
Abstract
This study investigates the mechanical, thermal, and flammability properties of glass fiber (GF) reinforced polyphthalamide (PPA)composites with the addition of flame retardant (FR) additive and zeolite. The tensile and flexural strengths of the composites were obtained to decrease upon the addition of FR and zeolite, with PPA-GFexhibiting the highest tensile strength of 195 MPa. IzodImpact testing revealed a similar trend, where both notched and unnotched impact strengths were reduced by the incorporation of these additives. Scanning electron microscopy (SEM) indicated poor adhesion between glass fibers and the PPA matrix. The flame retardancy of the composites improved significantly with FR addition, achieving a V0 rating for the thicknesses of 1.5 mm and 3 mm and increasing the LOI value from 23.8% to 49.3% with the inclusion of 16 wt% FR and 2 wt% zeolite. Thermogravimetric analysis (TGA) displayed that the degradation temperatures of the composites were minimally affected by the additives, although FR addition led to the formation of a secondary degradation step. Differential scanning calorimetry (DSC) results demonstrated that FR addition reduced the crystallinity of the composites, while zeolite increased it, acting as a nucleating agent within the polymer matrix. The most effective zeolite concentration for enhancing crystallinity was found to be 1 wt%.
Introduction
Polyphthalamide (PPA), ahigh-performance thermoplastic matrixwithin the polyamide family, has been widely used in automotive, electrical, andvarious otherindustries to replace metals in high temperature applications, such as housings for connectors. 1 In recent years, polymercompositematerials capable of competing with metals have become increasinglypreferred;particularly in industries where weight reduction is crucial, such as the automotive industry. Consequently, interest in studies on polymers that are both lightweight and exhibit good mechanical and thermal properties has increased significantly. One of these new polymers is known as PPA, a polyamide known for its high mechanical strength and thermal resistance, which givesit significant commercial potential. 2
Glass fiber-reinforced thermoplastic composites are widely used in various industrial applications due to their good tensile strength, flexural modulus, dimensional stability, and high chemical resistance. 3 Although the influence of the glass fiber on various thermoplastics based composited has been widely investigated, there are few studies on the PPA based composites. Ficici et al. (2017) examined the machinability and mechanical properties of 30% glass fiber-reinforced PPA composites, providing insights into the drilling characteristics of PPA matrix composite materials. 1 Isaincu et al. (2022) compared the fracture toughness of glass fiber-reinforced PPA composites, highlighting PPA’s superior mechanical strength and thermal resistance. 4 Cousin et al. (2012) studied the thermal properties of PPA using molecular modeling, evaluating the impact of glass fiber reinforcement on these characteristics. 2 High performance engineering polymers, such as PPA, with glass fiber reinforcementare being used more often in the automotive industry. These materials can be used in chassis and suspensionload bearing applications as well as traditional powertrain component applications. 4 According to PPA market report, the flame retardant PPA market size is expected to experience significant revenue growth and exponential market expansion during the forecast period from 2023 to 2030. This growth is likely due to the increasing demand for flame retardant PPA in electrical appliances, automotive, and other applications on a global scale. 5
Considering the increasing legal restrictions and environmental issues in recent years, there has been a growing interest in halogen-free flame retardant additives. Since intumescent flame retardants (IFR) do not produce toxic gases and smoke, they offer effective environmentally friendly solutions compared to traditional halogen-containing flame retardants.6,7 One of the most common and widely known IFRs in polymers that improve the flame-retardant properties of resin is the ammonium polyphosphate/melamine/pentaerythritol system. 8 The flame retardant mechanism of IFR works as follows: swollen and continuous char formation on the resin surface, which occurs when the surface temperature reaches a critical value, acts as an insulating barrier between the fire and the resin substrate. 9 Chen et al. (2018) explored the effect of an intumescent flame retardant system (ammonium polyphosphate/poly (ethanediamine-1, 3, 5 triazine-o-4-amion-2, 2, 6, 6- tetramentylniperidine) (APP/PETAT)) in continuous glass fiber-reinforced polypropylene composites. The results showed enhanced flame retardancy of the composite. 9
Literature indicates that the effect of glass fiber and halogen free additives on the mechanical and flame- retardant properties of PPA composites has not yet been investigated. In this study, a novel combination of flame retardants was introduced into the PPA matrix which was reinforced with glass fiber to increase the flame retardancy properties of the composites. Glass Fiber- reinforced and flame-retardant PPA composite granules were fabricated using a twin screw extruder; and composite plates were prepared using injection molding machine. The effects of the flame retardants on the mechanical, thermal, morphological, and flame-retardant properties of the glass fiber (40 wt%) reinforced PPA composites, were investigated by tensile test, flexural test, thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), scanning electron microscopy (SEM), limiting oxygen index (LOI), vertical burning test (UL-94), and glow wire flammability index (GWFI).
Material and methods
Materials
PPA (N600, Inherent viscosity: 0.85-0.95 dL/g) was supplied by Zhejiang NHU Special Materials Co. Ltd. Glass fiber (ECS 03 T-747H, Filament Diameter: 10.5 µm, Strand length: 3.0 mm) and flame retardant (FR: Exolit OP 1230, Average Particle Size:20-40 µm) were purchased from Nippon Electric Glass and Clariant International Ltd, respectively. It is known that Exolit OP 1230 is based on aluminum diethyl-phosphinate (DEPAL). Zeolite (10 micron) was obtained from ROTA Mining Corporation.
Fabrication of composites
PPA, glass fiber and flame retardant additives were compounded using a co-rotating twin-screw extruder (Leistritz ZSE 27 MAXX). The weight fractions of FR and Glass fiber were set to constant values 16% and 40%, respectively. However, the weight fraction of zeolite was varied from 1 to 3 wt%. The screw rotation speed and the output of fabrication were set to 450 r/min and 30 kg/h, respectively. The temperature profile of barrel sections varied from 320°C to 265°C. Test specimens were obtained from composite granules using an injection molding machine (Bole, model BL90EK, China). The Injection molding process is carried out with a temperature range of 305 to 320°C and a mold temperature of 135°C.
Scanning electron microscopy (SEM)
The surface morphology of the PPA-based composites was examined using a scanning electron microscope (SEM, Carl Zeiss 300VP, Germany) operated at 7.5 kV. Before SEM analysis, to improve conductivity, the surfaces of the specimens were coated with a thin layer of gold using aplasma sputtering apparatus.
UL-94 vertical burning test
UL94 flame rating of the composites was tested in ATLAS brand horizontal and vertical burning tester according to UL94 standard. The dimensions of the specimens were 125 mm × 13 mm x1.5 mm and 125 mm × 13 mm x 3 mm.
Limited oxygen index (LOI)
Limited Oxygen Index (LOI) test method determines the minimum oxygen concentration required to sustain combustion of a plastic material. A specimen of the material is placed in a stream of oxygen and nitrogen, and the minimum oxygen concentration at which the material continues to burn is observed. The results are reported as the LOI in percent. The LOI was measured on an ATLAS brand tester according to ISO 4589 standard.
Glow wire test
Glow wire experiments were performed according to the IEC 60,695 test method. Samples with a thickness of 2.5 mmwere put into contact with the glowing wire heated to 960°C. The glow wire flammability index (GWFI) was determined.
Thermogravimetric analysis (TGA)
TGA was conducted using a TGA-Q50 instrument from TA Instruments Inc. The analysis was carried out with a heating rate of 10°C/min under a nitrogen atmosphere, up to 600°C.
DSC analysis
DSC analysis of PPA-GF based composites was conducted using a DSC Analyzer (TA Instruments Inc. DSCQ20 model). The specimens were equilibrated at 350°C, then cooled 20°C at a cooling rate of 10°C/min. The specimens were heated from 20°C to 340°C at a heating rate of 10°C/min.
Mechanical properties
Tensile tests were conducted on ISO 527 standard using the Shimadzu Autograph AG-IS series universal testing machine equipped with a Shimadzu Non-Contact Video Extensometer DVE-101/201. The tests were performed at room temperature with a head speed of 50 mm/min and a load cell force of 5 kN. The tensile strength and modulus were recorded as an average of five tests. The flexural properties of PPA based composites were conducted in accordance with ISO 128, using a head speed of 2 mm/min. Each sample was tested five times, and the average result was recorded.
Impact test
Impact tests were performed on notched and unnotched samples in accordance with ISO 180 using the Instron CEAST 9050 impact pendulum testing machine. The energy absorbed by the sample until fracture measured in kJ/m2, was recorded. The average impact strength from five tests was calculated for both notched and unnotched samples.
Results and discussions
Mechanical properties
Tensile and Flexural Properties of PPA-based composites.
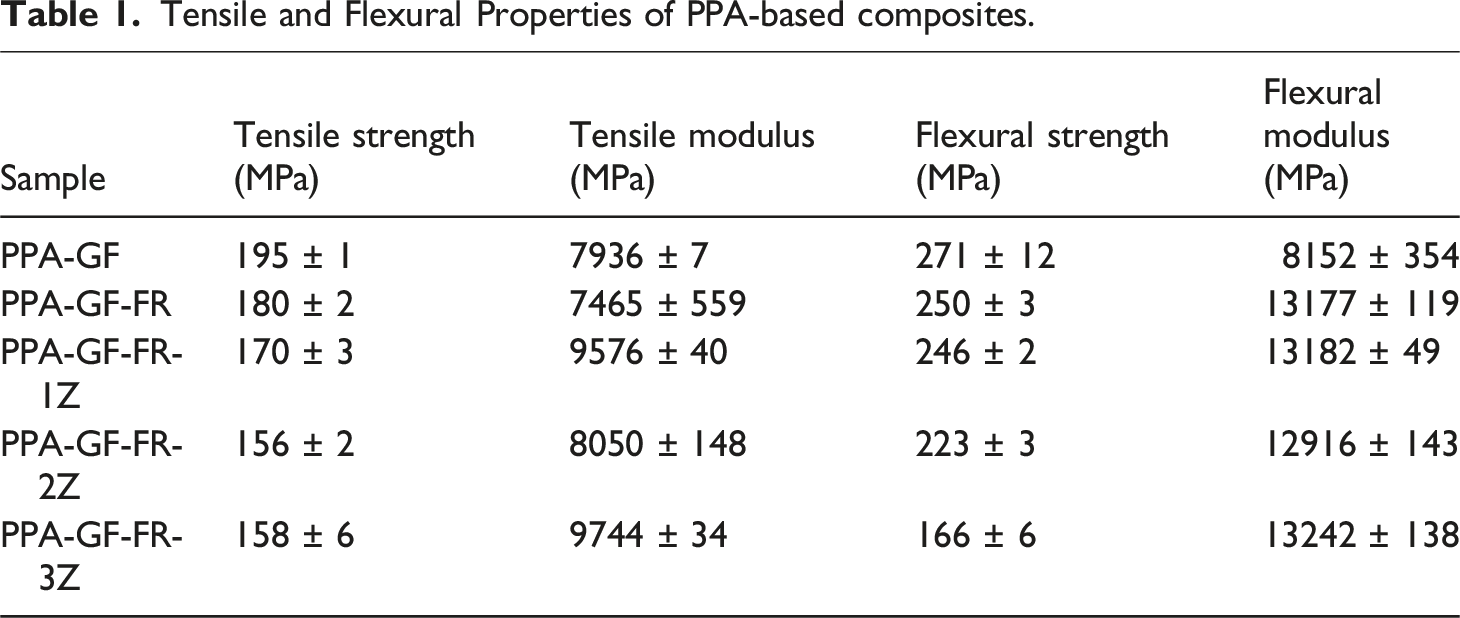
The tensile strength values of PPA-GF, PPA-GF-FR1Z, PPA-GF-FR-2Z, PPA-GF-FR-3Z were obtained to be195, 180, 170, 156, 158 MPa, respectively. The addition of flame retardant additive and zeolite generally led to a decrease in the tensile strength of the PPA-based composite material. The highest tensile strength was observed in neat PPA-GF, while the lowest value was recorded for PPA-GF-FR-2Z. This decrease in tensile strength can be attributed to the incorporation of additives that may disrupt the polymer matrix, leading to reduced load-bearing capacity.11,12 Flexural strength indicates a material’s ability to resist deformation under load. The effect of flame retardant and zeolite addition on flexural properties of PPA based composites is presented in Figure 1. The flexural strength values of PPA-GF, PPA-GF-FR1Z, PPA-GF-FR-2Z, PPA-GF-FR-3Z were obtained to be 271, 250, 246, 223, 166 MPa, respectively. The incorporation of flame retardant additives and zeolite resulted in a reduction in the flexural strength of the PPA-based composite material. Flexural strength exhibited a similar behavior to tensile strength. FR and 3 wt% zeolite addition to PPA-GF decreased the flexural strength values by 8% and 34%, respectively. It is probable that zeolite addition into PPA-based composites decreases the mechanical properties of polymer-based composites due to poor interfacial interactions.13–15 Furthermore, the lower flexural strength values of the PPA-based composites containing high zeolite contents may be attributed to the lower fibrous zones in the zeolites.
16
SEM micrographs of PPA-based composites: (a) PPA-GF (1000x), (b) PPA-GF-19FR (1000x), (c) PPA-GF-(5000x), (d) PPA-GF-19FR (5000x).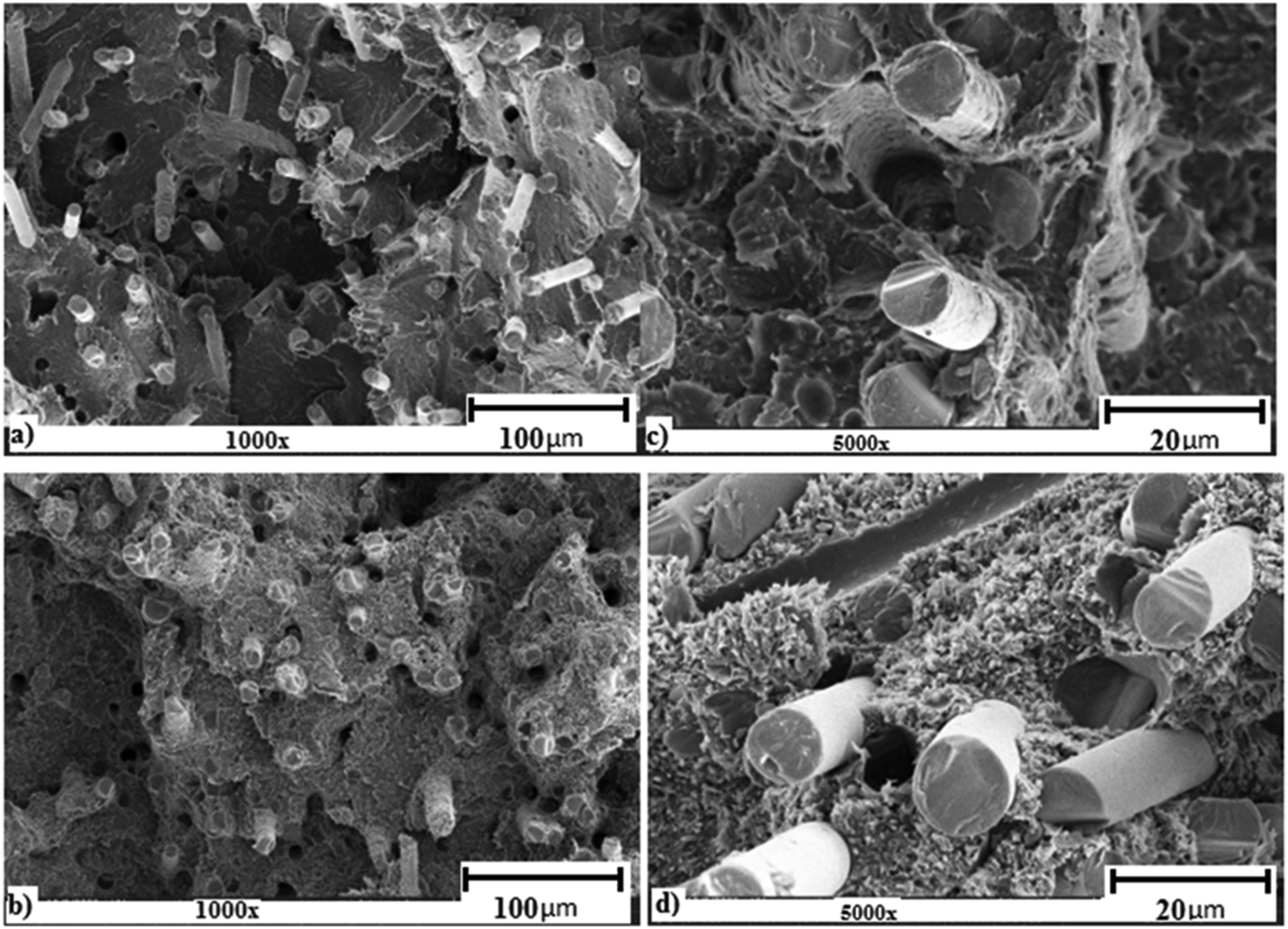
Impact test
Izod-notched/unnotched impact strength of PPA-based composites.
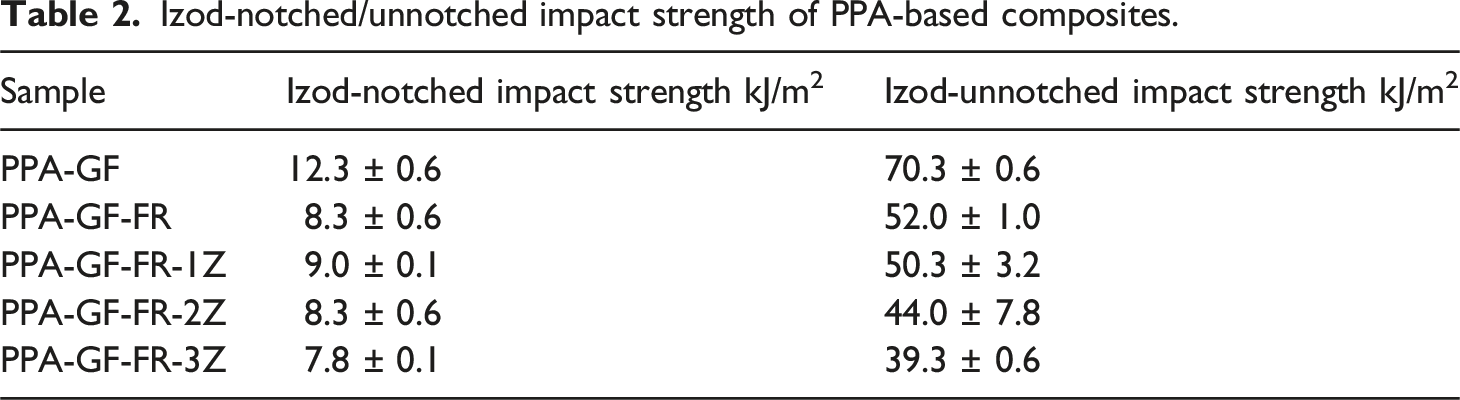
The Izod-unnotched impact strength values of PPA-GF, PPA-GF-FR1Z, PPA-GF-FR-2Z, PPA-GF-FR-3Z were determined to be 70.3, 52.0, 50.3, 44.0, 39.3 kJ/m2, respectively. Both flame retardant additive and 1 wt% zeolite significantly reduced the Izod-unnotched impact strength by26% and 3%, respectively. The lowest value was observed in PPA-GF-FR-3Z, indicating that these additives (FR and zeolite) adversely affect the material’s resistance to impact when no notch is present. This can be attributed to the possibility that the additives introduce internal stresses or micro voids, thereby reducing the overall toughness of the composite. 18
SEM
Figure 1 shows the SEM micrographs of PPA-based composites. Figure 1(a) and (b) display the SEM images of PPA-GF at 1000x and 5000x magnifications, respectively. The average fiber diameter is approximately 10-15 μm. As seen in Figure 1(b), the glass fibers were homogeneously dispersed in the PPA, which is crucial for effective stress transfer. From SEM micrographs of PPA-GF and PPA-GF-FR (Figures 1(c) and 1(d)), the surface appears the smooth and clean. It is known that the smooth surface of glass fiber is one of the main factors contributing todebonding as well as inconsistency between polymer and fibers. 19 As observed in the SEM images (Figures 3(a) and 3(b)), poor adhesion between glass fiber and PPA resulted in glass fibers being pulled out from the PPA, thereby lowering the mechanical properties. Li and Cai (2011) also reported that poor adhesion facilitates easier debondingof fibers. 20 Figure 1(a)–(d) show that upon loading the FR additives the surface of the PPA matrix was coated by FR materials.
Flame Tests
GWFI, LOI, and UL 94 ratings of composite samples.
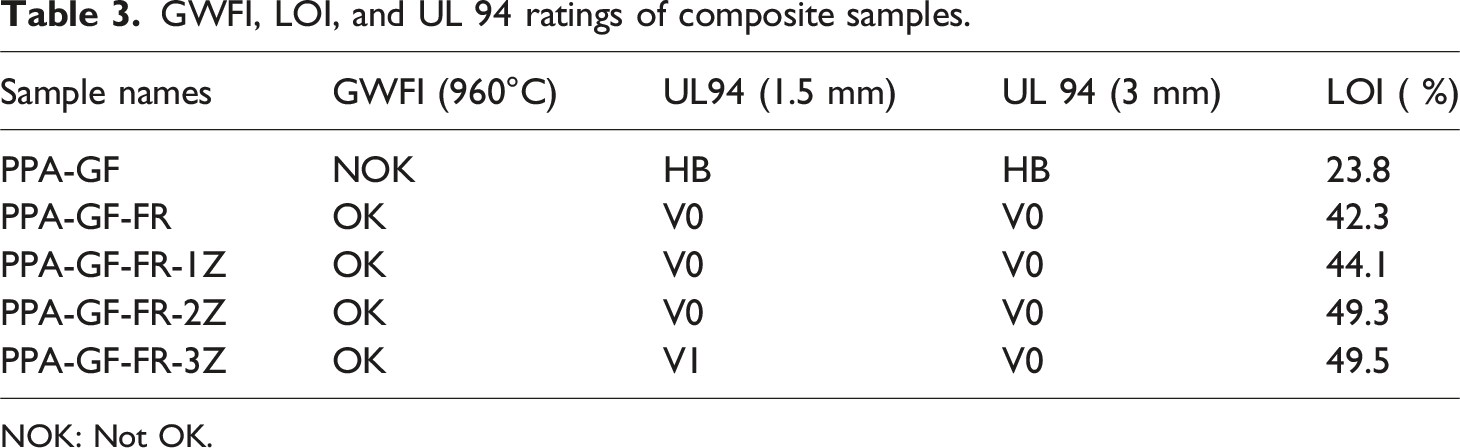
NOK: Not OK.
TGA
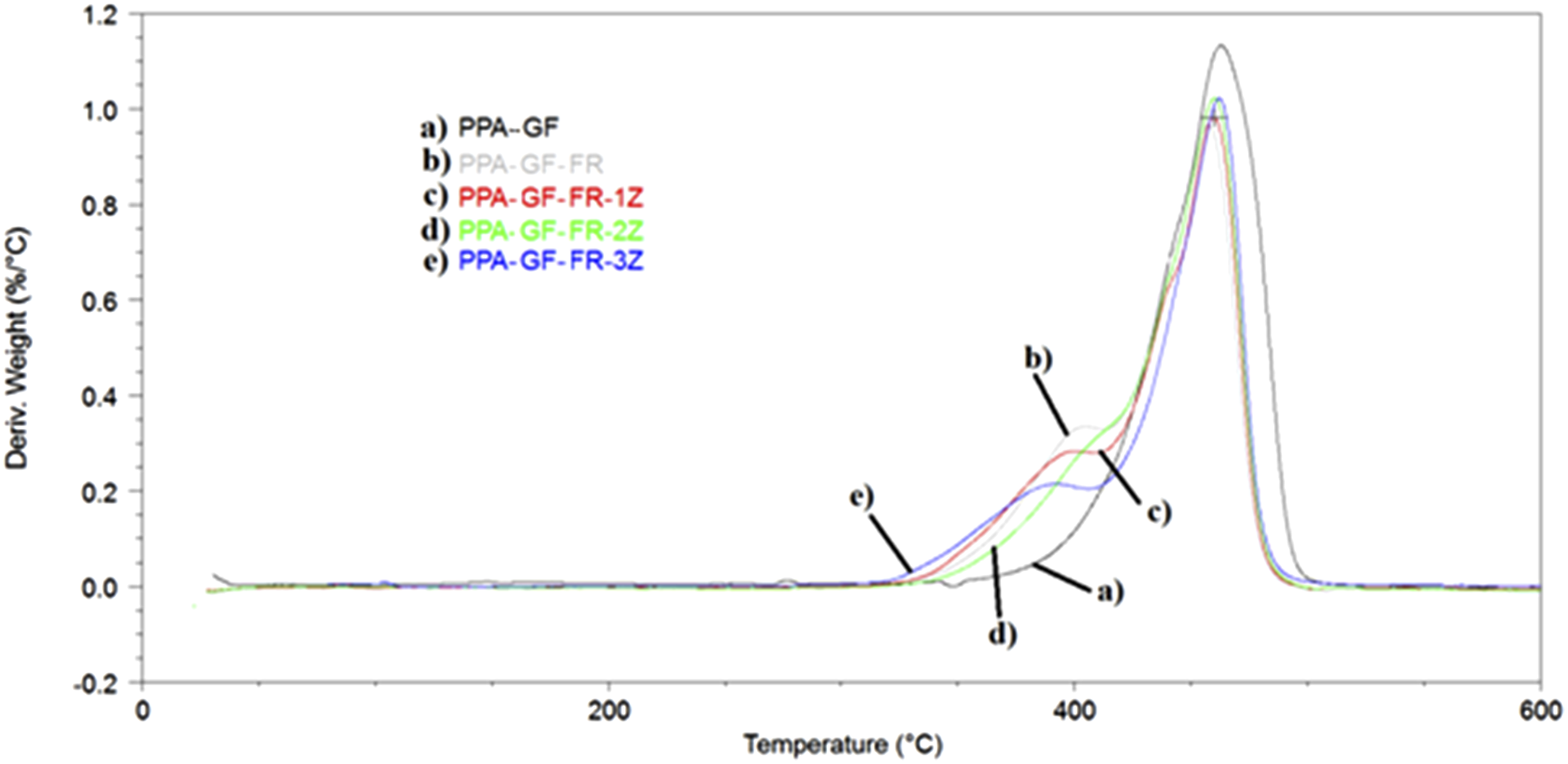
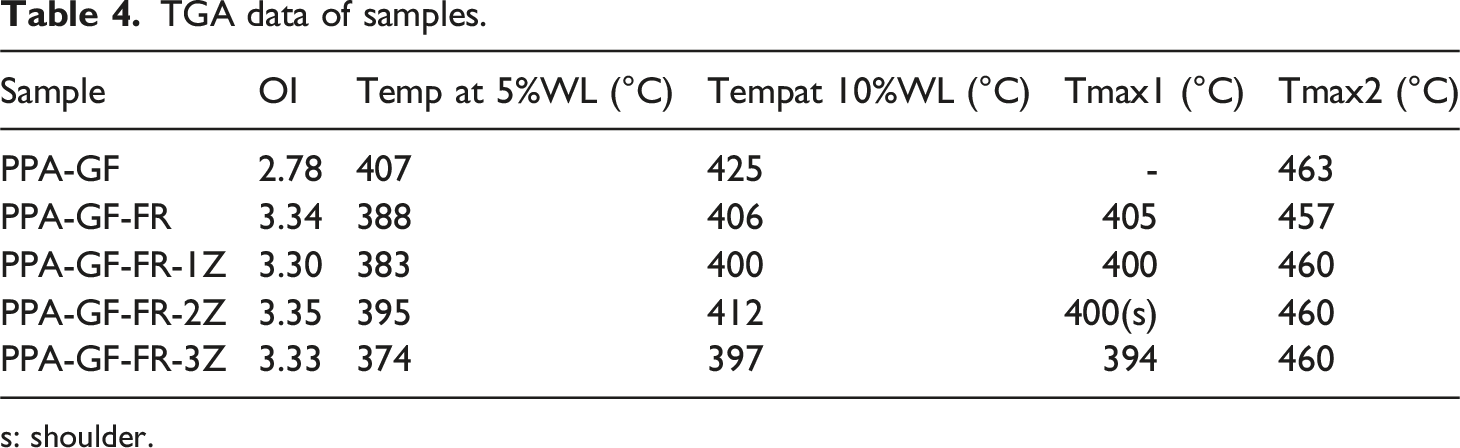
TG and DTG curves of PPA-GF-based composites are presented in Figures 2 and 3, respectively. The TGA data obtained from those curves are summarized in Table 4. As seen in Figures 2 and 3, PPA-GF exhibited a single degradation step. However, the addition of FR led to two degradation steps. The second degradation step occurred at a lower temperature (405°C for PPA-GF-FR) than that of PPA. The degradation temperatures of PPA of PPA-GF, PPA-GF-FR, PPA-GF-16FR-1Z, PPA-GF-FR-2Z,PPA-GF-FR-3Z occurred at 463, 457, 460, 460, and 460°C, respectively. It can be said that the degradation of PPA was not significantly affected by the presence of FR and zeolite in the composite. The temperatures at 5% weigh loss (WL) and at 10% WL for PPA-GF were obtained to be 407 and 425°C, respectively. The addition of FR to PPA-GF decreased these temperatures to 388 and 406°C, respectively. Moreover, the effect of zeolite led to small variations in these temperatures. FR loading also increased the residue values of PPA-GF composite. TG curves of PPA-based composites. DTG curves of PPA-based composites. TGA data of samples. s: shoulder.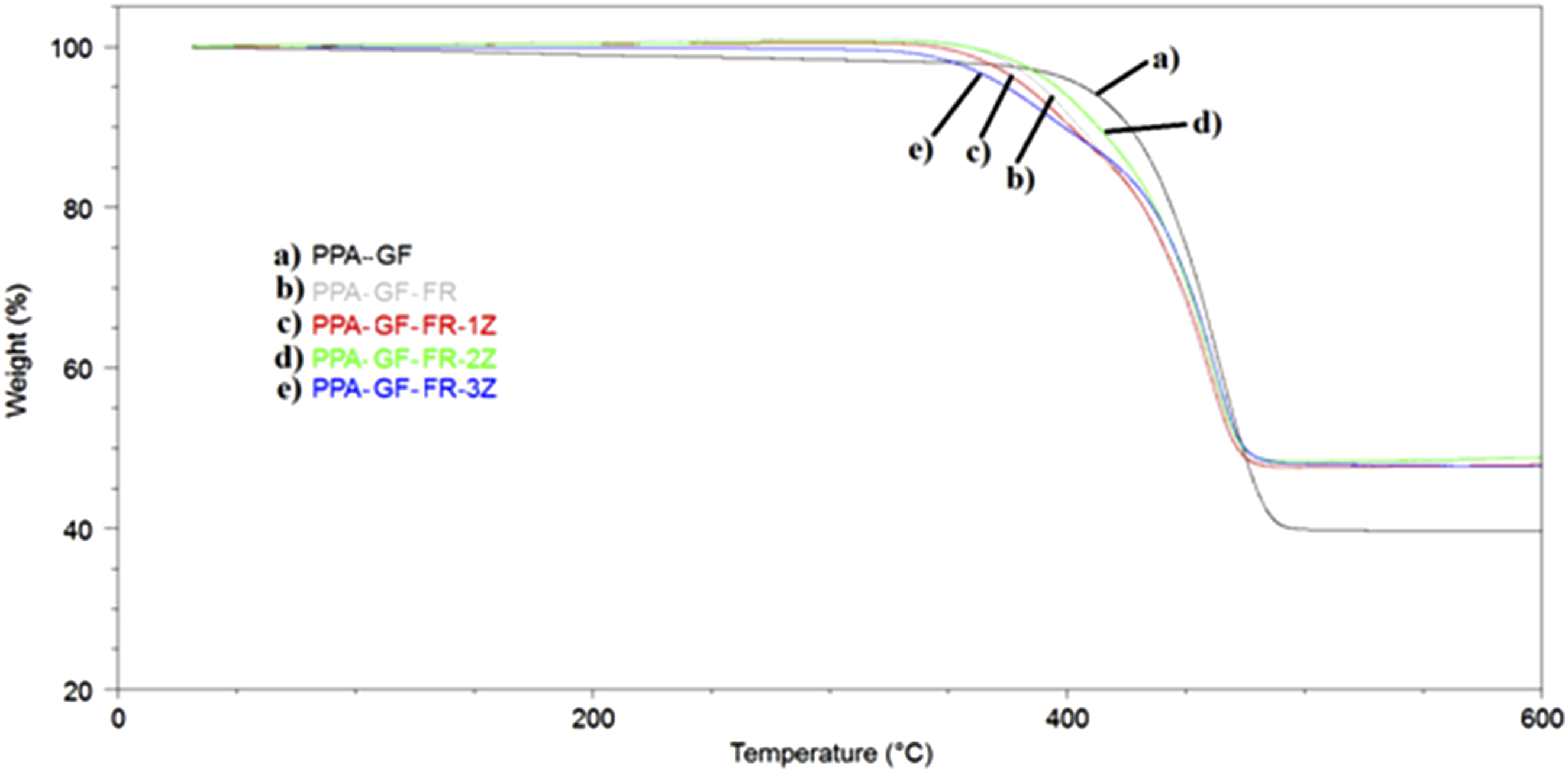
The oxidation index (OI) was calculated based on the weight ofcarbonaceous char as determined by the empirical equation (1):
28

As seen in Table 4, the OI values of the composites range from2.78 to 3.35. It can be noted that the OI values of composites containing FR are almost the same and higher than those of the composite without FR. According to Pashaei et al. (2011), 28 the higher the oxidation index (OI), the greater the thermal stability. However, the variation in OI values in this study does not correlate with variations in temperature for 5%WL, temperature at 10%WL, and Tmax values.
DSC
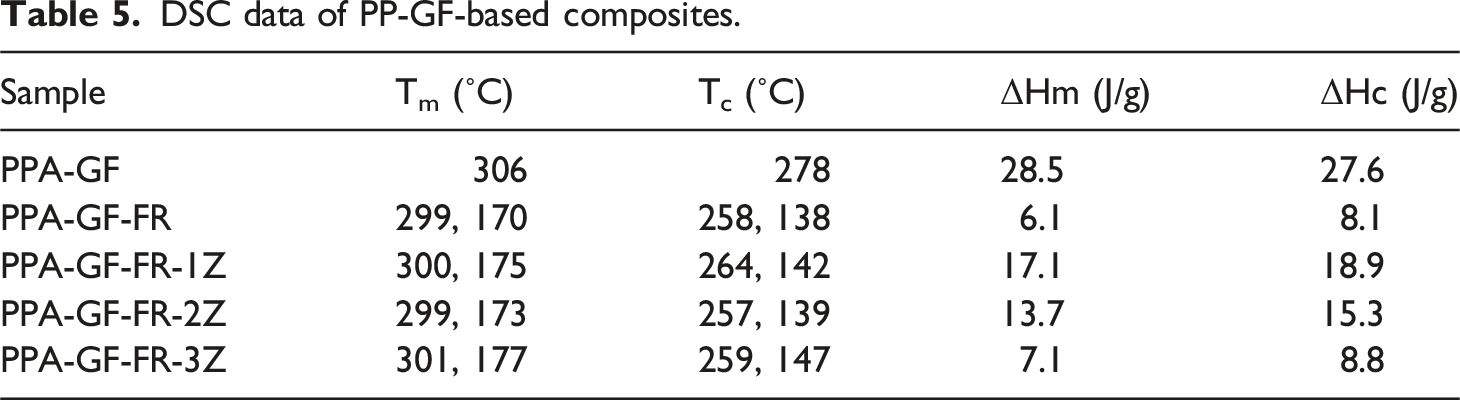
Heating and cooling curves of PPA-GF based composites, obtained from DSC analysis, are presented in Figure 4. The data including melting temperature (Tm), crystallization temperature (Tc), enthalpy of melting (ΔHm), crystallization enthalpy (ΔHc), obtained from DSC curves of composites, are summarized in Table 5. As seen in Figure 3, PPA-GF exhibits a single melting point at 306°C and a single crystallization point at 278°C. However, with the addition of FR, a second melting and crystallization point appeared at 170°C and 138°C, respectively, due to the melting behavior of FR. The addition of zeolite addition increased these melting and crystallization temperatures. With FR addition, the Tm and Tc values of PPA-GF decreased from 306°C and 278°C to 299°C and 258°C, respectively. It is notable that FR addition significantly reduced the Tm and Tc values of PPA-GF, while zeolite addition had little effect on these temperatures. Furthermore, FR addition considerably decreased the ΔHm and ΔHc values of PPA-GF. However, zeolite addition led to higher ΔHm and ΔHc values. The increase in ΔHcindicates that zeolite acts as a nucleating agent within the polymer matrix. The nucleation process may be promoted by the intercalation of polymer chains within the channels of zeolite, as also discussed by Motsa et al., (2013).29–31 Considering ΔHm and the weight fraction of PPA, It can be observed that while FR addition decreased crystallinity, zeolite addition increased the crystallinity of the composite. The most effective ratio of zeolite for achieving the highest crystallinity is 1 wt% within the studied range. In the study of Pehlivan et al., (2005), zeolite also led to higher crystallinity in polypropylene (PP) matrix, due to its nucleating effect on PP.
32
DSC curves of PPA-GF-based composites. DSC data of PP-GF-based composites.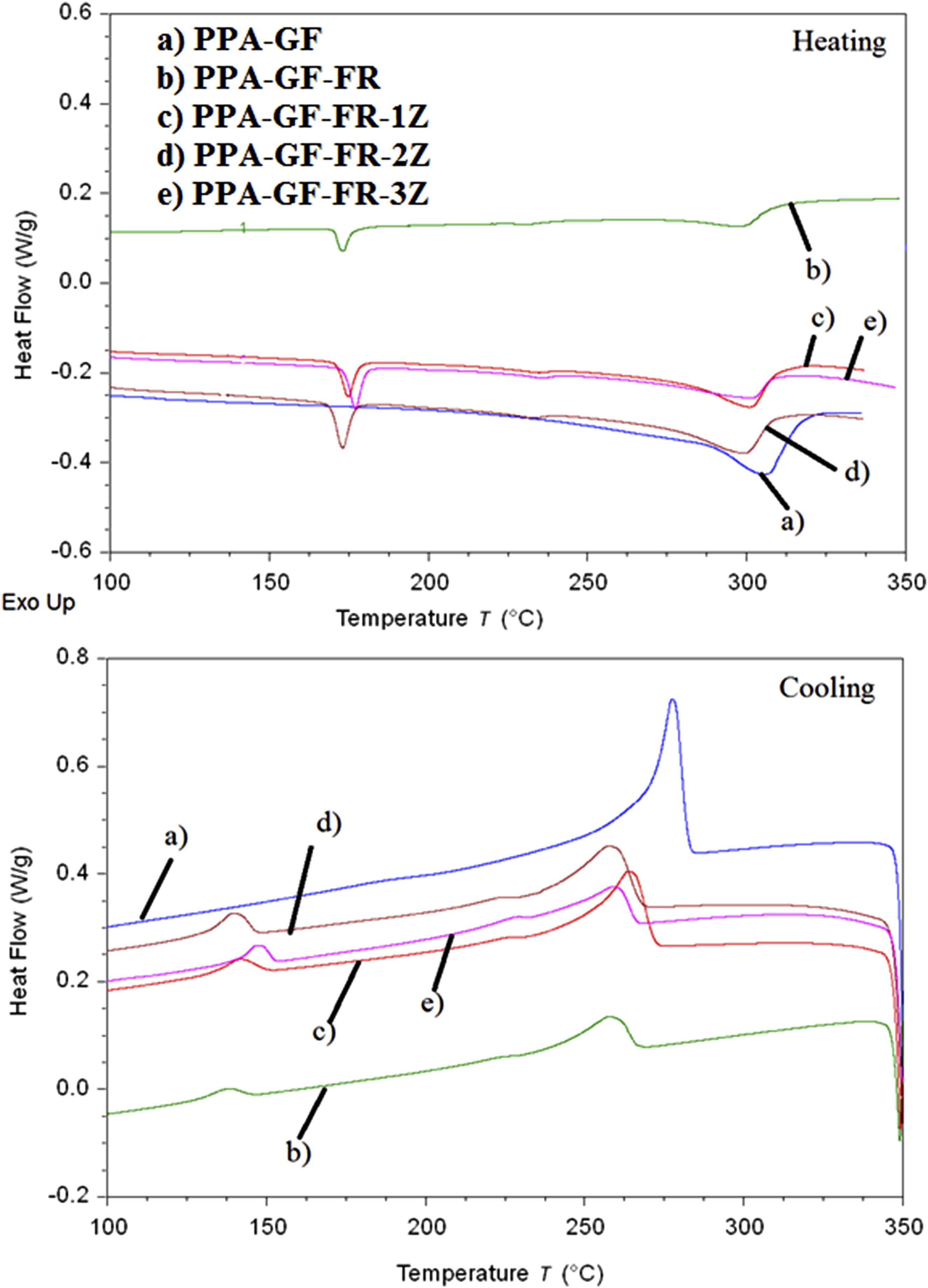
Conclusion
The addition of flame retardant (FR) additive (DEPAL) and zeolite to PPA-GF composite significantly affected the mechanical, thermal, and flammability properties of the composites. While FR and zeolite reduced both tensile and flexural strengths, as well as Izod-impact resistance, they notably improved the flame retardancy of the composite. The addition of FR to PPA-GF achieved a V0 rating for the thicknesses of 1.5 mm and 3 mm and increased the LOI value. Zeolite addition to PPA-GF continuously increased the LOI value within the studied range (1, 2, 3 wt%). While highest zeolite weight fraction (3 wt%) increased the LOI value of the composite from 42.3% to 49.5%, UL 94 rating for the thickness of 1.5 mm decreased from V0 to V1. TGA analysis revealed that the degradation behavior of the composites was only slightly affected by these additives, with FR addition introducing a second degradation step. DSC analysis highlighted the role of zeolite as a nucleating agent, increasing the crystallinity of the composites, with 1 wt% zeolite being the most effective concentration. These findings indicate that while the incorporation of FR and zeolite can enhance the fire resistance and thermal stability of PPA-GF composites, they also lead to a reduction in mechanical properties, necessitating a balance between flame retardancy and mechanical performance in the design of this material.
Footnotes
Acknowledgements
We would like to thank the IMS Polymers R&D unit for their contribution to the realization of this study within the scope of project number MG026
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.