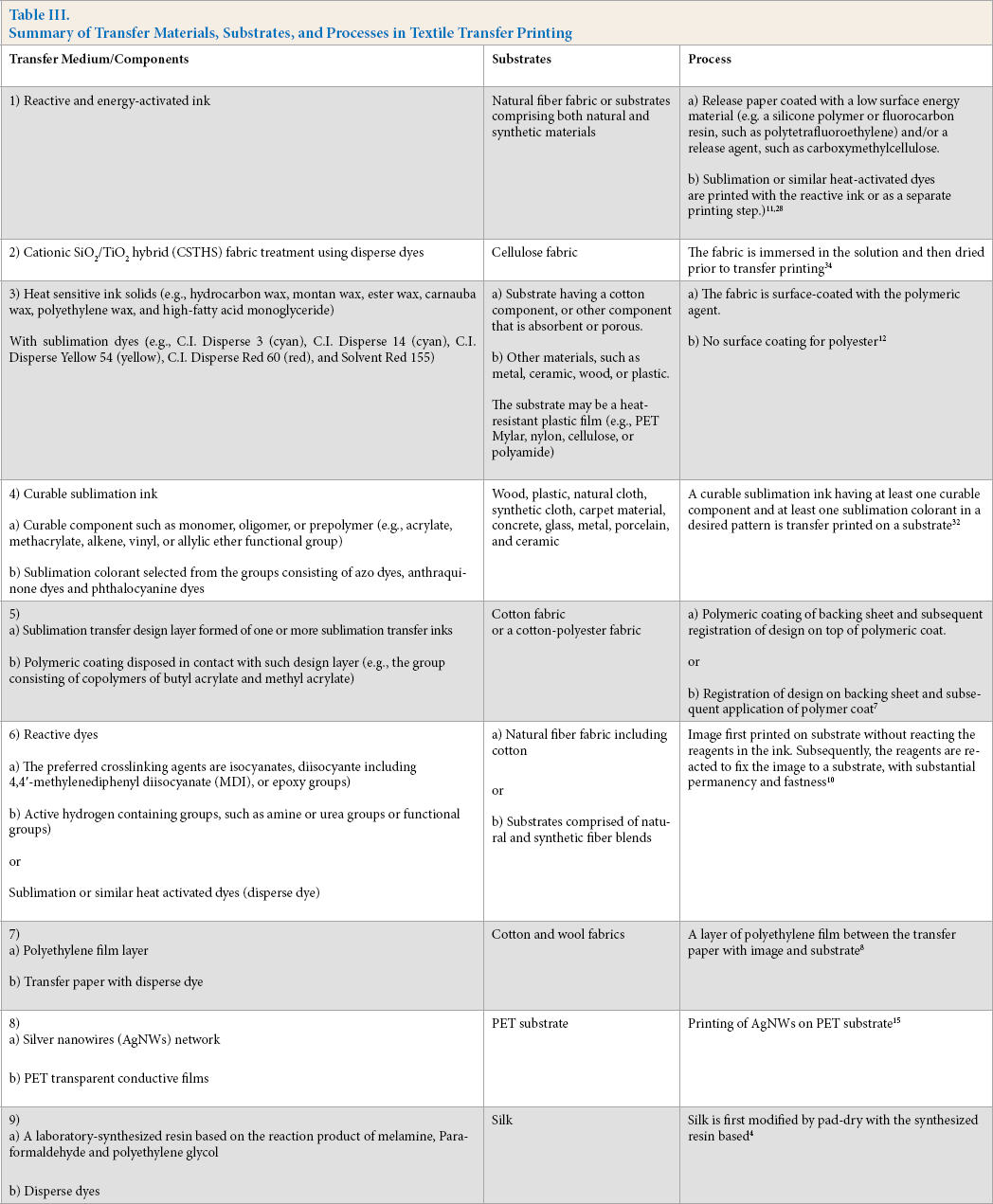
Summary of Transfer Materials, Substrates, and Processes in Textile Transfer Printing
Uniformity of temperature and pressure are important for presses. Complete garments may be transfer printed on both surfaces of the substrate simultaneously, 101 but to ensure high production rates, ten dozen or more garments can be printed per hour. Continuous transfer machines have been developed which print larger size prints faster. 8 Many mechanized transfer-printing machines have a central drum (with a diameter range from 0.5 to 2 m and width up to 3 m), heated by circulating oil, around which the paper and the fabric are passed. Contact between heating system and fabric is maintained by an endless blanket under tension. Control of the blanket tension is vital to minimize fabric fattening and glazing. Sometimes, fabric fattening and glazing are inevitable due to the operating temperature and thermoplastic nature of the fibers. To solve this problem, other researchers suggest that a protective paper be included to mitigate dye penetration through the fabric. This stains the blanket and might subsequently stain other printed fabrics.1,8To allow a substantial reduction in temperature and enhance dye penetration, vacuum calendars, such as a Stork machine, a conventional transfer printing machine that operates within a vacuum chamber provided with entry and exit seals, can be used. 8 Use of this device provides a partial answer to problems of acrylic material discoloring and stiffening at temperatures above 180 °C. 8
The Kannegiesser Vacumat machine with perforated drum was also introduced. With this device, paper and fabric are held against a perforated drum by application of an internal vacuum. Heating is supplied externally by infrared elements and controlled by temperature measurement of the emerging paper. No pressure is required; hence, fabric fattening is avoided. With the Kannegiesser Vacumat machine, improvement in fabric dye penetration is due to air suction drawing the dye into the fabric.8,102–104 After several years of research, a flatbed heat transfer press was developed for printing on a smaller scale and for ready-made garments. There is now a range of manual or automatic versions available, such as clam shell (opening like a shell) or swing away (the upper plate swings out and away from over the lower plate). 35 Use of reactive and heat activated inks to generate an image on a substrate have also been considered. These developments make it possible for images to be printed on a substrate without reacting with the reagents in the ink on the transfer media (paper). Subsequently, fixation reagents are used to fix the image to a substrate with substantial permanency and fastness.6,18,20,21,33,62,83
Transfer sheets or webs are mostly used in a heat transfer-printing process on cotton, cotton/polyester blends, or nitrogen-containing textile fibers such as wool, silk, or nylon. The dyes used (reactive and sulfur dyes, or pigments like phthalocyanines—namely, dyes that cannot be sublimed) may be prepared in an electrophotographic process (using impregnation agent, binder, and dyes) to form a pattern or image which is heat pressed in contact with the substrate without the use of carrier vapors or vacuum. 105 Xu and Hale introduced a similar system whereby the prepared ink with heat-activated dye is supplied in an inkjet printer and printed on transfer media (Fig. 6). 106
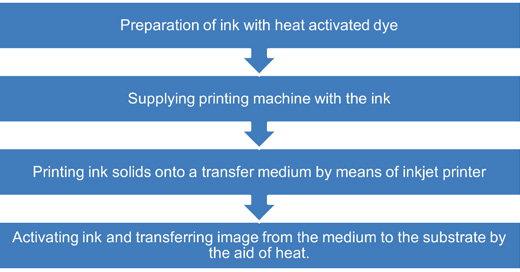
Permanent heat transfer printing process. 106
Most of these inventions use methods of generating an image on a substrate using reactive and energy-activated inks.21,22,62Initially, an image is printed on a substrate without reacting with the reagents in the ink. Afterward, the reagents are reacted, forming a transfer material, to fix the image to a substrate. The transfer material may or may not comprise a colorant. The colorant may be printed in the form of an image by means of an additional printing step.6,74 Consequently, sublimation/heat activated dyes are printed with the reactive ink or as a separate printing step. Sublimation/heat-activated dyes have affinity for the polymer present on the substrate 25
CSTHS coating on cellulose fabrics facilitates the transfer of disperse dyes (Fig. 7). Yin et al. noted that the hydrophilicity of natural fiber fabrics hinders the transfer printing of disperse dyes. The CSTHS coating made the abundant cellulosic hydroxyl groups on the fiber unavailable through formation of Si-O-Si, Ti-O-Ti, or Si-O-Ti components. 6
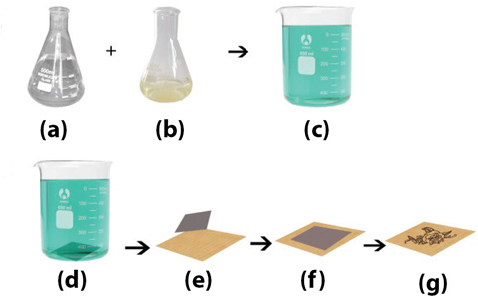
A process of transfer printing on pretreated fabric.6 (a) Chemical reactant 1, (b) chemical reactant 2, (c) product of 1 and 2 (thermoplastic/ polymeric agent), (d) immersion of fabric in the agent, (e) placement of transfer paper on fabric, (f) contact between the transfer paper and fabric, and (g) transfer of printed image on fabric.
Reactive dyes combined with adhesive agent (soluble polyester, ES-1), thickener (sodium alginate, SA), fixing alkaline agent (NaHCO3), and humectants (urea, glycerin, or dicyandiamide) can be fixed on natural fibers through covalent bonding; providing excellent colorfastness. Along with recent developments in reactive dye color chemistry, 21 transfer printing on natural fiber fabrics is poised to attain a larger market share in the near future.
A new, one-step dry transfer-printing process has recently been introduced. This process uses a novel transfer paper, avoiding the fabric humidity problem (i.e., challenges in controlling fabric humidity due to differences in fabric structures and external environments) that occurs in wet-transfer printing, to enable the transfer printing of natural fiber fabrics with reactive dyes. 21 This method is highly dependent on the printing properties of the transfer paper used.21,68 Moreover, a curable sublimation ink, composed of at least one curable component and one sublimation colorant, is transfer printed on a substrate in a desired pattern using this method. This is done at a temperature below the dye sublimation temperature, 28 where the image on the transfer medium is cured while the transfer medium is brought into contact with a final image-receiving substrate. Enough pressure and heat are optionally applied to cause the sublimation colorant to be transferred and form a fast image on the substrate. 28 Rasmus-sen 107 and Yoshimura 108 patented a transfer-printing machine to help solve the problem of pressure control during transfer printing. An adjustable roller arm or a series of adjustable pressure rollers in a continuous-transfer printing machine distinguishes these patents (Fig. 8). 108
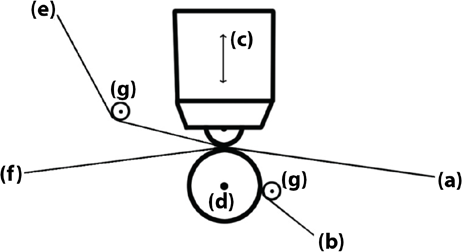
Printing apparatus and thermal transfer printing method with adjustable pressure roller arm.108 (a) Substrate (fabric) from a roller, (b) patterned transfer paper from a roller (c), thermal and pressure roller head with reciprocating movement, (d) bottom pressure roller, e) received printed substrate onto a roller, and f) reception of used pattern paper.
Furthermore, a dry-release sublimation transfer method for adding aesthetic value to textiles was introduced. It is comprised of a temporary backing sheet, a sublimation transfer design layer, with sublimation transfer inks initially transferred on the design layer, and a polymeric layer placed in contact with the sublimation transfer design layer. 25 Upon application of the sublimation transfer layer under heat and pressure, the polymeric coating softens and penetrates the textile substrate along with the sublimation transfer design layer (Table II). 25
Textile fibers or materials, or other organic sheet materials, are prepared for transfer printing by pretreating with an amphipathic (containing both polar and non-polar substances) medium, preferably applied from an aqueous vehicle. 32 Application can be by spraying, dipping, padding, printing, or by exhaustion from a bath. Processes that bind dyes on natural fiber fabrics such as wool can also enable effective transfer printing on natural fiber fabrics. These include the Keratrans process, use of dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, and benzoylation of wool.9,12,23,41
Transfer printing developments are aimed at transferring dyes onto almost all substrates: synthetic, regenerated, natural, or modified fabrics by making substrates receptive to dyeing and by regulating the pressure used during transfer printing.17,107 Dwell times in transfer printing have not been studied in detail due to the use of short transfer times (∼30– 60s). 105 Varieties of transfer media have helped expand the scope of transfer printing beyond polyester substrates and disperse dye colorants. A typical example is the development of polymeric and heat-activated dyes that melt, activate, and fix on substrates, including natural fiber fabrics.105,106
Although thermoplastic polymeric and metallic agents6,11,55,68are used for transfer printing, the properties of fabrics printed with these, especially natural fiber fabrics, could be affected. Thermoplastic or metallic reagents like CSTHS close the pores of natural fiber fabrics 6 to enable effective transfer printing on cellulosic fabrics, thereby affecting air permeability (breath-ability) and water absorbency, making it unsuitable for wear in hot climatic conditions. Also, an inkjet printer used in printing on transfer media 106 enables the transfer printing of different shape and size images, improving design versatility.
Transfer Printing of Electronics
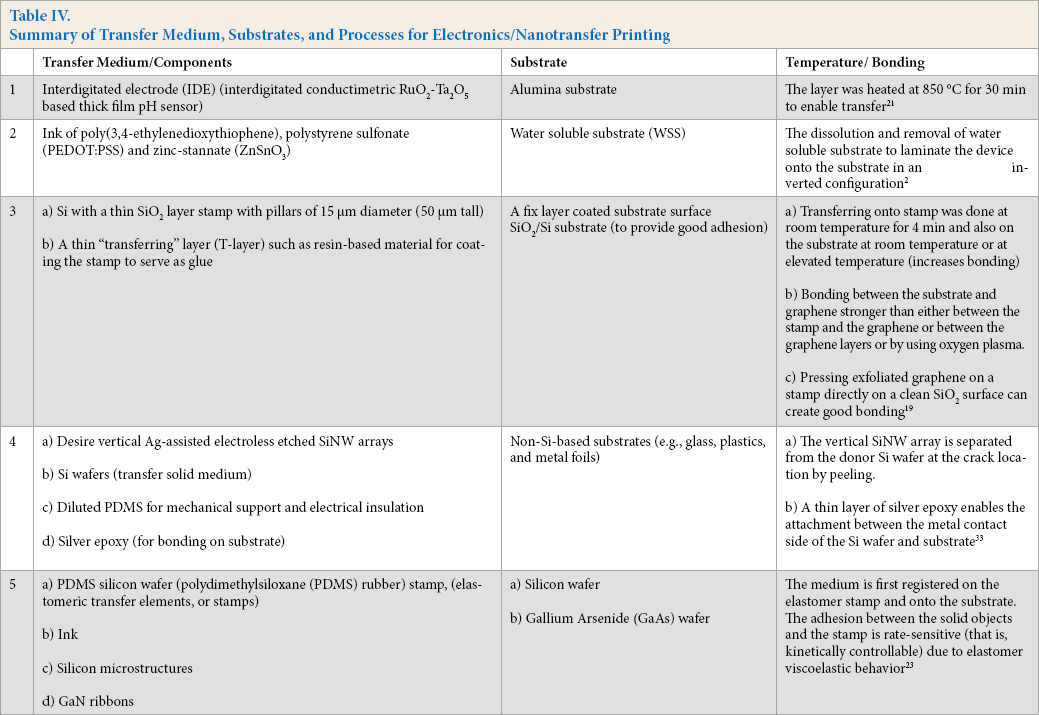
Transfer printing can be used for electronic printing on substrates. Electronic materials are transferred from a stamp in the form of a film onto the substrate surface. Photovoltaics are transfer printed on fabrics such as polyethylene terephthalate (PET). 46 Other classes of materials can be developed in the form of appropriate inks for transfer printing-based electronic fabrication schemes—from complex molecular scale materials (e.g., self-assembled monolayers, 109 nanotubes and graphene, 110–113 functional polymers,98,114,115DNA,116–119 and photo-resists 118 ) to tough, high performance materials (e.g., single-crystalline inorganic semiconductors, 120 metals, 121 and oxide thin films 122 ), and fully-integrated device structures (e.g., thin film transistors, 109 solar cells, 120 light emitting diodes,122–125 sensing arrays, 126 and complementary metal oxide semiconductor circuits). A summary of these processes is given in Table IV.
Summary of Transfer Medium, Substrates, and Processes for Electronics/Nanotransfer Printing
A stretched DNA transfer printed on a cover-slip substrate using a poly(methylmethacrylate) (PMMA)-modified stamp was studied. The stretched DNA is initially deposited on the PMMA-modified stamp, and then subsequently transfer printed onto a glass slide substrate. 116 The adhesion property is important to settling the electronic element onto the substrate. Non-substantive electronics film deposition on substrates can occur due to low adhesion and adversely affect transfer printing of electronics on textiles and other dimensional substrates. As a result, heat application is necessary to create a bond between the substrate and the electronic film printed on the surface. 96
Nanowires (NWs) can also be printed onto PET fabrics. Jing et al. reports that, highly bendable, transparent, and conductive AgNWs-PET films are successfully fabricated on PET by undergoing a second pressing technique. 47 Not only is heat required, but also pressure. The bending performance of the AgNWs-PET films is related to the cohesion between AgNWs and the PET substrate, which is strongly influenced by the mechanical press process (i.e., the force and heat applied). A good mechanical press process is therefore required to adhere the transfer material onto the substrate.
In other areas of electronics/photovoltaics transfer printing, reactive components in the film are added to enable proper binding of the print onto the substrate. A stamp composed of a soft polymeric material used for transfer printing to register cavity arrays (releasing photoluminescent InGaAsP photonic crystal nanocavity chiplets from the host chip for creating autonomous functional microparticles) on other substrates has also been introduced. 66
Incorporation of electronics into flexible fabric substrates enables diverse functionalities for computing, imaging, sensing, energy/storage, display, and communication in wearable and comfortable consumer products. However, widespread use of organic electronic devices is often limited by their lower efficiency and short lifetime as compared to conventional electronics. 97 These electronics, when printed onto a flexible substrate, are unable to withstand stress/ friction, bending, and abrasion leading to malfunction. This requires minimizing the size of the electronic material for better adherence to the flexible substrate. Nano-size electronic materials can overcome the problem of poor substantivity on the substrates. This requires understanding the fundamentals of the nano–micro–macro interface, organic–inorganic interface, and thermo-mechanical deformation. Most importantly, an integrative manufacturing platform for high-speed, cost-effective, lightweight and, large surface fabrication of flexible electronic systems for orthomorphic and deformable surfaces is preferred. 127 One solution to this problem is to design and synthesize novel organic semiconducting materials, especially those with charge carrier mobility and light harvesting or emitting properties, which are less sensitive to oxidation under normal conditions. 97
High temperature is sometimes required to transfer the electronic component onto the substrate; hence, the need for a high-temperature resistant, flexible substrate to enable the reception/transfer of the nano-size electronic material. 128 Great progress has been made in this area, which has dramatically changed the scope and limitations of organic electronics.97,129,130Such innovations include the fabrication of flexible, thin-film transistors possessing superior thermal stability which are highly applicable in biomedical sterilization processes. 130
Advantages and Disadvantages
Transfer printing offers advantages and disadvantages for textile printing. The scope of transfer printing has expanded to many different substrates apart from polyester. This has resulted from the development of various means for improving dye permanency on various substrates.
Commercialization of sublimation transfer printing in the 1960s and early 1970s appeared to offer a major breakthrough with a simple, low-investment process for patterning polyester fabrics. 8 This printing process was expected to become widely adopted. Even though transfer printing produces no effluent (wastewater), it leaves paper as its waste. These papers can also be sold as a low-cost wrapping paper. 7 Comparatively, most conventional printing uses 250 kg of water per kg of textile, while transfer printing needs only 2 kg. 131
Recent trends towards quick market response, greater consumer requirements, and the dominance of short runs made transfer printing impractical until the invention of roller transfer printing technology, which increased the production rate. Transfer printing is not the method of choice for printing large quantities of substrate within a short time period to meet consumer demands as compared to other printing methods. It is perfect for small orders and on-site textile and electronics printing. As a result, transfer printing only holds a small percentage of the market although it has been adopted more readily in certain countries (e.g., United States, Far East, Germany, and Italy). Along with low production rates, transfer printing was limited for a time to only volatile dyes and a substrate (polyester) that has affinity for these dyes. 131
One of the most successful methods, the Cotton Art process, was developed in Denmark. It uses a special transfer paper from which, it is claimed, 90% of the dye is transferred and fixed using a purpose-designed Kiisters calendar. 32 The design pattern may be easily transferred onto the textile substrate with relatively low skill using inexpensive transfer printing equipment with no need for washing of. 9 Considerably less energy is consumed during drying. No after treatment such as steaming, washing, or drying, is required, 131 leading to reduced capital input and the elimination of after-treatment time. Stock holding costs are also reduced by printing and storing the design on inexpensive transfer paper.
Short-run and repeat orders are more economical and much easier to fill by a transfer process when compared to direct printing because the initial print setup is usually completed on inexpensive paper. 9 Transfer printing allows the printing of complex designs, which may be overly expensive if printed directly onto textiles. The cost of transfer printing is low due to use of less dye and water, and less printing skill is needed. Transfer printing would claim a larger market share if an equally simple process could be devised for printing cellulosic fabrics. Pigmented melt-transfer and film-release papers have long been available for printing motifs on garments such as T-shirts. However, the handle and durability of such prints leaves much to be desired. The search for ways to transfer reactive and other dyes continues. This has been achieved using a wet-transfer method with dyes such as dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, 21 the Keratrans process, 9 and by benzoylation12,17methods of sublimation transfer, but mostly requires fabric pretreatment, 6 steaming, and washing of after printing. 14 This process lacks simplicity. 9
An attempt to transfer print on polyester/cotton blends poses further problems because the disperse dye tends to stain the cotton. Generally, conventional disperse dyes have relatively little affinity for wool and other natural fibers,21,41 staining the fabric when transfer printed and leading to poor color yield on natural fibers. When certain products, such as polyglycols, are incorporated, more dye is transferred to the cellulosic fiber, but with poor crockfastness. 7 Pretreatment with a melamine-formaldehyde resin increases sublimation transfer of disperse dyes and gives prints with good washfastness, but only moderate lightfastness and impaired fabric handle.7,41
Recent studies provide compositions and methods of preparing textile materials for printing, and methods for sublimation transfer printing on them to produce prints with good color yields. 25 For instance, to obtain quality prints on wool,23,41 the fabric can be pretreated to render its surface more suitable and resistant to the mechanical treatment associated with printing, steam fixation, and after-treatment processing. Also, transfer printing is not necessarily confined to piece goods; printing of warp yarns for both cotton and polyester can be performed. Transfer printing paper is usually printed using either modified rotary-screen, flexographic machines, or digital application systems. 7 It mostly uses dyes that sublime (vaporizing the dye from a aqueous medium to the atmosphere surrounding the machine), which could have a greater negative impact on workers upon exposure than wet-dyeing methods. 132
Skilled labor is not required at the transfer stage and no aqueous treatments are used that could cause water pollution; hence, it allows great freedom in locating plants 8 and requiring low start-up capital. Intricate patterns may be reproduced with outstanding definition and the proportion of substandard fabric produced is very small.8,107 Factors such as time, fabric type, fabric treatment, the amount of heat and pressure applied, and the type or composition/type of chemicals/dyes used are vital in transfer printing.
Conclusion
Transfer printing has undergone significant development over the years, although the subject has not received much recent research attention. Problems encountered in printing of polyester fabrics with conventional printing methods, like screen printing and roller printing, led to the introduction of transfer printing. Since then, a variety of novel transfer printing techniques have allowed printing on different substrates (e.g., natural fiber fabrics) besides the traditional fabrics (e.g., polyester). More recently, the scope of transfer printing has been extended into the field of electronics. Also, advancements in digital printing systems for registering inks/transfer material onto paper have led to improvements in the means and quality of prints prior to transfer printing. Good regulation of pressure in transfer roller printing, time management, heat regulation, substrate type, and the composition of transfer dye/paper are factors to be considered in achieving a good result.
Transfer printing issues such as pressure regulation and good fixation on natural fiber fabrics have been resolved. Recent developments in color chemistry have made transfer printing on cotton and wool fabrics using reactive, acid, disperse, chromium-complex dyes, and dyes that contain α-bromoacrylamido or β-bromoacrylamido groups, feasible. Disperse dyes are printed on hydrophobic polyester, while with natural fiber fabrics, the substrate is either pretreated with an agent or the transfer agent is added to the dye during preparation of the transfer paper for printing.
Nevertheless, there are still challenges that need to be addressed. Thermoplastic polymeric dyes/agents are used for transfer printing on natural fiber fabrics and other substrates (e.g., electronics). However, issues of quality and comfort have not been satisfactorily resolved due to the presence of thermoplastic/polymeric agent(s) on the printed fabrics. Most thermoplastic agents used in transfer printing introduce hydrophobic character; hence, reduces the absorption rate on the fabrics. These materials can also affect the quality of natural fiber fabrics with regards to tensile strength, handle, and breathability, which are very essential for comfort. Further research is therefore needed on the application of the polymeric agents to help attain a successful application of transfer printing on most fabrics without compromising the inherent quality of the substrates (fabric). In the wake of calls for cleaner textile production, transfer printing has a bright future due to its lack of effluent and water-free production processes compared to conventional printing methods.