
Abstract
Flame retardant treated gray cotton fibers were blended with antibacterial treated gray cotton fibers and polyester/polyester sheath/core bicomponent fibers to form high-loft fabrics. The high flame retardancy (FR) and antibacterial property of these high lofts were evaluated by limiting oxygen index, vertical flame testing, and antimicrobial tests against S. aureus (ATCC 6538), a Gram-positive bacterium, and K. pneumonia (ATCC 4352), a Gram-negative bacterium. The blended high-loft nonwoven fabrics, apart from the control blend number 5, had high LOI values greater than 24.7. Samples should have a higher LOI value than the threshold value of 20.95. All the blended high-loft nonwoven fabrics passed the vertical flame test and the char length increased with the decrease in the proportion of the SRRC FR cotton in the blends. The blended high-loft nonwoven fabrics were effective in reducing the bacteria by 99.9% for both types of bacteria tested. FR gray cotton fiber obtained from the treatment of SRRC 2 formulation (blend number 4) also showed good antibacterial properties.
Introduction
Functional textiles such as antimicrobial, flame retardant, and insect repellant have attracted much attention in recent years [1–6]. Renewable resources for raw materials and biodegradability of the product at the end of their useful life is entailing a shift from petroleum-based synthetics to agro-based natural fibers such as cotton, especially for producing high specific volume high-loft nonwovens. Cotton-based high-loft nonwovens are universally appreciated for their excellent moisture absorption, soft handle, lightweight, comfort, and are made from a sustainable environmentally friendly fiber. They are used for making wound dressings and mattresses used in hospitals [7–13]. Cotton, being a cellulosic fiber, is highly flammable, and is prone to microorganisms such as mold, bacteria, and fungi.
Cotton can be treated with various chemicals, such as Triclosan, titanium dioxide nanoparticles, and CuO-chitosan nanocomposite, for antibacterial treatment. Silver has high biocompatibility, excellent resistance to sterilization conditions, effectiveness on different bacteria, and long-term durability of its antibacterial effect. It has strong biocidal effects on many pathogenic bacteria. Silver nanoparticles have better functionality due to their small size ranging from 4 to 100 nm [14–17].
In the US, more than 4000 people die each year in 500,000 residential fires, which account for property losses exceeding 4 billion dollars annually, and the long-term emotional damage to victims and their loved ones is incalculable [18]. In recent years, the US Consumer Product Safety Commission (CPSC) has beenenforcing stricter flammability regulations (Chapter 16, Code of Federal Regulations 4, CFR parts 1602–1634). The safety of humans and their possessions has become a very important issue as a result of the flammability of textile materials [19]. The demand for flame-retardant fibers and fabrics is increasing to comply with stricter regulations. Manufacturers of cotton goods and nonwoven fabrics have been seeking methods to develop FR treatments for their products [20,21]. This highlights the vast market potential for a techno-economically viable product with a desired degree of flame retardancy.
When cotton burns, it can produce volatile fragments, which can ignite in the presence of oxygen. Flame-retardant (FR) treatment is one of the most effective methods to improve the thermal resistance of cotton to ignition, reduce the flame propagation rate, and prevent continuous burning. FR chemicals act on one or more components of combustion—heat, fuel, and/or oxygen. Either the FR chemical reacts to shield the polymer by forming a char layer or inert gas layer or undergoes a reaction that cools the system [22–24].
Phosphorous compounds have great market acceptance as they form nontoxic char, which inhibits the pyrolysis process and by preventing formation of levoglucosan, reduces the formation of combustible volatile fuel compounds [25]. Char is a glassy protective film, which acts as a surface barrier to oxidation and shields the base material from burning [26].
Diammonium phosphate (DAP), which contains nitrogen and phosphorous, is a non-durable FR chemical. DAP acts as an excellent flame retardant for cotton and cotton-blended materials [27].
Cotton-blend high lofts
High-loft nonwovens can be defined as fibrous webs with a high ratio of thickness to weight. Natural fibers are blended with thermoplastic binder fibers and are bonded mechanically, thermally, or chemically. Nowadays, core-sheath bicomponent fibers are commonly used as binder fibers. Through-air thermal bonding enables economical and environmentally safe production of cotton fiber-based high-loft nonwovens. Through-air thermal bonding takes place as the web is heated in an oven or passed around perforated drums, in which the heated air is blown through or drawn by a vacuum through the web. On heating, the sheath of the bicomponent binder fibers melts at a lower temperature (80–110°C) and acts as a glue to bond the fibers on cooling at the contact points of the fibers. The core polymer has a higher melting point, which does not melt and hence provides the strength required for structural integrity to high-loft nonwovens. The proportion of these bonding fibers within the web may be varied from 10 to 25% to achieve the desired performance properties such as strength, drape, and resiliency.
Current research
Flame retardancy is achieved in many cotton fiber blended nonwovens through chemical finishing. Paradoxically, as the fabrics go through the chemical finishing treatment, they lose the high loft and soft feel desired for soft furnishings. With appropriate choice of materials and processing, it is possible to overcome the drawbacks of FR treatment and impart desired softness.
Since the high-loft nonwovens are used for making mattress—often used indoors for many years—these are bound to provide a good breeding ground for microorganisms in the presence of moisture and in the absence of sunlight. The focus of the present research was to produce by high-loft nonwoven webs with flame resistance and antibacterial properties blending and through-air thermal bonding of FR treated cotton fibers, silver nanoparticle-coated cotton fibers, and bicomponent binder fibers, and to investigate the flame resistance and antibacterial properties of the high-loft nonwoven fabrics.
Materials and methods
Fibers used in the construction of nonwoven webs
Raw gray (unbleached) cotton fiber from a bale was mechanically opened and cleaned on an inclined cleaner and a fine saw-tooth cleaner. This treatment ensured it was practically free of undesired foreign matter such as leaves, twigs, stones, seeds, plant debris, seed coat, etc. at Southern Regional Research Center, New Orleans (SRRC). Gray (unbleached) cotton fiber costs less than bleached cotton as the cost of bleaching is saved; the price is around ∼$1.54 per kg. Commercial grade bicomponent fiber with low-melt polyester sheath and polyester core was obtained from Invista. The melting point of sheath of the bicomponent fiber is 80°C.
FR formulations and treatment
SRRC-2 FR formulation
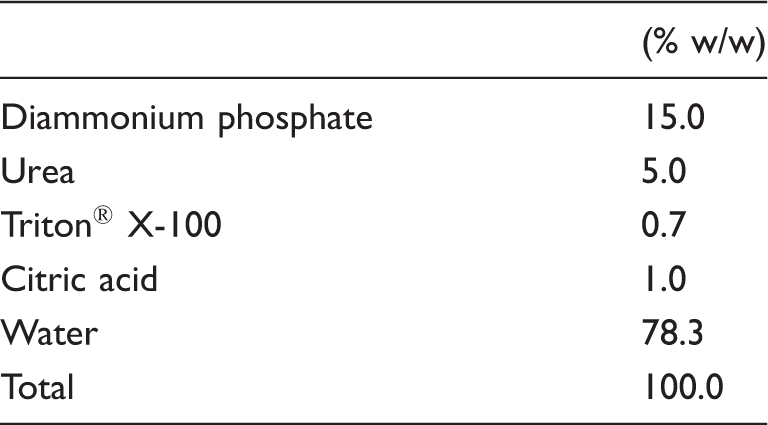
The fibers were dipped twice in FR formulation, so as to have good penetration, on a laboratory centrifuge (Spin X) to obtain 95–100% wet pick-up. The wet fibers were opened by hand and dried in the conventional Kenmore 80 series tumbler dryer with setting ‘high for cotton’ for 75 minutes. The add-on of FR was 23.6% (w/w).
Antibacterial treatment
Gray cotton fibers were treated with antimicrobial silver nanoparticles, which were prepared by the ‘green’ synthetic method developed at SRRC. Silver nanoparticles (3.7 nm in diameter) were produced from silver nitrate precursor in an aqueous solution of poly (ethylene glycol) at 80°C—poly (ethylene glycol) acts as both a reducing and stabilizing agent. Gray cotton fibers were dipped in an aqueous silver colloidal solution containing 0.1% Triton® X-100 at room temperature. The excess solution was removed using a spin dryer to produce 100% wet pick-up. The fibers were then rinsed with deionized water three times for 15 min, and tumble dried. The elemental analysis of the fiber showed the silver content was 912 ppm.
Nonwoven web formation, carding, and through-air bonding process
Percentage composition for different blends

SDS atlas carding machine was used to individually open and intimately blend the fibers, and to produce webs. After the carding process, the webs were bonded by through-air thermal bonding in a Mathis oven to form the high-loft nonwoven fabrics at 150° C for 3 min. Low melting point sheath melts at ∼80°C and provides the fusing points. The high melting point core imparts the integrity to the nonwoven fabric.
Characterization methods
The high-loft nonwoven fabric samples were conditioned for at least 24 hours under standard laboratory conditions (21°C ± 1°C and 65% ± 2% relative humidity) and were tested for physical properties, flammability and antibacterial properties.
Basis weight
The basis weight of bonded webs was measured according to ASTM D3776-96. The weight of 76 mm × 76 mm samples was measured. Basis weight was expressed as grams per square meter (gsm).
Thickness of the webs
The 76 × 76 mm samples were set on a horizontal table and a 76 × 76 mm plexiglass square platen, weighing 72 (±1) g, was placed on the samples and the thickness of the samples was measured in mm. An average of 16 readings (four readings from four sides) was taken for evaluation.
Flammability tests
FR tests are designed to determine the fire hazard of materials and products for the application, which they are required.
Limiting oxygen index (LOI) test
Limiting oxygen index (LOI) is a method to determine the minimum oxygen concentration in an oxygen/nitrogen mixture that will sustain the flame. It is a convenient, reproducible, and inexpensive way of determining the tendency of a material to sustain flame. LOI testing was carried out according to ASTM 2863. A test sample of 150 × 50 mm was placed in a transparent test chamber and ignited at the top. The oxygen concentration in the mixture of oxygen and nitrogen is increased slowly until the sample sustains burning. The volume fraction of the oxygen in the gas mixture is reported as the LOI.
Vertical flammability test
The vertical flame test was conducted using a flame control module (Govmark organization, Inc) according to ASTM standard method D6413-99. The flame is applied to the bottom of the vertically placed specimen. After 12 s of flame exposure, after-flame time, after-glow time, and char length were measured. Photographs of the samples were taken with a digital camera (NV3, Samsung).
Antibacterial properties
The antibacterial properties of high-loft samples against S. aureus (ATCC 6538), a Gram-positive bacterium, and K. pneumonia (ATCC 4352), a Gram-negative bacterium, were evaluated using the AATCC test method 100-2004. High lofts were cut to a sufficient size to completely absorb 1.0 ml of inoculum. High lofts were placed in sterile Petri dishes. High lofts were inoculated with 1.0 ml of a 24-h culture using a micropipette. Sterile bent glass rods were used to push the inoculum into the fibers. Immediately after inoculation, ‘0’ contact time samples were aseptically transferred to 50 ml centrifuge tubes containing 10 ml D/E broth tubes were vortexed for approximately 1 min. Serial dilutions were made in D/E and the 10-3 and 10-4 dilutions were plated. The remaining sample dishes were parafilmed and incubated at 35±1°C for the 24-h contact time. When the 24-h incubation time was complete, the samples were aseptically transferred to 50 ml centrifuge tubes containing 10 ml D/E neutralizing broth. Tubes were vortexed for approximately 1 min. Serial dilutions were made in D/E and the 10-1 to the 10-5 dilutions was plated. All plates were incubated at 35±1°C for 24 h. Antimicrobial activity or percent reduction of bacteria (R) was calculated using the following equation:

where: A = average number of viable cells on the inoculated treated high-lofts post 24-h incubation period. B = average number of viable cells on the inoculated untreated control high-lofts immediately after inoculation (‘0’ contact time).
Results and discussion
Thickness and basis weight
Physical properties of the high-loft nonwoven blended samples

The basis weight of the control blend 5 with 80% untreated gray cotton was found to be lowest (Table 3). The proportion of SRRC FR cotton and corresponding antibacterial proportion of cotton did not significantly affect the basis weight of the antibacterial FR high-loft nonwovens. The specific gravity of the SRRC FR cotton and antibacterial cotton is similar so varying the proportions of two will not affect the basis weight of the antibacterial FR high-loft nonwovens.
Limiting oxygen index (LOI) and vertical flame tests
Flame resistance properties of the high-loft nonwoven blended samples
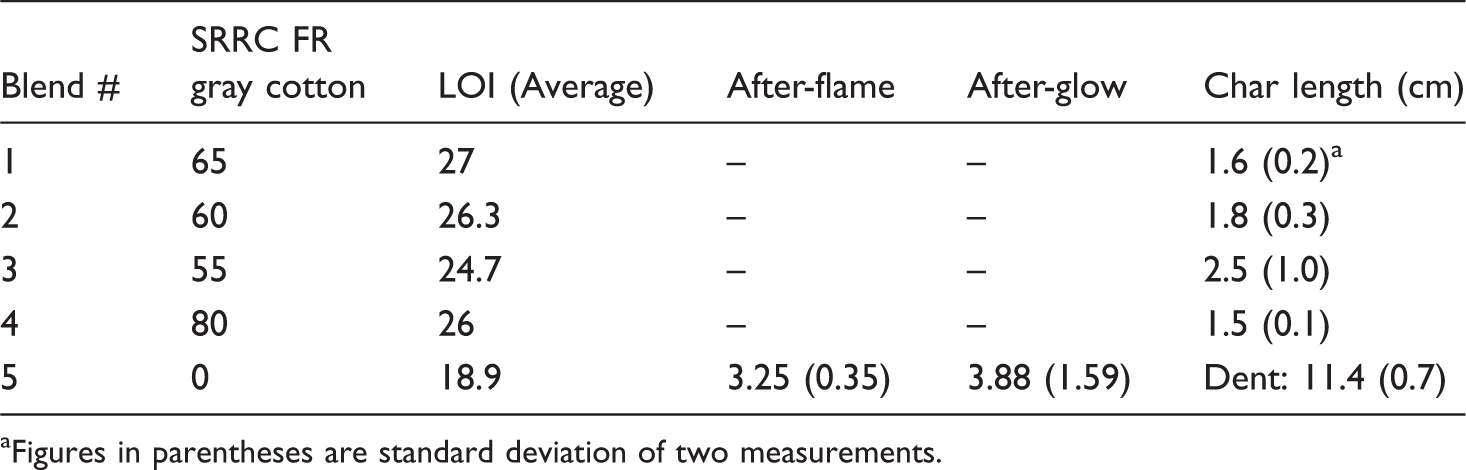
aFigures in parentheses are standard deviation of two measurements.
LOI of the antibacterial FR high-loft nonwovens tends to increase with the increase in the proportion of the SRRC FR cotton in the blends. SRRC FR cotton has an LOI of 29.3. So the SRRC FR cotton has very high flame resistance. An increase in the proportion of SRRC FR cotton is going to improve the LOI of blended high-loft nonwovens.
All four blends pass the vertical flame test (Table 4). The char length decreases with the increase in the proportion of the SRRC FR cotton in the blends. SRRC FR cotton has very high flame resistance and helps in reducing the char produced due to burning of the high-loft nonwoven samples. Though the char length of blend 3 is less than 2 in, but the flame propagated on the surface of the high-loft to a half of the sample length, so, blend 3 may not be considered for further research as it seems to be a marginal case as per the ASTM standard method D6413-99 (Figure 1). Blend 5 samples have dent after the test, which is due to the burning of the untreated gray cotton fiber as well as melting and shrinking of the polyester binder fibers (Figure 1). After-flame and char length were the highest for blend 5 because it had 80% untreated gray cotton. An after-glow was observed after the vertical flame test (Figure 1) for the control high-loft nonwoven blend 5.
Char length of the antibacterial FR high-loft nonwovens and after-glow of the high-loft nonwovens (blend #5) after the vertical flame test.
Antibacterial properties
Microbiology test results

FR treated cotton (Blend #4) too has good antibacterial properties to show 99.9% reduction, even without adding antibacterial gray cotton. Chemicals such as DAP and citric acid also have antibacterial properties. So the FR-treated cotton can be used for fire-retardant mattresses as well as preventing bacterial formation, in a cost-effective manner.
Conclusions
Gray FR cotton fibers, gray antibacterial cotton fibers, and bicomponent binder fibers were intimately blended in different percentages to produce nonwoven webs from three blends. The blended high-loft nonwoven fabrics, except the control blend number 5, had high LOI values greater than 24.7. Samples should have values for LOI higher than threshold value of 20.95. All the blended high-loft nonwoven fabrics passed the vertical flame test and the char length increased with the decrease in the proportion of the SRRC FR cotton in the blends. The blended high-loft nonwoven fabrics were effective in reducing the bacteria by 99.9% for S. aureus (ATCC 6538), a Gram-positive bacterium, and K. pneumonia (ATCC 4352), a Gram-negative bacterium. FR gray cotton fiber obtained from the treatment of SRRC 2 formulation (blend number 4) alsoshowed good antibacterial properties in a cost-effective manner.
Footnotes
Acknowledgements
We are grateful to Antimicrobial Test Laboratories, Round Rock, Texas for testing the antibacterial properties.