
Abstract
The superior mechanical and physical properties of composite materials have attracted a lot of attention, surpassing those of their individual components. Recent studies have focused on creating eco-sustainable composites by adding natural reinforcing fillers, like agricultural waste, to polymer matrices. This study examines the elastic properties of a new composite material made of acrylic butadiene styrene (ABS) as the matrix and pistachio shell powder as reinforcement. The effective elastic characteristics of the material were predicted using a homogenization technique. Different volume fractions of pistachio shell powder (0, 1, 3, 5, 10, and15%) were used in Finite Element Analysis (FEA). The results were compared with those of traditional micromechanical models, such as Hobbs’ model and the Rule of Mixtures (ROM). According to the numerical analysis, while Poisson’s ratio was mostly same, Young’s Modulus and shear modulus significantly increased as the filler amount increased. Young’s Modulus rises by 19.77% with15% reinforcement, according to FEA data, which was in good agreement with Hobbs’ expectations. At increasing volume fractions, the ROM model over stated stiffness, where as FEA gave a more accurate approximation. The study highlight shows pistachio shell powder can be used as an efficient reinforcement for ABS composites, showing enhanced mechanical qualities while using less material. By offering a validated numerical framework for forecasting the elastic behavior of bio composite materials, this study aids in their optimization for structural applications.
Keywords
Introduction
Composite materials have gained immense attention in various engineering applications due to their exceptional mechanical and physical properties, which often outperform their individual components.1,2 The growing interest in eco-sustainable materials has driven the research towards the development of new composite systems that utilize natural reinforcing fillers, such as agricultural waste products, in combination with thermoplastic matrices. 3 Researchers have examined multiple investigations to strengthen the mechanical properties of existing polymer materials while recent researchers focus on developing multifunctional lightweight composite materials. 4 Koodalingam et al., developed a composite material consisting of Natural Fibers and Polyester Resins because their production costs are low while they are simple to fabricate and available and provide superior strength from natural fibers. The composite material production utilizes Natural fibers which includes Pistachio Shell Powder (PSP).Successful production of composite material using the combination of natural fibers and polyester resin has been achieved through basic hand layup techniques. Studies have proven mechanical features including hardness, compressive strength and impact strength of composites function profoundly through the addition of glass fibers with natural material in the resin mixture. 5
In the study by Celik et al., hazelnut, pistachio, and apricot kernel shells were ground size of 0-300 μm, 300-600 μm, and 600-850 μm and composites were fabricated by adding 0%, 10%, 20%, and 30% by weight of these powder particles to the polyester matrix material. The incorporation of reinforcement elements in the polyester material decreased the tensile strength within the fabricated composites. The tensile strength of the reinforcement ratio shows a negative correlation under all reinforcement scenarios. The bending strength of composites reached a better value when using a 10% reinforcement ratio than neat polyester. The strength of bending suffered a decrease through raised reinforcement ratios. The composites manufactured with natural reinforcing element powders attained superior compressive strength than pure polyester material. 6 Ezzaraa et al. Study emphasizes FDM-based part elastic property examination through a numerical homogenization method. Numerical investigations evaluated different operational parameters then verified numerical outcomes through combination of analytical studies and measured experimental results. Experimental results matched the predictions satisfactorily because the relative approximation error remained within 10% to validate the proposed methodology effectively. 7 Krajangsawasdi et al. studied the view examines reinforcement fibres in two categories according to their different types (carbon, glass, aramid, and natural) and available fiber length patterns (nano, short, and continuous) this paper will be helpful in selecting suitable fiber to use for our research work. 8 Fereidooni et al., the article survey research about exploiting pistachio shells in composite and nanocomposite structures while evaluating the three main composite categories including thermoplastic-based components and thermo-set based components together with bio-composite parts. Additionally, the article analyses pistachio shell pyrolysis methodology and its use in developing carbon electrodes from pistachio shell. Pistachio shell composites demonstrate excellent material properties which position them as an acceptable option to replace traditional reinforcement materials. All aspects of composite composition including constituent proportions and interface-between-matrix behavior as well as reinforcement volume percent and their orientation and reinforcing component design significantly affect composite characteristics. 9 Alsaadi et al. studied the experimental research on pistachio shell powder added polyester matrix composites used volume fractions from 0 to 25 wt% This investigation found that tensile strength increased with pistachio shell particle content up to 10 wt% while flexural modulus showed continuous growth until reaching 25wt% Even though significant losses in mechanical properties can be found at high particle content. 10 Tolcha et al. Tests were conducted on 3D printing filament consisting of thermoplastic composite material reinforced with short glass fibers (SGF) which used plastic waste as its matrix. The material became increasingly brittle as each addition of SGF showed lower deformation results. Dispersion attributes of the solution improved as their search eradded SGF gradually. 11 Bouhfid et al. studied the Homogenization approaches implement basic assumptions about the system before creating equations to connect macroscopic variables with localized characteristics. A representative elementary volume (also known as RVE) needs to be established as the first step and this method is used to evaluate all elastic properties of the composite. 12 Hartmann et al. studied A numerical investigation for RVE and FEM-based modelling of pine wood tracheids subjected to tangential and radial compression under room conditions is described along with its experimental validation through images and tensile and compression testing of pine sapwood veneers. The experimental results demonstrate that early wood tracheids reach their highest compaction point when pressure reaches 10 MPa at 23°C together with 12% moisture content. A compression pressure of 100 MPa enables latewood tracheids to stretch elastically by 20% without breaking. 13
Even though experimental investigations have been carried out on pistachio and other nut-shell fillers in polyester, thermoplastic matrices, however, these have generally involved the use of larger particles and direct fabrication experiments rather than micromechanical modeling. Karagöz et al. investigated where the sizes of particles were 75,150 µm. They also noted that the larger the filler content the higher the stiffness but lower the ductility as a result of interfacial constraints between HDPE matrix and the biological shell particles. 14 Similarly, Karagöz et al. vindicated the view that mixed-filler systems with walnut shell and nano-CaCO3 as reinforcing materials improved the stiffness and thermal stability of single-filler composites, which is the power of hybrid reinforcement. 15
Moreover, the issue of single filler or mixed filler should be mentioned. A reduction in the mechanical properties at large shell loadings was avoided by the addition of hybrid material in the pistachio-shell polyester study meaning that the deficiency of dispersion or filler-matrix interaction in mixed-filled systems can be counteracted. 16 In our modelling we have only considered one type of filler (pistachio shell) and thermoplastic ABS matrix and therefore we anticipate that the modulus gain achieved by our ROM/FEA model could be rather optimistic than what would be achieved by an experimental mixed-filler system (i.e. in real life we would get less of an increase). Çavdar et al. demonstrated that the elastic modulus of ABS could be considerably increased by incorporating low levels of micro- or nano-sized cellulose fibers (0.1251 wt) and established that fine biological fillers can indeed increase the rigidity of thermoplasts provided that uniform dispersion and interfacial bonding can be obtained. 17 Karagöz et al. explored pistachio shell particles, (100 to 500 µm) as reinforcement on the polyester resin. They discovered that mechanical properties increased with low filler loadings but decreased with above 3040 wt% since the particles were agglomerated and poor bonding of the particles to the matrix occurred. This observation confirms the significance of filler size and dispersion quality in the formation of the best reinforcing impacts. 18
Particular attention is on multiscale hierarchical modeling because it is crucial for predicting the material properties of ABS-pistachio shell powder composites for 3D printing. This modeling approach connects numerical simulations and analytical models at different scales. It improves prediction accuracy and significantly reduces the costs of experimental testing. The pistachio shell powder was used the resulting powder to ensure a fine and uniform particle size distribution, which was then homogeneously dispersed within the acrylic butadiene styrene matrix at varying weight percentages to predict the young’s modulus, poisons ratio and shear modulus, based on that the material is fabricated for further investigation, in future the production method used for filament fabrication is by using single screw extruder for the fabrication of the filament and different temperature zones using such as feed zone at a temperature of 165°C, compression zone 175°C, mixing zone 185°C, die zone 180°C and single screw speed 25 rpm is used and also mixing ratios o to 15% of pistachio shell particles used for production of filament used for 3d printing of all specimen and for characterizations.
The homogenization method served to forecast the effective elastic properties of the pistachio particle-reinforced acrylic butadiene styrene composite material. Therefore, in this study, to predict the elastic properties of Pistachio-particle-reinforced Acrylic Butadiene Styrene (ABS) composite materials, 1. based on the literature study, the powder of pistachio shells has generally been utilized as particles between tens and several dozens of micrometers. As an illustration, Çelik et al. 6 used the particle size of 0-300 µm, 300-600 µm, and 600-850 µm and Alsaadi et al. 10 used the 0-250 µm particle size in their polyester-based composites. These comparatively large particle sizes are practical to experimentally fabricate composite materials, but not to model using micromechanical methods or homogenization-based modeling, in which fine-scale reinforcement is necessary to attain numerical stability and uniform stress transfer. Isotropic reinforcement dispersion in Representative Volume Element (RVE) modeling increased interfacial bonding and surface area-volume ratio, and calculability with very low element distortion in the meshing. Hence, the particle size of 5 µm offers a compromise between issue of realistic fine powder modeling and numerical modeling needs to predict the effective elastic properties of the composite. Hence FEA was performed with different volume fractions (0, 1, 3, 5, 10, 15 VF%) of Pistachio fibres with a size of 5 µm. For numerical analysis, the FEA results were contrasted with those of the traditional model. The uniqueness of this study is in how it predicts the elastic properties of ABS-pistachio shell powder composites. It uses a finite element approach based on homogenization along with micromechanical models (Hobbs and ROM). Unlike prior studies that mainly focused on making pistachio shell composites with large particles, this research uses fine-scale particle modeling (5 µm) within a Representative Volume Element (RVE) to produce stable and realistic numerical predictions. The study also creates a validated framework to connect analytical and numerical models. This offers a cost-effective way to predict the mechanical behavior of bio-based polymer composites designed for 3D printing.
Materials and methods
Three different volume models were used for homogenization and comparison of elastic properties two analytical model and one FEA model. The volume fraction range of (0, 1, 3, 5, 10, 15 VF%) was chosen to ensure even particle distribution and numerical stability during modeling. This range also stays within the practical reinforcement limits seen in studies involving pistachio shell and other natural fillers. When the volume fraction exceeds 15%, particle clumping, weak bonding between particles, and mesh distortion often happen. These issues can lead to incorrect finite element analysis results and lower mechanical performance in real composites. Volume fraction was preferred over weight fraction because micromechanical models and finite element analysis rely on the geometric ratio of reinforcement within the Representative Volume Element (RVE). This ratio directly affects load transfer and stiffness distribution. In contrast, weight fraction is based on material density and is not as suitable for numerical analysis focused on homogenization.
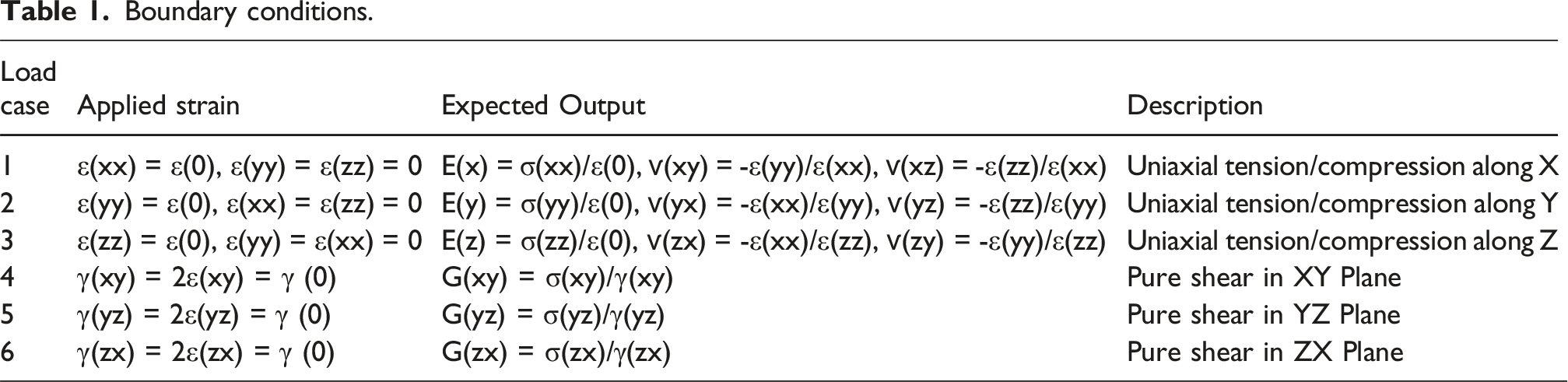
Boundary conditions.


Composite notations.
Analytical model
Micromechanics models, including, the rule of mixtures, 26 offer valuable tools for estimating the intrinsic strength of the reinforcing component and predicting the overall strength of the composite material. 27 These models are particularly useful in understanding the interplay between the properties of the individual constituents and the resulting macroscopic behaviour of the composite. The W% or VF% values of composite materials reinforcement and matrix components enable measurements of material mechanical properties. 28 By employing micromechanics models, such as the rule of mixtures, it becomes feasible to estimate the intrinsic strength of the reinforcement and predict the overall strength of the composite, thereby enabling a more comprehensive understanding of the structure-property relationship in these materials. 29 The models used help quantify the contribution of the fillers to the composite’s mechanical properties, allowing for the optimization of composite material design by adjusting the filler content to achieve desired performance characteristics. 30 The ROM calculations carried out according to the volume percentage of the composite’s constituent parts. Since the majority of composite material manufacturing equipment uses a gravimetric system for material supply, the weight fraction method is simpler to implement in real-world industrial settings. However, the volume fraction is calculated in order to perform numerical analysis for the elastic properties of the reinforcement and matrix. 31
Rule of mixture (ROM) model
Materials science defines general ROM as the weighted average utilized for anticipating various composite properties. ROM defines theoretical restrictions for five properties including elastic modulus, mass density and ultimate tensile strength, thermal conductivity and electrical conductivity.29,31–34 The basic ROM predicts the elastic characteristics of composites based on the volume percentage of the component materials using the Voigt and Reuss models with Equations (1)-(4). E11: Young’s modulus of composite material’s Er: Young’s modulus of Pistachio shell powder as a reinforcement material VP: Volume Fraction of Pistachio shell powder as a reinforcement material Em: Young’s modulus of matrix material Vm: Volume fraction of the matrix Vr: Volume fraction of reinforcement Ur: Poisson’s ratio of reinforcement Um: Poisson’s ratio of matrix Gr: Shear Modulus of reinforcement Gm: Shear Modulus of matrix β: reinforcement efficient parameter



Hobbs model
This model enables predictions of the elastic properties for the composite material. Exact elastic characteristics of composite materials become assessable through micro mechanical models, each based on specific assumptions that are valid for certain composite structures.
34
Within the framework of the Hobbs model following equations are used to calculate the Youngs modulus, shear modulus and poison’s ratio of the composite. Hobbs developed a successful method to predict the elasticity modulus of two component composite materials by incorporating reinforcement volume fraction and matrix and reinforcement elastic moduli.
29



For fiber-reinforced composites, β can be approximated as:
Numerical homogenization-based finite element analysis
Characteristics of mechanical parameters like, Young’s Modulus, Poisson’s ratio, Shear Modulus, Failure Strain, or stress etc. must be specified for the chosen composite in order to forecast the performance of composite materials. Here the matrix and reinforcement fibre composite are in homogenous and non-isotropic materials. 35 This is why the analysis is done due to its complexity. There are two levels of analysis of composite material is studied, level one is micromechanics level and the level two is micromechanical level. 12 Our analysis followed representative volume element (RVE) methods to study material interactions at the macroscopic level according to the first level. At the second level of micro-mechanical analysis the two composite components function as one homogeneous material throughout the entire structure. Over the past few decades, homogenization approaches have drawn more attention as a means of forecasting the mechanical characteristics of composite materials.36–39
Over the past few decades, homogenization approaches have drawn more attention as a means of forecasting the mechanical characteristics of composite materials. 40 In this study, Using specialized software (Ansys Material Designer 2025 R1), elements (RVE) of composite material representative volume were composed according to the pistachio shell fibre volume fraction in order to predict the effective values of elastic properties of the material. A numerical approach was then used to compare changes in the material’s effective elastic properties according to the pistachio shell fibre volume fraction were comparatively analysed by using numerical approach.
To create the numerical model needed for the homogenization method, two materials were used in this research on acrylic butadiene styrene (ABS) as a matrix material and pistachio shell powder as a reinforcement material used. The spherical shape with diameter of 5 μm was selected for reinforcement material and it was used for modelling purpose. The matrix material was modelled by considering particle reinforcing material as shown in the Figure 2. The matrix was modelled by using cube with dimensions of 40 μm × 40 μm X 40 μm. We chose a 40 µm cubic RVE because this size gives an L/D of eight and includes around 10 to 147 inclusions across the examined volume fractions of 1 to 15%. These conditions are consistent with established practical guidelines and numerical studies for RVE selection, where the RVE side is several times the inclusion size and the effective properties become statistically stable.
41
In addition, the particles should be reflected in the cube shaped matrix, a representative volume elementary (RVE) model with a random arrangement of particles was developed. The mesh size used 5 μm and tetrahedral quadratic elements used in the model. We assumed perfect bonding between the matrix and particle phases. Thus, no explicit contact definitions were necessary, and we did not introduce an interphase region. This assumption aligns with standard practice in micro-mechanical homogenization, where both phases are treated as continuous, fully bonded materials. Since the structure only needs to be simulated on a macroscopic scale, using homogenized material data realty reduces the computational cost of composite simulations. Pistachio-particle-reinforced ABS composite for RVE modelling Representations.
The RVE model with different volume fraction was used of pistachio fibre in ABS matrix 1%, 3%, 5%, 10% and 15% as shown in the Figure 3. To know exactly what amount of particle need to be reinforced in to the matrix number of inclusions were calculated using following formula and got approximately 10, 30, 49, 98 and 146 number of inclusions in the matrix according to varying volume fraction of reinforcement. Mesh modelling with Pistachio Powder volume fraction (a) 1%. (b) 3%. (c) 5%. (d) 10%. (e) 15%.
For Number of Inclusions, N - Number of Inclusions L, W, H - Length, Width, Height (Matrix Volume) D - Particle Diameter Vf – Volume Fraction of Reinforcement

Number of nodes and elements in RVE.

The mechanical property of both ABS and pistachio powder used for the analysis is as summarized in Table 1. Here numerical approach is used to predict the elastic properties of the composite based on basic properties of both matrix and reinforcement, which will be helpful in determining the properties of the composites.
Results and discussions
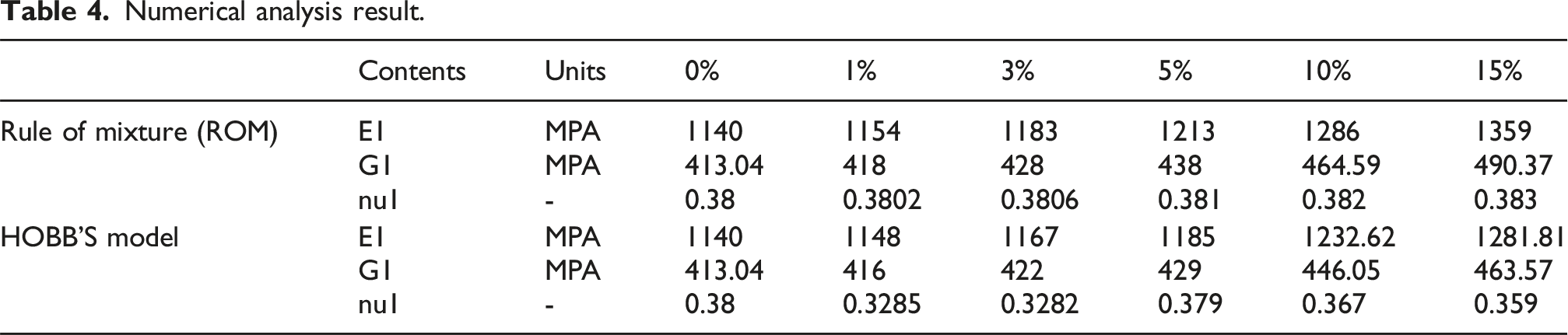
Numerical analysis result.
In order to achieve the shear moduli values (G12, G23, G31), the Representative Volume Element (RVE) was loaded under six independent or discrete small-strain loading cases and periodic boundary conditions using ANSYS Material Designer. A small macroscopic strain was applied to the RVE and volume-averaged stress response calculated on each of the load cases; the effective elastic constants were then determined as the ratio of stress to strain. The loading cases of this study; three uniaxial strain cases to obtain the Youngs moduli and Poisson’s ratios, and three pure shear cases to obtain the shear moduli.
Finite element analysis result.
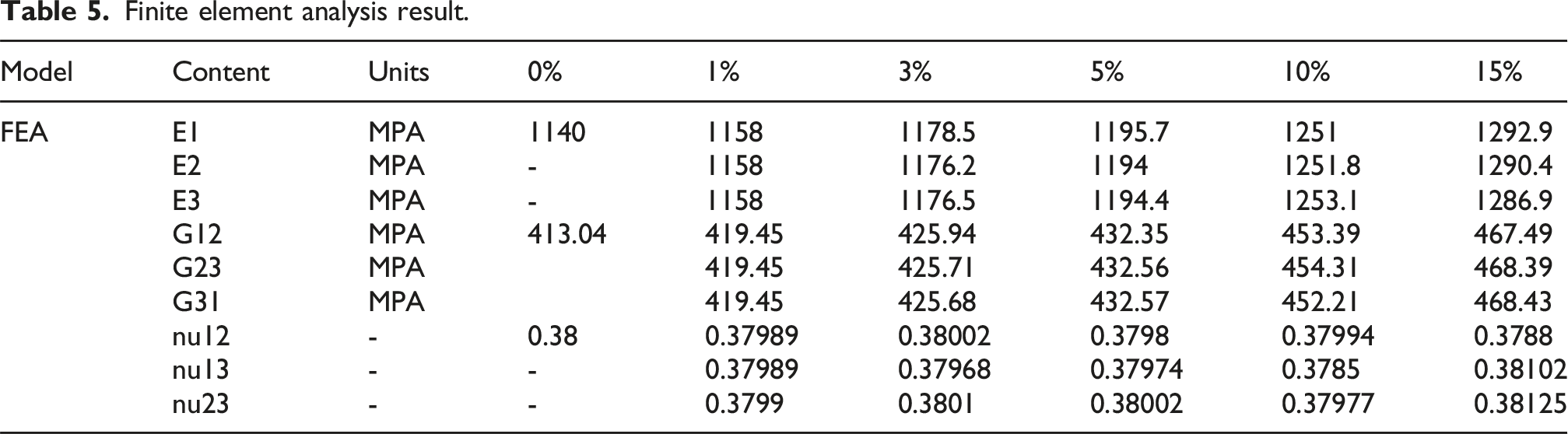
Figure 4 shows that the predicted values of young’s modulus by using all three methods, basically the young’s modulus of neat ABS is 1140 MPa, when we increased the volume fraction from 1% to 15% by using ROM model the curve in the graph is gradually increasing by increasing the percentage of the volume fraction is around 1359Mpa. This method predicts a higher Young’s modulus than the other two methods, especially as the pistachio shell powder fraction increases. It suggests that the composite material becomes significantly stiffer as more pistachio shell powder is added. HOBB'S – Orange Line: This method shows a more moderate increase in Young’s modulus compared to ROM. The stiffness of the composite material grows steadily but at a lower rate than ROM. FEA (Finite Element Analysis) – Gray Line: This method provides an intermediate result between ROM and HOBB'S. It closely follows the HOBB'S method up to 10% filler content but slightly diverges at 15%. Comparison of Young’s modulus.
For a quantitative comparison of the outcomes, the shear modulus in Figure 5 is also stated in terms of the shear index (SI). The ROM approach projected a shear modulus of 490.37 MPa for the maximum vf%, considered around 15%, it is increased with increase in vf%, it indicates that higher rigidity and resistance to deformation under shear stress. Similarly in the Hobbs equation yielded maximum SI of 463.57 MPa as increases in vf%, and the FEM estimated a SI of 468 MPa. At low volume fractions (0%-3%), all models closely align. At higher volume fractions (10%-15%), the ROM model diverges more significantly from the other two. The graph suggests that increasing pistachio shell powder content enhances the material’s shear modulus, with variations depending on the predictive model used. ROM tends to overestimate the values compared to FEA and Hobbs’ models. Comparison of shear modulus.
Figure 6 shows how the poisons ratio varied only for the HOBB’s model from 0.32 to 0.38 other than it is almost constant for both ROM and FEA around 0.38. In this study composite elastic property of ABS matrix reinforced with pistachio shell powder was estimated. The difference in Poisson’s ratio predicted by Hobbs compared to FEA and ROM comes from the simple assumptions in Hobbs’ model. It assumes perfect bonding and even stress transfer, which leads to an overestimation of the stiff particle’s constraint on the matrix. This results in a lower predicted Poisson’s ratio at higher filler contents. In reality, as FEA better shows, the pistachio particles mainly increase stiffness in the loading direction. Meanwhile, the ductile ABS matrix controls lateral deformation, keeping Poisson’s ratio nearly constant. Factors like particle hardness, irregular shape, and uneven stress distribution also add to this difference. Numerical calculation was performed using ROM and HOBB’s method and these results were compared with RVE based FEA analysis using ANSYS 2025. It found that there is not much variation in the results the percentage of the error is negligible and the Rule of Mixtures gives the highest property values. It assumes perfect load transfer and continuous reinforcement. This can overestimate stiffness in particle-filled composites. Therefore, it offers an upper-bound prediction when compared to Hobbs and FEA results. Comparison of Poisson’s ratio.
Conclusions and future work
The research included ABS as the matrix material and pistachio powder as there in forcing agent with the goal of predicting elastic properties in composite materials. The mechanical evaluation of the composite utilized both FEM and numerical analysis methods. We modeled the ABS-Pistachio powder composite with isotropic properties because we utilized pistachio powder for reinforcement and then evaluated elastic properties according to pistachio powder volume percentage. The numerical analysis utilized the Hobbs equation and ROM model to evaluate results obtained from FEM while performing homogenization that involved RVEs. Key findings of this research are that the elastic properties found here by using three methods there in not much variation in the results, the ROM model shows the higher young’s modulus when we compared with other two methods. The Hobbs equation yielded results with a trend more similar the FEA results than the ROM model but not large variation. when predicting the elastic properties of an isotropic composite made with reinforcement material in the form of fine powder or spherical shape. The former approach is better suited for applications involving isotropic composite materials.
In the future, the percentage of VF% can be increased and the effect on elastic properties can be predicted. Based on the results we got further experimentation can be conducted to get better results or the errors can be minimized by comparing experimental results with numerical and FEA results. The current finite element model based on homogenization assumes that the pistachio shell particles are spherical and uniform, measuring 5 µm. This simplifies the calculations and makes them easier to manage. However, real pistachio shell powders show an irregular, angular shape and a wide size range, usually from 10 µm to 800 µm, as reported by Çelik et al. and Karagöz et al.18,42 Such non-spherical shapes lead to uneven stress transfer, localized stress points, and better interlocking. These effects are not fully accounted for in the assumption of spherical particles. The spherical approximation was chosen to allow isotropic homogenization and to emphasize the volume fraction effect instead of the complex shape of particles. This simplification gives a baseline model to predict the maximum elastic stiffness. However, in reality, irregular particles usually lead to lower effective moduli and more variability because of imperfect dispersion and bonding that depends on orientation. 23 Future studies should include particle aspect ratio distributions or 3D morphology reconstruction from SEM imaging. This will help evaluate how shape irregularity affects mechanical response more accurately. Even with this simplification, the predicted trends, such as the increase in stiffness with higher filler content, are still valid and match experimental observations from natural filler composites.
Footnotes
Consent for publication
All authors have read and approved this manuscript.
Author Contributions
Conceptualization, SWATI P. SHINDE, D.B. JADHAV, ASHISH PAWAR, BALRAM YELAMASETTI; Methodology, SWATI P. SHINDE, D.B. JADHAV, ASHISH PAWAR, BALRAM YELAMASETTI; Formal Analysis, SWATI P. SHINDE, D.B. JADHAV, ASHISH PAWAR, BALRAM YELAMASETTI, SHUBHAM SHARMA; Investigation, SWATI P. SHINDE, D.B. JADHAV, ASHISH PAWAR, BALRAM YELAMASETTI; Writing—Original Draft Preparation, SWATI P. SHINDE, D.B. JADHAV, ASHISH PAWAR, BALRAM YELAMASETTI; Writing—Review And Editing, SHUBHAM SHARMA, NAGARAJ PATIL, SAGAR SHELARE, KRISHNARAJ RAMASWAMY; Supervision, NAGARAJ PATIL, SAGAR SHELARE, KRISHNARAJ RAMASWAMY; Project Administration, NAGARAJ PATIL, SAGAR SHELARE, KRISHNARAJ RAMASWAMY. All authors have read and agreed to the published version of the manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author (Balram Yelamasetti) upon reasonable request