
Abstract
This study investigates a proprietary process for manufacturing glass fiber (GF)-reinforced brominated-epoxy (BEP) flame-retardant composites via pultrusion. The kinetic behavior, dynamic mechanical properties, and flame-retardant performance of these composites were systematically analyzed. A kinetic model was developed to describe the curing behavior of the BEP matrix. The activation energy, reaction order, and frequency factor were determined using dynamic differential scanning calorimetry (DSC) data and fitted to the model
Introduction
Pultrusion is a continuous manufacturing process in which reinforcement fibers are impregnated with a polymeric matrix and subsequently pulled through a heated die to produce composite materials with a constant cross-section.1,2 This technique offers several advantages, including high mechanical strength due to fiber alignment in tension, high productivity, and an excellent performance-to-cost ratio. Additionally, pultrusion enables high fiber volume fractions, facilitates the production of continuous fiber-reinforced components, and utilizes low-cost raw materials while maintaining high surface quality and low energy consumption.3–13 Given these advantages, pultrusion is widely regarded as a preferred method for fabricating glass fiber-reinforced composites, particularly for structural and high-performance applications.
To investigate the curing reaction of resins in the pultrusion process, various experimental techniques have been developed. Among these, differential scanning calorimetry (DSC) has been recognized as a convenient and effective method for monitoring the exothermic curing process.14–17 This technique is based on measuring the rate of heat generation during the exothermic reaction. Assuming that the heat released is proportional to the extent of the reaction, the kinetic model and corresponding kinetic parameters of the resin can be determined through simulations under non-isothermal conditions.
To determine the optimal structural applications of pultruded composites, it is essential to investigate their dynamic mechanical properties (DMA). Dynamic parameters such as storage modulus (E′), loss modulus (E″), and damping factor (Tan δ) are temperature-dependent and provide critical insights into stiffness, matrix/fiber/filler interfacial bonding, the degree of cross-linking, and the damping characteristics of the material. Stiffness primarily depends on the mechanical properties and dimensions of the composite. 18 The dynamic mechanical behavior of composites is of significant interest for structural applications and is highly sensitive to processing conditions. 19 A previous study 20 examined the effects of process parameters-including fiber content, filler content, die temperature, pulling rate, and postcure temperature and duration on the dynamic mechanical properties of pultruded composites. The findings indicated that modifications to these process parameters resulted in increased storage modulus and a reduced damping factor. Additionally, the glass transition temperature (Tg) shifted to a higher temperature due to changes in the process parameters. Although unreinforced polymers and incompletely polymerized composites may exhibit good appearance and structural integrity, their dynamic mechanical behavior differs significantly from that of reinforced polymers and well-polymerized composites.
A variety of thermosetting resins have been utilized in the pultrusion process, including unsaturated polyester, 21 vinyl ester,14,22 and epoxy.23,24 In recent years, the increasing demand for high-performance composite materials characterized by high strength, high rigidity, and high-temperature resistance has led to the widespread adoption of fiber-reinforced epoxy resins for pultruded composites. However, most currently used pultruded fiber-reinforced epoxy composites are based on general-purpose epoxy resins. While these materials exhibit high-performance characteristics, their primary limitation is poor flame resistance. With growing awareness of fire safety and the increasing emphasis on fire-resistant materials as a critical factor in ensuring quality of life and safety, this issue has gained global attention. To address this limitation, brominated epoxy (BEP) can be used as the matrix, reinforced with glass fiber (GF), to develop pultruded GF-reinforced BEP flame-resistant composite materials. 25
This paper significantly expands on preliminary work presented in conference proceeding. 26 That conference proceeding only briefly explored the impact of calcium carbonate fillers and post-curing on dynamic mechanical properties, and the effect of glass fiber content on flame retardant properties. In contrast, this present paper offers a comprehensive investigation into the multifaceted properties of pultruded glass fiber-reinforced brominated epoxy composites. Our current work includes: (1) Reaction kinetics analysis of the resin in the pultruded die; (2) A thorough examination of the influence of glass fiber content, talc filler, pultrusion die temperature, and pulling rates on the dynamic mechanical properties, providing a more complete understanding for pultruded composites. (3) An investigation into the impact of various fillers on flame retardant properties, which significantly enhances the value of these pultruded composites for flame-retardant applications. (4) Finally, the inclusion of tensile strength properties of the pultruded composites, offering a more comprehensive understanding of their mechanical performance and strengthening the overall mechanical characterization.
Given the increasing emphasis on fire-resistant materials, driven by improvements in quality of life and heightened awareness of safety requirements, these materials have gained global attention and recognition. Consequently, the objective of this study is to investigate glass fiber-reinforced brominated epoxy (BEP) composites manufactured through the pultrusion process. A BEP prepolymer with a suitable viscosity range (500–2000 MPa·s) was synthesized by blending BEP resin with a diamine acid curing agent at an appropriate temperature. The prepolymer was then directly utilized and polymerized within the die, introducing a novel concept for in-situ pultrusion. This paper presents a comprehensive analysis of the resin’s curing kinetics, the dynamic mechanical properties, and the flame-retardant performance of the glass fiber-reinforced BEP composites produced via pultrusion.
Experimental
Materials
The brominated epoxy (BEP) resin, a purified industrial-grade material, was supplied by Chang Chun Plastics Co., Ltd., Taiwan. It has a viscosity of 3500–4000 MPa·s at 25°C and an epoxy equivalent of 470–490. The percentage of bromine present in BEP was 35 wt.%. The chemical structure of the BEP resin is presented in Scheme 1. The diamine acid curing agent was sourced from First Chemical Co., Ltd., Taiwan, and its chemical structure is shown in Scheme 2. The continuous E-glass fiber roving, designated as TGFR-P2200, was obtained from Taiwan Glass Industry Co., Ltd., Taiwan. It has a filament diameter of 16 μm, a density of 2.54 g/cm3, a tensile strength of 3500 MPa, an elastic modulus of 73 GPa, and an elongation of 4.8% at 25°C. Two fillers, calcium carbonate (CaCO3) and talc, were supplied by Yin Chin Co., Ltd., Taiwan. The specific gravity and particle size of calcium carbonate were 2.71 and 4–6 μm, respectively, while those of talc were 2.7 and 2.12 μm, respectively. The chemical structure of the BEP resin. The chemical structure of the diamine acid curing agent.
Synthesis of brominated-epoxy (BEP) prepolymer
The brominated-epoxy prepolymer was synthesized by blending brominated-epoxy resin with a diamine curing agent. The brominated-epoxy resin was heated to 50°C and subsequently mixed with the diamine curing agent at a weight ratio of 100:14. The mixture was stirred continuously for 10 min to ensure thorough homogenization.
Brominated epoxy resin prepolymer was mixed with different proportions of filler materials such as calcium carbonate and talc, and stirred uniformly at 50°C to obtain the brominated epoxy resin prepolymer/filler matrix.
Pultrusion process
A schematic representation of the in-situ pultrusion process is shown in Figure 3. A typical pultrusion machine generally consists of seven in-line components: (1) fiber creel, (2) fiber guide rollers, (3) resin wet-out bath, (4) preformer, (5) heated curing die, (6) pulling system, and (7) cutter.
6
The pultrusion machine used in this study was custom-designed, featuring multiple heating zones and a pultrusion die with dimensions of 82 × 1.27 × 0.319 cm (length × width × thickness). The stainless steel die surfaces were treated with chrome plating to enhance durability and performance. Flow chart of in-situ pultrusion machine.
The in-situ pultrusion is a novel concept. First and foremost, it’s crucial to grasp the fundamental concept of “in-situ pultrusion.” Pultrusion is a continuous manufacturing process for composite materials, where reinforcing fibers (such as glass fiber or carbon fiber) are impregnated with resin and then pulled through a heated die to form profiles with a fixed cross-sectional shape. The term “in-situ” refers to the fact that during or immediately following this pultrusion process, the material itself undergoes some direct, on-site chemical or physical changes, rather than these changes being completed prior to the pultrusion. These changes can include: • In-situ polymerization: Monomers polymerize within the die or immediately after exiting it to form the polymer matrix. • In-situ curing: Prepolymers or resins are directly cured through heating or other means during the pultrusion process. • In-situ reaction: Chemical reactions occur within the pultrusion process, altering the material’s composition or structure. • In-situ formation of specific structures: For example, the development of particular microstructures or interfaces during the pultrusion process.
Changes in glass fiber content during pultrusion process
The glass fiber content in the pultruded composites can be directly adjusted by increasing or decreasing the number of fiber rovings. By arranging different numbers of rovings at the front end of the pultrusion die, the fiber volume fraction (Vol.%) can be effectively increased or decreased. The glass fiber volume fraction in this study is 55.3, 57.3, 59.9, 63.2, 67.3, and 69.9 vol.%, respectively.
Fourier transform infrared (FTIR) study
FTIR spectrometry measurements were performed using a Model FTIR-460 spectrometer (Jasco Co., Japan) over a wavenumber range of 400–4000 cm−1. The sample was directly applied onto a KBr pellet for FTIR analysis.
Differential scanning calorimetry (DSC) test
The differential scanning calorimetry (DSC) analysis was conducted using a Model 4000 DSC (PerkinElmer Co., USA). Measurements were performed on 5 ± 0.5 mg samples under a nitrogen atmosphere at a heating rate of 10°C/min. Prior to each run, the baseline was optimized within the appropriate temperature range and subsequently subtracted from the corresponding DSC curve.
Dynamic mechanical analysis (DMA) test
The dynamic parameters, including storage modulus (E′), loss modulus (E″), and damping factor (Tan δ), of the composite specimens were measured as a function of temperature from 0°C to 300°C using a DuPont 9900 dynamic mechanical analyzer (DuPont Co., USA). The DMA system operated on the resonance frequency principle, and the sample dimensions were 50 × 12.5 × 2.0 mm (length × width × thickness). The heating rate was 10°C/min, with an oscillation amplitude of 1 Hz. The Poisson’s ratio was assumed to be 1/2.
Swelling ratio test
The swelling ratio q was determined using the following equation (1): V0 = volume of the unswollen pultruded composite V = volume of the swollen pultruded composite W0 = weight of the unswollen pultruded composite W = weight of the swollen pultruded composite D0 = density of pultruded composite Ds = density of solvent (chloroform).

Flame retardant test
Material classification for flammability test 23 .

The following are to be observed and recorded: Afterflame time after first flame application, t1; afterflame time after second flame application, t2; afterglow time after second flame application, t3; whether or not specimens burn up to the holding clamp; and whether or not specimens drip flaming particles which ignite the cotton indicator.
The vertical burning test was conducted inside a fume hood. Samples were held vertically with tongs at one end and ignited from the free end. Each sample was exposed to an ignition source for 10 s and allowed to burn above a cotton wool pad until both the sample and cotton wool were extinguished. Observable parameters were recorded to assess fire retardancy.
Results and discussion
Kinetic analysis
The brominated epoxy (BEP) resin is cured with diamine curing agent. Figure 4 presents the FTIR spectra of the BEP with diamine curing agent before and after the reaction. The FTIR spectra indicate that when the BEP matrix was polymerized at 210°C for 120 s, the absorption peak intensity of the epoxide ring at 920 cm−1 disappeared completely. FTIR spectra of the BEP with diamine curing agent at a reaction time of (a) t = 0 and (b) t = 120 s at 210°C.
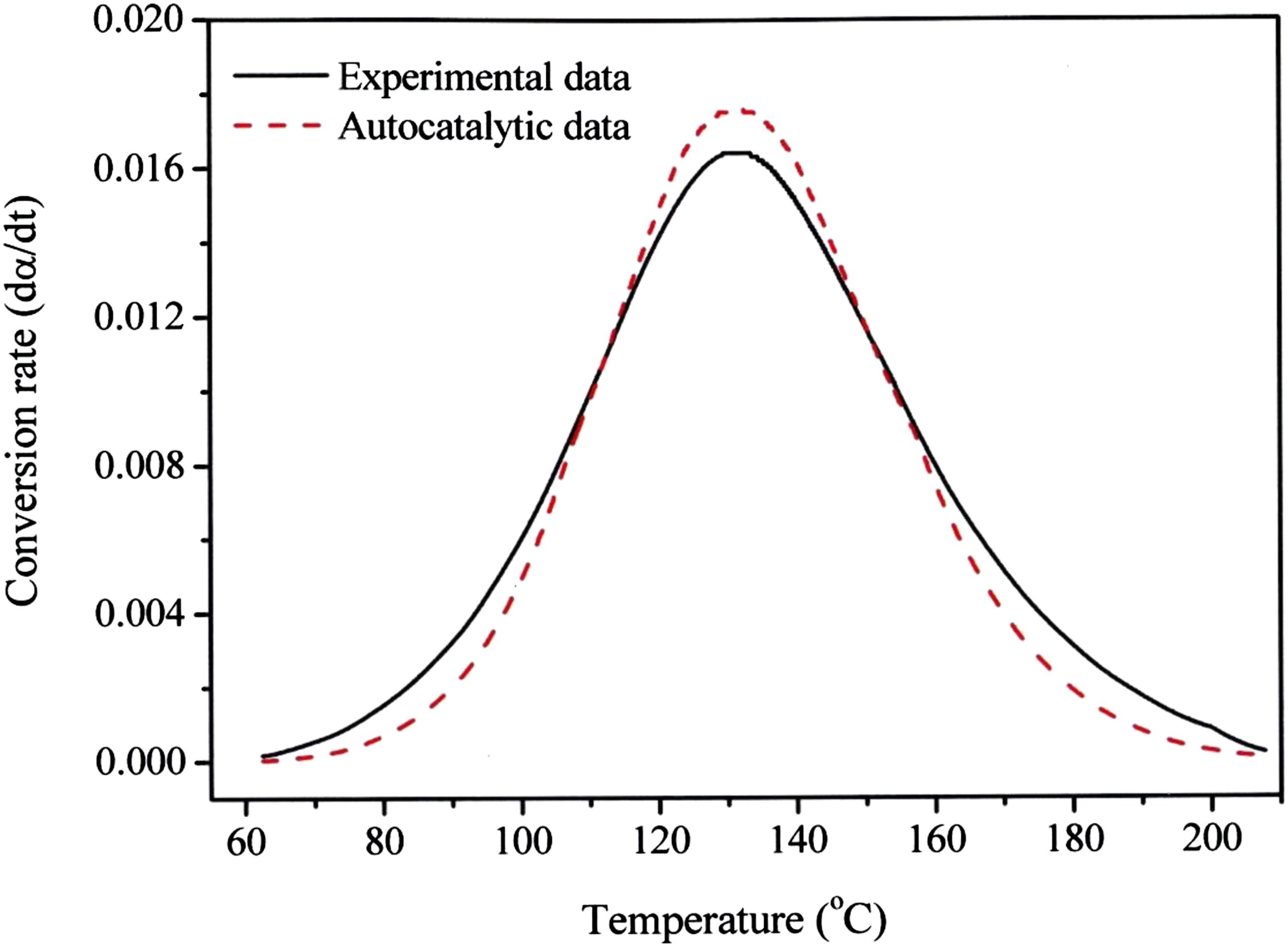
The mechanistic kinetic model employed in this study to describe the curing behavior of the BEP/glass fiber system is based on an autocatalytic reaction. The detailed derivation of this model has been discussed elsewhere. The reaction rate equation is expressed as equation (2). DSC thermograms of the BEP matrix obtained from dynamic DSC at heating rates of 10°C/min.





By integrating the DSC curve, the total reaction heat ΔH = 196.6 J/g was obtained. Using a multiple regression technique to solve equation (6), the kinetic parameters were determined as A = 2.24 × 105 min−1, E = 19.77 kcal/mol, m = 0.6129, and n = 1.4397.
The conversion (α) and conversion rate (dα/dt) as a function of temperature for the curing reaction of BEP prepolymer at a scan speed of 10°C/min are presented in Figures 6 and 7. The solid lines represent the calculated values obtained from equation (2) using the aforementioned kinetic parameters, whereas the dashed lines correspond to the values derived directly from the DSC thermogram data using equations (4) and (5). As illustrated in Figures 6 and 7, the experimental data show excellent agreement with the theoretical predictions. Conversion (α) versus temperature of BEP prepolymer from autocatalytic data and experimental data by dynamic DSC at 10°C/min. Conversion rate (dα/dt) versus temperature of BEP prepolymer from autocatalytic data and experimental data by dynamic DSC at 10°C/min.
Dynamic mechanical properties
Effect of glass fiber content
Figure 8 presents the dynamic storage modulus (E′) as a function of temperature for pultruded glass fiber-reinforced BEP composites at varying glass fiber contents. The results indicate that E′ increases with increasing glass fiber content. At lower temperatures, the dynamic storage modulus of pultruded BEP composites ranges from 1010 to 1011 Pa, characteristic of the glassy state. As the temperature approaches the glass transition temperature (Tg) of 85°C–90°C, E′ decreases sharply before stabilizing at 108–109 Pa, which is typical of the rubbery state. Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various glass fiber contents, with a pulling rate of 40 cm/min and die temperature of 210°C.
The damping factor (Tan δ) is often correlated with the impact resistance of materials and is influenced by fiber incorporation in a composite system. Figure 9 illustrates the variation of Tan δ with temperature for pultruded glass fiber-reinforced BEP composites at different fiber contents. As shown, an increase in glass fiber content results in a lower Tan δ curve, indicating improved stiffness in the composites. The glass transition temperature (Tg) values of pultruded glass fiber-reinforced BEP composites at different glass fiber contents are also presented in Figure 9. Tg is determined from the peak of the Tan δ curve, which is commonly used as an indicator of Tg in dynamic mechanical analysis (DMA). The results reveal that the maximum values of Tan δ for pultruded composites occur between 89 and 90°C across all glass fiber contents. This suggests that Tg remains nearly unchanged regardless of fiber content. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various glass fiber contents, with a pulling rate of 40 cm/min and die temperature of 210°C.
Effect of filler content
The addition levels of calcium carbonate (CaCO3) and talc were 3 and 5 phr (parts per hundred resin), respectively, based on the weight of the BEP resin. Figure 10 illustrate the effect of filler content (CaCO3 and talc) on the dynamic storage modulus (E′) of pultruded glass fiber-reinforced BEP composites. As observed, E′ increases with the addition of CaCO3 and talc, respectively. This increase can be attributed to the enhanced structural constraints and stiffness imparted by the fillers, which promote stronger interfacial bonding within the composite. From Figure 10, the more pronounced drop in storage modulus (E′) observed in the talc-filled samples within the temperature range of 80°C–200°C, compared to those filled with CaCO3, may be attributed to differences in filler–matrix interaction and thermal stability. Talc is a platy, lamellar filler that tends to exhibit weaker interfacial bonding with the polymer matrix than spherical fillers like CaCO3. As the temperature increases, the reduced filler–matrix adhesion in talc-filled composites leads to greater mobility of the polymer chains, resulting in a more significant drop in storage modulus. Additionally, the relatively lower thermal conductivity and stiffness of talc compared to CaCO3 may contribute to the earlier softening behavior of the composite under dynamic mechanical loading. Chauhan
28
explores the synergistic influence of hybridizing titanium oxide (TiO2) filler on the mechanical properties and sliding wear behavior of epoxy composites reinforced with hairy cotton grass (HCG) fibres. The experimental results reveals that the combination with 9 wt-% HCG/4 wt-% titanium oxide observed better mechanical results (tensile-51.03 MPa, flexural-28.66 MPa, and impact energy-3.1 J) whereas higher hardness (40.77 HV) achieved at 9 wt-% hairy cotton grass/6 wt-% titanium oxide composites. The pultruded composites exhibited the lowest storage modulus in the rubbery phase, indicating materials with greater flexibility and a lower degree of stiffness. Additionally, in the glassy state, the storage modulus is influenced by the packing density of the polymer chain system and the intermolecular forces within the material.
29
Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various filler contents, with a pulling rate of 40 cm/min and a die temperature of 210°C: (a) CaCO3; (b) talc.
Figure 11 present the damping factor (Tan δ) as a function of temperature for pultruded glass fiber-reinforced BEP composites at varying CaCO3 and talc contents. The results indicate that an increase in filler content results in a lower Tan δ curve, suggesting enhanced stiffness of the composite. Simultaneously, the peak Tan δ value, corresponding to the glass transition temperature (Tg), shifts to a higher temperature as CaCO3 and talc contents increase. This behavior is attributed to the tighter structural constraints and increased stiffness of the composites due to filler incorporation. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various filler contents, with a pulling rate of 40 cm/min and a die temperature of 210°C: (a) CaCO3; (b) talc.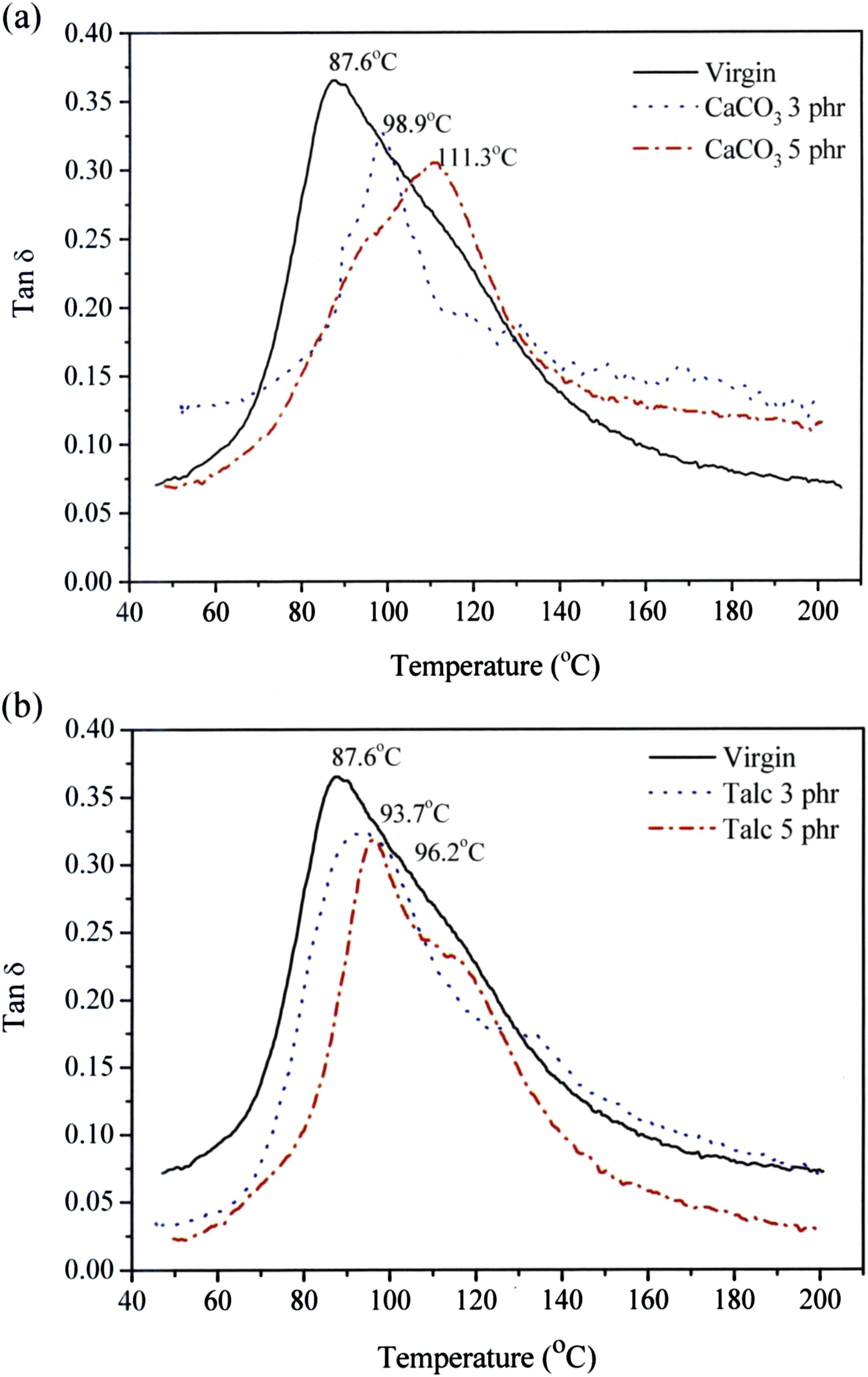
Effect of die temperature and pulling rate
Another crucial factor influencing the dynamic mechanical properties of pultruded composites is the processing conditions, specifically die temperature and pulling rate. Figures 12 and 13 present the dynamic storage modulus (E′) as a function of temperature for pultruded glass fiber-reinforced BEP composites at varying die temperatures and pulling rates, respectively. As observed, E′ increases with rising die temperature and decreasing pulling rate. This enhancement in modulus can be attributed to an increased degree of conversion (cross-linking) within the polymer matrix. A higher degree of conversion results in a more rigid molecular network, thereby increasing stiffness and reducing molecular mobility. The increase in die temperature enhances the mechanical strength of composite materials while reducing molecular mobility. However, excessively high die temperatures can lead to matrix degradation and a subsequent decrease in mechanical strength. Based on experimental trends, the optimal mold temperature likely falls within the range of 190°C–210°C. Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various die temperatures, with a pulling rate of 40 cm/min. Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various pulling rates, with a die temperature of 210°C.

Swelling ratio of pultruded glass fiber-reinforced BEP composites at various die temperatures.

Swelling ratio of pultruded glass fiber-reinforced BEP composites at various pulling rates.

Figures 14 and 15 illustrate the damping factor (Tan δ) versus temperature for pultruded glass fiber-reinforced BEP composites at different die temperatures and pulling rates. The results indicate that Tan δ exhibits a lower curve with increasing die temperature and decreasing pulling rate. The peak Tan δ values, corresponding to the glass transition temperature (Tg), were observed between 86 and 88°C under these varying conditions. Additionally, Tg showed a slight shift to higher temperatures with increasing die temperature and decreasing pulling rate, suggesting improved structural rigidity due to enhanced cross-linking. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various die temperatures, with a pulling rate of 40 cm/min. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various pulling rates, with a die temperature of 210°C.

Effect of postcure temperature and duration
Figures 16 and 17 illustrate the effect of postcure temperature and duration on the dynamic storage modulus (E′) of pultruded glass fiber-reinforced BEP composites. As observed, E′ increases with increasing postcure temperature and duration. This increase in modulus is attributed to an enhanced degree of conversion (cross-linking) within the polymer matrix. A higher degree of cross-linking results in a more rigid molecular network, thereby increasing stiffness and reducing polymer chain mobility. Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various postcure temperatures, with a pulling rate of 40 cm/min and a die temperature of 210°C. Dynamic shear storage modulus (E′) versus temperature of pultruded glass fiber-reinforced BEP composites at various postcure duration, with a pulling rate of 40 cm/min and a die temperature of 210°C.

Figures 18 and 19 present the damping factor (Tan δ) versus temperature for pultruded glass fiber-reinforced BEP composites at various postcure temperatures and duration. The data indicate that Tan δ decreases as postcure temperature and time increase. Simultaneously, the glass transition temperature (Tg), derived from the peak of the Tan δ curve, shifts to a higher temperature with increasing postcure parameters. This shift suggests that postcuring enhances cross-linking, leading to a more thermally stable composite structure. A lower Tan δ value is indicative of excellent interfacial bonding between the glass fiber reinforcement and the BEP matrix. In contrast, higher Tan δ values typically correlate with weaker interfacial adhesion, which may promote stress accumulation and crack initiation. Improved fiber-matrix adhesion enhances stress transfer efficiency, preventing crack propagation by enabling the fibers to bear and redistribute applied loads effectively. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various postcure temperatures, with a pulling rate of 40 cm/min and a die temperature of 210°C. Dynamic damping factor (Tan δ) versus temperature of pultruded glass fiber-reinforced BEP composites at various postcure duration, with a pulling rate of 40 cm/min and a die temperature of 210°C.
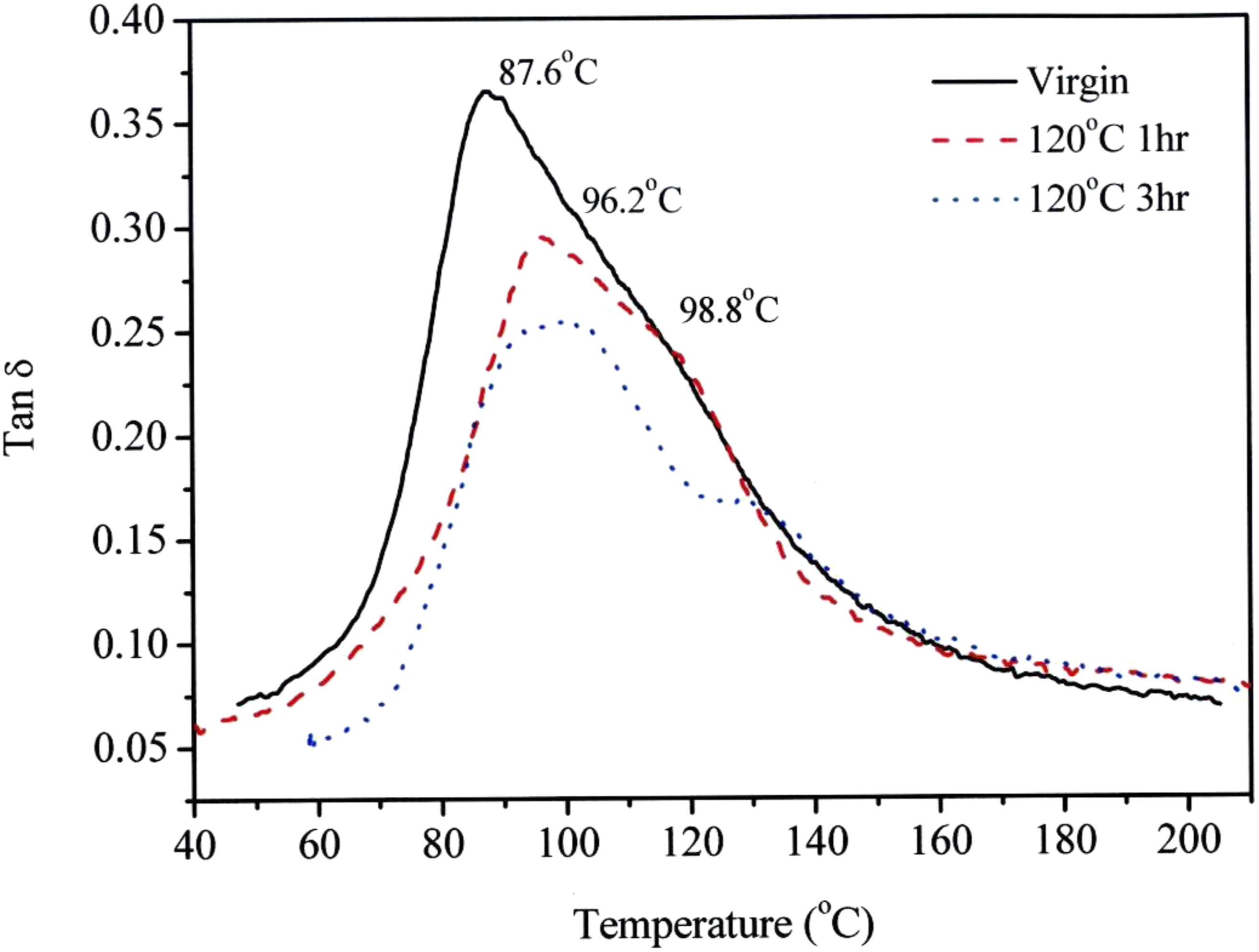
Figures 18 and 19 display two distinct peaks of one peak and a shoulder in the Tan δ curves, particularly for the samples treated at 100°C for 1 h and 120°C for 3 h, respectively. However, the authors did not provide any explanation for the presence of these double peaks. Two peaks indicate the presence of two distinct relaxation mechanisms or dynamic glass transition behaviors within the material. This phenomenon is common in reinforced composite materials (such as glass fiber reinforced BEP resin) and may be related to the fiber/resin interfacial region or material compositional heterogeneity.
Thus, optimizing postcure temperature and duration leads to improved mechanical performance, ensuring superior stress transfer between the glass fiber reinforcement and the BEP matrix.
Flame retardant properties
The limited oxygen index (LOI) test was used to evaluate the flame retardancy of the composites based on variations in oxygen and nitrogen concentrations. Oxygen constitutes 21% of the atmosphere, and materials with LOI values ≤21 are classified as highly flammable, burning freely in atmospheric conditions. Materials with LOI values between 22 and 25 tend to self-extinguish during combustion, while materials with LOI values ≥26 are considered difficult to ignite.
30
The LOI value is determined by adjusting the oxygen and nitrogen flow rates, expressed in the following equation:
The high LOI values observed in pultruded glass fiber-reinforced BEP composites suggest that these materials exhibit enhanced flame resistance, making them suitable for fire-critical applications.
Flame retardant properties of pultruded glass fiber-reinforced BEP composites.

Flame retardant properties of pultruded glass fiber-reinforced BEP composites at 55.3 vol. % glass fiber content.

These results confirm that the flame-retardant property is actually not significantly increased by glass fiber reinforcing. The flame-retardant property still primarily originates from the BEP matrix itself. The consistently high LOI values and UL-94 test (V-0 rating) suggest that pultruded BEP composites are well-suited for applications requiring superior fire resistance, such as in construction, transportation, and aerospace industries.
Mechanical strength properties
Since one of the major advantages of pultrusion process is enhancement in mechanical strength and this type of composite may be applied in structural applications. The data of mechanical properties of the glass fiber reinforced brominated-epoxy resin pultruded composites are as follows: Tensile strength reaches 1000 MPa, tensile modulus reaches 35 GPa, flexural strength reaches 1030 MPa, flexural modulus reaches 115 GPa, and notched Izod impact strength reaches 2050 J/m.
Conclusions
In this study, a brominated-epoxy (BEP) resin system was successfully developed for the pultrusion process. The experimental results aligned well with theoretical predictions, confirming that the autocatalytic model dα/dt = Aexp(−E/RT)αm(1−α)n is suitable for reinforced BEP/glass fiber composites. The calculated kinetic parameters include a pre-exponential factor of A = 2.24 × 105 min−1, activation energy of E = 19.77 kcal/mol, reaction orders of m = 0.6129 and n = 1.4397, and a total reaction order of m + n = 2.0526. The dynamic mechanical behavior of the composite, which is critical for structural applications, was highly sensitive to processing conditions. The dynamic storage modulus (E′) increased with higher glass fiber content, die temperature, filler content, and postcure temperature and duration, while a decrease in pulling rate also resulted in an increase in modulus. The damping factor (Tan δ) decreased under the same conditions, indicating improved stiffness and fiber-matrix interaction. The glass transition temperature (Tg) remained unchanged across different glass fiber contents but increased with higher filler content, postcure temperature and duration, and die temperature, with a slight increase observed at lower pulling rates. In terms of flame retardancy, all pultruded composites achieved a V-0 rating in the UL-94 test and LOI values (45-46) confirmed their excellent flame resistance, demonstrating their suitability for applications requiring high fire-retardant performance.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the National Science and Technology Council of Taiwan for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.