
Abstract
In this article, the effects of fabric weight, fiber cross-sectional shapes (round, hollow, and trilobal), and presence of reinforcing material on the compression properties (initial thickness, percentage compression, percentage thickness loss, and percentage compression resilience) under dry and wet conditions of polyester needle-punched industrial nonwoven fabrics are presented. It has been found that initial thickness of the fabric decreases under wet condition for both with and without reinforcing materials. The percentage thickness loss values are higher under wet condition in case of samples with reinforcing material compared to samples without reinforcing material. In the presence of reinforcing material, the trilobal cross-sectional fabric samples show the highest increase in thickness loss under wet condition followed by round and hollow cross-sectional polyester needle-punched nonwoven samples. Compression resilience is the highest in case of round cross-sectional fabric without reinforcing material under wet condition than fabric with reinforcing material. The initial thickness increases, and percentage compression and thickness loss decrease with the increase in fabric weight irrespective of fiber cross-sectional shapes both in dry and wet conditions. The initial thickness, percentage compression, and percentage compression resilience of the fabric decrease but percentage thickness loss increases under wet condition compared to the dry condition irrespective of the fiber cross-sectional shape. Compared to other cross-sectioned polyester samples, the hollow cross-section samples undergo very less consolidation under wet condition due to their consolidated structure. There is a drastic drop in compression resilience and increase in thickness loss under wet condition than in dry state irrespective of the fiber cross-sectional shape.
Keywords
Introduction
Compression property is one of the most important properties for the characterization of needle-punched nonwoven fabrics. Most of the research studies on compression properties have been studied under dry condition [1–3]. Modeling of compression properties of needle-punched nonwoven fabrics using artificial neural network has also been studied by Debnath and Madhusoothanan [4]. Properties of textile structures behave differently in dry and wet conditions. Morris [5] presented an account of the measurement of the transverse deformation of nylon, acrylic, and viscose rayon under both dry and wet conditions and various loads acting normal to the fiber longitudinal axis. The results show that lateral deformation of nylon fibers in both wet and dry states has the highest modulus, whereas acrylic fibers appear to be the least affected by immersion in water compared to their dry state. Viscose rayon fibers are mostly affected by water and experience a reduction in modulus by about 20 factors. Debnath [6] concluded that the wet strength of jute-needled fabric is much higher than the dry strength under standard conditions. Debnath [7] also found that the value of stress of a wet fabric is higher than that of the standard fabric at any particular direction of measurement, irrespective of fiber length and fineness, though the value of strain of the wet fabric is lower than that of the standard fabric. The tenacity values of wet jute–viscose, jute–nylon, and jute–cotton-blended needle-punched fabrics are higher than those of the standard fabrics irrespective of blend proportions. Hearle and Sultan [8] reported that with a lightweight reinforcement fabric, the initial modulus of the needle-punched nonwoven fabric increases, but the tenacity reduces compared to a fabric without a base cloth. However, tenacity and initial modulus values significantly increase with a heavier reinforced fabric. Debnath et al. [9] studied the water absorbency of jute and polypropylene-blended needle-punched nonwoven fabrics and reported that those fabrics can hold as high as 700% of water on basis of their dry weight. Debnath and Madhusoothanan [1–3] studied the compression properties of jute and polypropylene-blended polyester and polypropylene needle-punched nonwoven fabrics under dry condition. Thickness loss and compression percentage of parallel laid needle-punched polypropylene nonwoven are higher than cross-laid needle-punched nonwoven fabrics [3]. However, there has been dearth of published work, which encompasses the effect of compression properties under wet condition. Hence, it is essential to know the compression behavior of the needle-punched fabrics under wet condition too because of their specific applications such as geotextile and carpets.
In this study, the effects of reinforcing material, fabric weight, and fiber cross-sectional shapes on compression properties of polyester needle-punched nonwoven have been studied. Polyester fibers are selected in this study not only due to their inexpensiveness but also because of their good resistance against chemical and environmental factors (namely, ultraviolet ray) compared to other synthetic fibers and largely available in different cross-sectional shapes. Comparisons between dry and wet compression properties of polyester needle-punched nonwoven fabrics have also been covered. Initial thickness, percentage compression, thickness loss, and percentage compression resilience are considered as compression properties. Therefore, this study will help the manufacturers to deal with needle-punched nonwoven fabrics.
Publications on compression properties under wet condition are scanty. In this article, the compression properties have been investigated under wet condition and also compared with those properties under standard condition (dry condition). It is essential to know the compression behavior of the needle-punched fabrics under wet condition too because of their various applications in geotextiles and carpets.
Experimental
Materials
Properties of polyester fiber

Properties of cotton-reinforcing material
Preparation of polyester nonwoven fabrics
Constructional details of experimental fabric samples

Measurement of compression properties
To study the compression behavior of needle-punched non-woven fabric under wet condition [10], samples were cut into pieces of 25 × 25 cm2 and soaked in distilled water for a period of 24 hours before conducting the experiment. Distilled water has been taken as identical laboratory material for wetting the samples [10]. This is used only during comparative study of compression properties under dry and wet conditions; though in expected end use, situations never exist. Polyester fiber is hydrophobic in nature and hence a negligible amount of water can be absorbed by the fibers. However, 24 hours is allowed for uniform adsorption of water between polyester fibers in the fabric before testing. After 24 hours of soaking in distilled water, the samples were passed through a pair of padding mangle with a uniform pressure exerted upon; then, constant load is applied on either side of the top roller. The pressure of 1 kPa between the padding mangles and their speed of 5 m/minutes were kept constant. This pressure and speed were selected in such a way that uniform water pickup was maintained in the samples by removing only the excessive water without affecting the fiber cross-sectional shapes. Under this condition, water pickup of about 550% on dry weight of the sample has been maintained in the fabrics before testing [9]. Then, the sample was tested immediately in a room, which was under the standard testing conditions. The initial thickness, compression, thickness loss, and compression resilience were calculated from the compression and decompression curves. For measuring these properties, a thickness tester was used [1,9]. The pressure foot area of thickness gage used was 5.067 cm2 (pressure foot diameter = ϕ2.54 cm). The dial gage with a least count of 0.01 mm and maximum displacement of 10.5 mm was attached to the thickness tester. The compression properties were studied under a pressure range between 1.55 and 51.89 kPa [1–4,9,10].
The initial thickness of the needle-punched fabrics was observed under the pressure of 1.55 kPa [2–4]. The corresponding thickness values were observed from the dial gage for each corresponding load of 1.962 N. A delay of 30 seconds was given between the previous and next load applied. Similarly, 30-second delay was also allowed during decompression cycle at every individual load of 1.962 N. This compression and recovery thickness values for corresponding pressure values are used to plot the compression–recovery curves. Figure 1 shows the general nature of compression–recovery curves of polyester needle-punched nonwoven fabric under dry and wet conditions.
General nature of compression–recovery curves of polyester needle-punched nonwoven fabric under dry and wet conditions.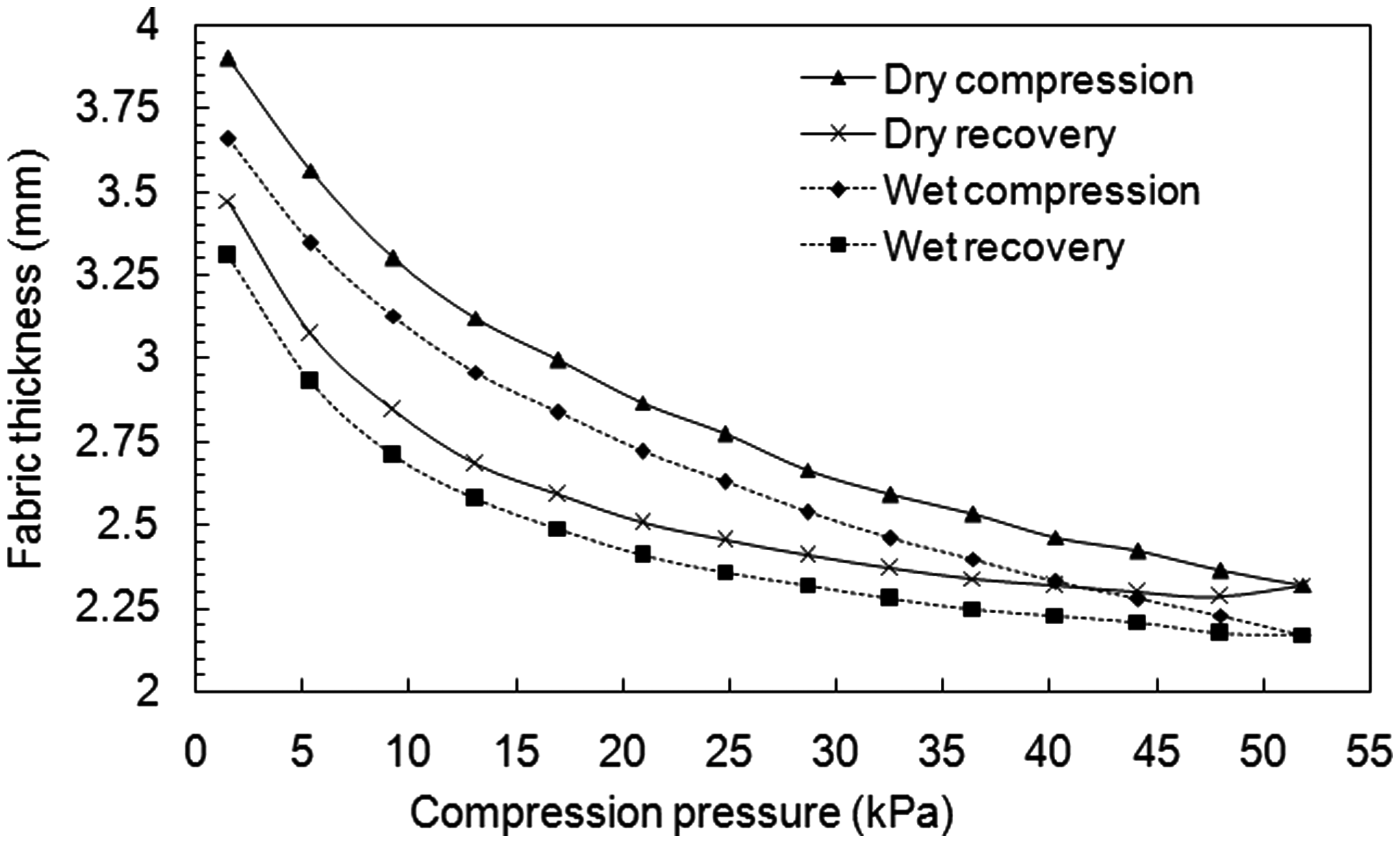
The percentage compression, percentage thickness loss, and percentage compression resilience were estimated using the following relationships [1–3]:



The average of 10 readings from different places for each sample was considered. The coefficient of variation was less than 6% in all the cases.
Compression properties under dry condition were carried out in the standard atmospheric condition maintained at 65 ± 2% relative humidity and 20 ± 2°C [11] asfiberproperties change with varying temperature and relative humidity. The fabrics were conditioned for 72 hours in the above-mentioned atmospheric conditions before testing.
Results and discussion
Effect of dry–wet conditions and reinforcing material on initial thickness and percentage compression
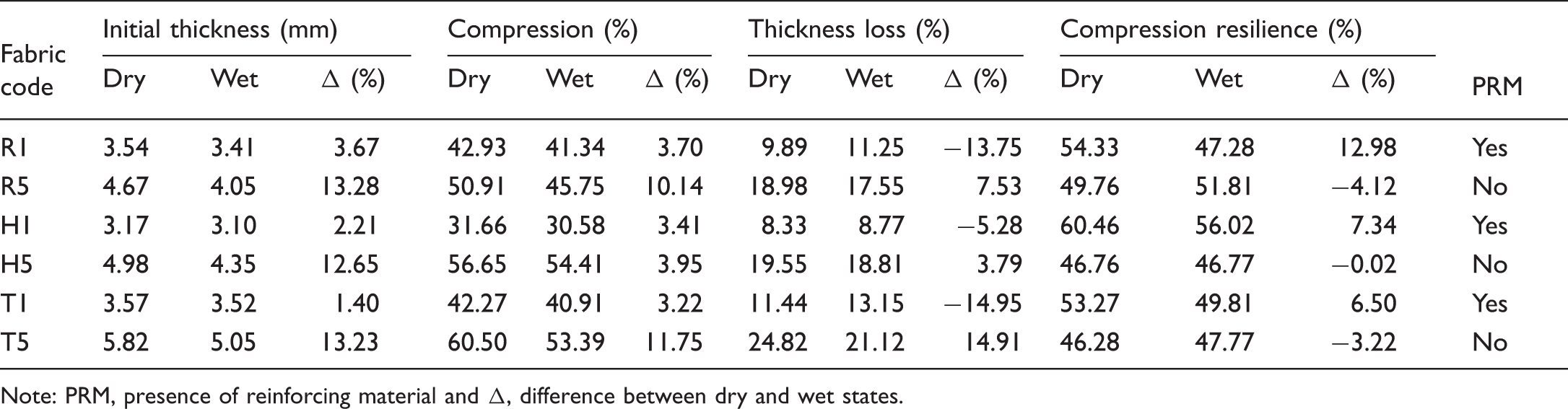
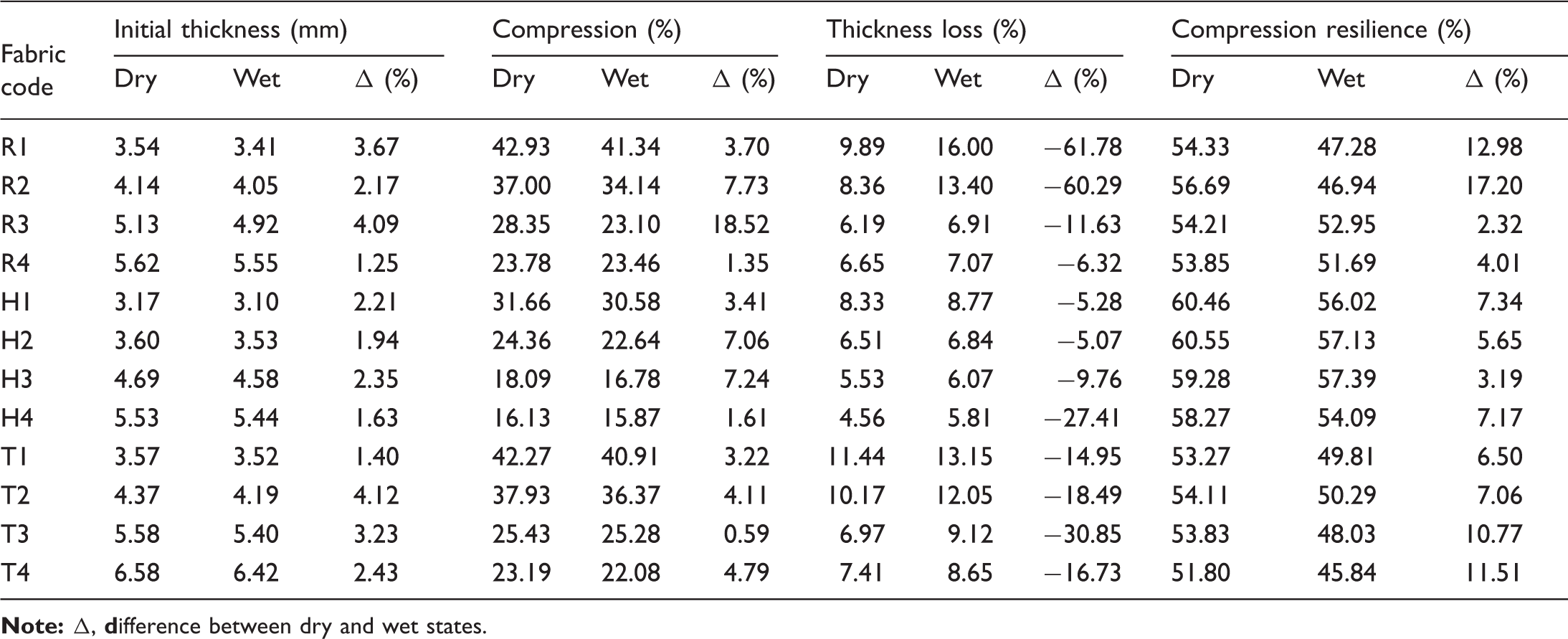
Table 4 represents the effect of reinforcing material on initial thickness and percentage compression of polyester needle-punched nonwoven fabric under dry and wet conditions of the fabrics. The initial thickness of the fabrics decreases under wet condition for both the samples with and without reinforcing material (Figure 2). The decrease in initial thickness under wet condition is much higher in the case of samples without reinforcing material compared to the samples with reinforcing material irrespective of the fiber cross-sectional shapes. This is because of formation of higher consolidated structure under wet condition of the fabric than that in dry state. Further, in the absence of reinforcing material irrespective of fiber cross-sectional shapes, there is more amount of inter-fiber slippage during measurement of initial thickness. This is due to poor interlocking of fibers in the fabric structure in the absence of reinforcing material, which exaggerated the consolidation during measurement of thickness under wet condition. Hence, in the absence of reinforcing material under wet condition, the fabric consolidation is much higher.
Effect of reinforcing material on initial thickness of polyester needle-punched nonwoven fabric under dry and wet conditions (dotted lines represent samples without reinforcing material). Effect of reinforcing material on compression properties Note: PRM, presence of reinforcing material and Δ, difference between dry and wet states.
The decrease in percentage compression under wet condition is much higher in the case of samples without reinforcing material (Figure 3). Probably, during the compression cycle, the fabric gets consolidated structure for all fabric samples. Again, this is due to larger amount of fiber-to-fiber slippage yielding to higher compression percentage under wet condition for the samples without reinforcing material. Fabric without reinforcing material has poor fiber-to-fiber entanglement compared to fabric with reinforcing material for the same needling density and fabric weight. In the presence of reinforcing material, at same fabric weight and needling density, better entanglement of fibers takes place [1,8]. This leads to better fiber peg formation in the fabric structure during the process of needling [8]. Percentage compression values under dry and wet conditions of hollow polyester fabric have negligible difference compared to other cross-section pet fabrics (Figure 3). This is due to high consolidated structure of hollow cross-sectional polyester fabric [12] compared to other cross-sectioned fibers.
Effect of reinforcing material on percentage compression of polyester needle-punched nonwoven fabric under dry and wet conditions (dotted lines represent samples without reinforcing material).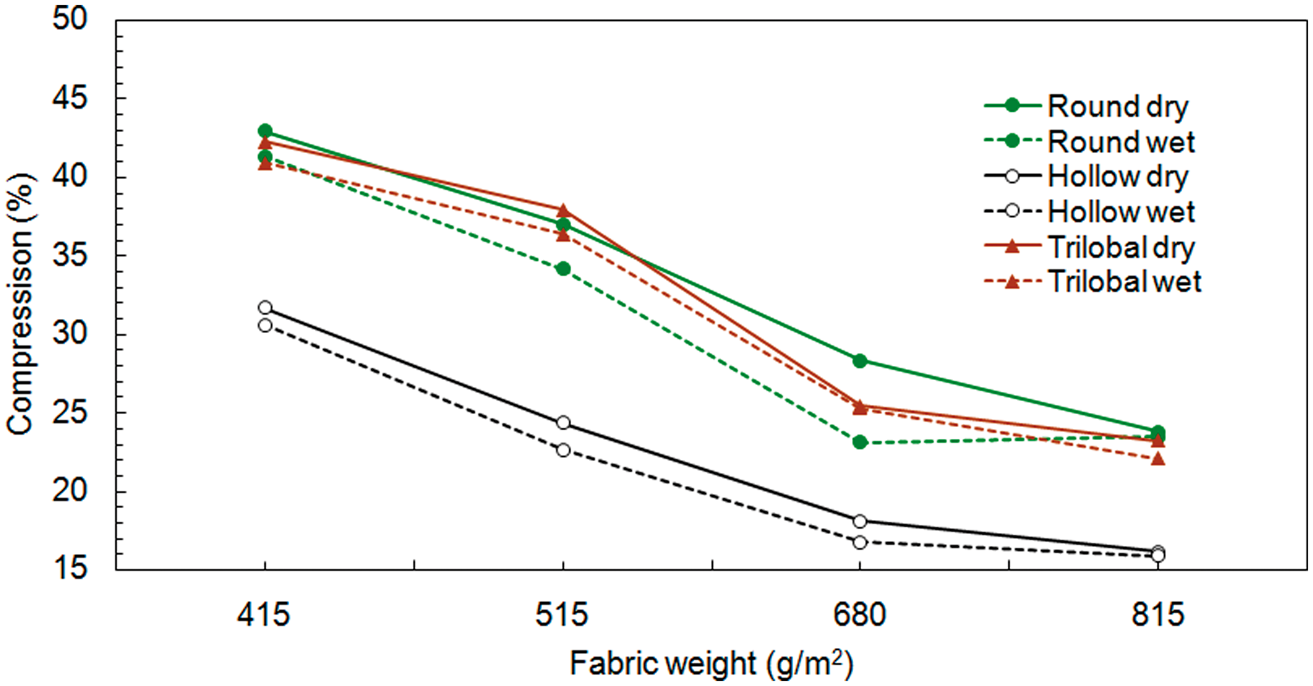
Effect of dry–wet condition and reinforcing material on percentage thickness loss and percentage compression resilience
Table 4 depicts the effect of reinforcing material on percentage thickness loss and percentage compression resilience of polyester needle-punched nonwoven under dry and wet conditions of the fabrics. Figure 4 shows that the percentage thickness loss values are higher under wet condition in case of samples with reinforcing material. In the presence of reinforcing material, the trilobal cross-sectional fabric samples show the highest increase in thickness loss under wet condition followed by round and hollow cross-sectional polyester needle-punched nonwoven samples (Figure 4). During the compression phase, fiber-to-fiber slippage occurs which forms deformation in fabric. In decompression phase, because of withdrawal of compression load from the fabric surface, some of the fibers return back to their original position during the decompression cycle due to presence of residual energy in the fibers [2]. Under wet condition, the water acts as lubricant. Thus, in the absence of reinforcing material, lower recovery of fiber deformation results in higher value of thickness loss. However, in the presence of reinforcing material, there is better interlocking among both the fibers as well as with reinforcing material [1]. These form permanent deformation of fibers to a greater extent under wet condition [10].
Effect of reinforcing material on percentage thickness loss of polyester needle-punched nonwoven fabric under dry and wet conditions (dotted lines represent samples without reinforcing material).
Under dry condition, higher compression resilience values have been observed in case of fabrics with reinforcing material compared to those of fabric without reinforcing material irrespective of fiber cross-sectional shapes (Figure 5). This is due to better entanglement of fibers in the presence of reinforcing material that helps the fibers to return back to their original position during the decompression phase. Under wet condition, this trend has not been found. In case of round cross-sectional fabric without reinforcing material under wet condition, compression resilience is higher than fabric with reinforcing material. This trend reverses in case of hollow and trilobal cross-sectional shaped fabrics due to higher surface area [1]. Fibers in the fabric structure get locked and not return to their original positions by their surface lobs due to poor entanglement of trilobal cross-sectional shaped sample without reinforcing material under wet condition. This results in poor work done during the recovery phase compared to its compression phase and hence poor compression resilience under wet condition. However, the hollow cross-section surface does not respond to any change in compression resilience value under wet condition in the absence of reinforcing material (Figure 5). This is because hollow cross-section polyester has higher resilience compared to other cross-sectional shaped polyester fabric samples [1,12].
Effect of reinforcing material on percentage compression resilience of polyester needle-punched nonwoven fabric under dry and wet conditions (dotted lines represent samples without reinforcing material).
Effect of dry–wet condition, fiber cross-sectional shape, and fabric weight on compression properties
Effect of fiber cross-sectional shapes on compression properties under dry and wet conditions
It has been observed from Table 5 and Figure 6 that the initial thickness increases with the increase in fabric weight irrespective of fiber cross-sectional shapes both in dry and wet conditions. But it decreases under wet condition compared to that of dry condition of the fabric. This may be because of the fact that fabrics get consolidated in wet condition. Trilobal cross-sectional shape polyester fabric shows the highest initial thickness followed by regular and hollow cross-sectional polyester fabric samples. This is due to the presence of lobes on the fiber surface; trilobal cross-sectional polyester fabric cannot easily entangle for the same needling density (300 punches/cm2), which is used for all other fabrics. However, due to hollow structure, hollow cross-sectional polyester sample can easily consolidate and shows the least initial thickness compared to other cross-sectional fabric samples.
Effect of fiber cross-sectional shape on initial thickness of polyester needle-punched nonwoven fabric under dry and wet conditions.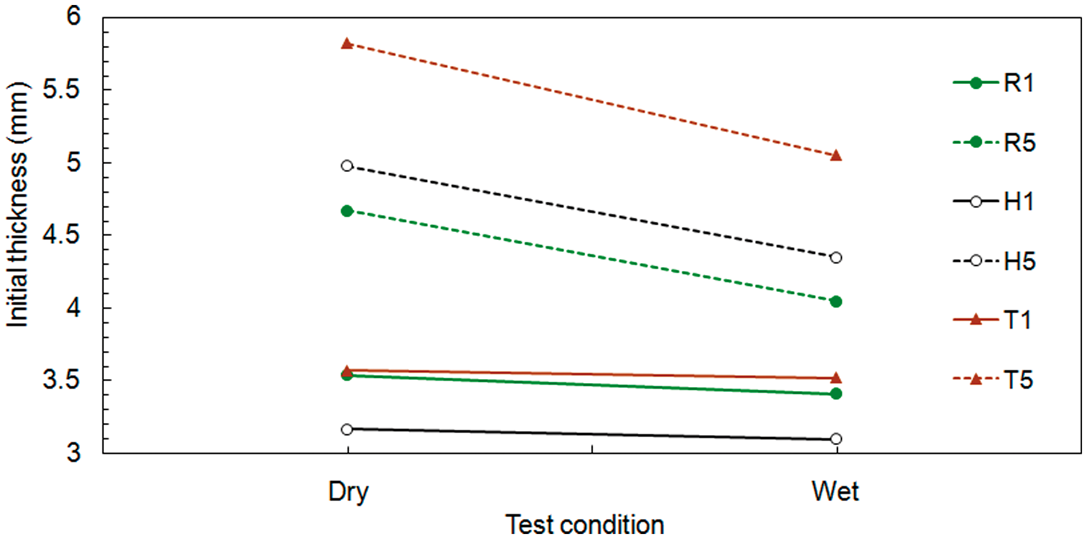
As far as percentage compression is concerned, the percentage compression also decreases in wet condition than that of its dry state irrespective of fiber cross-sectional shapes (Table 5 and Figure 7). This is because water is present between the fiber surfaces which reduces the inter-fiber slippage during compression phase. The percentage compression decreases with the increase in fabric weight for all three cross-sectioned polyester samples both in dry and wet conditions. With the increase in fabric weight, the amount of fibers per unit area of the fabric increases, and the compressive load gets shared by a greater number of fibers [13]. Hence, a decrease in percentage compression is observed with the increase in fabric weight under both dry and wet conditions. Higher consolidated structure can also be achieved with the use of more solid round fibers of the same fineness instead of using hollow cross-sectional fibers. In such condition, the fabric with the higher percentage of solid round fibers would be heavier. It has been reported in the literature that fabrics made from coarser fibers show higher compressibility and lower recovery compared to fabrics made from finer fibers [14,15]. This was attributed to the fact that finer fibers can bend easily leading to compact structure and higher surface area, resulting in better interlocking of the structure. With hollow fibers, the same effect will yield higher fiber surface area and more bending of fibers, resulting in better consolidation in the structure [12]. This condition results in lower compression value.
Effect of fiber cross-sectional shape on percentage compression of polyester needle-punched nonwoven fabric under dry and wet conditions.
Figure 8 presents that the thickness loss initially decreases rapidly with the increase in fabric weight both in dry and wet conditions (Table 5). Further, with an increase in fabric weight, the thickness loss value remains unchanged [1,2] irrespective of fiber cross-section. This trend is similar for both dry and wet states of fabrics. More likely, better entanglement of fibers results in reduction in fiber-to-fiber slippage during the compression phase. These factors bring about better compression recovery. The percentage thickness loss shows an increasing trend for all types of cross-sectional polyesters under wet state of the fabric while compared with that of the dry state of the same samples (Figure 8). There is a higher thickness loss at wet state than at dry state because of the presence of water in the fabric samples under wet condition; fibers tend to restrict to rebound back toward their original position after the load is released. Compared to other cross-sectioned polyester samples, the hollow cross-section sample undergoes very less consolidation under wet condition, as it is already in consolidated structure. The round cross-sectioned polyester having very smooth surface can easily be deformed during compression due to inter-fiber slippage and fiber deformation. During the recovery cycle, the fiber deformation can be recovered to some extent but deformation due to inter-fiber slippage happened during compression cannot be recovered [15] because of the presence of water.
Effect of fiber cross-sectional shape on percentage thickness loss of polyester needle-punched nonwoven fabric under dry and wet conditions.
There is drastic drop in compression resilience under wet condition than in dry state irrespective of the fiber cross-sectional shape, as found from Table 5 and Figure 9. This trend may be due to loss in internal energy in recovery phase when the load is released under wet condition. With hollow cross-sectional polyester fibers, the fabric is in a reasonably consolidated state [12], which can be substantiated by the fact that the initial thickness is least in hollow cross-sectioned polyester among the three groups of samples. During compression, the fabric with hollow cross-sectional polyester gets denser. This results in better recovery after the compression pressure is released. This is also reflected by the trend with high compression resilience percentage of hollow cross-sectional shape compared to other cross-section fabrics both in dry and wet conditions.
Effect of fiber cross-sectional shape on percentage compression resilience of polyester needle-punched nonwoven fabric under dry and wet conditions.
Conclusions
Following conclusions can be drawn from the discussions made on the results obtained in the studies on compression properties under dry and wet condition of needle-punched non-woven fabrics.
The initial thickness of the fabric decreases under wet condition for both with and without reinforcing materials. The percentage thickness loss values are higher under wet condition in case of samples with reinforcing material compared to samples without reinforcing material. In the presence of reinforcing material, the trilobal cross-sectional fabric samples show the highest increase in thickness loss under wet condition followed by round and hollow cross-sectional polyester needle-punched nonwoven samples. The decrease in initial thickness and percentage compression under wet condition is much higher in the case of samples without reinforcing material compared to the samples with reinforcing material irrespective of the fiber cross-sectional shapes. Under dry condition, higher compression resilience values have been observed in case of fabrics with reinforcing material compared to those of fabric without reinforcing material irrespective of fiber cross-sectional shapes. Compression resilience is the highest in case of round cross-section fabric without reinforcing material under wet condition than fabric with reinforcing material.
The initial thickness increases, and percentage compression and thickness loss decrease with the increase in fabric weight irrespective of fiber cross-sectional shapes both in dry and wet conditions. The initial thickness, percentage compression, and percentage compression resilience of the fabric decrease but percentage thickness loss increases under wet condition compared to its dry condition irrespective of fiber cross-sectional shapes. Compared to other cross-sectioned polyester samples, the hollow cross-section sample undergoes very less consolidation under wet condition due to its consolidated structure. There is a drastic drop in compression resilience and increase in thickness loss under wet condition than in dry state irrespective of the fiber cross-sectional shape because of loss in internal energy during recovery phase when the compressive load is released. Hollow cross-sectional shape fabric gives the highest percentage compression resilience compared to other cross-sectioned polyester fabrics both in dry and wet conditions.