
Abstract
This work contributes to the understanding of material changes during the repeated recycling of glass fibre-reinforced styrene maleic anhydride (SMA). The present study investigates the influence of repeated recycling on its mechanical, rheological and thermal properties. The injection-moulded SMA was shredded, regranulated and subsequently injection-moulded. This was repeated five times in order to compare the material behaviour after multiple recycling runs with respect to the virgin material. In order to distinguish between the influence of polymer degradation and that of reinforcing fibre deterioration, pure SMA was also investigated. Tensile properties, melt volume rate (MVR) and fibre length were evaluated after each recycling run. Gel permeation chromatography (GPC) and infrared spectroscopy (IR) provided insight into the structural changes. The IR spectra and GPC analyses show that the chemical structure of the material is largely retained. The rheological tests show a decrease in the MVR values after each recycling path, indicating an increase in polymer viscosity. It was observed, that the tensile strength of the pure SMA under investigation increased after each recycling path, which could be attributed to the increase in the average molecular weight, as evidenced by the GPC analysis. Despite this increase in strength, the tensile tests of the fibre reinforced polymer showed a significant decrease in strength with each recycling run, while the elongation at break remained relatively constant. The impact strength decreases by 45% compared to the initially processed material. The deterioration in mechanical properties was mainly attributed to the shortened glass fibres. This is supported by the fibre length measurements, which show an average length reduction from 284 µm for the virgin material to 104 µm after five recycling runs. The research results show that SMA with and without glass fibre reinforcement can be mechanically recycled with little loss in mechanical performance.
Keywords
Introduction
Each year in Europe, over six million vehicles at their end of life are treated as waste. Inadequate disposal of end-of-life vehicles leads to environmental pollution, waste of resources, and associated costs. In the automotive sector, approximately 85% of the materials used in vehicles are recycled, with 81% being metals and only 19% plastics. However, the automotive sector accounts for 10% of plastic demand in the EU. 1 The European Union has taken a significant step towards promoting the recycling of plastics from end-of-life vehicles with Directive 2000/53/EC. This directive imposes strict requirements on the collection, recovery, and disposal of end-of-life vehicles, particularly their plastics. In future, at least 25% of the plastics used should originate from post-consumer or post-industrial recycled sources. The new directive is expected to lead to the collection and recovery of an additional 3.8 million end-of-life vehicles annually by 2035, saving 5.4 million tonnes of material, corresponding to 12.3 million tonnes of CO2 equivalents per year. 1
Styrene maleic anhydride (SMA) is an amorphous thermoplastic, produced by the copolymerisation of styrene and maleic anhydride. SMA has a higher temperature resistance compared to polystyrene and is known for its higher impact resistance. Due to the improved mechanical properties and the common reinforcement of SMA with short glass fibres, it is often used in technical applications such as housings, fittings or interior automotive parts, allowing for a long service life. 2 Glass fibre reinforced SMA is rarely recycled, since the effect of recycling on each, polymer and glass fibre, as well as their interaction is largely unknown. Assuming a deterioration in the rheological and mechanical properties, the high product requirements cannot be guaranteed. 3 Further, due to the long service life of such components, a low material flow of post-consumer waste is expected, making recycling unprofitable. 4 However, the recovery of waste streams resulting during the production phase, i.e. the recycling of gating systems and defective parts, might be economically and ecologically feasible.
Literature reports some attempts to recycle glass-fibre reinforced SMA. Schneider et al. 5 focused on the recycling of SMA composites from the automotive sector. A solvent-based process was used to separate the SMA from a polyurethane coating and the glass fibres. The solvent used is not specified, but should be environmentally compatible in order to meet the high environmental and occupational safety requirements. Infrared spectroscopy (IR) revealed no differences in the chemical structure of the recycled and the virgin material. The flexural modulus, the impact properties and the heat deflection temperature remained stable upon recycling. However, the tensile strength was reduced by around 10% to reach 51 MPa for the recycled material. The efficiency of the process was proven both on a laboratory scale as well as in a pilot plant.
Chrysostomou et al. investigated the behaviour of glass fibre reinforced SMA in several studies.6–8 In Ref. 6 the authors report a dependence of the various mechanical properties, such as strength, elastic modulus, and fracture toughness on the fibre volume fraction. They showed that the dependence could be easily described by a simple modification of the rule of mixtures. Further, it was demonstrated that the presence of weldlines had no significant effect on the elastic modulus, but caused a notable reduction in tensile strength and fracture toughness. Upon reprocessing unreinforced SMA up to five times 7 it was found that strength and modulus in both tension and flexure tests were virtually independent of the number of reprocessing cycles. However, the energy to fracture decreased as a result of reprocessing. Although, the introduction of weldlines was found to cause a significant reduction in tensile strength, fracture energy and fracture toughness, none of these properties showed any significant dependence on the number of reprocessing cycles. The study of the reprocessing of glass fibre reinforced SMA 8 revealed that matrix properties related to the breaking point were significantly reduced by reprocessing as a result of a molecular-weight degradation. The strength and modulus of the composite were observed to correlate linearly with both the average length and the volume fraction of the fibres within the composite. A deterioration in the mechanical performance of the composites upon reprocessing was mainly attributed to the degradation of the fibres.
Apart from the work reported by Chrysostomou et al.,6–8 the extant literature does not provide a sufficient level of analysis with regard to the effect of repeated processing on the behaviour of SMA. In the present study, both, pure and short glass fibre reinforced SMA were subjected to mechanical processing a total of six times (first processing, followed by five recycling runs) in order to simulate the process of repeated recycling. Subsequent to each step, the recycled material was subjected to mechanical and thermal examination. In contrast to previous studies, the present study placed particular emphasis on the rheological properties in relation to the number of recycling runs. It is imperative to acknowledge the significance of this aspect, as it serves as the fundamental foundation for the subsequent processes, including product design and the configuration of moulds.
Materials and methods
Glass fibre reinforced SMA XIRAN® SGH60 was kindly provided by the automotive supplier Mürdter Metall- und Kunststoffverarbeitung GmbH, Mutlangen, Germany. The compound consists of 30% glass fibres and is designed for injection moulding applications with high stiffness and strength, high thermal and dimensional stability, as well as excellent surface adhesion properties. In order to be able to distinguish between the effects of the reinforcing fibre and changes in the molecular structure of the matrix polymer as a result of recycling, pure SMA XIRAN® SM200 was kindly provided by the manufacturer Aurorium LLC. Both SGH60 and SM200 are blends of SMA and ABS (acrylonitrile butadiene styrene), but the exact composition is not known.
Recycling process and sample preparation
Injection moulding parameters for the sample production using SGH60 with and without weldline.
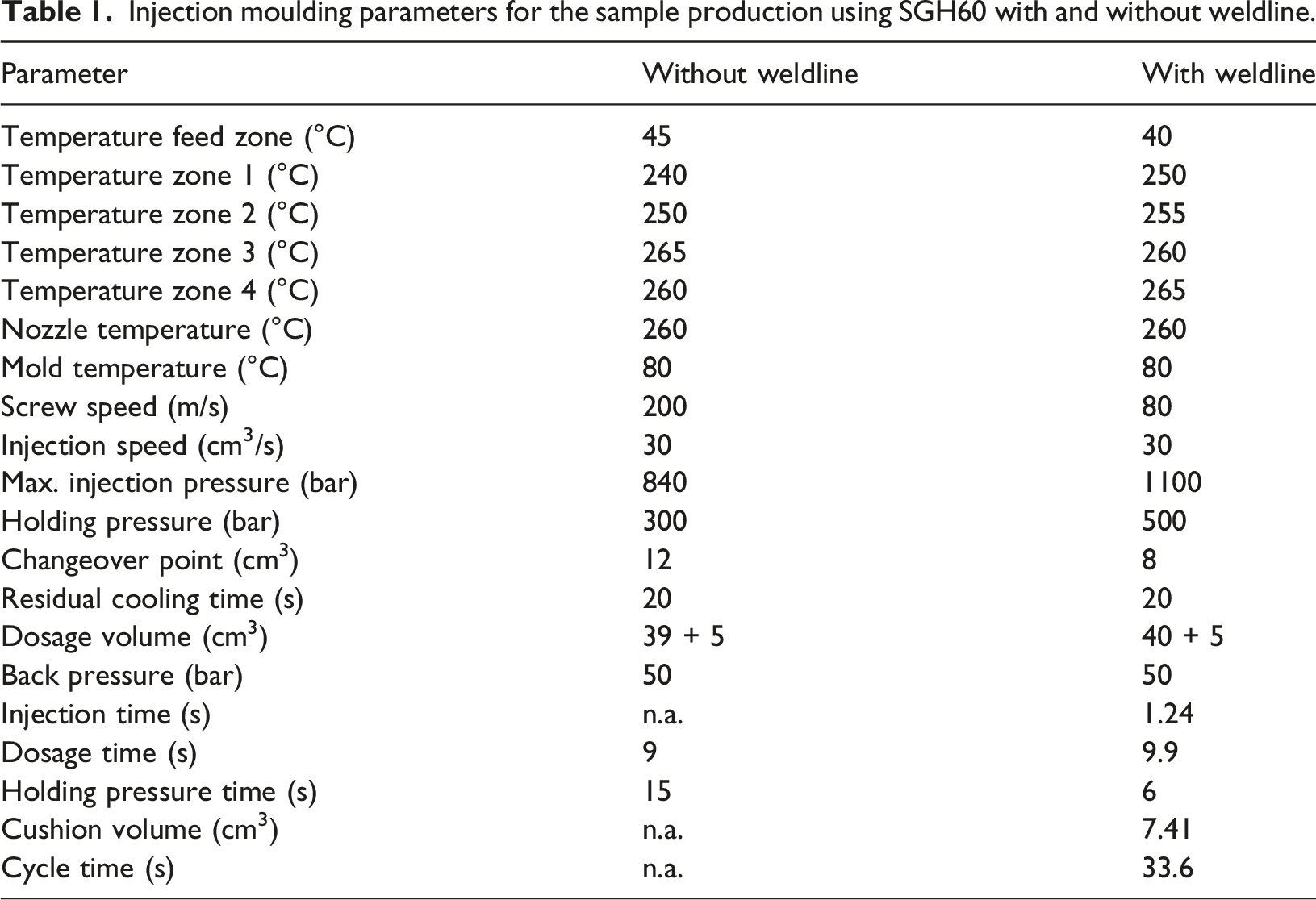
Before processing, the material was pre-dried at 80°C using a Bierther DB210 dry-air dryer for 3 h. The moisture content of the material was measured to ensure a level between 0.046% and 0.078% for both the reinforced and unreinforced materials.
To simulate mechanical recycling, the injection moulded samples were left to cool for 2 h at 23°C and subsequently shredded into flakes using a G150-21 Solo mill of the company Rapid (Bredaryd, Sweden) with a screen size of 5 mm. This cycle of injection moulding (R0), and shredding was repeated five more times (R1 - R5), resulting in material processed six times in total. After each recycling run, samples for tensile and impact testing in addition to approximately 350 g of shredded material were retained for analysis.
Microscopic analysis
For the analysis of glass fibre length at the beginning and after each recycling run, the reinforced polymer was incinerated at 625°C for 3 hours in a Nabertherm LE1/11/R7 oven under an oxygen atmosphere to retain the glass fibres. These were then dispersed in distilled water and evenly distributed onto a microscope slide with a cover glass using a glass pipette. The lengths of 100 glass fibres were measured using a Zeiss Axioplan 2 (Oberkochen, Germany) in combination with a ZEN core software.
Gel permeation chromatography (GPC)
The GPC measurements were carried out in accordance with the DIN EN ISO 16014-5 standard. SMA solutions (5 mg mL−1) in trichloromethane were prepared from compound samples of 10 mg to 20 mg. Before analysis, the solutions were filtered through a 0.2 µm PTFE syringe filter. Chromatographic analysis was conducted using an SDV column system (PSS Mainz, SEC), including a 5 µm precolumn (5 cm), a 100 000 Å column (30 cm), and a 1000 Å column (30 cm), operated at 23°C. A 50 µL sample was injected at a flow rate of 0.700 mL min−1 using chloroform as the mobile phase. A Refractive Index Detector (1260 Infinity, Agilent, USA) at 35°C was used. Calibration was done using polystyrene standards with molecular weights ranging from 1250 g mol−1 to 1 670 000 g mol−1.
Melt volume rate
A Thermo HAAKE Meltfixer 2000 tester (Schwerte, Germany) was used to measure the melt volume flow rate (MVR) according to DIN EN ISO 1133-1 at a temperature of 240°C. The test chamber was thoroughly cleaned at the beginning of each measurement. Shredded material of 6 ± 0.05 g in weight was introduced into the chamber. After an initial compaction, achieved by a piston movement of 30 mm, the material was heated for 4 min. Then, the load was applied and the free fall piston travel per time was measured and further related to the extruded volume per unit time. The applied load was selected to be 3.8 kg in the case of SM200 (unreinforced SMA) and and 10 kg for SGH60 (glass fibre reinforced), resulting in a comparable total measurement time of around 15 min. Ten readings were taken along the piston travel for each measurement, to evaluate the effect of residence time on the flowability of the melt. For each material, a total of three samples were tested.
Fourrier-Transformation Infrared Spectroscopy
Fourrier-Transformation Infrared Spectroscopy (FTIR) was performed in the mid-infrared range (MIR) of 400–4000 cm−1 using a Shimadzu IRTTracer-100 (Kyoto, Japan) equipped with a diamond puck in attenuated total reflection (ATR) mode. The measurements were performed using a resolution of 4 cm−1, conducting 96 scans per spectrum to guarantee a high-resolution spectrum. Three replicate measurements were carried out at different locations of the injection-moulded plates.
Uniaxial tensile test
Tensile testing was carried out in accordance with DIN EN ISO 527-2, using a Shimadzu AG-X plus (Kyoto, Japan) universal testing machine, equipped with a 10 kN load cell. Both specimens with and without weldlines were examined. Before testing, the gauge length of 50 mm was marked on the specimens to allow strain measurement using a video extensometer. Samples without weldlines were clamped into the tensile testing machine at a grip distance of 115 mm, while samples with weldlines were clamped at a distance of 110 mm. The test was started at a preload of 10 N, and then continued with a crosshead speed of 1 mm/min up to a strain of 0.25 % to accurately capture the modulus of elasticity E. Beyond that point, the test speed was increased to 5 mm/min until sample breakage. For each material and specimen type 10 samples were tested.
Tensile impact test
The tensile impact test was conducted in accordance with DIN EN ISO 8256, Procedure A with specimen type 3, using a ZwickRoell D-7900 (ULM, Germany) pendulum impact tester. For specimens with and without a weldline, the specimen thickness was 2 mm and 3 mm, respectively, the hammer energy was set to 4 J and 7.5 J, respectively, and the crosshead weight to 30 g and 60 g, respectively. The pendulum length was 420 mm for all cases.
Differential Scanning Calorimetry
Differential Scanning Calorimetry (DSC) was used to evaluate the thermal stability of the materials under investigation in terms of glass transition (Tg). The Mettler Toledo calorimeter DSC 3+/Columbus (Ohio, USA) was applied. Samples of approximately 5 mg were punched from the shoulder area of untested tensile test specimens and introduced into a 0.4 µL aluminium crucible. Each sample was subjected to a temperature programme consisting of a first heating cycle from 80°C to 320°C at a rate of 20 K/min, followed by cooling back down to 80°C at the same rate, and finally a second heating under the same conditions as the first. The temperature was held isothermally for 2 min between successive steps. The tests were carried out in a nitrogen atmosphere at a purge rate of 60 ml/min.
Results and discussion
Effect of recycling runs on fibre length
Figure 1 shows the mean values and the corresponding standard deviations of the glass fibre lengths, measured after the various recycling runs in comparison to the virgin material. A continuous decrease in the average fibre length with increasing number of recycling runs is evident. The greatest fibre length reduction could be observed as a result of the first processing (R0), where a fibre length of 211 µm was measured, in contrast to 284 µm, measured for the virgin (V) SGH60. Upon subsequent recycling runs, the fibre length decreased to almost 104 µm after four recycling runs (R4). Although statistical analysis showed no significant difference in the glass fibre lengths of any two subsequent recycling runs, a notable reduction in glass fibre length with respect to the virgin material becomes evident starting from the second recycling run (R2). Average glass fibre length of virgin and recycled SGH60.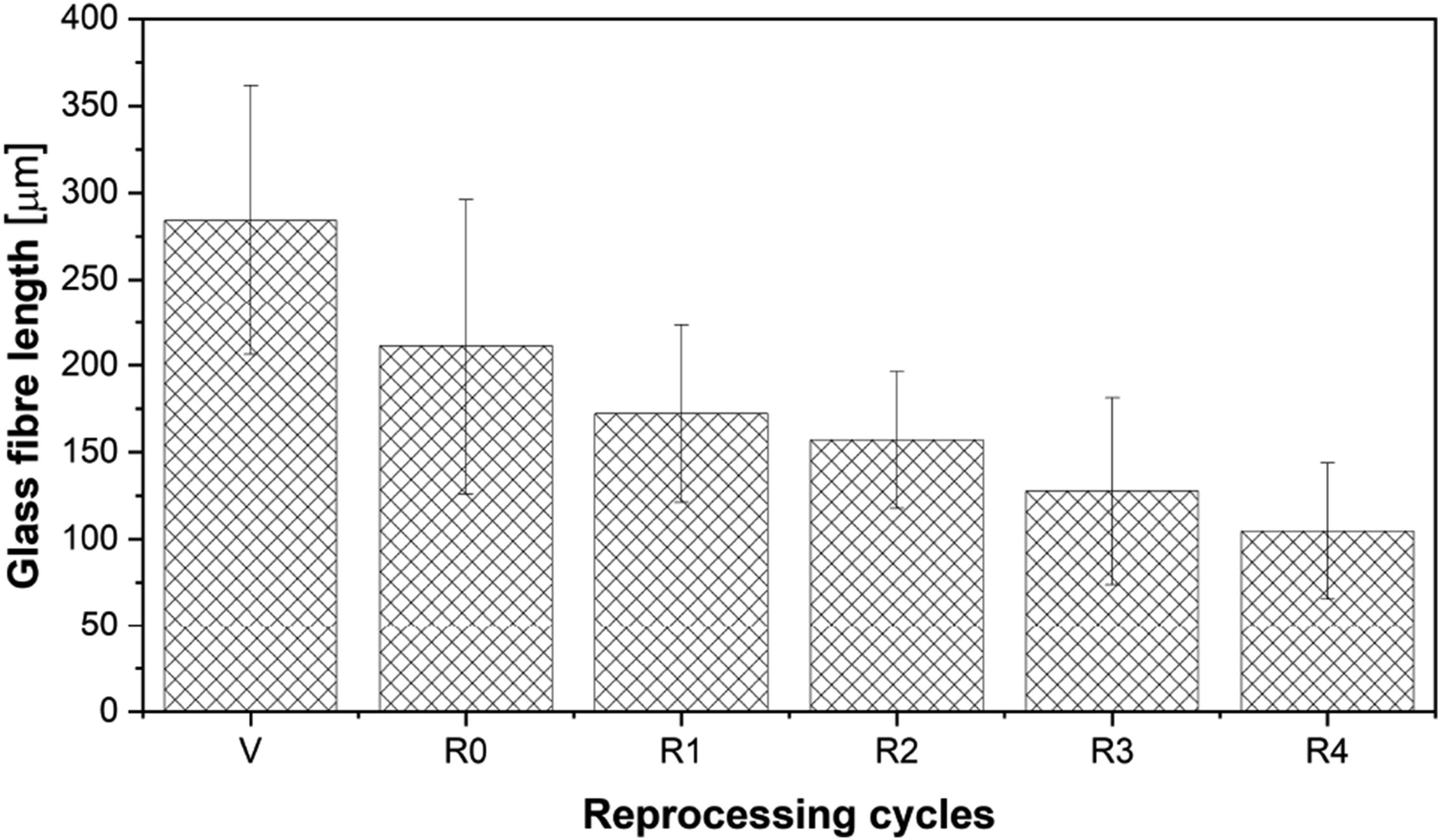
These results align with the findings reported by Refs. 3,8,9. The finding that a reduction of approximately 63% in glass fibre length was already evident upon initial processing of the virgin pellets (V to R0) substaniates the hypothesis that the reduction in fibre length is attributable to shear forces exerted on the fibres during the injection molding process, rather than being a consequence of fibre breakage occurring during the shredding step of a recycling process. Similar observations were reported by Ref. 3, where fibre shortening was primarily observed during injection molding. This phenomenon was attributed to the shear forces exerted during the plasticisation and injection phases.
Effect of recycling runs on molecular mass
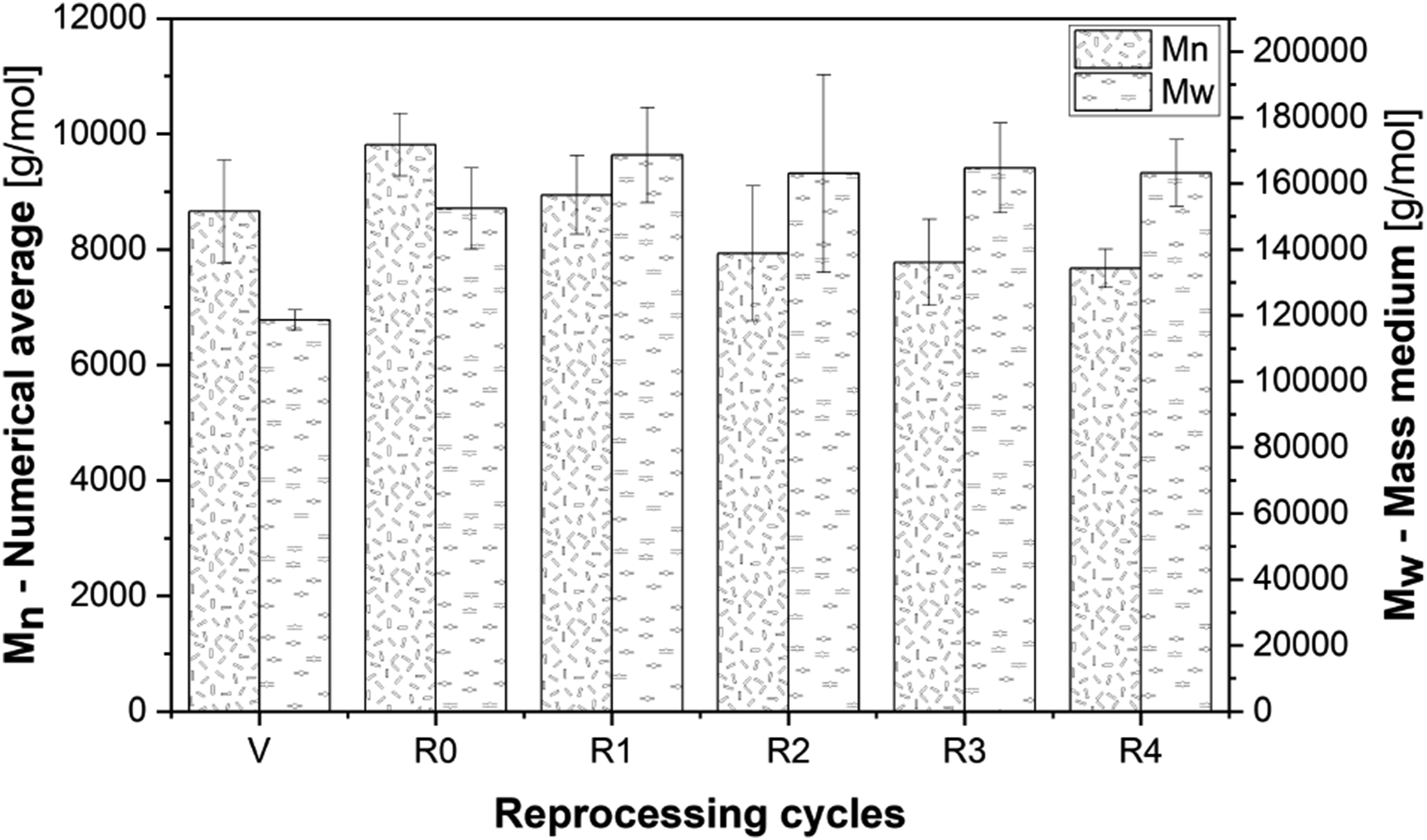
Figure 2 presents the molecular mass distribution curves of the virgin SGH60 in contrast to the initially processed (R0) and recycled materials R1-R4. It is evident that all these materials exhibit the maximum number of chains at a molar mass of approximately 100,000 mg/mol. However, the number of chains at this value decreases significantly after the first processing and further decreases upon further recycling. Furthermore, it becomes apparent that, with each recycling run, the molar mass distribution curves converge, suggesting stabilization for subsequent cycles (e.g. R5). Considering the weight-average molecular weight (Figure 3), a clear increase can be detected with an increasing number of recycling runs. Here, weight-average molecular weight of 140,000 g/mol, 160,000 g/mol and 165,000 g/mol was measured for the virgin, the R0 and the R4 materials, respectively. Accordingly, the recycled materials have fewer short chains and a higher number of long chains. Consequently, it is hypothesised, in view of the aforementioned findings, that the SMA SGH60 utilised in the present study exhibits reactive properties during the processing stage of its utilisation. This phenomenon was described by Refs. 10,11, who used SMA and maleic anhydride (MA) as compatibilisers during processing, due to their high reactivity. In contrast, Refs. 5,8 reported a degradation of SMA upon repeated processing. However, it must be noted that the percentage of MA has a decisive impact on the reactivity of the molecules and chain extension.10 Molecular weight distribution of virgin and recycled SGH60 measured using GPC in trichloromethane according to DIN EN ISO 16014-5. Number average and mass average molecular weight of virgin and recycled SGH60 measured using GPC in trichloromethane according to DIN EN ISO 16014-5.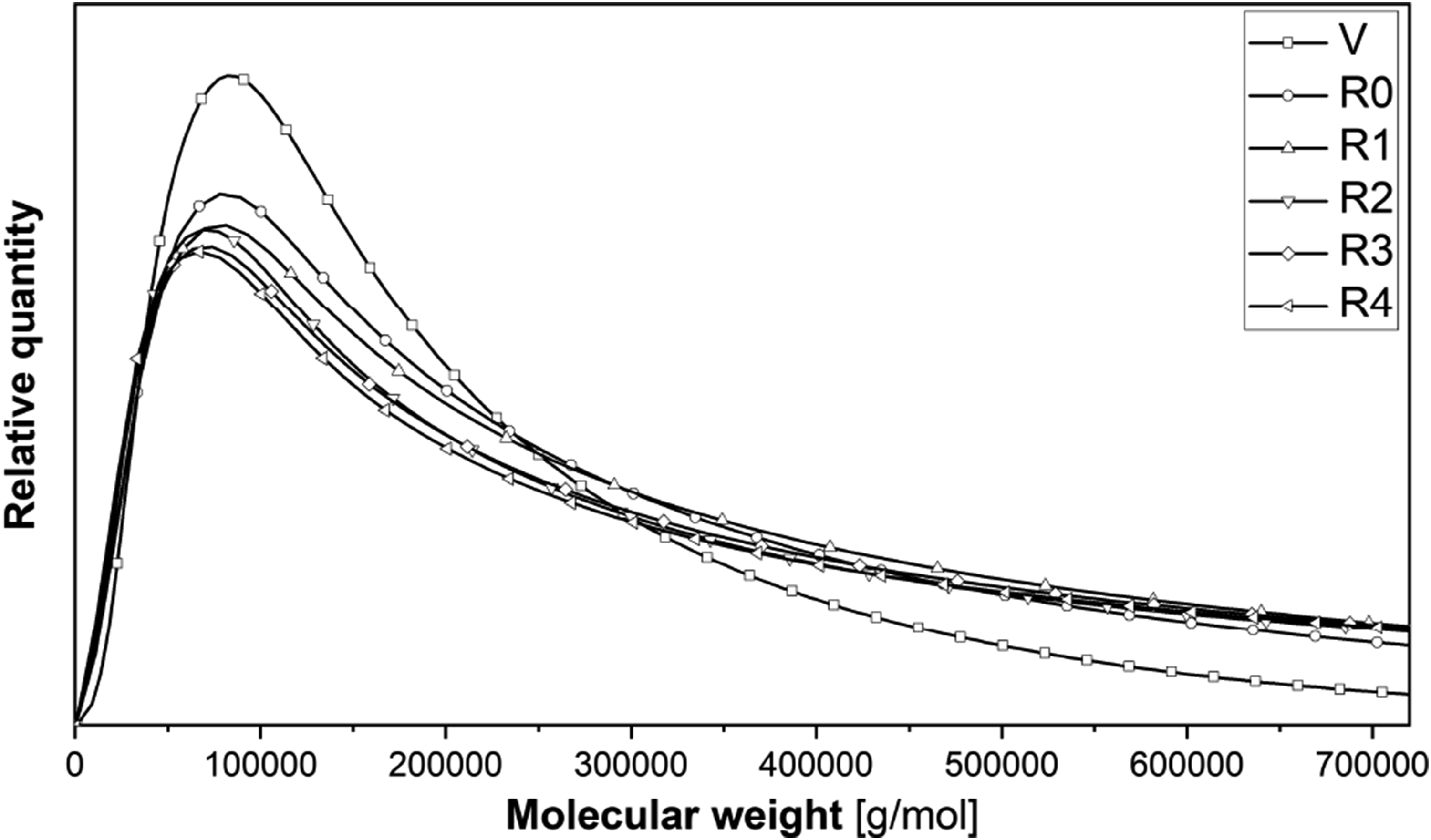
Effect of recycling runs on melt frlow behaviour
As illustrated in Figure 4 the mean MVR was evaluated for both virgin and recycled SGH60 and SM200 materials. Following the initial processing stage (R0), the fibre reinforced SMA (SGH60) exhibited minimal changes in the MVR. Nevertheless, from the first recycling run (R1) onwards, a significant and continuous decrease in MVR was evident, with a reduction from 6.8 cm3/10 min (R0) down to 4.5 cm3/10 min (R4). MVR measurement of SGH60 and SM200 at a temperature of 240°C with 10 kg/3.8 kg, a four-minute preheating time and 6 g sample weight.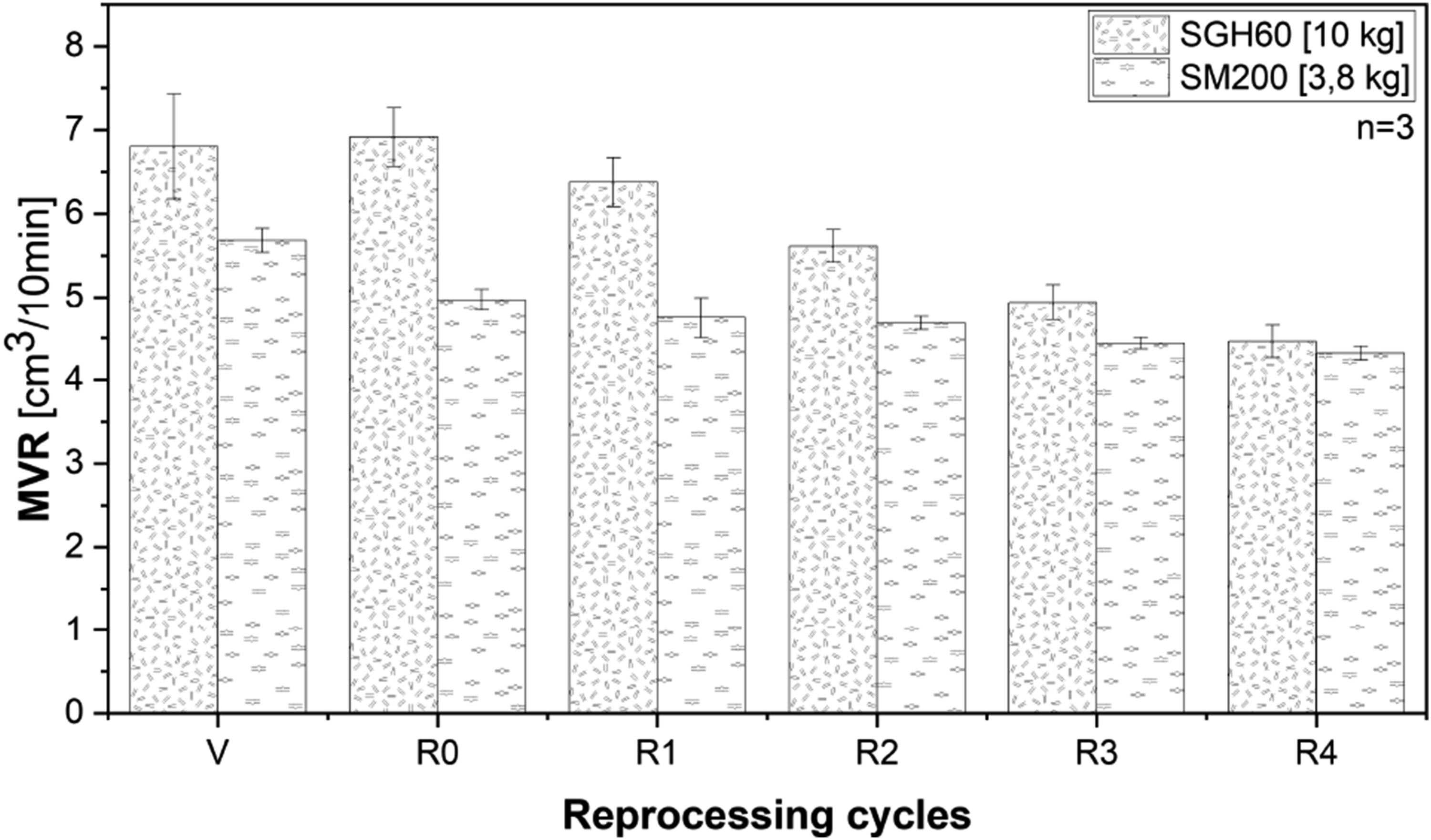
The MVR of the virgin SM200 material without glass fibres was found to be 5.6 cm3/10 min. In contrast to SGH60, the MVR of SM200 dropped significantly to 4.9 cm3/10 min as a result of the first processing. A continuous reduction in MVR with each subsequent recycling run could further be observed, until a value of 4.3 cm3/10 min after four cycles (R4) was reached, which indicates a similar flow behaviour as that measured for the reinforced SMA after the same number of recycling runs.
Considering the aforementioned GPC measurements, the discussed increase in viscosity can be attributed to the increase in the weight-average molecular weight (Figure 3). The longer chains hinder flow and lead to a significant increase in viscosity 12 and reduced flowability. Based on these findings, it can be assumed that the increase in the weight-average molecular weight of the SMA outweighs the effect of decreasing fibre length, which is known to have an opposing effect on the viscosity (i.e. reduced viscosity with decreasing fibre length).
Effect of recycling on chemical structure
The IR-spectra, presented in Figure 5 show no significant differences between the virgin and the R4 material. The peaks characteristic for styrene (546-542, 698, 758, 2847-3027 cm−1), maleic anhydride (698, 910, 1218-1216, 1776, 1856 cm−1), and ABS (910, 964, 1074, 1600, 1856, 2237, 2874-3027 cm−1) show only minor differences in the absorption intensity upon recycling. It may therefore be concluded that the recycling process, when carried out within the specified conditions, has no significant effect on the prevailing chemical order of the SMA molecules, as also observed by Refs. 5,10,13. IR spectroscopy of virgin material and recyclate five of SGH60.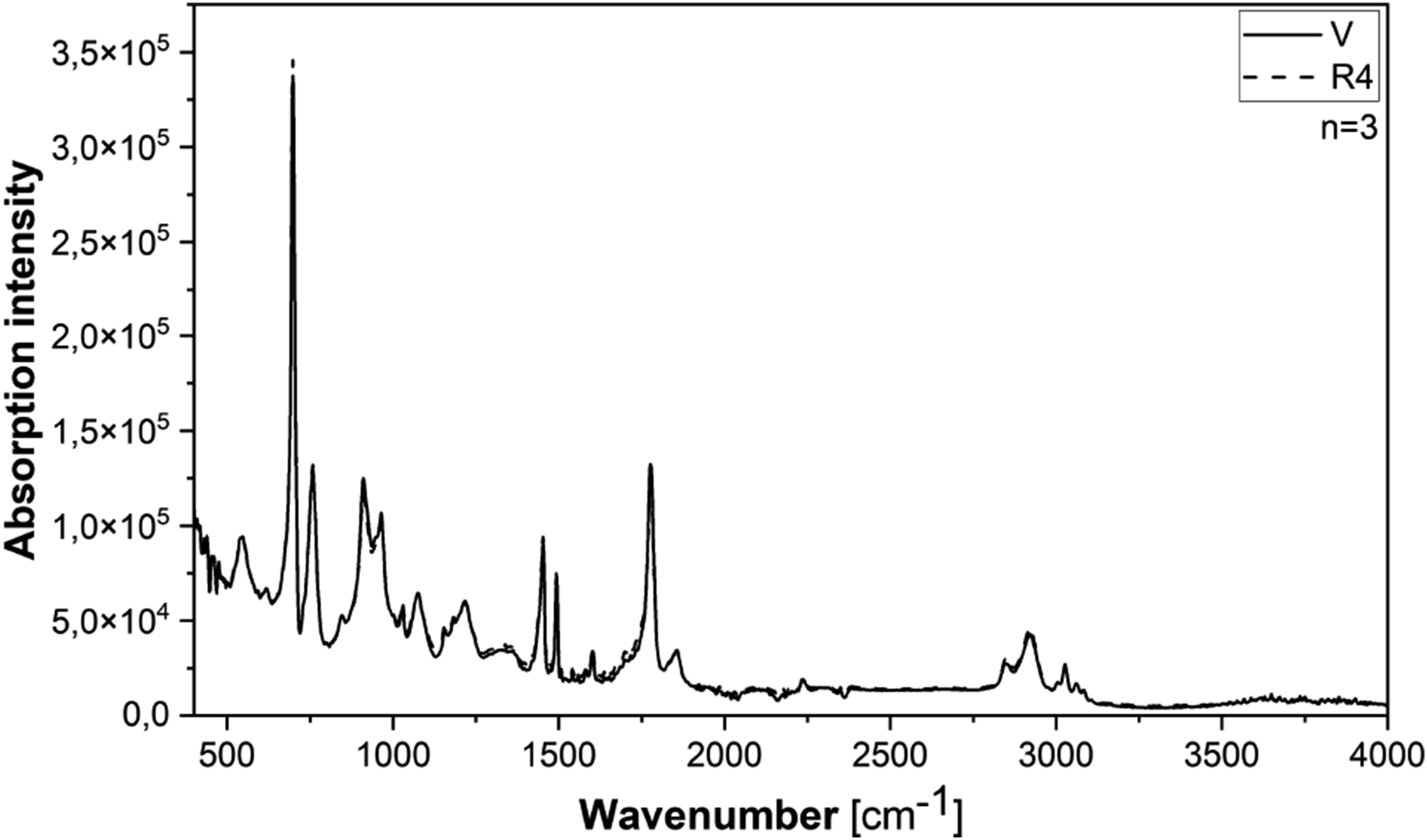
Tensile behaviour of recycled SMA
The tensile strength of the first processed (R0) SM200 was measured at 27 ± 0.3 MPa. This result falls below the value specified in the data sheet (30 MPa). As illustrated in Figure 6, the tensile strength increases significantly with each recycling run (F (5, 49) = 37.06, p < 0.0001), reaching 29.3 MPa after the fifth run (R5). However, post-hoc results revealed that changes between any two successive processing runs are insignificant, except for R1 (M = 27.75, SD = 0.62) and R2 (M = 28.45, SD = 0.46). The strain at break of the R0 SM200 was measured at 18.8%, which exceeds the value indicated in the data sheet of 18%. For R1 - R5, the strain at break varies from 16.8% to 14.7%, deviating slightly from the standard deviation of the data sheet value (Figure 6). These changes remain insignificant, except when comparing R2 (M = 14.92, SD = 3.81) and R5 (M = 14.77, SD = 2.21) with the material after first processing (M = 18.87, SD = 2.01). As demonstrated in Figure 7 a comparable trend with regard to the elastic modulus is evident. Whereas the first processed SM200 demonstrated a tensile modulus of approximately 20100 MPa, recycled SM200 (R1 - R5) exhibited a modulus ranging between 2130 and 2240 MPa. The capacity of the SM200 to maintain its mechanical properties, even after multiple recycling runs, can be attributed to an increase in molecular chain length, as evidenced by GPC measurements. This is confirmed by ANOVA evidencing no significant changes among the recycling runs (F (5, 50) = 0.87, p > 0.5). Stress-strain curves of SM200 recorded during tensile testing according to DIN ISO EN 527 with type 1A specimens at 5 mm/s. E-modulus of SM200 obtained from the tensile test according to DIN ISO EN 527 with type 1A specimens at 1 mm/s.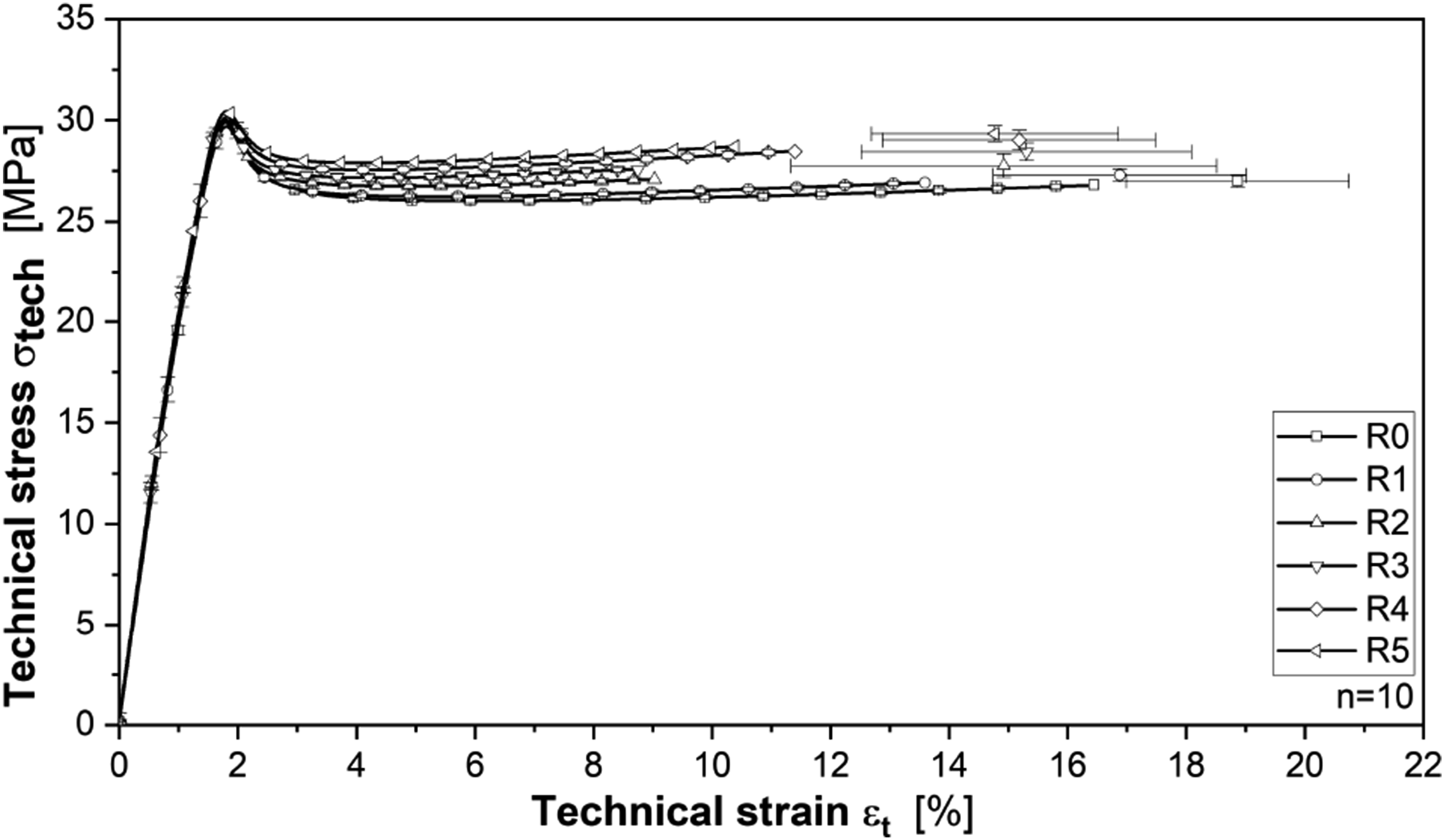
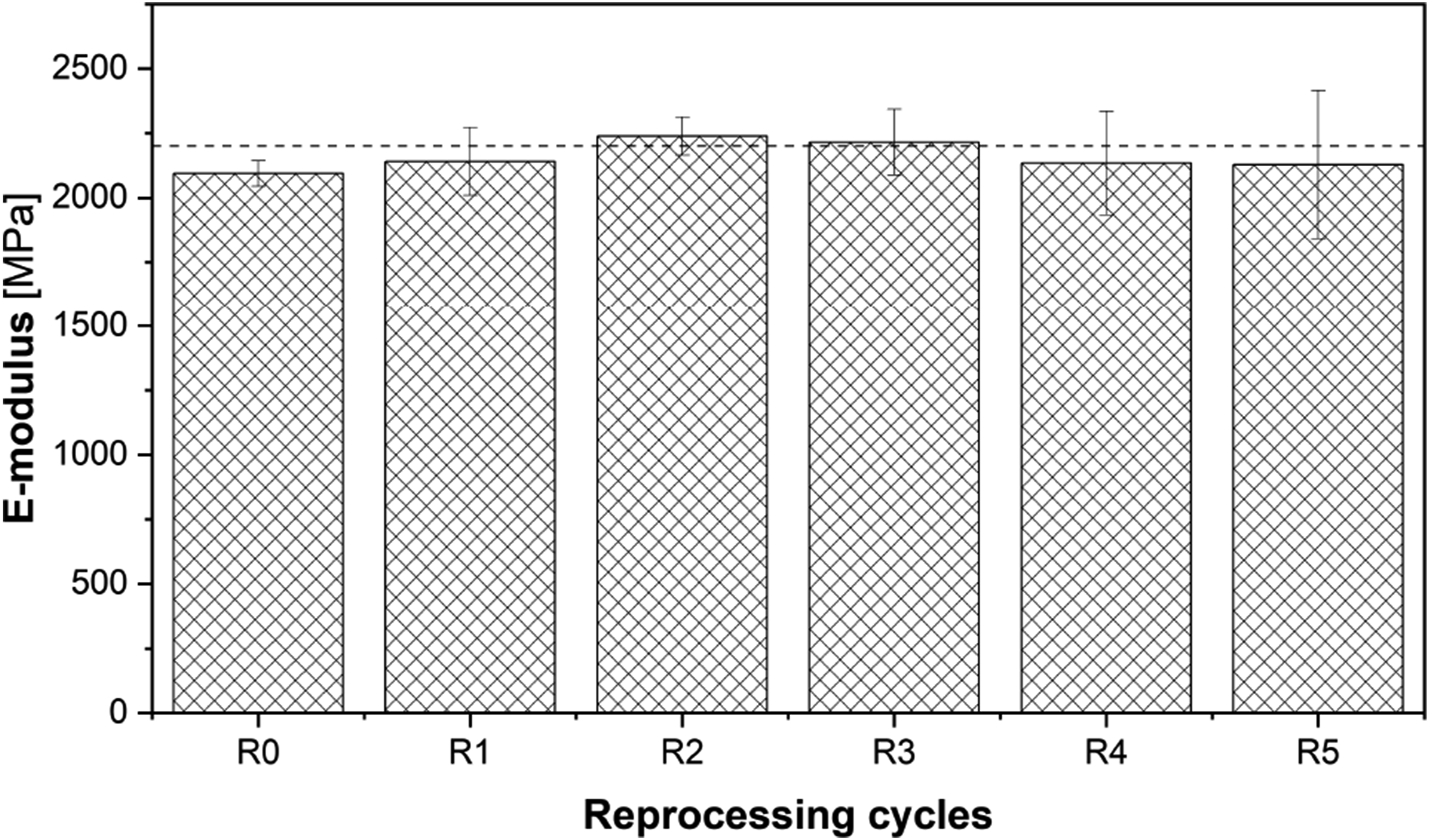
Figure 8 shows the stress-strain behaviour of R0 and recycled SGH60 under tensile loading conditions for samples prepared without weldlines. In the case of R0, laboratory testing under the specified conditions yielded slightly elevated strength and strain values in comparison to those of the data sheet (99.2 ± 2.07 MPa vs 90 MPa and 2.3 ± 0.16% vs 2%, respectively). Even R2 SGH60 exceeded the values specified by the data sheet. Stress-strain curves of SGH60 recorded during tensile testing according to DIN ISO EN 527 with type 1A specimens at 5 mm/s.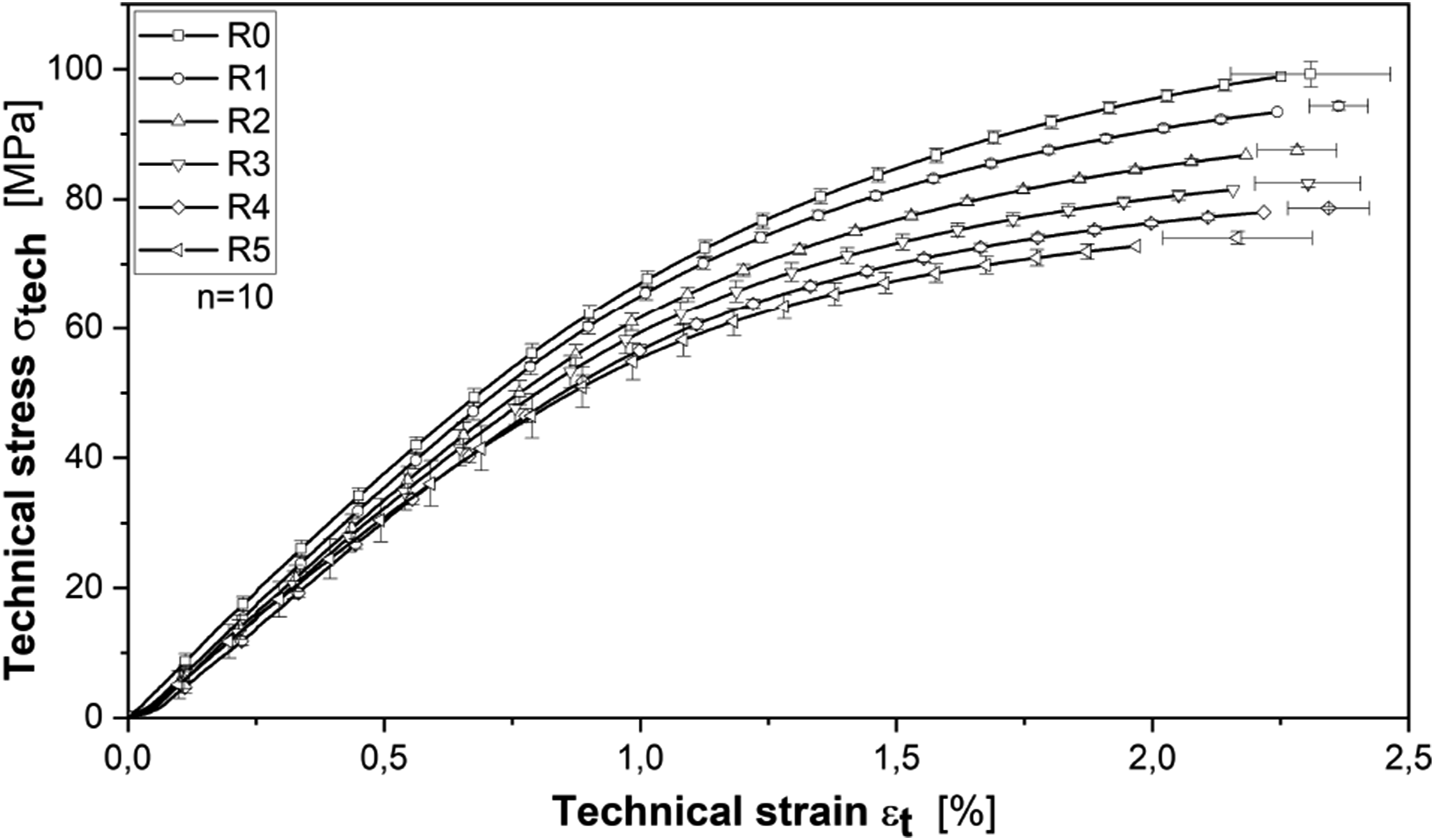
As demonstrated in Figure 8, the tensile strength of SGH60 exhibited a significant continuous decrease with an increase in the number of recycling runs (F (5, 46) = 648.69, p < 0.0001). The decline in tensile strength of SGH60 with an increase in the number of recycling runs can be attributed to the observed shortening of glass fibres (Figure 1).
With regard to strain to failure, all measured values were found to be within the range of measurement error, evidencing no significant recycling effect. However, post-hoc analysis evidenced a slight but significant variation (F (5, 46) = 2.83, p = 0.02) between R1 (M = 2.36, SD = 0.06) and R4 (M = 2.34, SD = 0.08).
The elastic modulus of the first processed and recycled SGH60 is presented in Figure 9. Again, a general decline of the elastic modulus of the recycled polymer with respect to the first processing could be observed. The decrease in stiffness was mostly significant between R0, R1 and R2 on the one hand and R4 and R5 on the other hand. E-modulus of SGH60 obtained from the tensile test according to DIN ISO EN 527 with A1 specimen at 5 mm/s.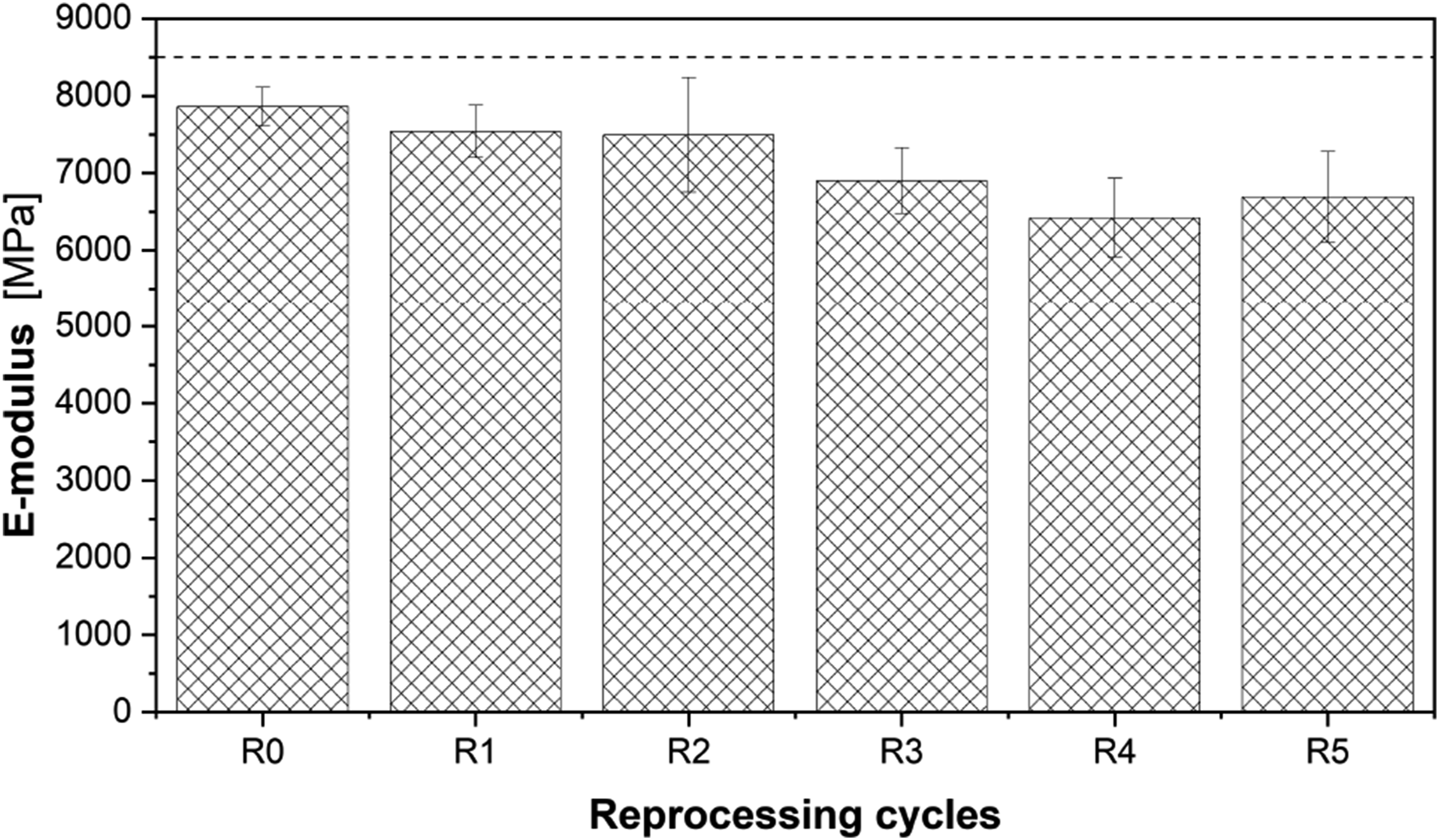
Further, tensile tests were conducted on specimens with a weldline to examine critical material behaviour under more realistic conditions, such as having multiple gates during injection moulding. It is known that material defects become more apparent at the weldline, indicating any morphological or structural changes within the material.
14
The results for SGH60 are illustrated in Figure 10. Despite the criticality of the weldline, insignificant changes in the strain at break with respect to the first processed material could be observed upon recycling (F (5, 54) = 1.91, p = 1.1). In terms of tensile strength however, significant changes could be detected when comparing R1, R2 and R3 on the one hand with R0 and R5 on the other hand. Stress-strain curves recorded during tensile of SGH60 samples with weldline according to DIN ISO EN 527 with type 1A specimens at 5 mm/s.
Similarly, the elastic modulus of SGH60, shown in Figure 11, remained largely unaffected following repeated recycling. Post-hoc analysis evidenced a stability of the modulus from R3 to R5 (F (2, 27) = 1.41, p = 0.25). Generally, the elastic modulus of 1250 MPa is lower than that measured for samples without a weldline, with an average value of 5900 MPa. E-modulus obtained from the tensile test of SGH60 with weldline measured according to DIN ISO EN 527 with type 1A specimens at 5 mm/s.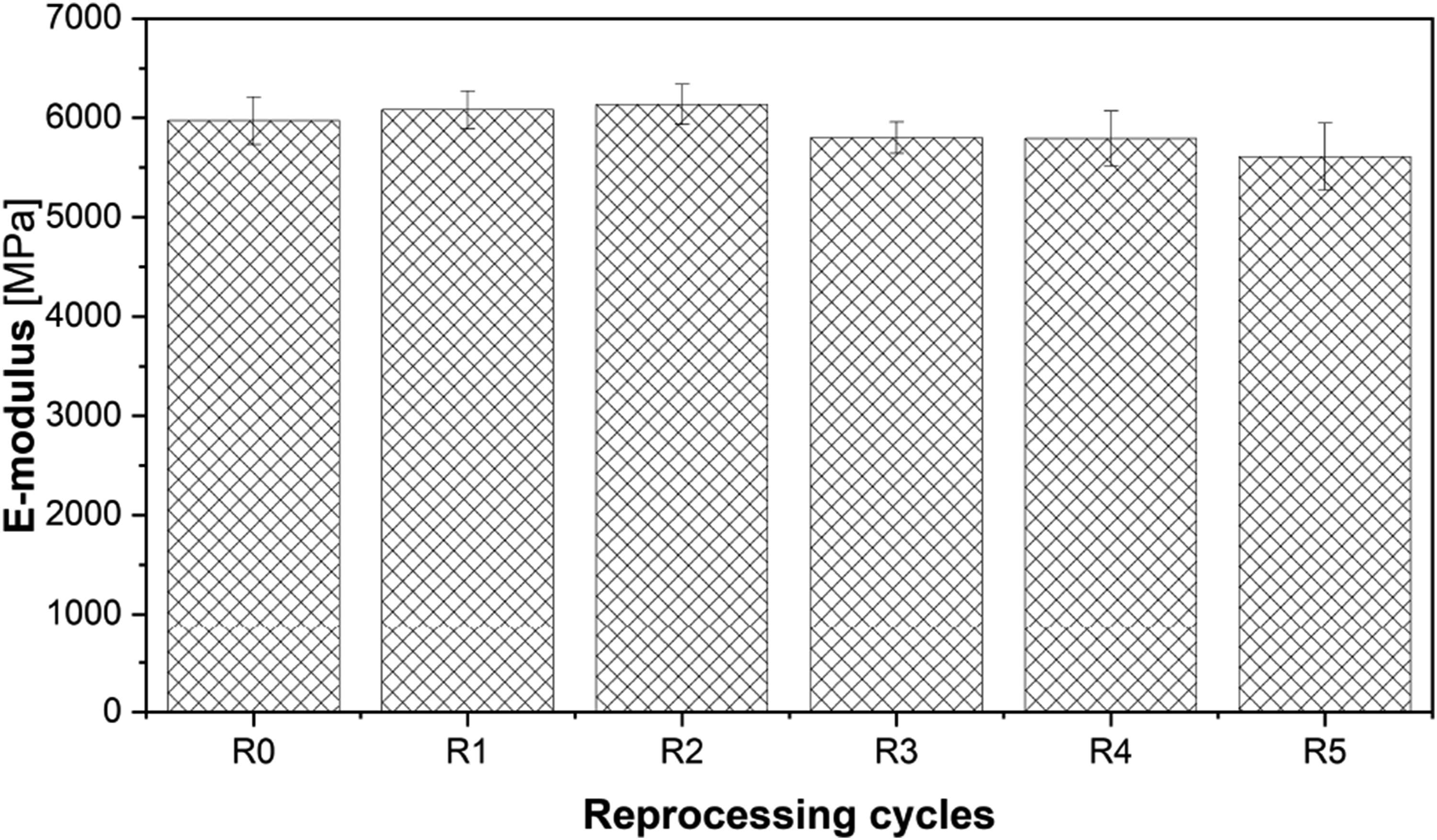
Impact behaviour of recycled SMA
Further, SGH60 with and without weldline were tested for impact behaviour (Figure 12). For the specimens without weldline, R1 to R5 exhibited an impact tensile strength of 145 kJ/m2 to 79 kJ/m2, with significant variation due to repeated recycling (F (5, 33) = 78.78, p < 0.0001). This correlates well with the decrease in glass fibre length due to repeated rercycling. The impact tensile strength measurements of specimens with weldlines demonstrated insignificant differences in impact toughness, which ranged from 140 kJ/m2 (R5) to 153 kJ/m2 (R1). R1 (M = 152.78, SD = 6.12) and R2 (M = 150.64, SD = 6.24) demonstrated comparatively higher impact toughness values compared to R3, R4 and R5 (R5: M = 140.08, SD = 5.95). The first processed material demonstrated an impact strength value that fell within the range of the established mean value, with an impact toughness of 149 kJ/m2. Considering the results of fibre length measurements as a function of processing runs, they do not correlate with the impact strength measurements. Accordingly, the tensile impact strength exhibited by specimens with weldlines is not primarily influenced by the shortened fibres, but is dominated by the interactions of the matrix in the flow front. Impact tensile strength of SGH60 with and without weld line with specimen type three according to DIN EN ISO 8256 with a 7 J/4 J hammer and 60 g/30 g cross yoke.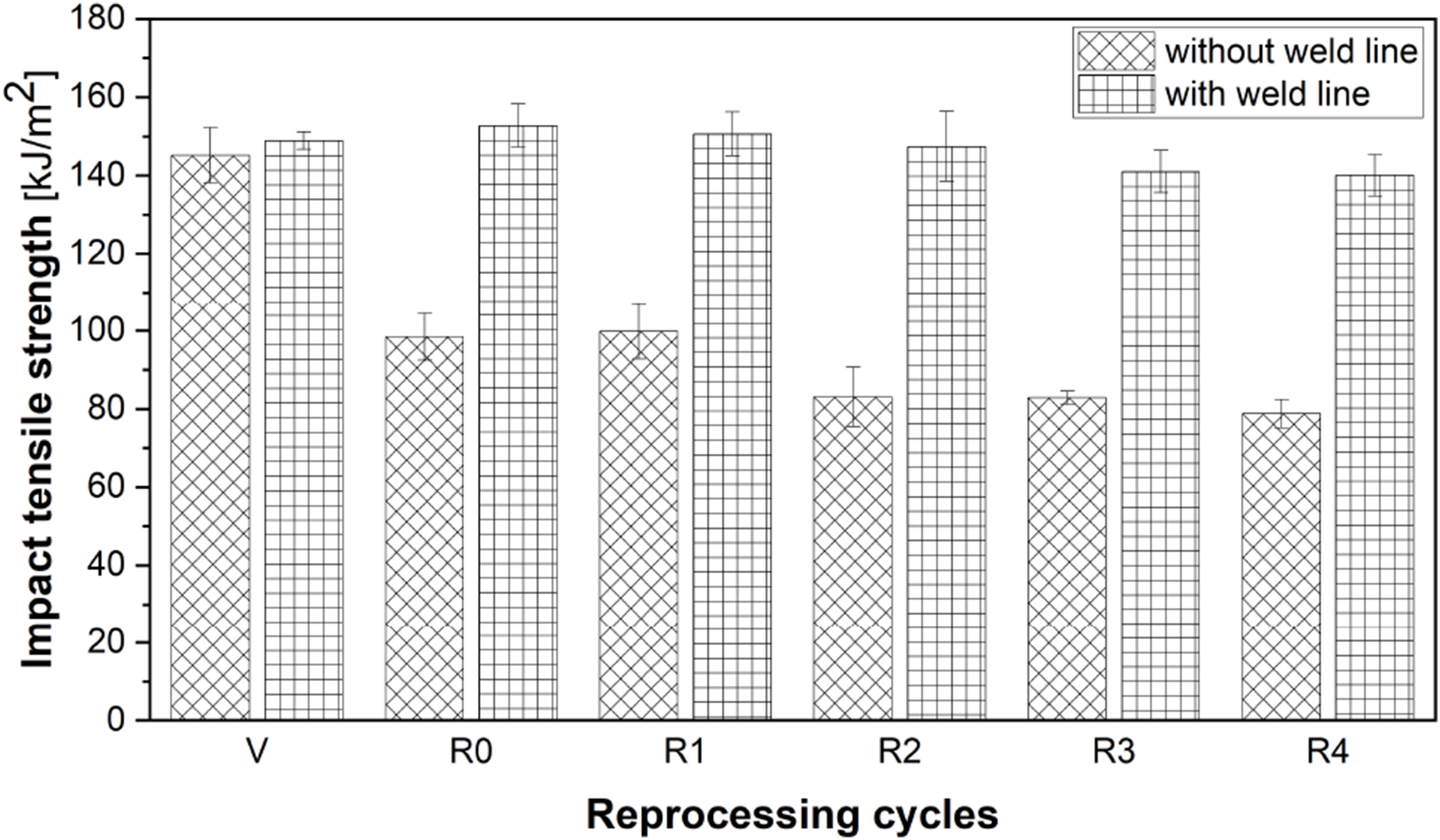
Thermal behaviour of recycled SMA
The DSC curves of the second heating cycle performed for both virgin (V) and recycled material (R4) are illustrated in (Figure 13). It becomes evident that the onset temperature for glass transition underwent a minor shift from 110.78°C to 108.94°C. This shift is considerably minor, especially since it occurs after four recycling runs. Based on this observation, it can be concluded that the four recycling and reprocessing cycles did not negatively impact the thermal stability of the material. DSC curves obtained after second heating cycle for virgin SGH60 (V) and after four reycling runs.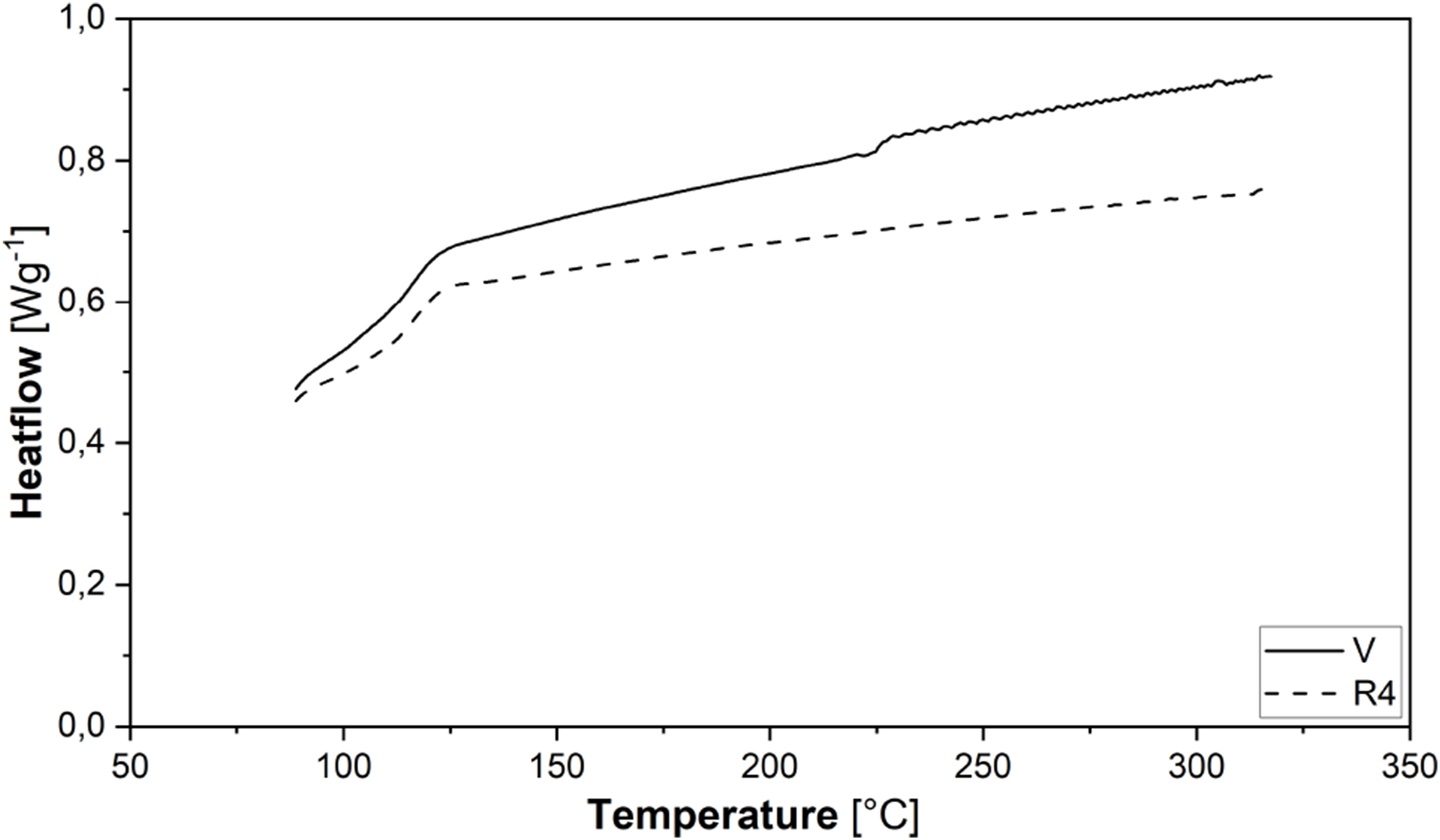
Conclusion
The investigations carried out on the materials Xiran®SM200 and Xiran®SGH60 show clear differences in their behaviour upon recycling. Regarding the mechanical properties, it is evident that the tensile strength of SGH60 undergoes a decline following each recycling cycle. While the first processed material exhibits a tensile strength of 99 MPa, the fifth recycling run results in a tensile strength of only 74 MPa. This decline is primarily attributed to the reduced length of the glass fibres upon processing, a phenomenon that exerts a significant influence on the mechanical properties of the material. In contrast, the elongation at break demonstrates a consistent stability across the recycling runs. The impact strength of the SGH60 demonstrates a significant decrease from 145 kJ/m2 after first processing down to 78 kJ/m2 after five recycling runs. Again, this decline was found to correlate with the reduction in glass fibre length upon recycling. The rheological properties, measured by the MVR value, demonstrate a decline following each recycling cycle. However, for further processing-relevant statements, rheometer measurements, high-pressure capillary rheometer tests, or measurements with a flow spiral are necessary, as these reveal the shear-thinning behaviour of plastics. The IR spectra showed no significant differences between the virgin material and the various recyclates, indicating that the chemical structure of the material remains largely intact. The GPC analyses showed that the molecular weight initially increases after the first recycling cycle and then remains constant, indicating stability of the material chemistry. Based on the aforementioned results, that indicate slight but significant deterioration in the mechanical properties (often also visible after the second recycling run) and based on the fact that the use of recycled material is practically carried out by mixing recycled material into virgin pellets, it can be concluded that both SMA SGH60 and SM200 can be considered for mechanical recycling. The reactive properties of maleic anhydride are clearly evident in the examined SMA samples. These help to maintain the overall properties of the glass fibre reinforced SMA, thus allowing recycling over multiple cycles. However, it should be noted that this study focused on production waste on a laboratory scale with a high degree of purity. If post-consumer SMA is to be recycled, contamination and material aging are expected to have a negative impact on its processability and on the final quality of injection moulded parts.
Footnotes
Acknowledgements
Special thanks are dedicated to Mürdter Metall- und Kunststoffverarbeitung GmbH for the support of this work. The materials XIRAN® SM200 and XIRAN® SGH60 were kindly provided by Aurorium.
Ethical considerations
This article does not contain any studies with human or animal participants.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the European Regional Development Fund (ERDF) within the scope of the project KI-Werkstatt Mittelstand (AI Factory SME) in its subproject KI-ProWitA (grant number FEIH 2486678).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data are contained within the article. Further data are available upon request.