
Abstract
This study showed an improvement in how functional groups activate on to the polymer surface by using the pen-type plasma treatment. These functional groups will graft on to the original polymer bonds and activate the surfaces of polymer products such as synthetic fabrics, films, and plastics. This research discussed the modifications of the hydrophilicity and conductivity in Polyamide 6 woven fabrics prior to and following the surface plasma treatment. First, without considering any processing, such as calendering, fabrics with the same denier but different numbers of filament were compared after the plasma treatment. The analysis of the experiment verifies that after the plasma treatment, the finer the filament the fiber has, the better improvements are obtained in the surface properties, such as hydrophilicity and surface resistivity. Next, after including the factor of calendering, the experiment also confirmed that the Polyamide 6 fabric processed with calendering exhibits better modification affects than those without it. In addition, the hydrophilicity modification result increases with irradiation time for fabrics treated with pen-type plasma, where the hydrophilicity modification benefit improves by 20–30%. Moreover, fabrics coated with poly-3, 4-ethylenedioxythiophene (PEDOT) are tested by washing. It has been confirmed that the washing resistance of the conductivity benefit appears to improve with the number of calendering times and irradiation time. The spectra show formation of COOH-groups (3300–2400 cm−1), after impregnated acrylic acid process, and also show formation of O–H (alcohol) groups (3650–3200 cm−1), after PEDOT coating.
Keywords
Introduction
Gas plasmas produced by electrical discharges can be divided in two types: ‘hot’, equilibrium plasmas and ‘cold’, non-equilibrium plasmas. Most of the applications of plasma treatment involve the use of ‘cold’ plasmas [1]. In recent years, the use of plasma to modify surface properties of materials has seen rapid growth. The advantage of this technique is that plasma treatment changes only the uppermost atomic layers of a material surface without interfering with the bulk properties [2]. For atmospheric plasma treatment, corona or barrier discharges can be used. Corona sources contain inhomogeneous initial electric fields formed around pointed electrode elements [3]. Textile materials present examples of new approaches in the functionalization of textiles using plasma-enhanced modifications. Examples are given of the work on polyethylene terephthalate nonwoven materials [4]. However, textiles are several millimeters thick and need to be treated homogeneously throughout the entire thickness. To control the penetration depth of the plasma effect, it is necessary to study the influence of operating parameters [5].
To avoid the point discharge, pen-type plasma is tested in the experiment of this study. The basic structure of the pen-type plasma equipment consists of a thin hollow cylinder with the positive and negative electrodes installed. The plasma is formed by introducing the electric current and gas into the cylinder. The plasma torch then follows the gas flow and emerges from the bottom. It is called pen-type plasma due to the shape of the plasma resembling a pen. In addition, due to using smaller electrodes, pen-type plasma has less nonuniform discharge, and its surface modification benefit is comparable to that achieved by the plate-type plasma. The pen-type plasma used in this study operates by glow discharge, which produces plasma with low-energy electrons, namely the so called ‘cold plasma’. It features electrons with an average energy of 1–10 eV and an electronic density (ne) of 109–1012 cm−3. In addition, the temperature of the electrons in such plasma is usually 10–100 times that of the gas, which is relatively close to the ambient temperature.
The characteristics of the surface layer were evaluated by means of scanning electron microscopy, electron spectroscopy for chemical analysis, atomic force microscopy, and contact angle measurement, and it was found that hydrophilic functional groups were introduced into the surface layer of the plastics. The level of the improvement changed with time after treatment; this is discussed from the viewpoint of functional group movement from the surface to the interior [6]. The retention of chemical structure and functional groups during pulsed-plasma polymerization was used for producing adhesion-promoting plasma polymer layers with high concentrations of exclusively one sort of functional groups such as OH, NH2, or COOH. The maximum content of functional groups was 31OH using Allyl alcohol (H2C=CHCH2OH), 18NH2 using allylamine, or 24COOH groups per 100 C atoms using acrylicacid [7]. Surface analysis of the nylon filaments reveal small differences in the surface carbon and oxygen contents between the treated and control groups. The surface oxygen and nitrogen content of the polypropylene fabric increased significantly after treatment in both He and He–O2 plasmas [8].
Experiment
Parameter design and analysis method for pen-type plasma
The pen-type plasma setup used for the material treatment in this experiment is shown in Figure 1. Plasma beams are generated by ionizing the introduced gas to perform surface hydrophilicity and conductivity modification processing on fabrics made of various synthetic fibers.
Atmosphere radio frequency pen-type plasma system.
The experiment starts with using a straight stainless steel tube as the inner electrode, wrapped by a ceramic insulation tube, which is placed at 15 mm from the stainless steel tube tip to be the outer electrode. After the setup is activated, the required power is set first, following which the reflected wave is adjusted to nearly zero. Next, argon is introduced as the reaction gas, of which the flow rate is controlled and set by using the flow meter and valves. In addition, depending on the properties of various fabric materials, the length of treatment time will produce different effects on the surface activation modification [9]. As a result, three different treatment times are used in the experiment for the low-temperature plasma treatment on the surface of Polyamide 6 woven fabric of different specifications.
Evaluation and measurement method 1
Examine the treated sample fabrics with the (First Ten Angstroms; FTA) FTA 200 series Contact Angle Analyzer. This step involves squeezing a 0.4 µm drop of testing liquid (e.g. distilled water) from the needle tip, followed by the treated material touching the droplet and moving downward to displace the droplet. The testing liquid will form a sphere due to the surface tension, which is observed through the charge coupled device camera. Three points – the left and right points where the droplet makes contact with the material and the highest point on the droplet – are taken to calculate the droplet diameter and height to obtain the contact angle. The acquired data is then used to evaluate the modification benefits of surface hydrophilicity or hydrophobicity for fabrics after the calendering processing or plasma treatment.
Evaluation and measurement method 2
Coat the sample fabrics processed with calendering or various lengths of plasma treatment uniformly with poly-3, 4-ethylenedioxythiophene (PEDOT). After baking at 60°C, a MITSUBISHI LORESTA-EP (MCP-T360) Low-Resistivity Meter is used to measure the surface resistivity of the sample fabrics or to evaluate the surface conductivity modification benefit for the fabrics after the plasma treatment.
Hydrophilicity and conductivity modifications of Polyamide 6 woven fabric experiment design

DTY: draw textured yarn.
Experimental parameter design for 140d/96f and 70d/48f Polyamide 6 woven fabrics
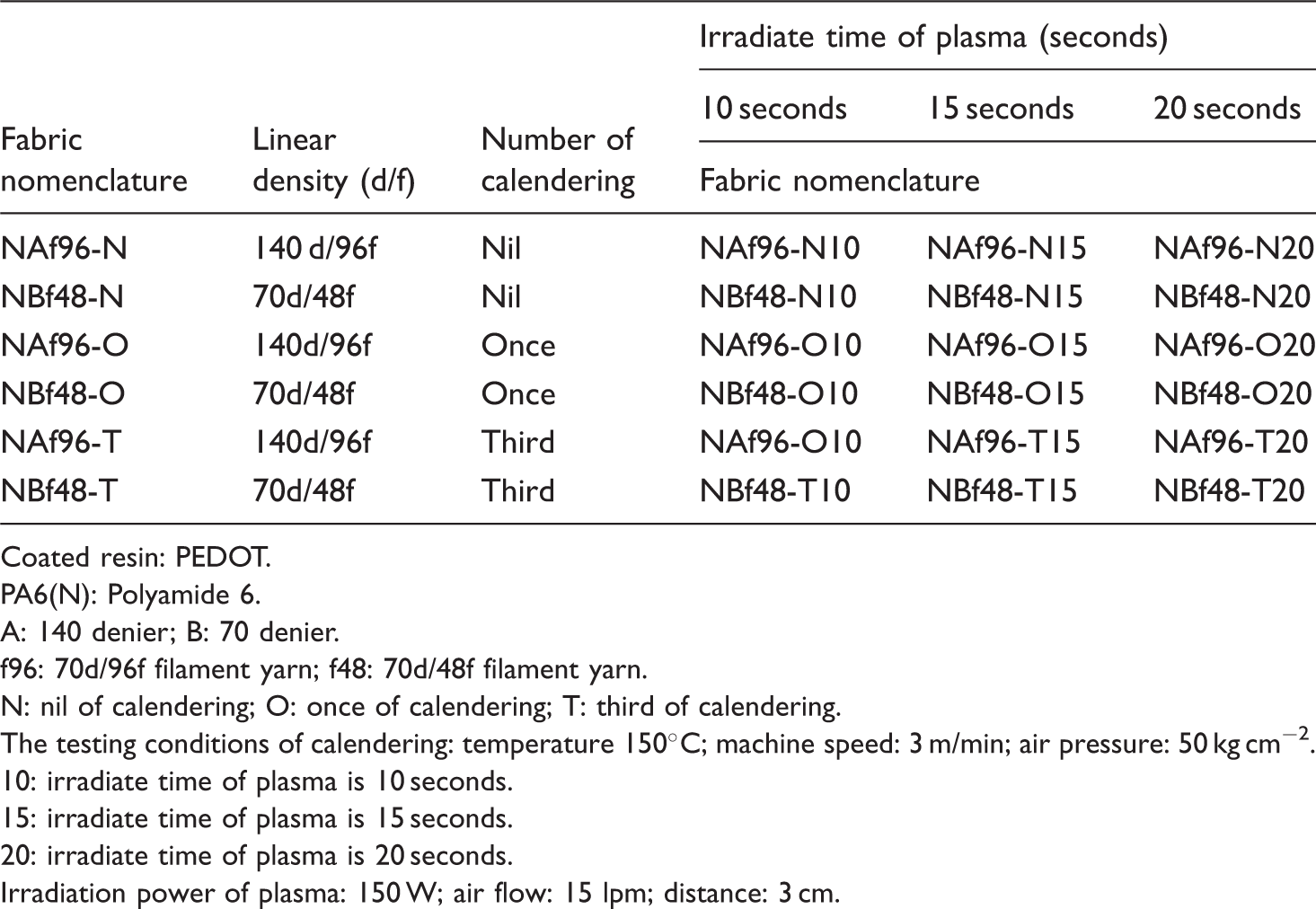
Coated resin: PEDOT.
PA6(N): Polyamide 6.
A: 140 denier; B: 70 denier.
f96: 70d/96f filament yarn; f48: 70d/48f filament yarn.
N: nil of calendering; O: once of calendering; T: third of calendering.
The testing conditions of calendering: temperature 150°C; machine speed: 3 m/min; air pressure: 50 kg cm−2.
10: irradiate time of plasma is 10 seconds.
15: irradiate time of plasma is 15 seconds.
20: irradiate time of plasma is 20 seconds.
Irradiation power of plasma: 150 W; air flow: 15 lpm; distance: 3 cm.
Experimental equipment
Plasma generator
Consists of Huttinger PFG 300 Radio Frequency (13.56 MHz Plasma Generator) and PFM 1500 A Matching Box, with a maximum output power of up to 300 W. This equipment is used to stimulate the plasma on the surface of Polyamide 6 fabrics with different specifications for low-temperature plasma treatment.
Contact angle analyzer
FTA-188 (B2EA31) is used. This instrument uses ‘drop shape’ analysis to take measurements. It captures a video of liquid droplets and analyzes their shapes and sizes to determine various surface chemistry quantities. This equipment is used to evaluate the hydrophilicity benefit of tested fabrics [10–12].
Low-resistivity meter
LPRESTA-EP MCP-HT360 measures resistivity in a low-resistivity range with a 4-pin probe meter (measurement range 10−2–106 Ω). In this study, this instrument is used to measure the surface resistivity of tested fabrics and evaluate the modification benefit.
Scanning electron microscope
A JEOL JSM 7000 F thermal field-emission scanning electron microscope (SEM) is used to conduct a complete morphology analysis of material surface and make both qualitative and quantitative material examinations. The instrument is used in this experiment to observe how the surface changes after the fabrics are treated with plasma modification.
Fourier transform–infrared spectrometer
The Perkin-Elmer Spectrum One Fourier transform infrared spectrometer (FT–IR) Spectrometer is capable of data collection over a wave number range of 370–7800 cm−1. It can be configured to run in single-beam, ratio, or interferogram modes. This equipment is used in this study to observe how the hydrophilic groups increase in the tested fabrics after plasma modification.
Results and discussions
Analysis of hydrophilicity modification benefit for Polyamide 6 140d/96f and 70d/48f woven fabrics after plasma irradiation
The contact angle measurement (°) for Polyamide 6 140d/96f and 70d/48f woven fabric after the plasma treatment
The diversification of hydrophilic modification result (%) calculated for Polyamide 6 140d/96f and 70d/48f woven fabric after the plasma treatment

Figure 2 shows the histogram of hydrophilicity modification percentage benefit for different groups of fabrics after 20 seconds of plasma irradiation. As shown by the figure, the surface of the 140d/96f refined fabrics after the plasma treatment remains wet within 24 hours, regardless of the length of irradiation time. After plasma treatment, the surface of the 70d/48f fabrics also remains wet within 1 hour, regardless of the length of irradiation time. The contact angles on each fabric are then measured after 1, 2, 16, 20, and 24 hours. It can be seen clearly that the hydrophilicity benefit decreases with time, with the fabrics irradiated for 20 seconds showing better hydrophilicity benefits. It is then deduced that after the surface paste and impurities on the 140d/96f refined fabrics are removed by a refining agent like NaOH, the subsequent plasma irradiation will form hydrophilic groups such as –OH on the fabric surface, which lead to more permanent hydrophilicity modification benefit [13].
Histogram of hydrophilic modification result for Polyamide 6 140d/96f and 70d/48f woven fabric after the plasma treatment.
Conductivity benefit analysis of Polyamide 6 140d/96f and 70d/48f after plasma irradiation
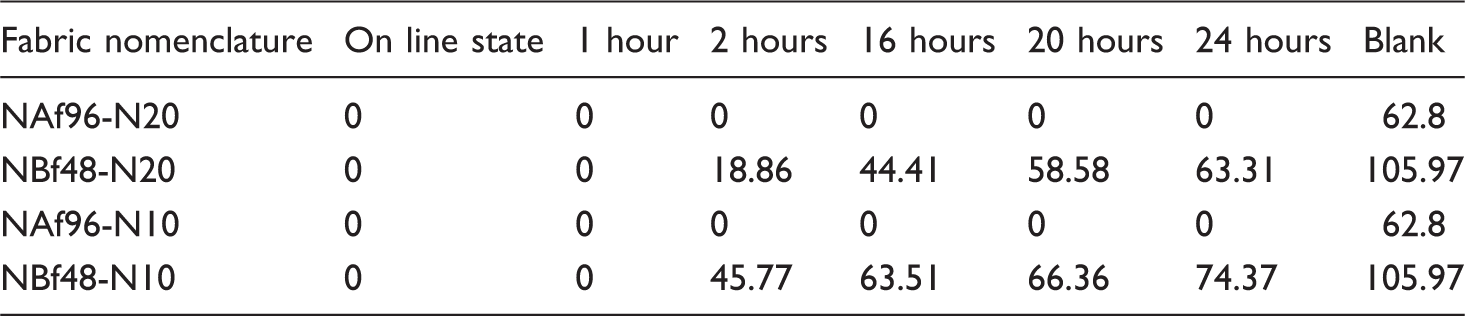
Surface conductivity (Ω/square) results for Polyamide 6 140d/96f and 70d/48f woven fabric after the plasma treatment

Figure 3 shows the histogram of conductivity modification benefit for each fabric after 10 and 20 seconds of plasma irradiation. As shown in the figure, for the Polyamide 6 140d/96f refined fabrics, while the best conductivity modification benefit is observed in the fabrics with 20 seconds of irradiation regardless of the length of plasma irradiation time, there is no major difference. The surface resistivity decreases after 48 hours, which indicates that the conductivity modification benefit ages with time. For the Polyamide 6 70d/48f fabrics, the fabrics with 20 seconds of irradiation clearly show better conductivity benefit, with the benefit improving over time. A comparison of these two groups of fabrics, the Polyamide 6 70d/48f fabrics clearly show better conductivity modification benefit. In addition, the Polyamide 6 70d/48f fabrics also show better benefit against one-time washing. It is then deduced that, for refined Polyamide 6 140d/96f fabrics, there exist residual polar ions left by the refining agent. On the other hand, PEDOT consists of non-polar ions. These two types of ions will repel each other because of their different polarities, which in turn affects the conductivity modification benefit.
Histogram of surface conductivity result for Polyamide 6 140d/96f and 70d/48f woven fabric after the plasma treatment. Note: Use base 10 logarithmic scale to display the vertical axis.
Analysis of hydrophilicity modification of Polyamide 6 70d/48f woven fabrics after different irradiation time and calendering times
The contact angle (°) measurement for Polyamide 6 with different times of calendering treatment and 20 seconds of plasma irradiation

The diversification of hydrophilic modification result (%) calculated for Polyamide 6 with different times of calendering treatment and 20 seconds of plasma irradiation

Figure 4 shows the histogram of hydrophilicity modification benefit for each fabric with and without calendering and 20 seconds of plasma irradiation. As shown by the contact angle data in the figure, all fabrics appear to be wet after the plasma treatment. The contact angle data taken after 1, 2, 16, 20, and 24 hours indicate that NBf48-N20 and NBf48-T20 fabrics show decreased hydrophilicity modification benefit after 1 hour of aging. In addition, after 2 hours of aging, although the NAf96-N20 fabrics remains completely wet, the hydrophilicity modification benefits of other fabrics all decrease with aging time, with the decrease scales with more calendering. It is then deduced that when the tissues of calendered fabrics are denser, it affects the activation reaction probability for hydrophilic groups such as –OH, leading to a reduction of the hydrophilicity modification benefit.
Histogram of hydrophilic modification result for different times of calendering treatment and 20 seconds of plasma irradiation.
Analysis of conductivity benefit analysis of Polyamide 6 70d/48f woven fabrics after different irradiation time and times of calendering
Surface resistivity (Ω/square) result for Polyamide 6 140d/96f and 70d/48f with different times of calendering treatment and 20 seconds of plasma irradiation

Figure 5 shows the histogram of hydrophilicity modification benefit for each fabric with and without calendering and 20 seconds of plasma irradiation. As shown by the surface resistivity data in the figure, the four calendered fabrics exhibit better conductivity modification benefit than the un-calendered fabrics. In particular, the conductivity benefit against washing for the calendered fabrics becomes more obvious. In addition, the conductivity modification and washing-resistance benefit both improve with the times of calendering. Moreover, the polar ions left from the refining agent used for refined Polyamide 6 140d/96f fabrics will affect the conductivity modification benefit. The conductivity modification benefits for the three un-calendered groups of fabrics are not as good as that for the Polyamide 6 70d/48f fabrics.
Histogram of surface resistivity result for processes of different calendering times and 20 seconds of plasma irradiation. Note: Use base 10 logarithmic scale to display the vertical axis.
SEM analysis of conductivity modification experiment with pen-type plasma
Comparison of SEM images for fabrics with different fiber thicknesses after PEDOT coating with and without calendering

FT–IR analysis
According to FT–IR results, Polyamide 6 treatment in argon plasma showed the effects in Figure 6 [15]. The spectra show formation of COOH-groups (3300–2400 cm−1), and the rest of region of the spectrum is unchanged. After impregnated acrylic acid process, the absorption intensities are increased as the plasma treatment times and the times of calendering. The PEDOT coating results are showed in Figure 6, the spectra show formation of O–H (alcohol) groups (3650–3200 cm−1), the absorption intensities are increased as the plasma irradiation times. The NAf96N40 and NAf96N80 showed spectrum formation of C–O groups (1250 FT–IR analysis of Polyamide 6 after the plasma treatment.
Conclusions
The contact angle of 70d/48f fabric increases substantially within 2 hours after the tested fabric is processed, leading to a drastic reduction of the hydrophilicity. Consequently, the best activated benefit achieved by the plasma irradiation should be within 2 hours. If any resin grafting is to be done afterwards, it has to be conducted reasonably soon to obtain the best surface modification benefit. The 140d/96f fabric is refined by a refining agent such as NaOH, which removes the surface paste and impurities. If it is irradiated by plasma afterwards, hydrophilic groups such as –OH will be formed on the fabric surface, which can achieve more lasting hydrophilicity modification benefit. The contact angle after 20 seconds of plasma irradiation is lower than that for after 10 seconds of irradiation, indicating that longer plasma irradiation time can achieve better hydrophilicity benefit. The residual ions left from the refining agent for the refined Polyamide 6 140d/96f fabric are polar ions while PEDOT consists of non-polar ions. These two types of ions will repel each other due to their opposite polarities, which will affect the conductivity modification benefit. As the times of calendering increase, the associated hydrophilicity modification benefit decreases. It is deduced that the density of calendered fabrics increases, which affects the activation reaction probability of –OH and hence reduces the hydrophilicity modification benefit. As shown in the surface resistivity for calendered fabrics taken at different points in time, the conductivity modification benefit of calendered fabrics is better than that without calendering. In addition, as the times of calendering increase, both the conductivity modification and the benefit against washing tend to increase.
Footnotes
Notes
He serves on the Board of Directors of NPO Taiwan Textile Research Institute and Footwear and Recreation Technology Research Institute, and a Committee Member of National Science Council of Taiwan, Ministry of Education; Ministry of Economic Affairs, Industrial Bureau, Technique Center of Taiwan etc. He received his PhD in Textile Engineering from the Feng Chia University and as the visiting Scholar of the Department of Clothing Design and Manufacture in UK, and the Applied Mechanics Laboratory, Kyoto Institute of Technology in Japan. He is an acknowledged global leader for his pioneering work on engineering of health care and comfort fibers, films and composite materials. He authored two books and over hundred peer reviewed journal papers. He also developed a lot of functional fiber products and composites, which are now commercially manufactured.