
Abstract
Green polymers and nanocomposites are noticed by researchers in the environmental fields. Among them, starch, polylactic acid, and cellulose nanofiber (CNF) are eco-friendly. In the present study, thermoplastic bio-nanocomposites of starch/cellulose nanofiber (SN), polylactic acid/cellulose nanofiber (PN), and starch/polylactic acid/cellulose nanofiber (SPN) are prepared by film casting. The effect of nanofibers is investigated by X-ray diffraction (XRD), scanning electron microscopy (SEM), mechanical properties, and water vapor permeability (WVP) of films. Results show that the mechanical properties of SN and PN improve with the addition of CNFs due to their uniform dispersion which are investigated using SEM images. The addition of 1 mL CNF (0.38 wt.%, CNF/solid nanocomposite) satisfactorily enhanced tensile strength and Young’s modulus of SPN (36.99, 629.71 MPa). On the other hand, these properties obtained for SN (6.63, 54.96 MPa) and PN (22.69, 514.61 MPa) with adding 1 mL CNF (1.23 and 0.62 wt.%, CNF/solid nanocomposite). The water vapor permeability of all the films is enhanced slightly with increasing CNF content and it is possible to reduce segmental mobility of polymer molecules at low fiber loading. Due to the excellent mechanical properties and low permeability of SPN nanocomposite, it can be used in the food packaging industry.
Keywords
Introduction
Synthetic plastics or petroleum-derived polymers such as polyethylene, polypropylene, and polyamide are extremely harmful to the environment due to their non-biodegradability. In the packaging industry, 50% of plastics are obtained from fossil fuels. The use of non-degradable plastics leads to global warming, and water and air pollution. 1
Green technologies and environmental protection have been noticed in the production of environmentally friendly materials such as biodegradable polymers based on polysaccharides and synthetic biopolymers. To overcome this problem, researchers are focusing on renewable and biodegradable sources. 2 Biopolymers are attractive materials because they are biodegradable, recyclable, and compostable but they have properties such as poor strength, high brittleness, low thermal stability, and poor water and oxygen barrier properties that limit their use. For example, starch has hydrophilic hydroxyl groups and absorbs moisture and weakens its properties, and its mechanical properties are very sensitive to moisture. 3 By comparing the properties of synthetic polymers with biopolymers, synthetic polymers have advantages including strong mechanical properties, high thermal stability, and low water sensibility. To modify the properties of natural polymers such as starch, it can be mixed with synthetic polymers or biopolymers, such as polylactic acid, or natural nanofibers such as cellulose nanofibers.
Polylactic acid (PLA) is a synthetic biodegradable plastic, that is made from the lactic monomer of corn. PLA is a hydrophobic polymer with high mechanical properties and brittleness. 4 However, PLA shows a lower degradation rate, higher cost, and higher brittleness in comparison to starch. 5 On the other hand, starch and PLA are incompatible and must be increased by the compatibilizer or plasticizer agent to improve their interfacial adhesion. 6 Plasticizers Lactone, polyvinyl alcohol (PVA), and polyethylene glycol (PEG) were applied. 7 Moreover, PLA was used as a reinforcing agent for the strengthening of starch-based films and foams. 8 Starch films were reinforced by PLA, which tensile strength increased from 0.6 to 1.3 MPa. 9
Cellulose nanofiber (CNF) is another material that is added into starch, PLA, and starch/PLA composite as the reinforcing agent for the properties. However, the highly polar surface of CNF exhibits a low compatibility with non-polar polymers 10 (Cunha & Gandini, 2010). Chemical and mechanical treatment methods have been used to overcome these drawbacks. For chemical treatment, Matsumura, 11 Gousse,12,13 Hu, 14 and Almasi et al. 15 reported esterification, silylation, acetylation, and fatty acids methods, respectively. Also, homogenizing, frozen crushing, extra-fine grinding, high-intensity ultrasonication, and extrusion processes have been used as mechanical treatment methods.16,17
These methods decrease the CNFs’ hydrophilicity and increase the crystallinity of the composites because of the nucleation effect of CNFs. Meanwhile, the nanocomposites exhibit higher tensile strength in comparison to pristine starch 18 and PLA.
The extruders are used for polymer powder extrusion and prepare highly uniform polymer melts by high shear. This method results in poor temperature homogenization, large temperature gradients, and degradation of the outer polymer materials, while the inner materials slowly heat and melt. 19 Ke and Sun obtained starch/PLA/PVA blends with the extrusion and PVA (MW 6000) at 30% (by weight) was added to a starch and PLA blend (50:50, w/w) to enhance compatibility. 20 On the other hand, the mechanical treatment method can be created by the preparation of highly uniform solution polymers with a high-speed mechanical stirrer. The solution polymers have the flowability and the permeability in each other that can be homogenized by high-speed stirring.
In this work, the solutions of starch/CNF in water, polylactic acid in dichloromethane /CNF, and starch in water /polylactic acid in dichloromethane /CNF were obtained by high-speed stirring as a mechanical treatment method to carry out high-stress for molecular diffusion improve and to destroy intermolecular hydrogen bonds nanofibers and starch. Also, PVA was used as a compatibilizer and a surfactant agent, which reduced the surface tension between starch and polylactic acid. Afterwards, the polymeric films were manufactured by the casting method. The purpose of the present research was to study the mechanical properties and water vapor permeability of nanocomposite films as a function of CNF loadings.
Materials and methods
Materials
Corn starch was supplied by Parsore (Semnan, Iran). Polylactic acid (PLA) granules were procured from Chemiekas GmbH (Austria). Cellulose Nanofiber (CNF) was obtained from Nanosany Co. (Iran, Product ID: NS-CNF-001 width: 20–50 nm, length: 20–180 µm, solution concentration: 2.5% w., purity: 99.3%, surface area: 31–33 m2/g, ρ:1000 kg/m3). Other chemical reagents were purchased from Merck (Germany).
Preparation of starch/CNF film
At first, corn starch (2 g) was added to 60 mL of distilled water. The mixture was heated at 80°C and mixed under continuous stirring at 700 r/min for complete gelatinization of the starch. Then, the starch gel was cooled at 35°C. For producing Starch films reinforced with CNF, CNF was added to each solution at loadings 0.5, 1, 1.5, and 2 mL, which was equal to 0.62, 1.23, 1.84, and 2.44 weight percent of CNF to solid composite (wt. %), and homogenized by using a mechanical stirrer (MSH-0512, Jeio Tech Co., Korea) to separate nanofiber for 15 min. After that, the mixture was cast onto a glass plate and dried for 24 h at room temperature. The obtained film was peeled off and used for further tests. The films were labeled as ‘SN-’, followed by digits ‘0.5’ to ‘2’, which denoted the loading (mL) of CNF added. 0% was referred to reference film.
Preparation of PLA/CNF film
At first, PLA granules were dried in a vacuum oven at 50°C for 24 h. Then, dried PLA granules (4 g) were mixed with 60 mL dichloromethane under continuous stirring at 800 r/min for 1 h. Afterward, CNF was added to the solution at loadings 0.5, 1, 1.5, and 2 mL, which was equal to 0.31, 0.62, 0.93, and 1.23 weight percent of CNF to solid composite (wt. %), and mixed by using a mechanical stirrer (MSH-0512, Jeio Tech Co., Korea) for 15 min. Next, the solutions were put on several glass plates. Dichloromethane was evaporated at room temperature after 24 h. The Film was formed without any crack, removed precisely, and labeled as ‘PN-’, followed by digits ‘0.5’ to ‘2’, which denoted the loading (mL) of CNF added. 0% was referred to reference film.
Preparation of starch/PLA/CNF film
For preparing starch/ PLA/CNF Film, the used method was based on solution casting and evaporation of the liquid phase of the solution. According to the preparation of starch/CNF Film and preparation of PLA/CNF Film, the corn starch (2 g to 60 mL of distilled water) solution, and PLA (4 g to 60 mL of dichloromethane) solution were prepared and mixed with the mechanical stirrer at 1000 r/min for 1 h. Also, polyvinyl alcohol (0.5 g) was added to them as a compatibilizer and a surfactant. Then, CNF was added to the mixture as explained in the previous section at loadings 0.5, 1, 1.5, and 2 mL, which was equal to 0.19, 0.38, 0.57, and 0.76 weight percent of CNF to solid composite (wt. %), and blended at 800 r/min for 1 h. Afterwards, the solutions were put on several glass plates and solvents were evaporated at room temperature after 24 h. The Films were labeled as ‘SPN-’, followed by digits ‘0.5’ to ‘2’, which denoted the loading (mL) of CNF added.
Characterization of prepared films
XRD instrument (AW-XDM300, ASENWARE, China) was used in the diffraction angle range 2θ = 2° and 40°, using Cu Kα radiation having X-ray wavelength of 1.54 A˚, at a testing speed of 1° /min, and the test step 0.05°.
The microstructure of the biocomposite films was studied by SEM (Xl30, Philips, USA) with an acceleration voltage of 20 kV. The fractured surfaces of the films were mounted on an aluminum stub and sputter coated with a thin layer of gold of 3 nm in thickness before microscopic observations.
The tensile test of films was determined by using a tensile tester (Santam STM-5, Iran). The specimens were conditioned at 25°C and humidity of 55% for 24 h. Tensile strength (TS), Young’s modulus (YM), and the elongation at break (EB%) were obtained in three replicates for each specimen at a testing speed of 2 mm/min and a separating initial grip of 40 mm, according to ASTM 882-91. Moreover, the thickness of the film was measured using a micrometer (Helios, H-103) with a precision of ±0.01 mm, three random positions were measured on each film, and the mean thickness was calculated. At least three specimens were tested for each run and average values were reported.
Water vapor transmission rate (WVTR) values were obtained according to ASTM E96. The films were fixed over the permeation cells with paraffin. The cells were contained distilled water and put in desiccators at 25°C and a humidity of 0%. The permeation cell weight was calculated by measuring evaporated water weight from the films and absorbed water weight by the surface of CaCl2 which was desiccant. Each cell was weighed after 24 h. Then, changes in cell weight were drawn versus time and the line slope was obtained. WVTR was calculated by equation (1):

The water vapor permeability (g m−1 S−1 Pa−1) was calculated by equation (2):

Results and discussion
Figure 1 shows XRD profiles of SN-0.5, SN-1.5, and SPN-1.5. The amorphous region emerges on 2θ = 19° in SN-0.5 and SN-1.5, typical of semi-crystalline thermoplastic. The crystalline structure of starch is destroyed by the melting and the plasticizing processes. Also, XRD peaks do not show any difference in cellulose nanofibers and starch due to their similar crystal structure. Fazeli et al. showed that crystallinity did not change because CNF was a well-defined particle.
21
X-ray diffraction of (a) SN-0.5, (b) SN-1.5, (c) SPN-1.5.
SPN-1.5 exhibits the distinct peaks at 2θ = 16.8° and 2θ = 19°. The spectacular increase in intensity of the main peak and crystallinity can be attributed to the development of the crystalline structure with crystals of PLA, starch, and CNF. Increasing the amount of cellulose nanofibers in the presence of PLA may cause the recrystallization of the amylopectin chain. Xian et al. reported the effect of NFC on PLA/starch in the PLA/starch/NFC biocomposite and a strong interaction between the PLA and NFC. 22
SEM images for SN-0.5, SN-1.5, and SPN-1.5 films are shown in Figure 2. As can be seen, the nanofibers in SN-0.5 (Figure 2(a)) show uniform dispersion in the matrix due to the strong adhesion between starch and CNFs. Nasri-Nasrabadi et al. prepared starch/CNF films and showed that CNFs were uniform dispersion in the starch and reinforced the biopolymer.
18
Starch and CNF are compatible as can be observed in the literature.23,24 SEM images of (a) SN-0.5, (b) SN-1.5, (c) SPN-1.5.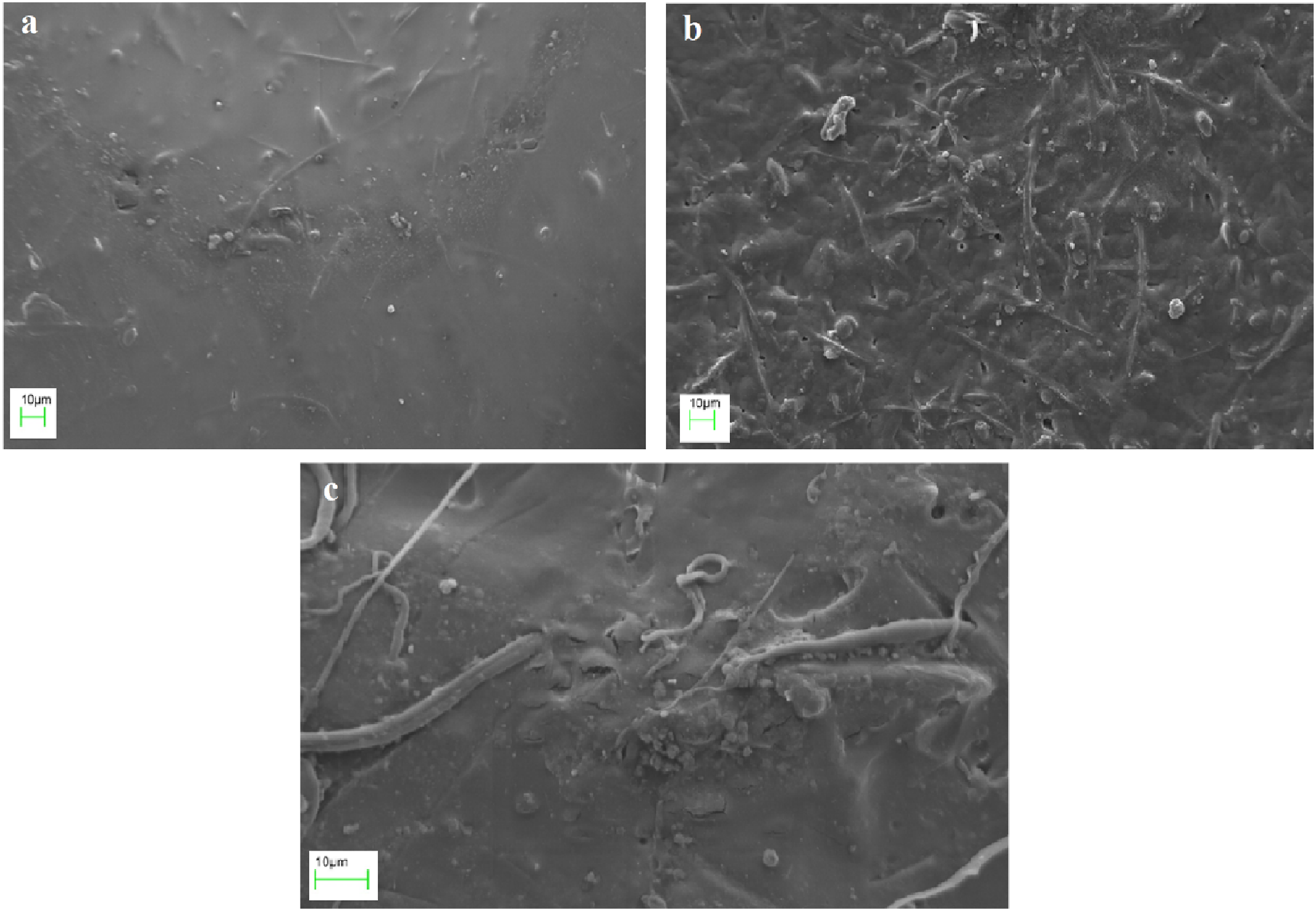
Figure 2(b) exhibits that the nanofibers are dispersed homogeneously in the PLA matrix and have good miscibility with the matrix. The fiber has been covered with a thin layer of the matrix linking the fiber surface to the matrix, and thus better stress transfer could be expected. 25 Almasi et al. prepared PLA nanocomposite reinforced by CNF and indicated the same behavior. 15 Moreover, Figure 2(c) for SPN-1.5 demonstrates that the side surface of some cylindrical fibers is covered with a very thin layer of polymer matrix. This coating may be starch because starch chains can interact with CNF by strong hydrogen bonding. 21 Of course, as can be seen, many of them are completely impregnated with starch-PLA matrix because of bonding PLA with the gelatinized starch. This result can be confirmed by the evidence of Hassan et al. 26
Polymer melts are prepared by using the extrusion method with high shear. For example, starch, poly(lactic acid), and poly(vinyl alcohol) were blended in a lab-scale, corotating, conical twin-screw extruder. 20 Instead, the high shear can be carried out for the polymer solution by mechanical treatment. The preparation of solutions can increase flowability and the creation of the high shear improves molecular diffusion both of them can increase the homogenization and permeation of nonpolar (PLA/dichloromethane) and polar (starch/water or CNF/water) polymer solutions. This mixture is similar to liquid-liquid extraction and solids dissolution. Dichloromethane and water are liquids and starch/PLA/CNF are solids.
Liquid-liquid systems must be carried out close to their solubility limit and it occurs for the minor component at fairly low concentrations. First, the minor phase is dispersed as drops, and then completely dissolves over time. This over time changes the drop size distribution and the concentration of solute in the continuous phase. In this study, starch/water is a minor phase as drops. Pure dissolving drops have mass transfer resistances from both immiscible liquids. The drops are subject to deformation, breakup, internal circulation, and oscillation, and surface motion on drops increases the slip velocity. Perry’s (1997) Handbook (Tables 5–21 to 5–28) and Kumar and Hartland (1999) have given reviews of mass transfer for liquid-liquid systems in stirred tanks. 27 Important factors influence this process such as the impeller rotational speed, the continuous phase viscosity, and the place of minor phase injection, as close to the impeller, the surface tension is small. 28 Also, the surface tension is reduced at a lower concentration of the PVA, which is present on the surface and acts as a surfactant. 29 On the other hand, PVA is synthesized by hydrolyzing poly(vinyl acetate) and the residual vinyl acetate group interacts with a hydrophobic surface (such as PLA). PVA improves the interfacial adhesion between starch and PLA.20,29 Therefore, the mechanical properties can increase with PVA.
Effect of CNF content on mechanical properties and WVP of the films.

As can be seen in Table 1, the films containing higher CNF content exhibit higher values of the tensile strength, Young’s modulus, and lower values of the elongation at break. In biocomposite film fabrication, the amount of the fillers is an important factor. Generally, CNF fillers improve the tensile strength of the matrix. The addition of CNF to the starch improves the mechanical properties such as TS and YM. Fazeli et al. reported that the addition of CNF up to 0.4 wt.% increased the mechanical properties of the starch. 21 It is obvious in Table 1 that the addition of CNF from 0.5 to 1 in the PN films improves TS and YM from 18.56 to 22.69 MPa and from 429.50 to 514.61 MPa, respectively. Jamaluddin et al. reported that the addition of CNF from 1 wt.% to 2% in the PLA films decreased TS from 29 to 16.7 MPa. Also, the surface of CNF was modified by acid anhydride and was improved TS. 30
In this study, for SPN-1, the obtained values for tensile strength, Young’s modulus, and strain at the breakpoint are 36.99 MPa, 629.71 MPa, and 1.25%. This film shows the highest tensile strength and Young’s modulus. Moreover, these properties slightly reduce for SPN-1.5. Mao et al. 31 reported that PLA/starch/nanofibrillated cellulose nanocomposite (NCF) improved the mechanical properties of the films while the TS reduced significantly with adding the NFC up to 3 wt.%. Sethi et al. indicated the similar observations. 32 Furthermore, SPN films show a decrease in the EB. Tang et al. 33 and Samir et al. 34 obtained the same results.
The water vapor permeability values were determined for all samples. WVP of SN-0, SN-0.5, SN-1, SN-1.5, and SN-2 has been obtained at 1.17, 1.46, 1.69, 1.73, and 1.87, respectively. Also, for PN-0, PN-0.5, PN-1, PN-1.5, and PN-2, the WVP values have been determined as 1.97, 2.36, 2.59, 2.63, and 2.77. Tsuji et al. investigated the effects of PLA molecular characteristics on WVP and obtained 2.08, 1.92, and 2.18 for high, middle, and low molecular weight. 35 Their results are consistent with the pristine PLA (PN-0) in this research. The permeability shows a slight increase with the addition of CNF content in the starch, PLA, and starch-PLA mixture. Table 1 shows the effect of CNF loading on the WVP. Starch-PLA, despite increasing crystallinity may provide channels or domains in the film that allow more rapid permeation. Paralikar et al. investigated barrier properties of poly (vinyl alcohol)/cellulose nanocrystal films. They reported that permeability was improved with increasing CNF due to agglomeration. 36 Almasi et al. reported similar results. 15
Conclusion
Green nanocomposite films were obtained from solutions of starch/cellulose nanofiber, polylactic acid/cellulose nanofiber, and starch-polylactic acid/cellulose by film casting and solvent evaporation. SEM micrographs indicated the homogeneous SN and PN films and the dispersion of the CNFs within the polymer matrix. The mechanical properties of the films improved with increasing the nanofibers content. The tensile strength and Young’s modulus of SPN-1 were increased by 38.65% and 18.28%, respectively compared to the PN-1 specimen and 82.08% and 91.27%, compared to the SN-1 specimen. Therefore, cellulose nanofiber can be used for reinforcing polymer. The SPN film may be developed for packaging applications due to improving the mechanical properties. Moreover, the water vapor permeability was enhanced a little with the CNF addition due to the low loading and the homogeneous dispersion of nanofiber.
Footnotes
Acknowledgements
The authors gratefully acknowledge the Islamic Azad University, Shahreza Branch for supporting the present research.
Author contributions
Omid Daliri Shamsabadi and Fariba Soltanolkottabi conceived and designed the experiments; Omid Daliri Shamsabadi performed the experiments and Fariba Soltanolkottabi analyzed the data; Fariba Soltanolkottabi wrote the paper. Fariba Soltanolkottabi reviewed the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
The authors declare that the data supporting the findings of this study are available within the paper.