
Abstract
This study investigates the influence of sodium hydroxide (NaOH) surface treatment on the out-of-plane auxetic behavior and mechanical properties of hemp/polylactic acid (PLA) nonwoven composites. Untreated and alkali-treated hemp fibers (2.5 wt.%, 5 wt.%, and 7.5 wt.% NaOH) were used to fabricate needle-punched nonwovens with 50 wt.% PLA. Scanning electron microscopy (SEM), thermogravimetric analysis (TGA), and Fourier-transform infrared spectroscopy (FTIR) were employed to analyze surface morphology, thermal stability, and chemical changes, respectively. Alkali treatment effectively removed hemicellulose and lignin, enhanced surface roughness, and improved fiber matrix adhesion. Mechanical testing revealed that 5 wt.% NaOH treatment yielded the highest tensile strength due to optimal interfacial bonding and mechanical interlocking. However, out-of-plane Poisson's ratio measurements indicated a decrease in auxetic magnitude with increasing NaOH concentration, with the maximum negative Poisson's ratio of approximately −6.5 observed for untreated composites and −2.3 for treated ones. The results demonstrate that improved interfacial bonding enhances strength but restricts fiber rotation and reorientation, leading to reduced auxetic behavior. This work establishes a direct correlation between fiber surface modification and auxetic tunability, providing valuable insight into designing sustainable, functionally adaptive composites for structural and protective applications.
Introduction
Natural fiber reinforced polymer composites, a robust alternative to typical synthetic materials, have gained popularity because of the growing emphasis on sustainability.1,2 Among these, hemp fibers have shown tremendous potential as reinforcement due to their low environmental impact, high specific strength, and biodegradability. In addition to providing mechanical strength, hemp-based composites address the critical demand for environmentally friendly materials in engineering applications by combining with biodegradable polymer matrices such as polylactic acid (PLA) and promoting a circular material economy.3,4 Although hemp fibers’ unique hierarchical structure, consisting of cellulose, 5 hemicellulose, and lignin, provides mechanical benefits, their hydrophilic nature and surface impurities typically limit optimal interfacial adhesion with various polymer matrices.6–8 Enhancing interactions between fibers and matrix is therefore critical for unlocking the full potential of these composites in structural and functional applications. 9
Recent studies have focused on functionalizing natural fibers to improve interfacial bonding and composite mechanical performance.10,11 Chemical treatments, such as sodium hydroxide (NaOH), are frequently used to modify the surface fiber by removing surface waxes, hemicellulose, and lignin, increasing surface roughness, and exposing reactive hydroxyl groups. 12 These enhancements improve wettability and allow for more mechanical interlocking with the polymer matrix, resulting in better stress transfer under mechanical loading.13,14 Alkali treatment can also alter the crystalline structure of the fiber, influencing auxetic responses and other complex deformation behaviors in addition to stiffness and tensile strength.15,16 Kar et al. report that NaOH treatment removes hemicellulose, lignin, and impurities from natural fibers, improving surface roughness and fiber–matrix adhesion. The treated fibers showed improved mechanical strength and thermal stability in composites. However, higher alkali concentrations can damage fiber structure and reduce performance. 17 Similarly, Muthukrishnan investigates the effect of alkali surface treatment on natural fibers used in polymer composites. NaOH treatment enhanced fiber wettability and interfacial bonding with the matrix, leading to improved stress transfer and tensile properties. The study also highlights that excessive treatment can weaken fibers and negatively affect composite performance. 18 While alkali treatments have been utilized to improve the mechanical properties of natural fiber composites, little is known about how they influence auxetic behavior, particularly in three-dimensional deformation modes.
The unexpected property of auxetic materials, which are distinguished by their negative Poisson's ratio, is that they expand laterally when stretched and contract laterally when compressed.19–21 Auxetic composites are intriguing for applications ranging from protective gear and medical equipment to aerospace and automotive components due to their unique mechanical response, which enhances energy absorption, shear resistance, and indentation toughness.22,23 Because planar auxetic designs are so straightforward to produce, much research on natural fiber-reinforced composites has focused on in-plane auxetic behavior. However, the potential of out-of-plane auxetic responses, which define transverse deformation perpendicular to the plane of applied load, in structural applications, such as impact mitigation and morphing structures, is becoming increasingly recognized. As a result, it is critical to understand how fiber treatment affects out-of-plane auxeticity, both fundamentally and practically.
Our previous research demonstrated the development of sustainable reentrant hemp/PLA nonwoven composites with both in-plane and out-of-plane auxetic responses. 24 The study found that the material can achieve a tunable negative Poisson's ratio while maintaining mechanical integrity due to a unique combination of needle-punched hemp nonwoven fiber reinforcement with PLA. The study used untreated hemp fibers; therefore, it is unknown how chemical treatment could influence the auxetic response, even though these composites exhibited positive auxetic performance. Stress transmission at the interface regulates the cooperative movement of the deformed fibers in nonwoven under applied strain; hence, fiber surface chemistry and fiber-matrix adhesion are likely to influence out-of-plane deformation mechanisms.
The current study extends previous research by investigating how NaOH treatment influences the out-of-plane auxetic behavior of hemp/PLA nonwoven composites. To systematically change the fiber surface, three different concentrations of NaOH (2.5 wt.%, 5 wt.%, and 7.5 wt.%) were applied for an hour at room temperature. Poisson's ratio measurements under controlled deformation were utilized to quantify the out-of-plane auxetic response. This study provides new insights into the tunability of auxetic behavior in sustainable composites by establishing a link between chemical treatment, fiber morphology, and auxetic performance.
Experimental
Materials and methods
The raw materials used in this research were hemp fibers and PLA. Zhejiang Lujin Textile Technology Limited (China) provided hemp fibers, whereas Aogu Biotech Limited (China) supplied PLA (R17009A, density 1.24 g/cc). The previously published paper mentioned basic material specifications. 24 The solvent used was chloroform (Sigma, Germany), and needle punching was done with 36-gauge needles (Mayboos, Amazon). Sigma, Germany, supplied the NaOH required to chemically treat hemp fibers.
Hemp fibers were manually opened to create nonwoven webs that were evenly spaced and randomly oriented. Twelve webs were made and stacked based on their areal weight, then needle punched at a density of 50 punches cm−2 and a penetration depth of 10 mm. The technique resulted in a thick, cohesive nonwoven sheet measuring about 150 × 150 × 5 mm. The nonwoven was sliced into rectangular strips (2.5 cm wide and 5.00 ± 0.25 mm thick) to assess the out-of-plane auxetic response of the samples. Hemp fiber strips were treated with different concentrations of NaOH (2.5 wt.%, 5 wt.%, and 7.5 wt.%) at room temperature for 1 h. The strips were immersed in the NaOH solution for the specified amount of time before being rinsed with distilled water. Rinsing is necessary to neutralize the fibers and remove the residual NaOH. Fibers are finally dried in an oven at 60 °C for 24 h. Nonwoven hemp/PLA composites were created by dissolving a specific amount of PLA powder in chloroform using a magnetic stirrer. To guarantee thorough PLA infiltration, both treated and untreated hemp nonwovens were submerged in a PLA solution for 1 hour. The samples were subsequently removed and dried at 60 °C for 24 h to evaporate the solvent, resulting in uniformly dispersed PLA across the fiber network. The composite weight was measured to determine the PLA content of the nonwoven structure. Based on previous research, 24 composites containing 50% nonwoven hemp exhibited the most favorable out-of-plane auxetic response and mechanical performance. Therefore, in this study, the hemp fiber content was fixed at 50% for both treated and untreated samples to ensure consistency and to specifically evaluate the influence of NaOH treatment on the auxetic and mechanical properties of the composites. A schematic of the process of preparation of nonwoven, NaOH treatment, and composite fabrication is shown in Figure 1 (a).
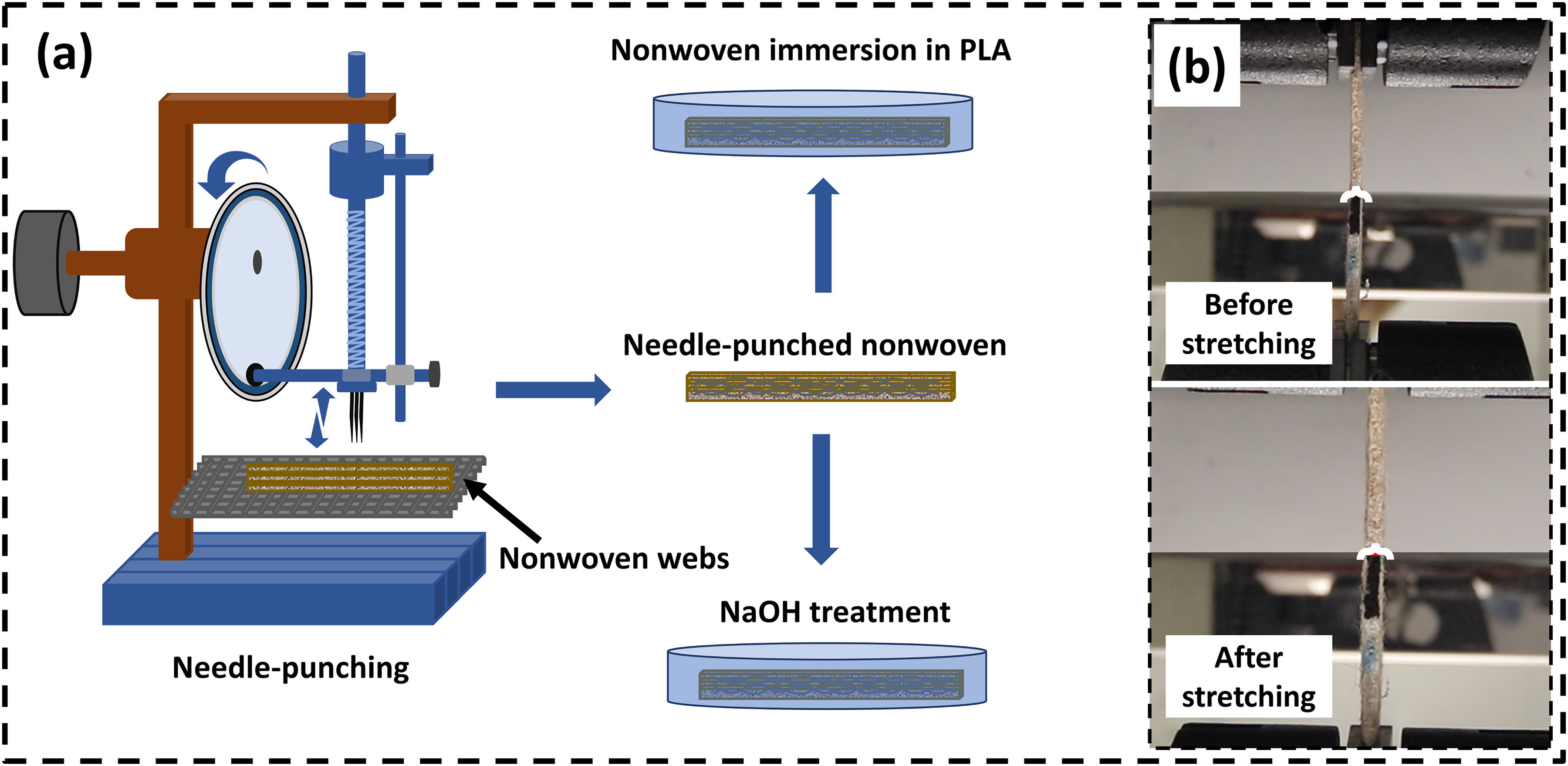
(a) A schematic of the needle punching and composite fabrication method, (b) change in thickness of the samples before and after stretching.
(Figure 1).
To improve fiber-matrix bonding and establish a stable auxetic structure, the impregnated nonwoven samples were compression-molded at 4.5 MPa and 57 °C for 10 h, then cooled at the same pressure for 4 h. The temperature was chosen around the PLA glass transition to allow for adequate polymer softening and interfacial adhesion. Before testing, all manufactured composites were conditioned at room temperature for 24 h to ensure dimensional stability and reduce residual stress.
Characterization
Treated and untreated composites, after heat compression, were subjected to mechanical testing to assess their tensile performance. The tests were carried out on an Instron Universal Testing Machine (Model 4411) fitted with a 10 kN load cell under uniaxial tension. Each specimen had a gauge length of 100 mm, and the loading was applied at a rate of 10 mm/min under ambient laboratory conditions. Tensile testing of the composite was also conducted while recording the deformation using a video setup to capture the out-of-plane response. A schematic of the setup is given in Ref. 24 (Figure 3). A marked region on the sample surface was used to track thickness variation during stretching for Poisson's ratio calculation. Images of the samples before and after stretching are included, showing the change in thickness due to applied strain, which highlights the effect of NaOH treatment on the out-of-plane Poisson's ratio.
Microscopic analysis of the fibers and composites was carried out with a field emission scanning electron microscope (Tescan MIRA) and an optical microscope (Leica DM1750 Optical Microscopy). Sample preparation was done by sputtering, followed by SEM characterization to observe the fiber's morphology and changes that occurred due to alkali treatment. Before the analysis, samples were attached to aluminum holders using double-sided electrically conductive carbon tape. All measurements were taken at room temperature.
Bruker Vertex-70 Fourier transform infrared spectroscopy (FTIR) was used to examine the alterations in chemical structure resulting from chemical treatment. A machine equipped with an ATR (attenuated total reflection) bridge was utilized, and the analysis was conducted in reflection mode. Compressed fiber samples were positioned beneath the ATR crystal for analysis. Ten spectra were recorded for each sample, and the average values were subsequently utilized for analysis.
The mass loss of treated and untreated fibers was measured using a thermogravimetric analyzer (Mettler Toledo TGA/DSC3+). A 5 mg fiber sample was weighed and evaluated in an air atmosphere with temperatures ranging from 50°C to 550°C and a heating rate of 10°C/min. The samples are placed into the TGA using an aluminum oxide crucible, where mass loss is measured.
Results and discussion
Microscopic analysis of the fibers
SEM images provide a great overview of the physical changes that occur on the surface of the fiber following alkali treatment. The surface morphology of the fibers before and after chemical treatment is depicted in Figure 2. Figure 2 (a) demonstrates the cylindrical structure of untreated hemp fiber with parallel microfibrils. Untreated fiber contains oil, waxes, and other impurities derived from the nature of hemp's source. Figure 2 (b)–(d) shows fiber surfaces treated with 2.5%, 5%, and 7.5% NaOH, respectively. Varying the NaOH concentration results in different levels of treatment on the fiber surface, which are proportional to the intensity of the reaction. Increasing the NaOH concentration promotes the release of OHˉ ions in water, resulting in a noticeable removal of undesirable compounds from the fiber surface. 25 The alkali treatment removes these unwanted substances and smooths the surface, which reduces fiber diameter.
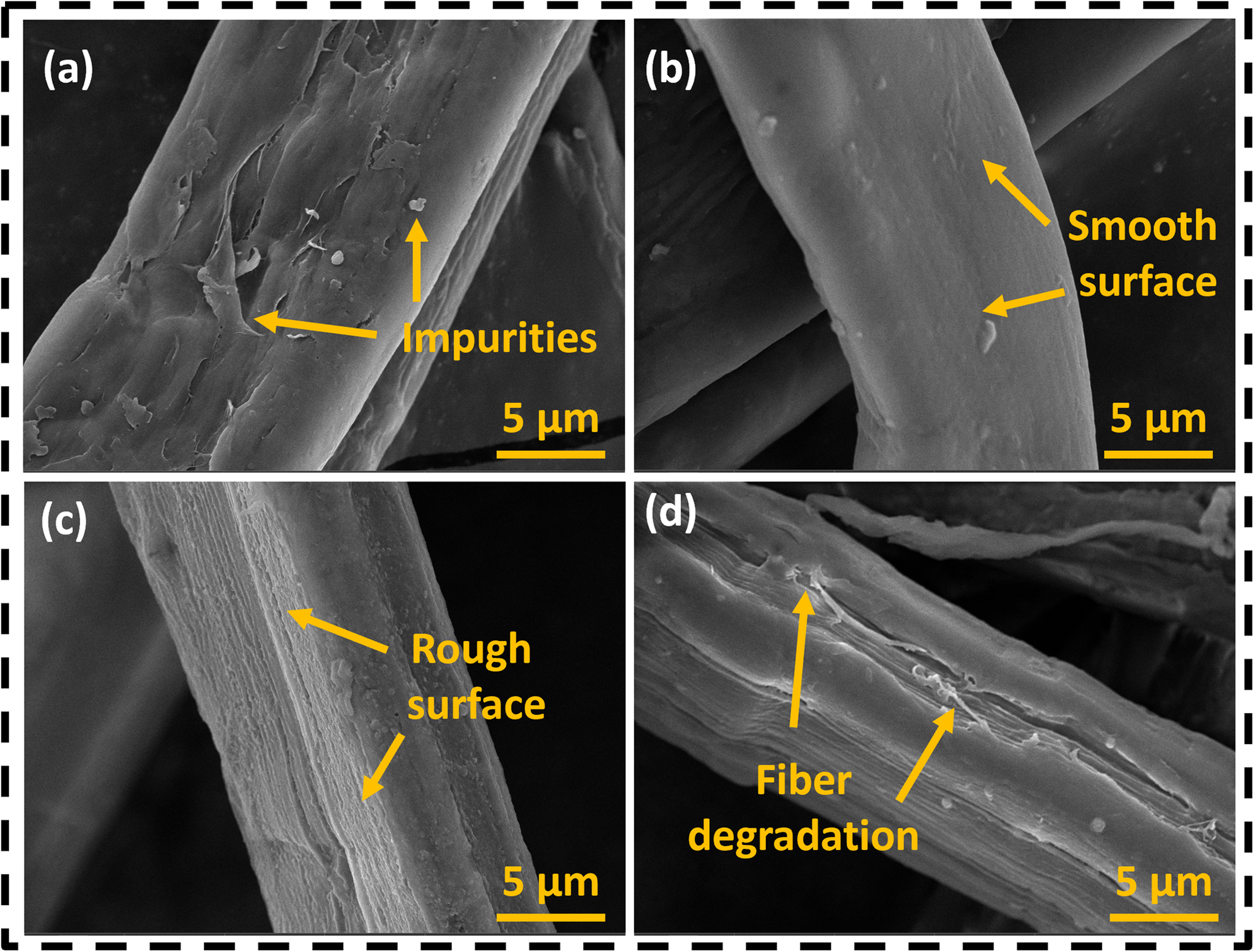
SEM of (a) untreated fibers and treated fibers with (b) 2.5%, (c) 5%, and (d) 7.5% of NaOH.
(Figure 2).
Treatment with 2.5 wt.% NaOH removes some of the impurities, but some remain, as shown in Figure 2 (b), whereas Figure 2 (c) clearly shows the entire removal of impurities induced by 5 wt.% NaOH treatment. This type of removal validates the optimal concentration for impurity removal. It should be noted that 5 wt.% NaOH additionally roughened the fiber surface by eliminating the fibers’ hemicellulose and lignin. Rough surfaces are advantageous for employing fibers as reinforcement in composite manufacturing because they aid in the mechanical interlocking of the fiber amid the matrix material, improving fiber and matrix adherence. The fiber surface appeared to be affected when treated with a high concentration of NaOH, i.e., 7.5 wt.%, as shown in Figure 2 (d). This is due to the high concentration of NaOH, which degrades and breaks the fiber. Degradation and fiber breakage show that 7.5 wt.% NaOH dissolves an excess of non-cellulosic components, such as hemicellulose and lignin, hence degrading the fiber. Degraded fibers have poor strength and establish weak interfacial interactions with the matrix.
TGA and DSC analysis of the fibers
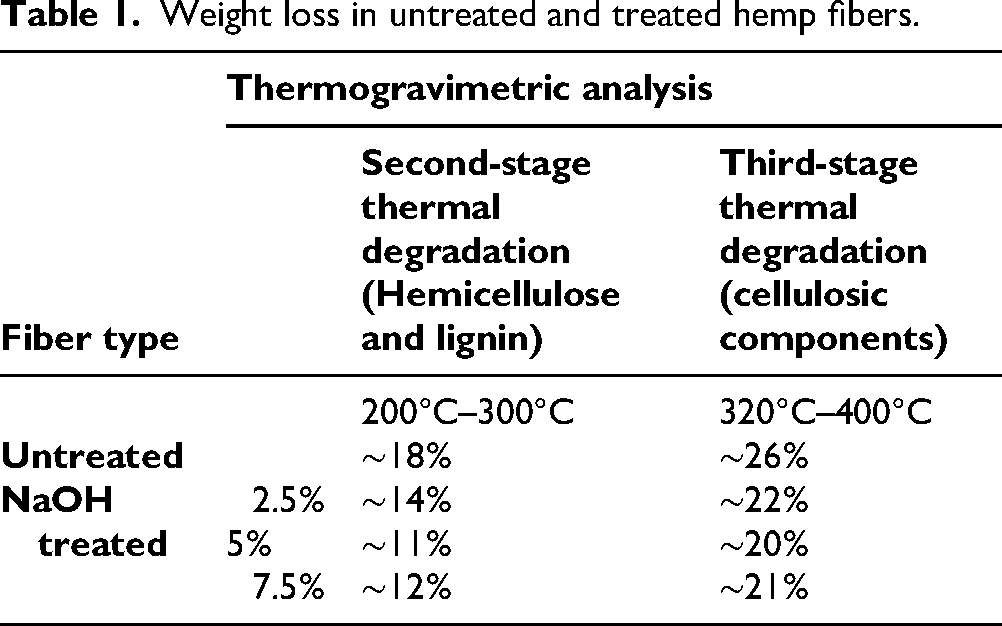
TGA analysis was used to investigate the variance in weight loss of treated and untreated hemp fibers at different temperatures. The weight loss curves of the fibers are shown in Figure 3 (a). Each TGA curve demonstrates three stages of mass loss. The first stage, which occurs between 30°C and 110°C, corresponds to the release of moisture from the fibers. At temperatures ranging from 200°C to 300°C, the second stage involves the degradation of lignin and hemicellulose. The final stage, which takes place at a higher temperature of 340°C to 380°C, is associated with the thermal destruction of α-cellulose and other non-cellulosic substances found inside the fiber. The first stage of moisture removal was found for all fiber types; however, the second stage revealed that untreated fibers were less stable than treated fibers. In this stage, degradation begins at lower temperatures for untreated fibers, i.e., around 200°C, but treated fibers are stable up to 250°C. The degradation rate and reduced mass loss of treated fibers as compared to untreated fibers indicate their excellent thermal stability. This could be related to the removal of amorphous hemicellulose and lignin from the fibers, which improves hydrophobicity and causes better interfacial bond formation during composite manufacture. 26 The TGA analysis revealed a clear improvement in thermal stability after NaOH treatment. The untreated fiber showed higher mass loss (18% and 26%) in the 200°C–300°C and 320°C–400°C regions, respectively, whereas the 5% NaOH-treated fiber exhibited the lowest losses (11% and 20%) as indicated in Table 1. This indicates that moderate alkali treatment effectively removes amorphous components, enhancing fiber thermal resistance (Figure 3).
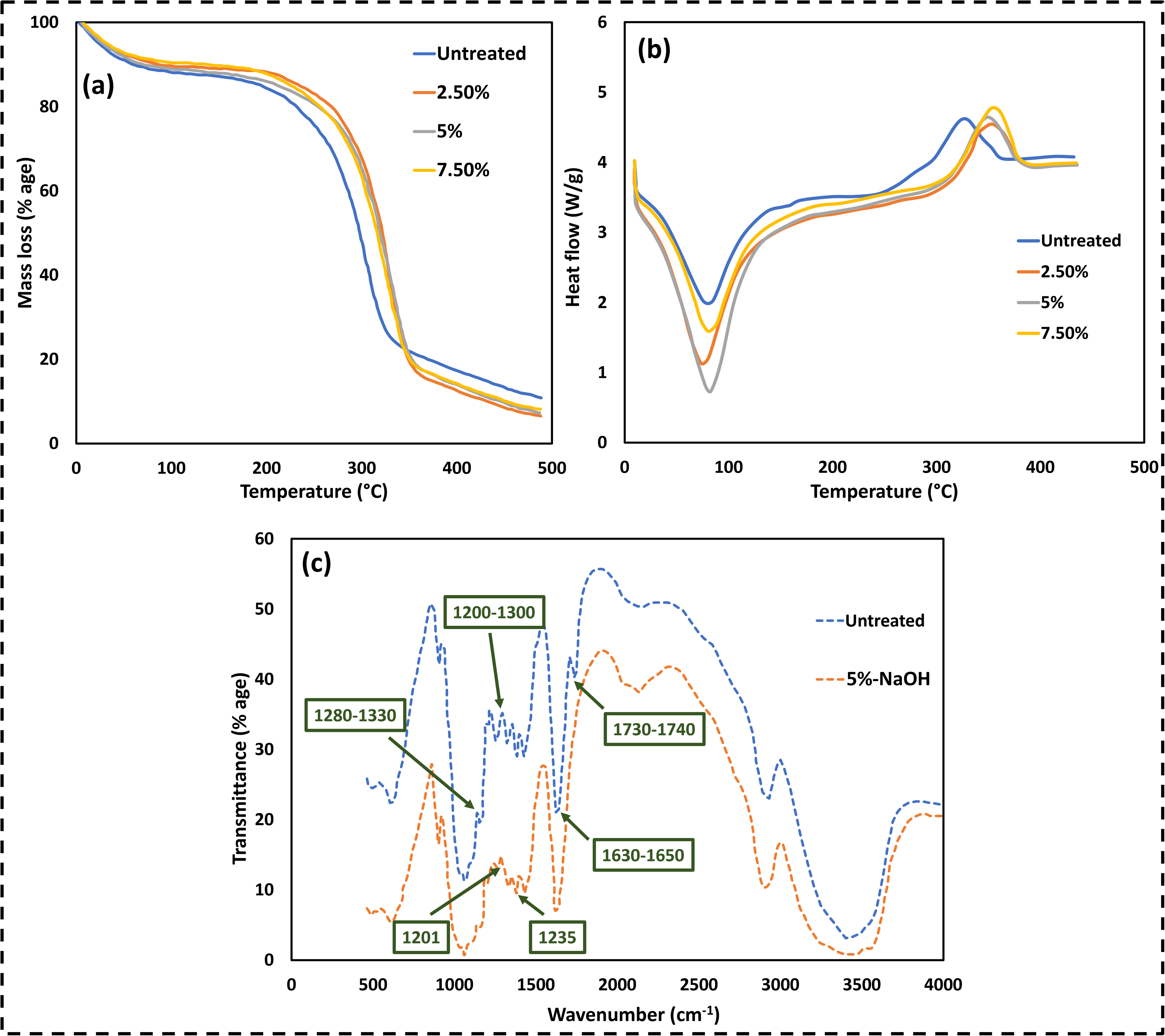
(a) TGA, (b) DSC, and (c) FTIR analysis of treated and untreated fibers.
Weight loss in untreated and treated hemp fibers.
The differential thermal analysis demonstrated the same behavior as the TGA, as shown in Figure 3 (b). At roughly 100°C, the first endothermic peak was observed, followed by the second exothermic peak between 260°C and 380°C. The first peak corresponds to the loss of moisture from the fibers. Because of changes in chemical treatment, the thermal energy of the treated fibers in the first peak region differs. Each NaOH concentration has a different effect on moisture absorption, causing thermal energy to vary. No peak was found between 110°C and 200°C, showing that the fibers are thermally stable. Previous study indicates that lignin degrades at around 200°C, whereas other available components, such as hemicellulose and α-cellulose, degrade at greater temperatures. The exothermic peak is associated with lignin, α-cellulose, and hemicellulose degradation. It appears between 260°C and 370°C for untreated fibers, but it changes to 300°C–385°C for treated fibers. The shift is the result of chemical treatment, which partially removes the lignin, hemicellulose, and α-cellulose components and allows the fiber to reach a higher temperature to entirely remove these components. Peak shift also indicates that the thermal stability of the treated fibers has improved. Furthermore, the elimination of lignin and hemicellulose renders the fiber surface hydrophobic since the lignin and hemicellulose are no longer available to bind water molecules. 7.5% NaOH-treated fiber demonstrated greater thermal stability than other treated fibers, indicating an increased hydrophobic nature of the fiber.
FTIR analysis of the fibers
FTIR analysis of the untreated and treated fibers was also performed, as shown in Figure 3 (c). Peaks observed in the spectral regions of 1730–1740 cm−1 and 1200–1300 cm−1 indicate the presence of hemicellulose and lignin components in the analyzed samples, as denoted by the C = O linkages. For the untreated fibers, peaks were detected at 1737, 1252, and 1201 cm−1. However, these peaks decrease in size after alkali treatment. This reduction in peak heights suggests that the alkali treatment effectively removes hemicellulose and lignin from the fibers. Additionally, smaller peaks were observed between 1280 and 1330 cm−1 in the alkali-treated fibers compared to the untreated fibers. This finding further supports the notion that alkali treatment removes a proportion of hemicellulose. 27 It is worth noting that the intensity of peaks between 1630 and 1650 cm−1 slightly increases after alkali treatment, which can be attributed to the formation of water molecules resulting from the reaction between sodium hydroxide and cellulose hydroxyl groups.
Out-of-plan auxetic behavior of the treated and untreated fiber composite
The out-of-plane auxetic behavior of an untreated hemp/PLA composite comprising 50 wt.% PLA was investigated under uniaxial tensile loading. At low strain levels (<0.05), the untreated composite showed a strong negative slope in the Poisson's ratio curve, indicating fast expansion owing to buckling and rotation of fiber columns, as seen in Figure 4 (a). In treated composites, the initial auxetic deformation was less severe, and the curves flattened more quickly. The negative Poisson's ratio (NPR) attained a maximum value of roughly −6.5, similar to previous studies for 50 wt.% PLA composites. 24 Beyond this strain, the magnitude of NPR steadily reduced, remaining negative until fracture. As the composite was created via needle punching, which produces vertically aligned fiber columns within the structure (Figure 4 (b)). By heat compressing these needle-punched composites, vertical fiber columns deform and turn into inclined and buckled columns, as shown in Figure 4 (c) and (d). When stretched, the composite showed an NPR, indicating its auxetic character. This out-of-plane auxetic response corresponds to the straightening of inclined and buckled fiber columns, which return to their original vertical position when axially stretched. The sample's thickness rose dramatically in the early phases of extension, indicating a high out-of-plane expansion in response to the axial strain. The initial high auxeticity is due to the reorientation of fiber columns, which tilt toward the vertical axis when tensile strain is applied. The inclined fibers operate as mechanical hinges, opening and increasing total thickness. In untreated composites, a dense network of entangled fibers is bound by the PLA matrix, with evident buckling zones near the columnar sections. The PLA matrix offered adequate bonding to secure fiber connections while still allowing for localized deformation. Heat compression at the glass transition temperature of PLA (57 °C) improved bonding and reduced porosity, resulting in stable auxetic deformation under loading. The glass transition temperature is reported to justify the selected compression molding temperature used during composite fabrication. 3 The porous nature of the needle-punched nonwoven structure (Figure 4 (c)) indicates that the interconnected fiber network initially contains voids, which are partially filled after PLA impregnation and compression molding. This partially porous architecture plays an important role in enabling fiber rotation and structural reorientation responsible for the observed out-of-plane auxetic deformation.
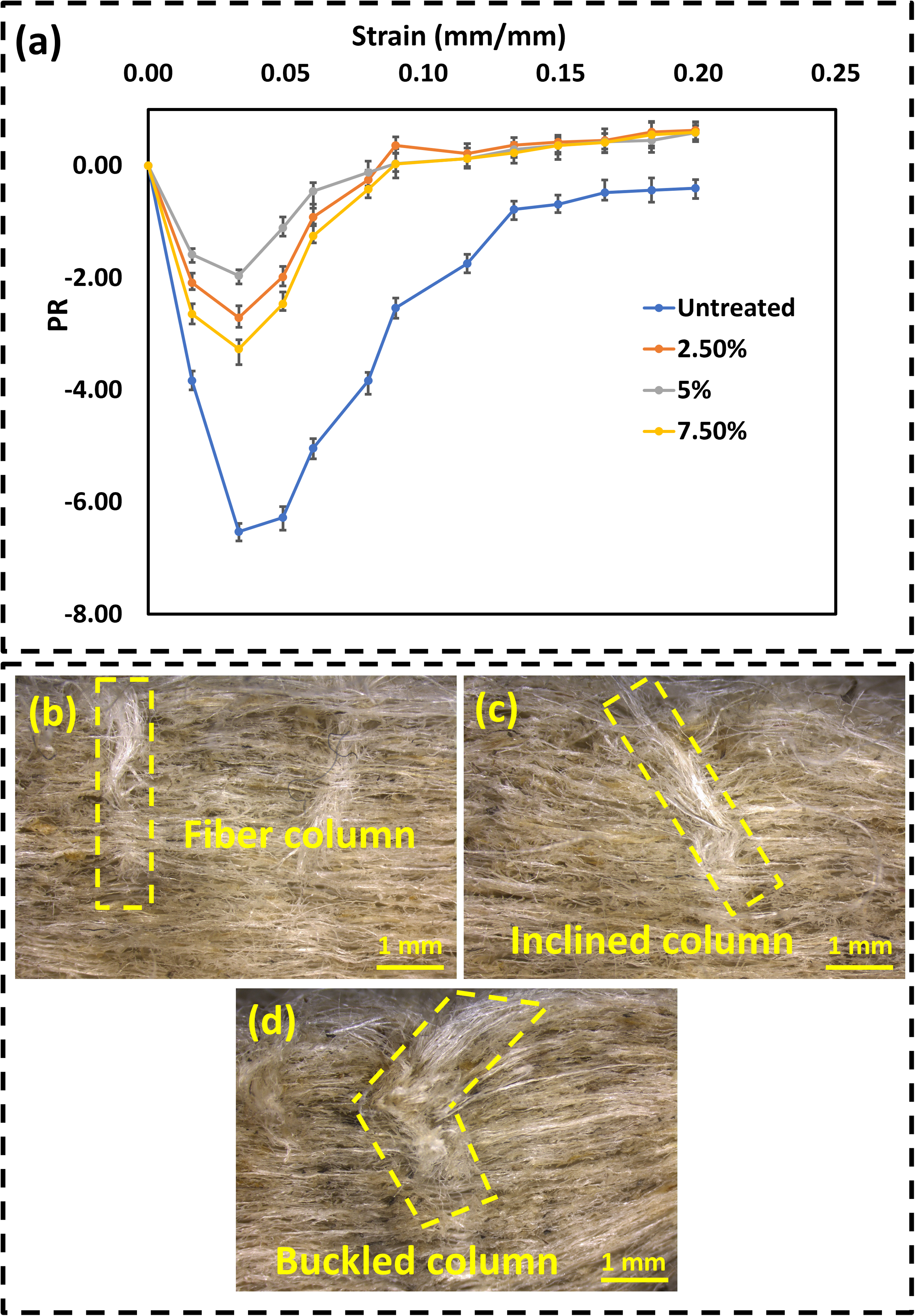
(a) Out-of-plane Poisson's ratio vs strain curves of untreated and treated composite. Optical microscopy of nonwoven hemp (b) as received, (c) and (d) heat-compressed nonwoven with inclined and buckled fiber columns.
(Figure 4).
Figure 4 (a) depicts the out-of-plane auxetic behavior of NaOH-treated hemp/PLA composites as compared to the untreated composite. All samples contained a fixed 50 wt.% PLA, guaranteeing that the observed differences in auxetic response were purely caused by the surface treatment's influence on the hemp fibers. The untreated composite exhibited the most apparent auxetic behavior, with the Poisson's ratio reaching a minimum of around −6.5 at a strain of 0.05. Individual fiber bundles in untreated composites can freely rotate and buckle when subjected to tensile load due to the poorer interfacial connection. The inclined fiber columns formed during heat compression tilt back towards the vertical direction, resulting in significant through-thickness expansion. In contrast, NaOH-treated composites (2.5%, 5%, and 7.5%) showed a steady decrease in the negative Poisson's ratio, showing that the auxetic effect was suppressed as the treatment concentration increased. The 2.5% and 5% NaOH treatment produces rough fibers that strongly bond with PLA due to mechanical interlocking, leading to low auxetic behavior. The bonded PLA covering works as a restriction, restricting fiber rotation and inhibiting the formation of buckled zones. While in the 7.5% NaOH-treated composite, fibers are degraded, hence loosely bind with the PLA, giving a higher auxetic effect in comparison to 2.5% and 5% NaOH treatment. Microscopic examination confirmed this observation. Optical images of treated composites demonstrated tighter fiber packing, fewer voids, and smoother fiber-matrix interfaces than the untreated structure (Figure 5 (c-e)). The PLA seemed more evenly dispersed around individual fibers, providing a continuous network that limited local deformation zones.
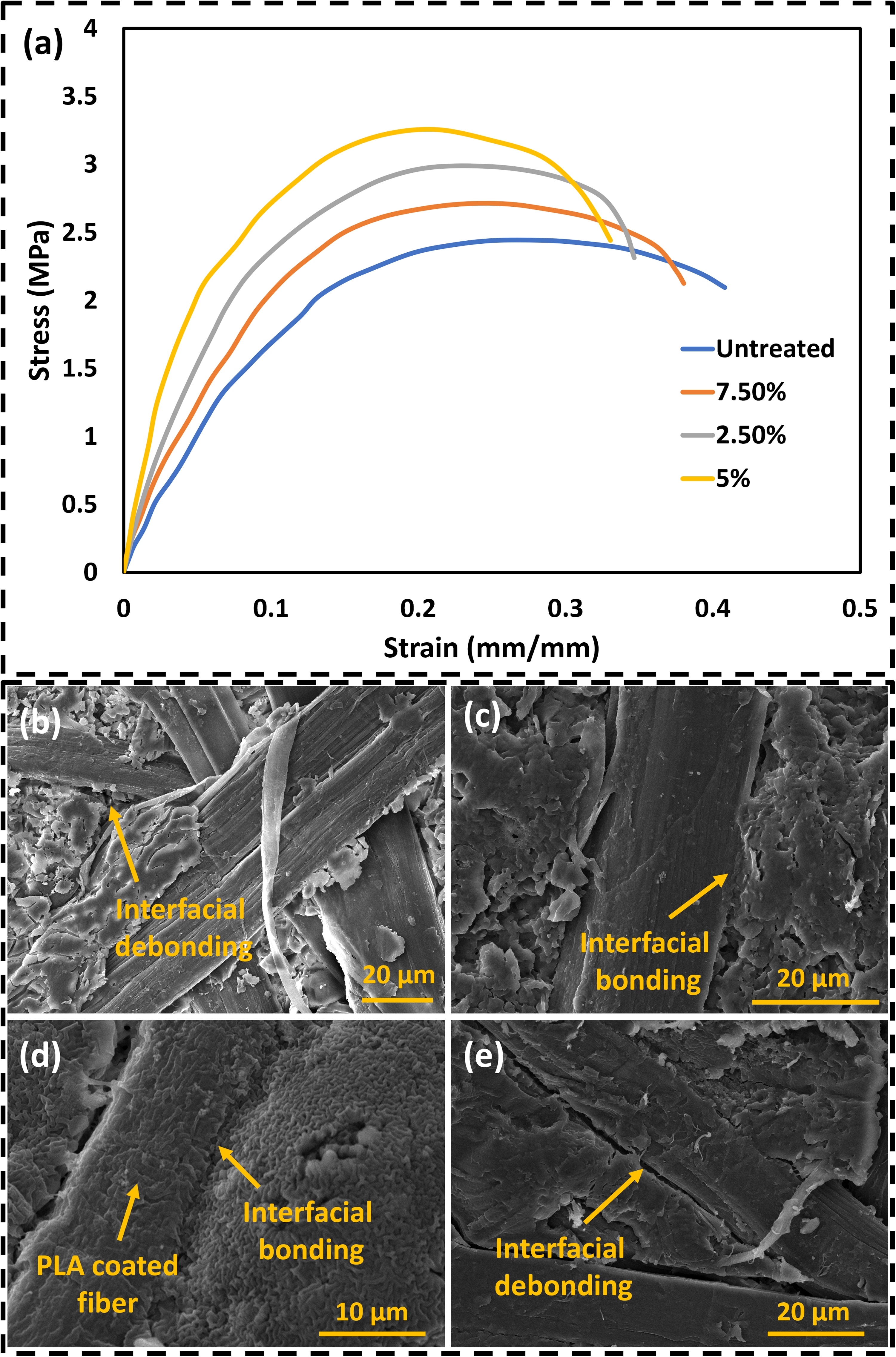
(a) Stress–strain curves of treated and untreated composite. SEM images of fractured (b) untreated composite and (c) 2.5%, (d) 5%, and (e) 7.5% of NaOH-treated composite.
The NaOH treatment resulted in a significant reduction in auxetic magnitude, with a minimum Poisson's ratio of approximately −2.3. Despite the drop in NPR magnitude, all treated samples maintained a negative Poisson's ratio region, indicating that auxeticity was not fully lost but rather tempered by microstructural stiffening. The decreased auxetic behavior after NaOH treatment can be attributed to increased interfacial bonding between the hemp fibers and the PLA matrix. Alkali treatment eliminates surface contaminants such as lignin, waxes, and hemicellulose, revealing hydroxyl groups and roughening the fiber surface. This change enables the PLA matrix to develop stronger physical and hydrogen connections with the fiber surface during compression and solidification. While this increased adhesion boosts the composite's tensile strength and dimensional stability, it also limits the relative sliding and reorientation of fibers within the nonwoven network, which are required for out-of-plane auxetic deformation.
Overall, the NaOH treatment led to a trade-off between auxeticity and stiffness. A low concentration (2.5–5%) produced composites with substantially lower NPR but significantly enhanced mechanical stability. A greater treatment amount (7.5%) resulted in better bonding compared to the untreated composite, effectively limiting fiber motion, resulting in the lowest auxetic response. The variation among treated samples demonstrates that the auxetic mechanism is extremely sensitive to interfacial characteristics: insufficient bonding allows for controlled deformation and debonding, whereas excessive bonding suppresses the very deformation mechanisms responsible for a negative Poisson's ratio.
Mechanical properties of the untreated and treated composites
The stress–strain curves for treated and untreated composites reinforced with 50% hemp fibers are shown in Figure 5 (a). As reported in our previous study, 24 composites containing different PLA contents (0–60 wt.%) were investigated, and the composite with 50 wt.% PLA exhibited the best combination of mechanical strength and auxetic response. Therefore, 50 wt.% PLA was selected in this study to evaluate the effect of NaOH treatment. The graphs show that alkali treatment has a significant effect on the strength of the composite. Fiber treatment with 2.5% NaOH significantly improves the strength of the composite. The highest strength was obtained when the fiber was treated with 5% alkali, whereas the lowest strength was obtained when the fibers were treated with 7.5% alkali. The improvement in mechanical properties in the treated composite is because of the strong interfacial bond formed by the treated fibers with the PLA matrix. 28 5% NaOH treatment produces the rough fiber surface, leading to the formation of mechanically interlocked regions, and hence, high tensile strength was achieved. As the NaOH concentration increases to 7.5%, the strength starts to decrease, which corresponds to fiber degradation caused by the high concentration of NaOH. The degraded fibers, therefore, decrease the overall strength of the composite. 29
(Figure 5).
Figure 5 (b-e) shows SEM images of fractured surfaces of treated and untreated hemp and PLA composites. The interaction between fibers and matrix changes dramatically as treatment concentrations are changed. The removal of hemicellulose and lignin by NaOH treatment alters the surface morphology, increasing surface roughness and hydrophobicity. Rough-surfaced fibers strengthen the interfacial link by mechanically interlocking with the matrix material. Furthermore, alkali treatment reduces the hydrophilicity of the fibers, resulting in higher interfacial strength. The broken surface of an untreated fiber composite is depicted in Figure 5 (b). Impurities, wax, and oils in untreated fibers prevent the establishment of strong interfacial bonds. 30 As a result, weak bonding and broken polymer particles were observed. Figure 5 (c) shows that fibers treated with 2.5% NaOH aid in the establishment of strong interfacial bonds. The 5% NaOH treatment not only cleans the surface but also roughens it, resulting in the mechanical interlocking of fibers and PLA matrix. Figure 5 (d) depicts a cracked composite containing fibers treated with 5% NaOH, with a good interfacial bond visible. The presence of PLA on the fiber surface also demonstrates the creation of a good interface. Fibers are degraded and broken when treated with 7.5% NaOH, lowering their strength. Figure 5 (e) shows that when degraded fibers are utilized to make composites, they do not create a good interfacial bond. Fiber breaking from concentrated alkali treatment, weak bonding, and the presence of PLA particles are all visible.
Conclusion
This research demonstrates that NaOH surface treatment significantly alters the interfacial characteristics and auxetic performance of hemp/PLA nonwoven composites. Alkali treatment effectively removes non-cellulosic components such as hemicellulose and lignin, improving fiber cleanliness, roughness, and compatibility with the PLA matrix. Among the treated samples, 5 wt.% NaOH treatment provided the optimal balance between fiber integrity and interfacial adhesion, yielding the highest tensile strength. However, enhanced bonding also restricted fiber reorientation and buckling, reducing the out-of-plane negative Poisson's ratio compared to untreated composites. While untreated samples exhibited strong auxetic responses due to greater fiber freedom, treated composites offered superior dimensional stability and mechanical robustness. These findings highlight the inherent trade-off between auxeticity and stiffness in chemically modified natural fiber composites and provide a foundation for tailoring interfacial properties to achieve specific mechanical and functional performance in sustainable auxetic materials.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Research Grants Council of the Hong Kong Special Administrative Region Government for the NSFC/RGC Joint Research Scheme (grant number N_PolyU516/20).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
All data that support the findings of this study are included within the article.