
Abstract
Tool wear and damage are unavoidable in machines which operate for long periods. The main objective of this study was the prediction and understanding of tool wear ahead of time. To achieve this a real-time monitoring system was needed which incidentally also improves product yield and efficiency. Traditionally, tool wear and working life have been estimated by past experience. To monitor the state of the tool, we used a method employing fractional-order chaotic self-synchronization system matched with extension theory to analyze, extract, and measure tool vibration signals. The fractional-order Chen–Lee chaotic system was used to detect differences in micro vibrations, resulting from different degrees of tool wear, and these were introduced into the master and slave systems. The extreme changes produced by micro differences in the chaotic system, and matter element module design based on the extension theory, were used to accurately determine tool status. Chaos theory, wavelet packet analysis, and Fast Fourier transform were then used to compare the results. This method can reduce the number of sensors and the time required for real-time monitoring of expected life compared to previous determination methods where temperature and current diagnostics must be included.
Keywords
Introduction
As we move into Industry 4.0 the need for more efficient and cost-effective machine tools is expanding rapidly. Wear is focused on the cutting tools, in addition to every moving part of the machines themselves, which in turn affect tool wear. Excessively worn tools produce defective products and reduce both yield and quality. To improve this situation, and to increase product yield and efficiency, real-time monitoring of tool condition is a major concern. The objective of this study was the monitoring of the actual state of the tool in real time, which can lead to the establishment of methods that can lead to improved machine efficiency.
The actual condition of a cutting tool can be described as normal, worn, or damaged.1,2 Normal processing wears a tool, and to clearly describe its state, we used the following descriptions in this study: normal, slight wear, medium wear, and severe wear, which more accurately indicates tool state.
Many recent studies have focused on the diagnosis of mechanical systems, such as bearings,3–5 AC generators, 6 gearboxes.7,8 Several different methods have been used for the monitoring and prediction of tool life and wear.9–12 Different diagnostic methods have also been used to determine error state, but most of them have given no consideration to the most common cause of defects, the actual tool. In this study, tungsten carbide steel cutters (specification of 10×10×30×75×4T) were used to cut aluminum workpieces, the goal being to determine the rate of tool wear over long periods of machining. The usual methods used for the determination of tool wear involve the use of sensors to monitor temperature, rotor current, and vibration signals. 13 In practice these sensors can interfere with each other and there is a high probability that readings will be in error. The use of only one sensor in this study eliminates this problem entirely and also reduces cost. In traditional methods, frequency number, usage time, and cutting distance 14 were used to determine wear but this approach is subjective and has no clear differences. Such traditional methods are unsuitable for the determination of tool life for a used tool and are not useful for a real-time monitoring system. The method used in this study requires only one operation cycle for the analysis of tool wear status. An artificial neural network15–17 is used to analyze the signals that indicate normal and defective operation. Extracted data are processed by Fourier transform to determine eigenvalue and differentiate status. However, an artificial neural network requires many samples for the establishment of a useable database and this makes it unsuitable for real-time monitoring. Furthermore, extracting tool use frequency, tool use time, and tool use distance is cumbersome and cannot be used to determine the life of a tool that has been used. Tool life determination using this method requires brand new tools. The proposed differential algorithm 18 allows the machine to learn the limits and self-adjust the system parameters. However, self-adjustment by the machine can be unreliable and there is a high probability of error. The four tool wear categories are determined by processed signals. Different damage levels have different eigenvalues which can be used to establish a dynamic error matter element model for different wear categories. However, if an optical microscope19,20 is used to determine wear level, it is time consuming to pull the tool after each processing cycle to check its status. Although this method is accurate and viable, the cost is too high and we did not take it into consideration. Finally, we explored the correlation between the material that is being cut and the resulting tool wear. For this, we referenced previous work,21–23 where Ni-Hard 4, DIN 1.4301, and TA15 had been tested. These investigations clearly showed that the condition of the worked material correlated with the speed of tool wear.
Our method is an improvement on previous work and uses chaotic self-synchronization to extract the eigenvalue of the tool signal focal point. This information is used to determine the dynamic error of the focal point. Analysis of the chaotic characteristics can identify tool status much faster than an artificial neural network which requires learning time. The single sensor used need only be an accelerometer and the resulting accuracy rate is equivalent to that of the three types of sensor needed for other methods. Finally, we compared three types of analysis using the Chen–Lee chaotic self-synchronization system for analysis. Extension theory was then used to analyze the wear state of tools as represented by the current eigenvalue.
In this study the fractional-order derivative method has also been used to improve the effectiveness and determine the initial value of the chaotic system. This method was proposed by Hu and He24 who also used the Fornberg–Whitham equation for all kinds of physical and engineering problems, 24 improvement of the Riemann–Liouville derivative, 25 and many other applications.26,27
This method is different from a normal chaotic system where processing has to be done to make a determination. The time required for detection is less and diagnostic precision was better. Rather than using wavelet packet analysis and Fast Fourier transform, these two methods use frequency domain to analyze the signals, which is not an optimal method for target nonlinear system real-time analysis. To realize Industry 4.0 needs, and to improve the status of existing machines, we propose using a smart machine tool real-time wear monitoring system based on fractional-order chaotic self-synchronization system.
Experimental machining system
Figure 1 shows the vertical machining center (QUASER MV154-C) specifications used in this study. 28 To measure tool vibration, a triaxial accelerometer was installed on the CNC clamp. The machine was used to process aluminum workpieces for long periods during which the tool status after the processing, and the differences in vibration signal, were observed to determine the current state of tool wear. Figure 2 shows some unprocessed vibration signals from tools at different stages of wear.

The MV154-C machine used in this study.
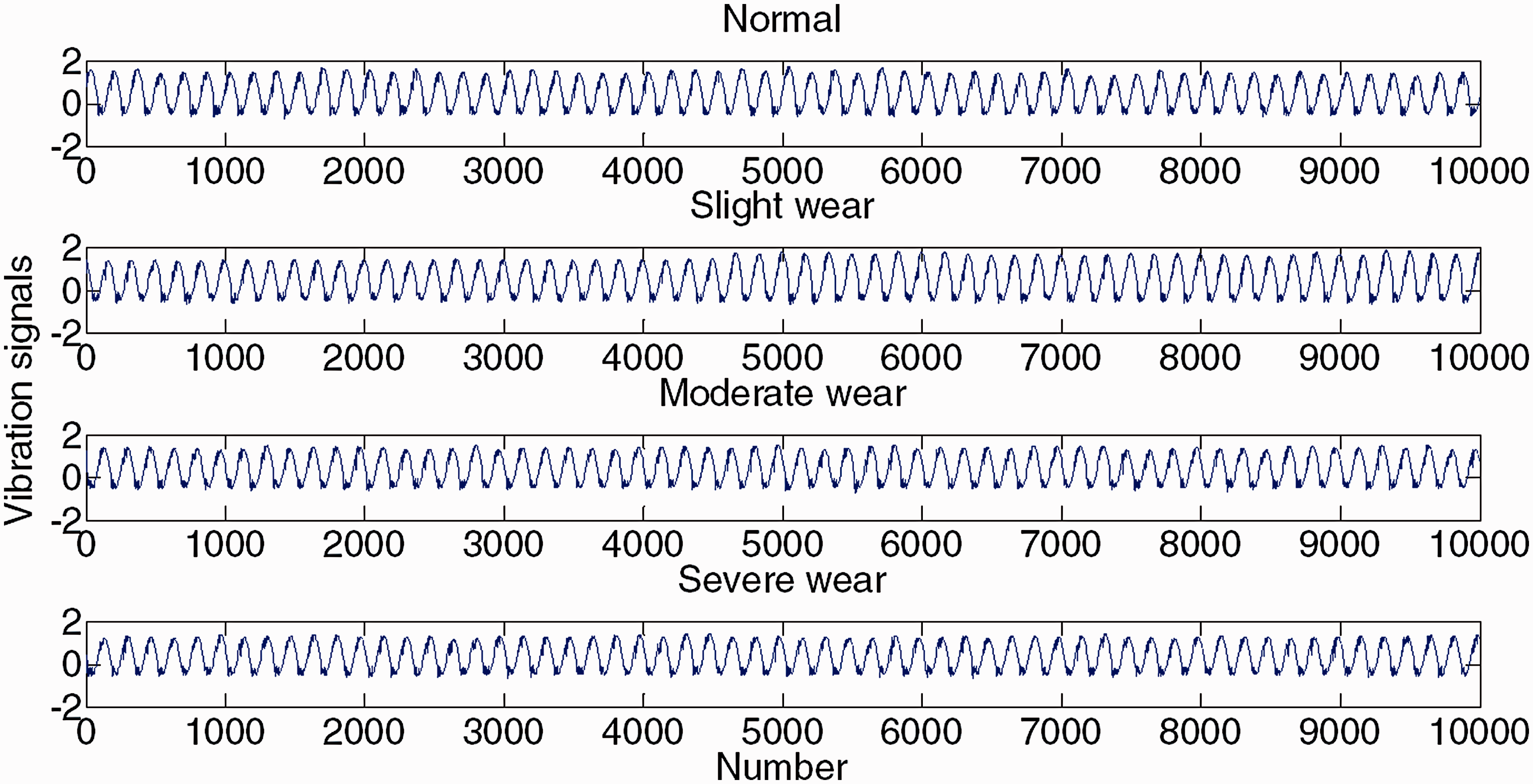
Vibration signals from tools at different stages of wear.
Chaos-fractional-extension theory
Chaos theory is nonlinear, so the measured signals pass through a chaotic system and are influenced by chaotic attractors. The result is that the signal produces a cycle-less movement track. This movement track will produce extremely large changes in response to the input of minute changes, which makes the method very suitable for use in chaotic system. When matched with a master–slave chaotic system we can compare normal and wear status very easily and use the dynamic error to build a matter element module based on the extension theory.
Chaos theory
The master–slave self-synchronization system
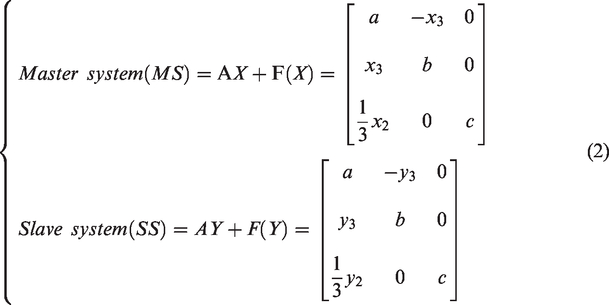
The main objective of the master–slave system is control of the slave status by the master system. The master–slave system function4,29 is demonstrated by equation (1)

Chen–Lee chaotic system
Using the Chen–Lee chaotic system as an example,30,31
To realize slave system self-tracking of master system synchronization dynamic error, we designed a control item
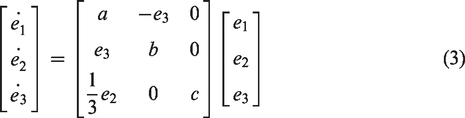
Chaotic phenomenon must produce chaotic attractors, and equation (4) parameters

Fractional order
Regular systems have all been simplified as an integer-order mathematical model, but physical systems are not all integer order. Actual system signal analysis is almost all in fractional-order form. The main characteristic of fractional order is that it possesses memory. Previously, fractional-order theory was less mature. However, today’s theory is nearly perfect. Most studies that use the fractional-order definition proposed by Grünwald–Letnikov32,33 can be defined as in equation (5)

Of which,


Because fractional order is used, equation (2), Xs must be organized as equation (6) with fractional-order function
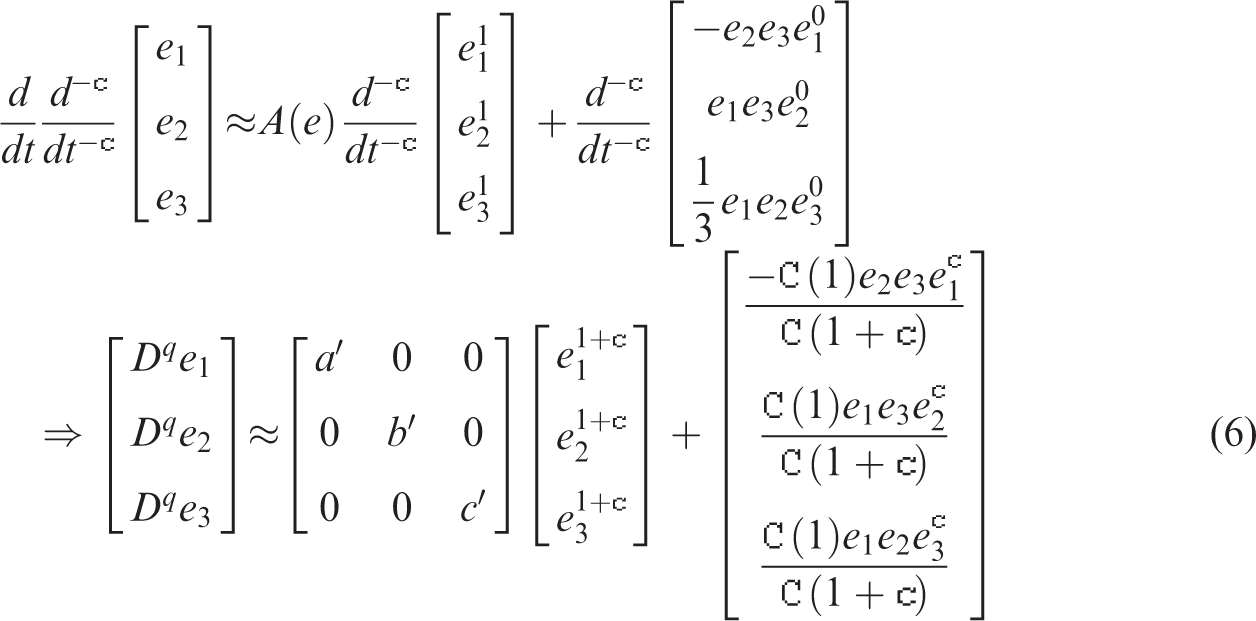
Of which,

System parameter
Extension theory
Studies of extension theory
36
began in 1976, and in 1983 Tsai Wen published the first thesis. The extension theory was used to process contradictory problems. The status difference between two items is observed, and special characteristics are induced according to the regularity of the two items. The matter element model can be used to quantify the state, and correlation is used as the basis for determination. This can describe the indicators of tool state in simple terms and can clearly express the current state of the tool. The scope of the fuzzy set
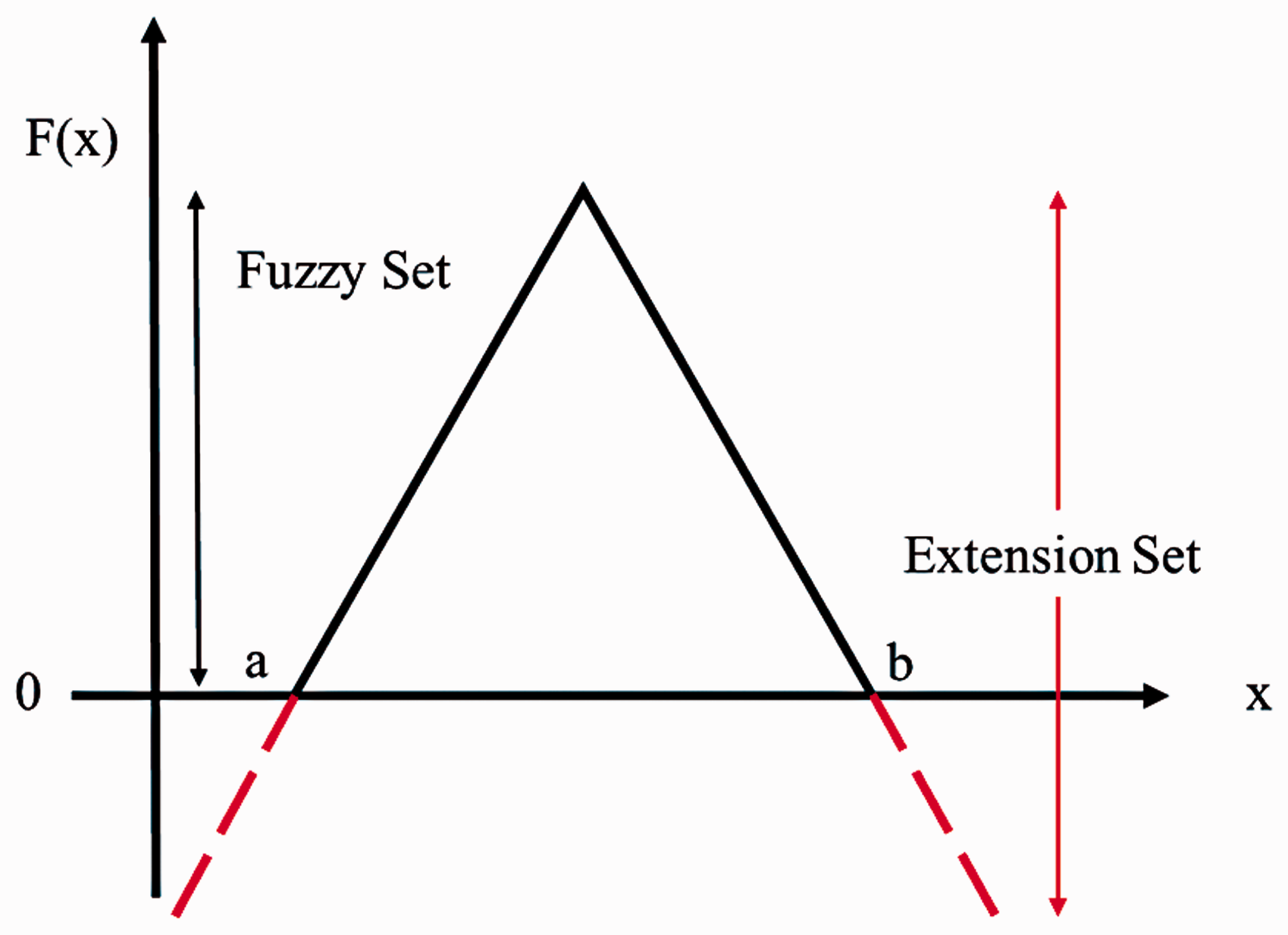
Fuzzy set and extension set.
In this study we used extension theory as the method for determining the level of tool damage. The Chen–Lee chaotic system matched with extension theory was used to realize the real-time detection system. The size of the determined classic domain association function was compared with the set matter element model. This was used to determine the characteristic in closest conformation to the tool wear state, which was used to diagnose tool condition by comparison with the associated function.
Signal processing and simulation
Integer- and fractional-order chaotic self-synchronization of dynamic error
The chaotic system was used to convert the tool vibration signal (using the e1, e2 dynamic error). The signal was measured based on the four states (normal, light wear, medium wear, and severe wear). The dynamic error chart was drawn with dynamic error e1, e2, which is used to construct the extension theory matter element model, as well as to serve as a basis for determining signal status. The eigenvalue changes are shown in Figure 4. The integer-order chaotic self-synchronization dynamic error track and the fractional-order chaotic self-synchronization of dynamic error are shown in Figures 5 and 6.
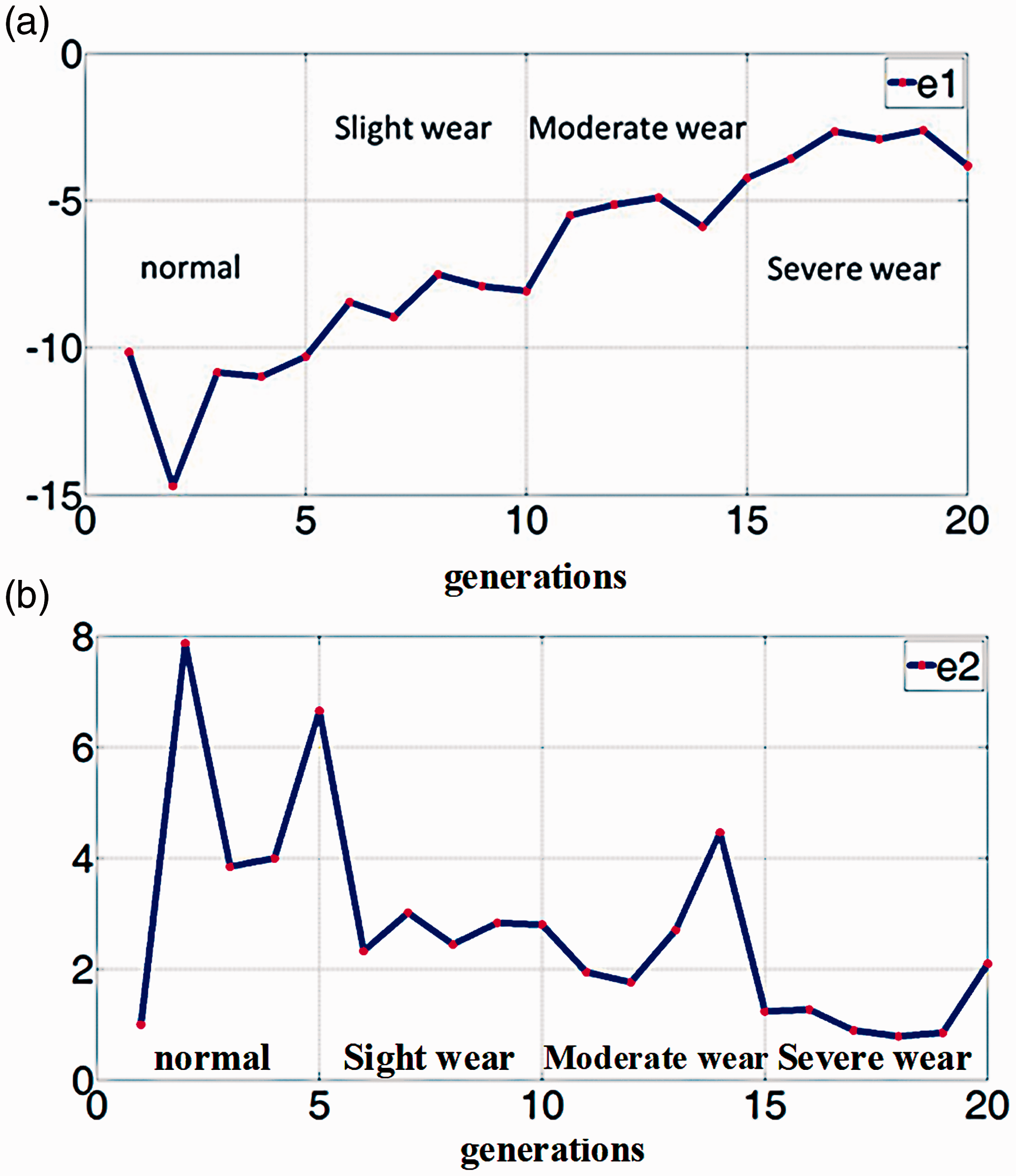
Dynamic error ((a) e1 and (b) e2) for every tool state.
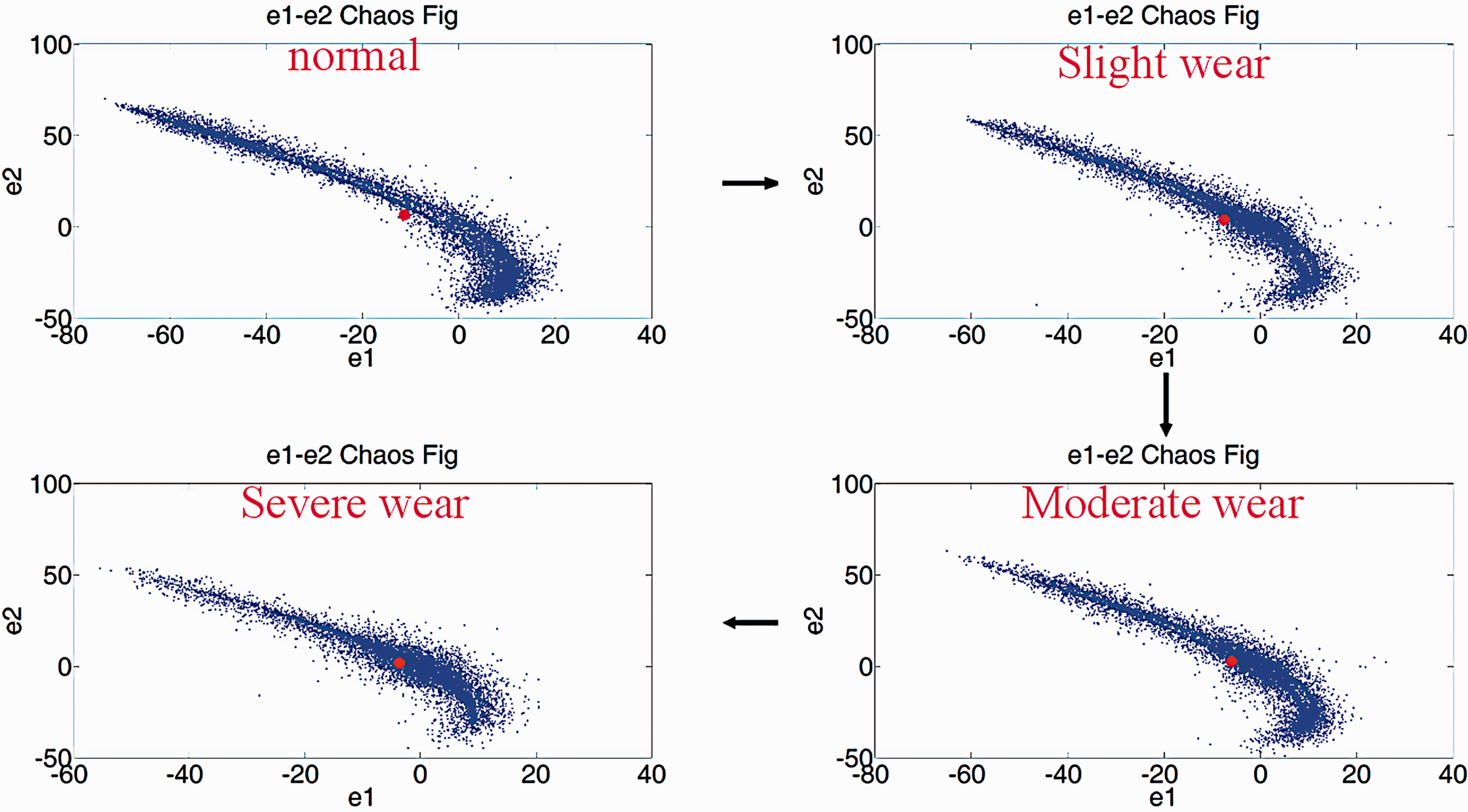
Dynamic error plane for each state.
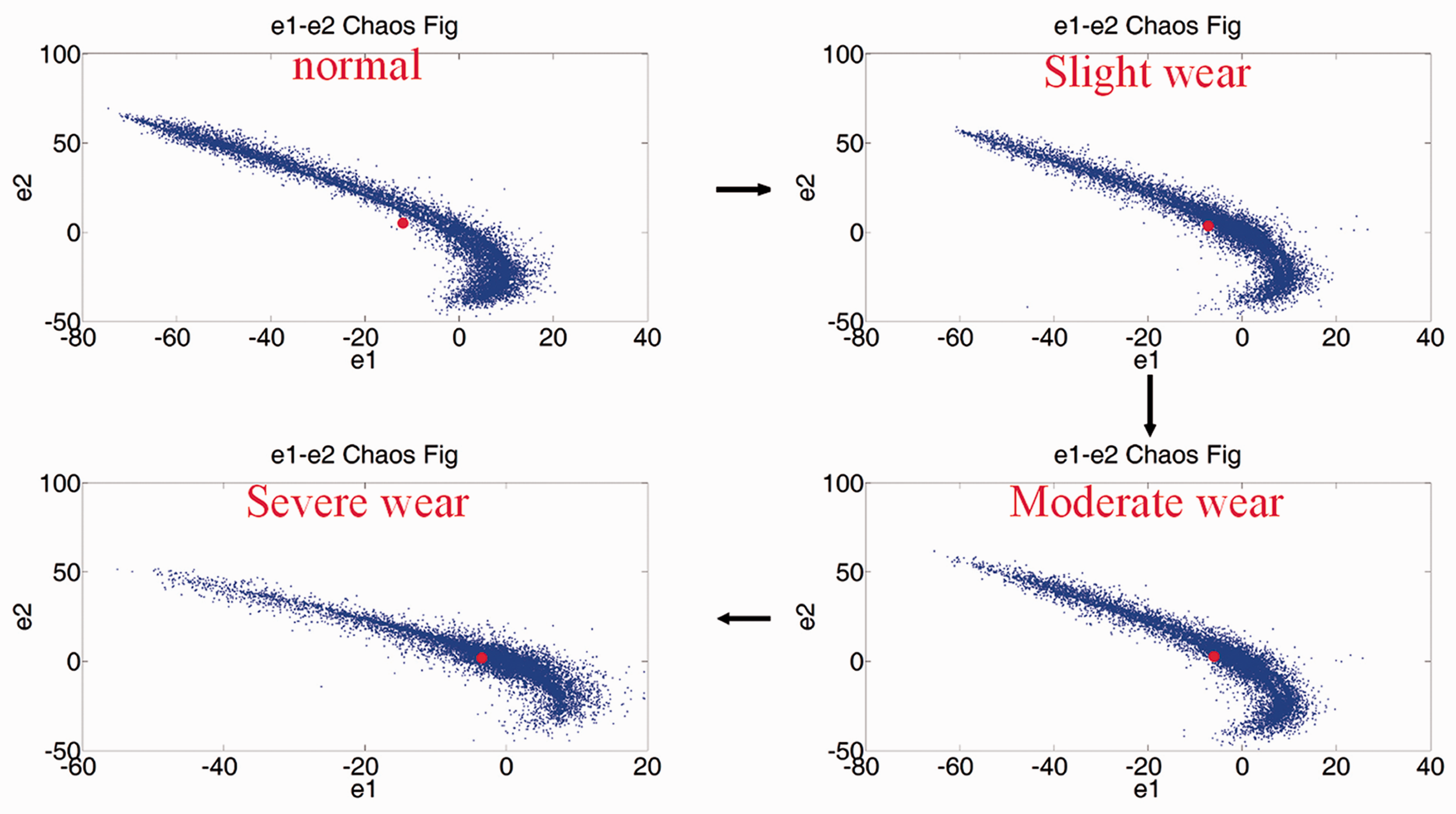
Fractional-order (0.9 order) dynamic error plane for each state.
We used counters to calculate and mark the accuracy rate of each order. Evaluation showed integer order and 0.9 order to be the optimal order for this system. A comparison of the advantages and disadvantages of integer order and 0.9 order showed that in terms of accuracy rate, integer order was slightly superior to 0.9 order for real-time monitoring. However, in terms of the amount of calculation needed, integer-order calculations took much longer. Diagnostics done during the same time period showed that the number of diagnostic results for fractional order was higher than that of integer order, and the difference in accuracy was small. Because tool damage diagnosis needs to be done in real time, fractional order 0.9 order was chosen for this system to reduce the possible loss of important signals. The tool diagnostic system flow chart is as shown in Figure 7.
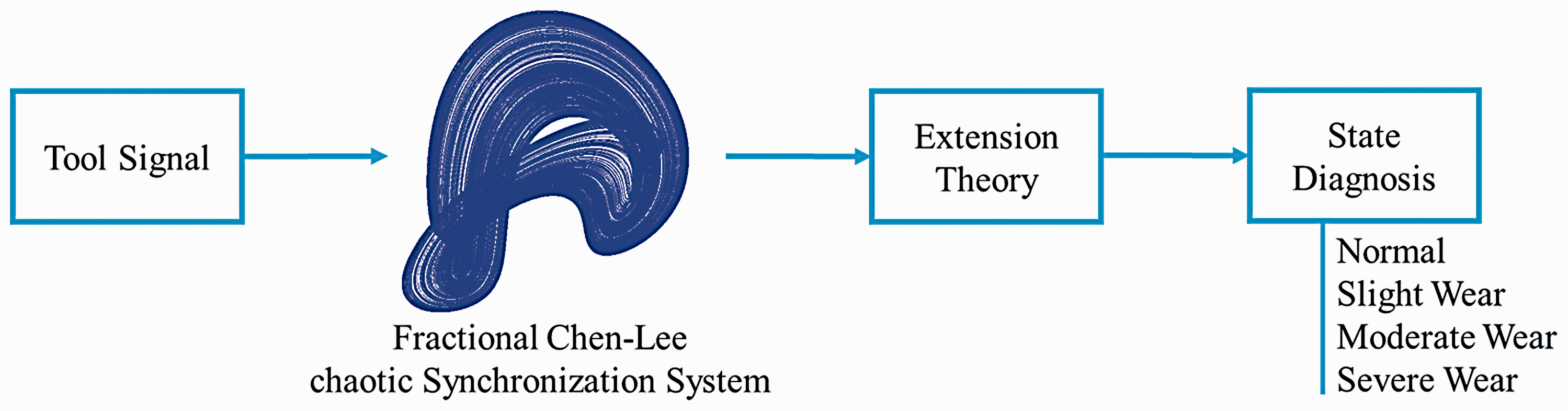
Tool diagnostic system flow chart.
Wavelet packet analysis and Fast Fourier transform
Most current failure analysis signal processing uses wavelet packet analysis and Fast Fourier transform. Wavelet packet analysis is a frequency domain analysis method where the mother wavelet has to be chosen. However, it cannot be known if the chosen mother wavelet is optimal or not. A Fast Fourier transform samples in the time domain and then converts the samples into a discrete time Fourier transform. However, the objective of this study was the real-time analysis of a nonlinear system, and wavelet packet analysis and Fast Fourier transforms were not used. Figures 8 and 9 show the Fast Fourier and wavelet packet analytical chart, respectively. Fast Fourier analysis uses 60 peak value observations and wavelet packet analysis uses the mean signal value of different states to make a determination.
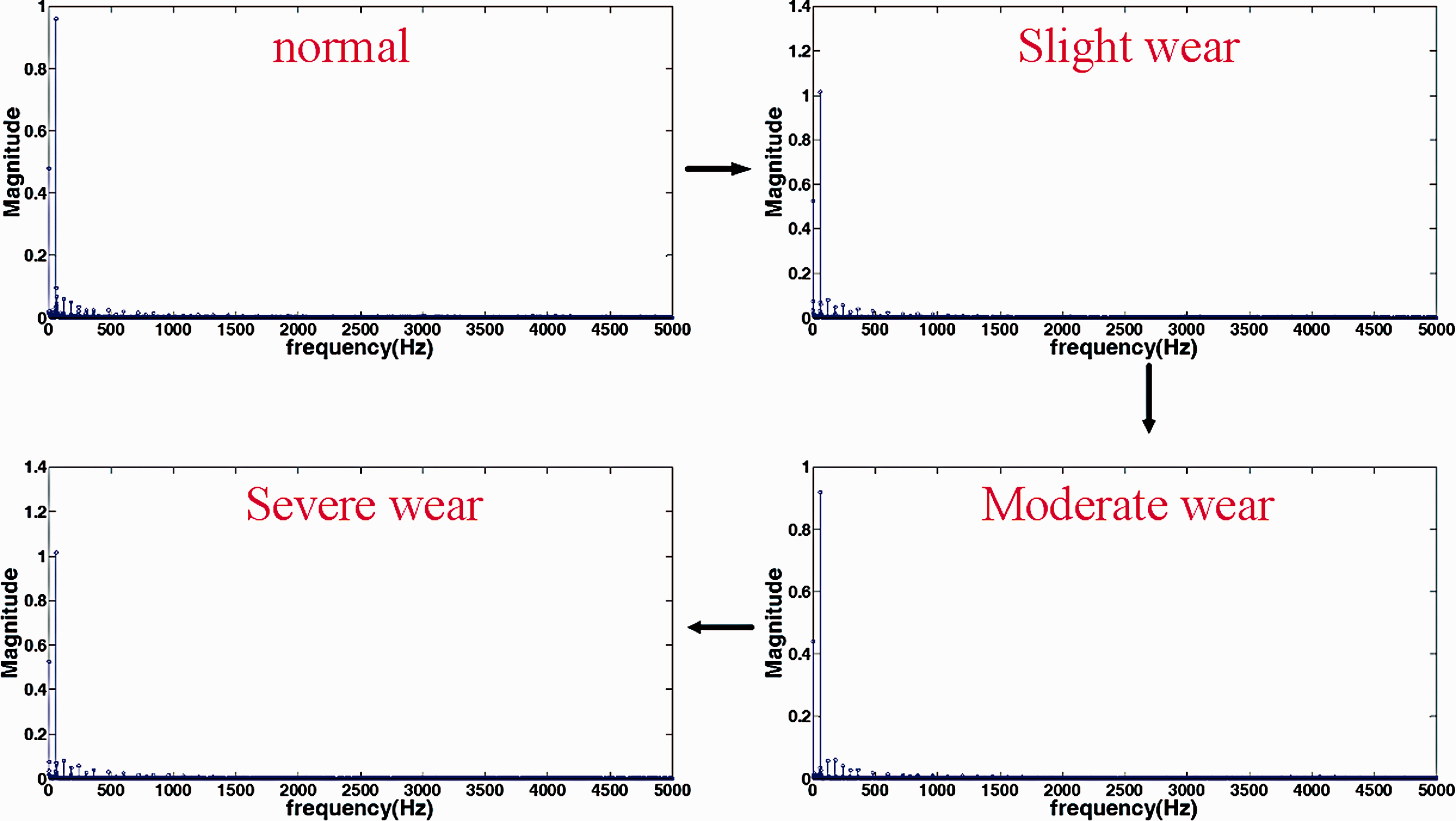
Fast Fourier analysis of each tool state.
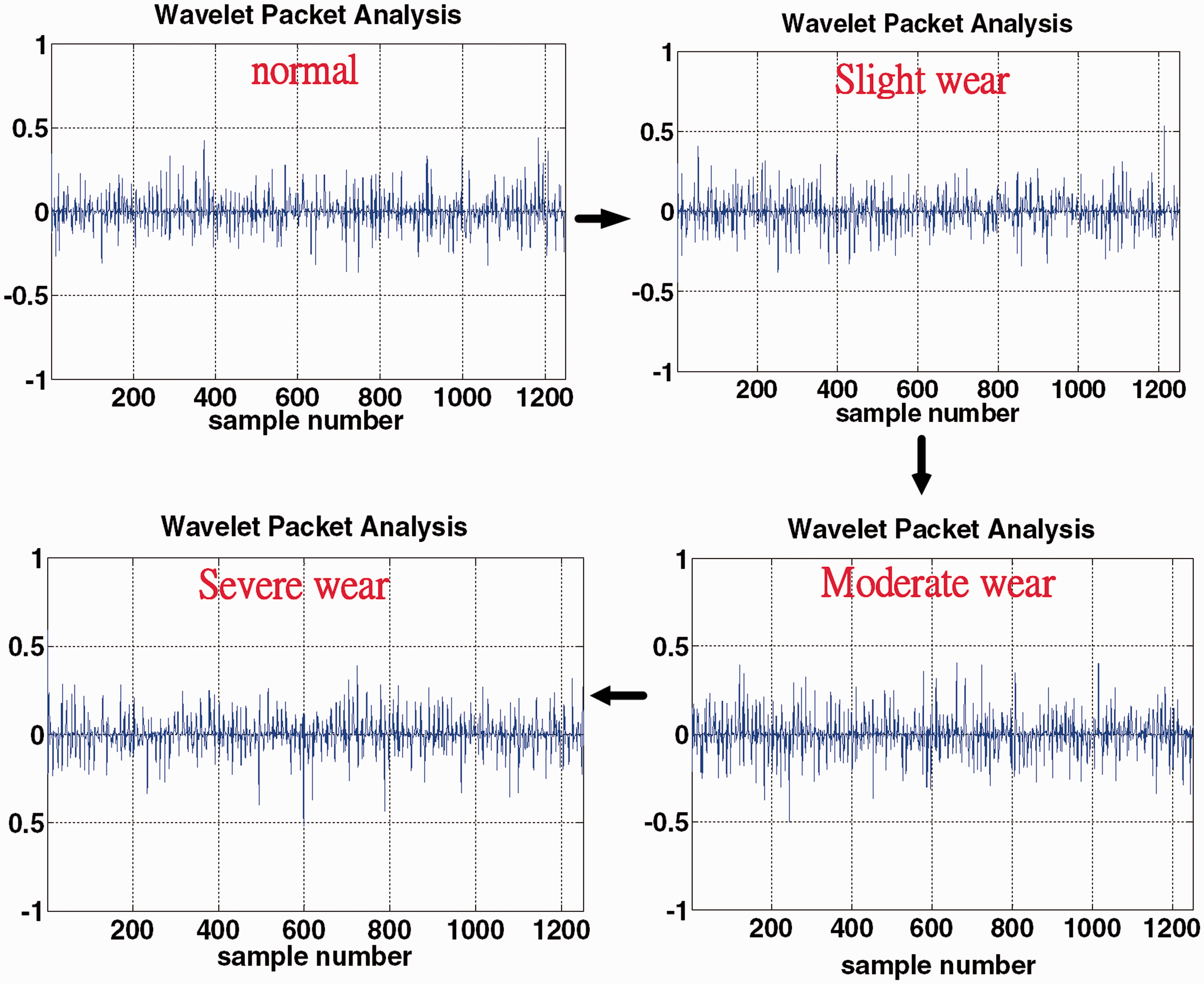
Wavelet packet analysis of each tool state.
Finally, wavelet packet analysis and discrete Fourier transform were compared in this study, as shown in Figures 8 and 9. This shows that these two methods were not as good as the fractional-order chaotic self-synchronization system.
Experimental results and real-time monitoring
Experimental results
Integer-order Chen–Lee processing was used to synchronize the chaotic system by the dynamic error. The central point value of each status dynamic error plane e1 and e2 was used to produce the extension theory matter element model as shown in Table 1.
Dynamic error matter element model.

Table 2 shows that simulations of the Chen–Lee chaotic system combined with fractal theory and fractional order (at 0.9 order) and the extension detection method had a very high tool wear state accuracy rate. The fractional-order Chen–Lee chaotic extension detection method only requires the use of dynamic error to determine status with extension theory. However, the integer-order Chen–Lee chaotic system must use fractal theory before it can use extension theory to make a determination. The calculations take much longer than those of the method developed for this study. The integer-order Chen–Lee chaotic system offers no advantages for real-time monitoring and we used the fractional-order Chen–Lee chaotic extension detection method.
Dynamic error matter element model.

Real-time monitoring system
First, we installed tools in each state of wear and operated each at the same speed and power to extract vibration signals and establish a database for each wear condition. We then drew the chaotic dynamic error phase plane diagram according to the database. This was used to build an extendable matter element model for each state, as shown in Table 1. After the database was established, we used LabVIEW to build the human machine interface for the smart tool status monitoring system. The human–machine interface allows the user to view current tool vibration signals and other statuses. Figure 10 shows that the system can accurately determine the condition of the tool and also shows the state with a colored light. Each state uses the matter element model to calculate the extendable associated function to determine the state of wear of the tool as well as access each extracted tool vibration signal to allow the user to determine the actual stability of the machine.

Tool condition monitoring system identification signal display: (a) normal, (b) light wear, (c) medium wear, and (d) severe wear.
Conclusion
In this study, we utilized the fractional-order chaotic self-synchronization system combined with the extension theory determination method. The results showed that this method is viable. Our method uses only one sensor compared to others which use three; this makes it less expensive, reduces the amount of necessary calculation, and provides excellent accuracy. This method also reaches the Industry 4.0 category. If eigenvalues for detecting defective products are added, machine parameters can be adjusted to improve product yield. We used the extendable detection method in this study. First, we introduced the tool vibration signal into the master system and extracted dynamic error produced by the chaotic system. The dynamic error was then synchronized to obtain the displayed eigenvalue used to build the extendable matter element model which detects the current condition of the cutting tool. Although the integer-order Chen–Lee chaotic system is more accurate than the fractional order, the fractional-order Chen–Lee chaotic system is faster. Tool damage occurs instantaneously and after consideration of many factors, the fractional-order Chen–Lee chaotic system was selected for this study. The amount of data needed for calculation is small and not much processing space is needed. The method proposed here is simple, accurate, fast, and extendable. Real-time application of this system showed that this method can accurately determine the state of tool wear. If this system were added to embedded systems, it could provide both malfunction detection and adjustment and control in real time.
Footnotes
Acknowledgements
Technical support and tool data have been provided by Professor Her-Terng Yau and Mr I-Hung Lin, respectively.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial support of this research by Ministry of Science and Technology of R.O.C. under the projects no. MOST-106-2622-E-167-020-CC3 is greatly appreciated.