
Abstract
Polylactic acid (PLA) is blended with native starch or thermo plasticized starch (TPS) for preparing biodegradable composites. However, poor compatibility of PLA with starch results in the composites with inferior mechanical properties. This study examines the effect of Maleic Anhydride-Grafted-PLA (GMAPLA) coupling agent and its concentration on the extent of improvements in mechanical and thermal properties of PLA –TPS blends. Maleic anhydride was grafted on PLA in Haake torque rheometer, characterized and used as the coupling agent. PLA/TPS (wt/wt) blends (70/30 and 50/50) were prepared by twin screw extrusion. GMAPLA at three different levels 5%, 10% and 15% (wt%) with respect to PLA content was taken to study its effect on mechanical properties of blends. Presence of GMAPLA significantly improved the mechanical properties (tensile, flexural and impact strength) of TPS/PLA blends. Among the three concentrations, 10% GMAPLA in the blend was found to give the maximum improvement in strength properties. Dynamic mechanical analysis and thermo-gravimetric analysis indicated no significant effect of GMAPLA content on transition temperatures and thermal degradation behavior of the blends.
Keywords
Introduction
In the present scenario, disposal of large volume of petroleum based plastics has become a major environmental concern. 1 Many polymers, like polycaprolactone, polylactic acid (PLA), polybutylene adipate terephthalate are gaining significant commercial interest as substitutes for conventional thermoplastics like polypropylene, high density polyethylene, etc. due to their biodegradability. However, their applications are restricted to specific niche areas due to high cost and limited availability.
PLA is synthesized from renewable agricultural products (e.g. corn starch) and has processability very much similar to polyolefins. However, high brittleness, low thermal stability and high cost restrain its application for limited products. Economical plasticizers are required to reduce brittleness in the material whereas suitable fillers, preferably natural, are required to decrease the cost.2,3 Starch is being used as natural filler for PLA but it tends to increase brittleness of PLA and adversely affects elongation at break and impact strength. 4 Thermoplasticization of starch is one of the methods to change the characteristics of starch, which is more suitable to reduce the brittleness of PLA/starch blends. 5
Starch in its natural state exists in granular form. However, with a suitable plasticizer in right proportion when subjected to shear forces at temperatures in the range of 90–180°C, the granulated structure gets transformed into molten plastic state and the resulting material is called thermoplasticized starch (TPS).6,7 During thermoplasticization, the plasticizers form hydrogen bonds with starch molecules by breaking inter and intra molecular hydrogen bonding present in starch making it thermoplastic. Tang et al. 8 reported that glycerol along with water provided better plasticization ability because of its nonvolatile property as compared to other plasticizers like urea and formamide. TPS offers advantages like biodegradability and low cost but suffers from poor mechanical properties and high hygroscopicity. 9
PLA can easily be blended with TPS and by varying their relative proportions, properties of the blends can be tailored for specific application. However, mechanical properties of the blends largely depend on the interfacial adhesion of PLA with TPS. Studies have indicated inherent incompatibility between PLA and starch whether used in native or gelatinized form 4 and consequently result in poor mechanical properties of such blends. 10 Coupling agents are often used to improve interfacial properties of polymeric blends by inducing a chemical reaction between two polymers during their blending, thus providing direct interaction between the polymers. The use of glycidyl methacrylate grafted poly (ethylene octane) as a coupling agent has been found to increase elongation at break and impact strength of PLA/TPS blends.11,12 Maleic anhydride (MA) is one of the most widely used chemicals to synthesize reactive coupling agent due to its high reactivity toward PLA free radicals induced by an initiator,13,14 low toxicity and low potential to polymerize itself under free radical grafting conditions. 15 Anhydride group present in MA reacts with hydroxyl group of starch to form ester linkages and carboxylic acid which can also form hydrogen bonding with starch hydroxyls. 16 Zhang and Sun 17 reported improvement in interfacial adhesion, tensile strength and elongation at break in PLA/wheat starch blends when maleic anhydride grafted PLA was used as the coupling agent. Huneault and Li 18 reported improvement in tensile strength, elongation at break and ductility in TPS/PLA blends coupled with MA grafted PLA when TPS was synthesized with different plasticizer concentration. However, the proportion or concentration of the coupling agent in the blend is expected to be an important factor in defining the properties. The effect of concentration of such coupling agent on the properties of the PLA/TPS blends has not been studied thoroughly.
This research was aimed at improving mechanical properties of PLA/TPS blends with the use of coupling agent at optimum concentration. We report the preparation of thermoplasticized starch using glycerol-water as plasticizers, preparation of TPS filled PLA blends with varying concentration of maleic anhydride-grafted-PLA (GMAPLA) as coupling agent and mechanical properties of the prepared blends. The blends were also studied for thermal stability and viscoelastic behavior.
Materials and methodology
Materials
Commercial grade corn starch (88% carbohydrate, 3% protein, 0.1% fats and 8.9% moisture) was procured from local market and used without any further treatment. The carbohydrate in the starch was characterized with 25.5% amylose and 74.5% amylopectin. PLA (Ingeo3052D, NatureWorks make) with MFR of 14 g/10 min (210°C, 2.16 kg load) was used in the study. PLA was oven dried at 85°C for 12 h prior to use. Laboratory reagent grade glycerol (molecular weight of 92.09 g/mol) and stearic acid (molecular weight of 284.5 g/mol) were procured from Nice Chemicals, India. Maleic anhydride (molecular weight of 98.06 g/mol) was procured from SD Fine Chemicals. Dicumyl peroxide (DCP) (melting point of 39°C) was procured from Himedia, India.
Thermoplasticization of starch
Starch was converted into TPS using a twin screw extruder as per the procedure described by Raghu et al. 19 Starch (70 wt%), was pre-mixed with glycerol (20 wt%) and distilled water (10 wt%) in a high speed mixer for 5 min and the mixture was kept for 2 h so that both glycerol and water gets absorbed by the starch granules. Additionally, stearic acid (0.5% wt%) was added in the pre-mixed starch just before extrusion. The premixed material was fed into a 28 mm co-rotating twin screw extruder having segmented screws and six segmented heating barrels. The temperature for all the heating zones was set at 120°C. The screw rotation speed was 100 rpm resulting in a residence time of around 3–4 min for the material in the extruder. Extruder output was in the form of thick strands of TPS which were collected over a metal plate. The strands were kept in a hot-air oven at 95°C for 48 h to remove moisture from TPS. The dried strands were pelletized and kept in a desiccator over silica gel to avoid any moisture adsorption.
TPS characterizations
The micro-structural morphology of native starch and TPS was characterized using scanning electron microscopy (Zeiss model). Wide angled X-ray diffraction was used to analyze the changes in the crystalline behavior after thermoplasticization of starch (Siemens Diffractometer D5000). Native starch and TPS were exposed for a period of 1.5 s for each angle of incidence (
Synthesis of GMAPLA
MA was grafted on PLA as per the procedure described by Gunning et al. 20 to synthesize the coupling agent (GMAPLA). PLA, MA and DCP in the ratio of 96.4:3:0.6 (weight basis) were used for the grafting reaction. The grafting process was performed in a torque rheometer (Thermo Scientific make Haake Polylab QC). For each batch of grafting reaction, 45 g of PLA was mixed with the specified quantity of MA and the mixture was fed into the rheometer, which was preheated to 185°C. The rotor speed of the rheometer was set to 100 rpm. Once the mixture transformed into molten state, DCP was added in the mixing chamber. Addition of DCP was considered as the onset of grafting reaction and the reaction was allowed to proceed for 4 min. After the reaction time screw rotation of the rheometer was stopped, the reacted material was quickly removed and cooled. The grafted material was pulverized into granular form and used as the coupling agent.
Grafting of MA on PLA takes place through free radical reaction with two possible mechanisms (Figure 1).13,21,22 In the first mechanism (path a), DCP initiator converts PLA as a macro-radical by extracting hydrogen from PLA structure. This macro-radical provides site for grafting of MA on to the PLA. In the alternate mechanism (path b), presence of the radical initiator, not only extract hydrogen from PLA but also results in β-chain scission of the polymer resulting in reduction in molecular weight of PLA. 14 From the torque graph as shown in Figure 2, it can be observed that virgin PLA shows torque value of 2 Nm whereas GMAPLA exhibited 0.9 Nm after 4 min of reaction indicating drop in molecular weight in the grafted polymer which is attributed to β-chain scission .
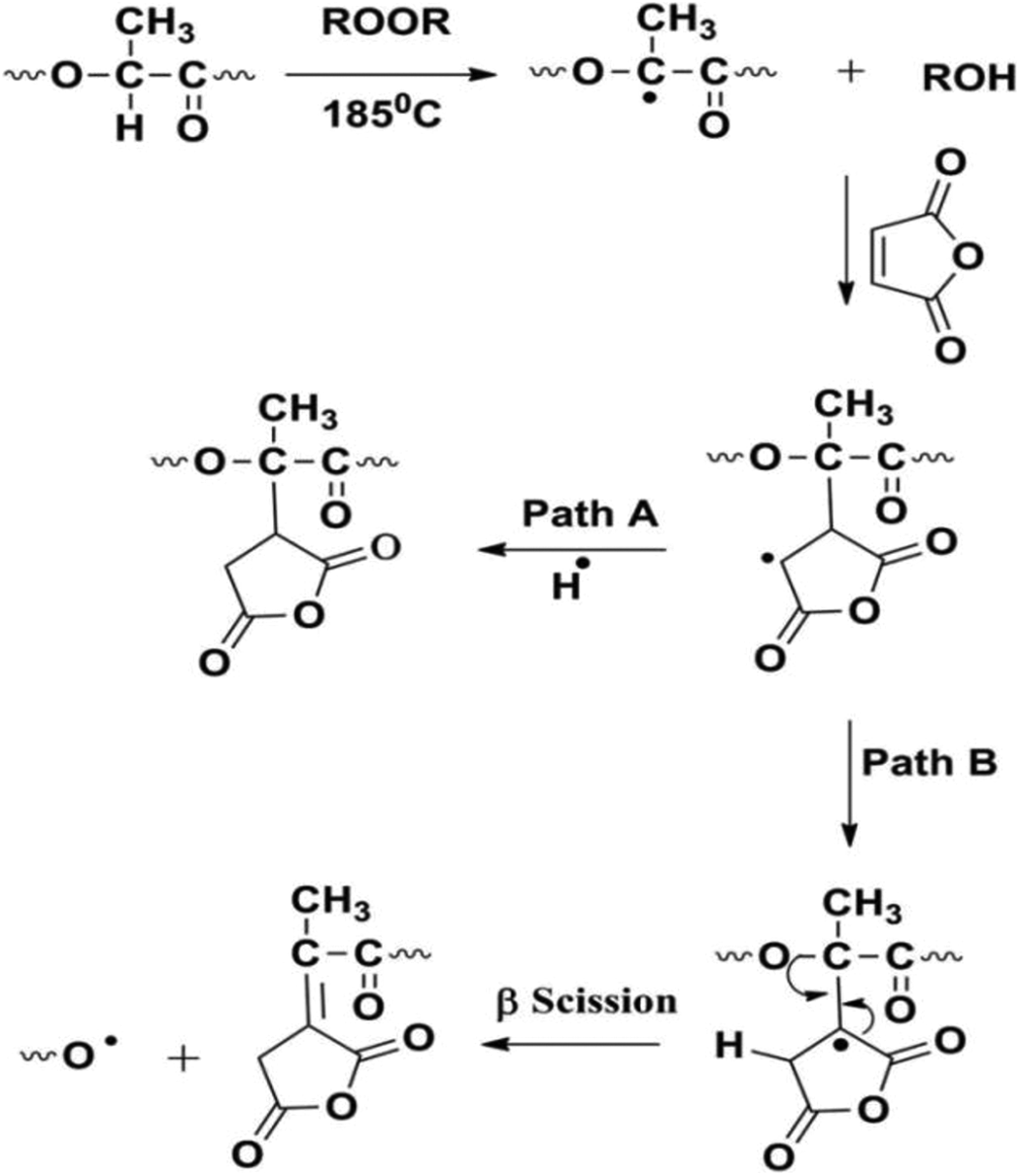
Grafting mechanism of MA onto PLA backbone by free radical reaction.

Torque graph of PLA and GMAPLA.
PLA/TPS blend preparation
PLA/TPS blends with two different weight proportions (70% PLA-30% TPS; 50% PLA- 50% TPS) were prepared with and without GMAPLA. To examine the effect of different concentration of GMAPLA, PLA/TPS blends were prepared with 5, 10 and 15% of GMAPLA (with respect to total content). The composition of each blend prepared in the study is given in Table 1. For each batch of 1 kg blend, PLA, TPS and GMAPLA in the specific proportion were mixed in a high speed mixer. The mixture was compounded using the same twin screw extruder which was used for thermoplasticization of starch. Temperature profile of the extruder from feed zone to die zone was set at 160°C–165°C −165°C −160°C −155°C and screw rotation speed was set to 120 rpm. The extrudates were collected over a metal plate, air cooled and palletized into granular form. The obtained PLA/TPS granules were oven dried at 85°C for 12 h.
Formulation of the prepared blends.

The dried granules were injection molded into specimens for tensile, flexural and izod impact tests. For tensile test, type I dumbbell shaped specimen (165 mm ×13.2 mm × 3.2 mm) and for flexural test, rectangular bar shaped specimens (127 mm × 13.2 mm × 6.4 mm) were injection molded. Samples prepared for flexural test were also used for impact testing. The molding temperature profiles was set to 60–165°C from feed to nozzle point. Injection speed and injection pressure were 100 mm/s and 100 bars, respectively.
Mechanical properties testing
Tensile and flexural properties were measured using a universal testing machine (Shimadzu make model AGIS10, 10 KN). Tensile strength was measured as per ASTM D638-94b wherein the span length was 100 mm and the crosshead speed was 50 mm/min. Flexural strength was measured with a support span of 100 mm and crosshead speed of 2.8 mm/min as per ASTM D790-92. Un-notched izod impact strength was measured with 5.4 joule hammer (Ceast make impact tester) as per ASTM D256-10. For each test, five replicates of each composition were tested.
Thermo-gravimetric analysis (TGA)
Thermal stability of the blends was examined by TGA (TA instruments TGA1000) in which samples were heated from 30°C to 450°C at a heating rate of 15°C/min under the nitrogen environment and the mass loss was recorded with temperature. Prior to the analysis, samples were oven dried at 95°C for 8 h except corn starch.
Dynamic mechanical analysis (DMA)
DMA of the blends was performed from 35°C to 120°C in single cantilever mode at 1 Hz frequency and heating rate of 2°C/min using a dynamic mechanical analyzer (PerkinElmer DMA800). For the analysis, 28 mm long, 4 mm wide and 3.20 mm thick samples were used. Change in storage modulus (E’) and damping coefficient (tanδ) were observed with temperature for all the blends.
Results and discussion
Microscopic and X-ray diffraction characterization of TPS
The scanning electron microscopic images of native starch and TPS indicating their respective surface morphology are shown in Figure 3. The native corn starch was characterized with granulated structure having irregular shape with average particle diameter of 6–12 µm (Figure 3(a)). The TPS was characterized by homogeneously smooth surface (Figure 3(b)) which indicated destruction of granulated structure of starch inducing thermoplasticity in starch. Da Róz et al. 23 also reported that in presence of plasticizer, heating and shearing of starch granules converts it in predominantly amorphous phase exhibiting smooth surface. The smoothness of surface observed in this study was much better than reported in our earlier study where torque rheometer was used for thermoplasticization. 19 In twin screw extrusion, the material undergoes severe shear due to specific structure of kneading elements in addition to simple conveyor elements. Though, further examination at higher magnification (Figure 3(c)) revealed presence of few partially disrupted granules having particle diameter of 1 -1.6 µm. This indicated that thermoplasticization was not complete even in this reaction conditions.

SEM micrograph of (a) starch, (b) TPS (10000×) and (c) TPS (25000×).
The X-ray diffraction pattern of native starch exhibited peaks at 2

X-ray diffraction of starch and TPS.
Mechanical properties of blends
The effect of GMAPLA on mechanical properties (tensile, flexural and impact strength) was studied at three different loading of grafted PLA i.e. 5, 10 and 15% of the total content. The properties of blends with different formulations are summarized in Table 2. For comparison, virgin PLA was injection molded and properties were determined.
Mechanical properties of PLA/TPS blends prepared at different level of GMAPLA.

Value in parenthesis is standard deviation.
Blends of only TPS and PLA (without coupling agent) exhibited significantly lower mechanical strength as compared to virgin PLA and increasing TPS content had detrimental effect on the properties. Tensile strength of TPS/PLA blends at 30% TPS content was 33 MPa which further declined to 19.45 MPa at 50% TPS content. Similarly, elongation at break, flexural strength and un-notched impact strength also exhibited considerable loss with increased TPS content with respect to PLA. The inferior strength of TPS/PLA blends can be attributed to the poor properties of TPS itself and also to poor stress transfer across the interface as the properties of the blends are known to depend on the properties of individual components, their relative proportions along with the interfacial adhesion between the components. The reduction in elongation and break and impact strength with TPS content is also attributed to the creation of inhomogeneities and stress concentration points in the blends. Wootthikanokkhan et al. 26 also reported decrease in tensile strength, elongation at break, and toughness of the TPS/PLA blends with increasing TPS content and phase separation between PLA matrix and dispersed TPS was more obvious when the starch content was more than 20 wt%.
Addition of 5% of GMAPLA in 30% TPS/PLA blend resulted in improvement in tensile and flexural strengths by 22% and 93% respectively as compared to blend without GMAPLA. Increasing GMAPLA content to 10% resulted in further improvement in properties with tensile strength increased by 31% and flexural strength by 103%. However, blends with 15% GMAPLA did not differ considerably in both tensile and flexural strength with blends having 10% GMAPLA. From Table 1, it can also be observed that both elongation at break and unnotched impact strength were highest at 10% GMAPLA content in the blends. This is attributed to the homogenous dispersion of TPS in PLA and reduced stress concentration points in the blend with the coupling agent. Elongation at break improved by 59.4% and 131.1% in blends with 10% coupling agent as compared to blends without coupling agent.
Similar results were observed at 50% TPS loading. PLA/TPS blend without GMAPLA exhibited extremely poor tensile strength. With 5% GMAPLA in the blends, tensile and flexural strengths increased by 30% and 56%, respectively as compared to blends without coupling agent. There was a sharp increase in strength when GMAPLA content was further increased to 10% (increase of 75% in tensile strength and 82% in flexural strength) and then remains the same or declined slightly at 15% GMAPLA content as observed in case of 70/30 blends. The substantial increase in properties of blends with GMAPLA clearly suggests the enhanced interfacial adhesion between TPS and PLA. The improvements in tensile and flexural properties are very much similar to those observed with jute and hemp fibers 20 and with wheat straw fibers. 27 Relatively uniform properties of the blends with 15% and 10% GMAPLA content may be attributed to the increased proportion of low molecular weight grafted PLA formed due to β-scission mechanism. Tsuji 28 reported that MA grafted PLA molecules are capable of activating chain scissions of the PLA during melt blending, via hydrolysis mechanism. This may cause reduction in molecular weight of the PLA phase in the blend. This explains the slightly decreasing tensile and flexural strength at 15% GMAPLA content.
It was also observed that both tensile and flexural modulus of blends prepared with GMAPLA showed slightly lesser values as compared to controlled blends and the modulus remained same with increasing GMAPLA content. The modulus of blends with 30 and 50% TPS were also similar. The reduction in elastic modulus of blends with GMAPLA is possibly due to the low modulus of coupling agent as the elastic modulus of the blends is known to depend on the modulus of individual component of the blends and their relative volume fraction in the blends. Substantial improvement in the mechanical properties of blends with GMAPLA coupling agent is attributed to the improved compatibilization of PLA with TPS. The hydroxyl groups present in TPS reacts with anhydride group present in the grafted PLA to form ester and carboxylic acid. The carboxylic acid group is capable of forming extensive hydrogen bonding with the hydroxyl groups present in TPS and glycerol acts as a bridge forming hydrogen bonding with TPS and carboxylic acid group of reacted product. 15
Thermal properties
Thermal degradation behavior of PLA, GMAPLA, starch, TPS and blends as investigated by TGA are shown in Figure 5(a and b), and thermal degradation temperatures are tabulated in Table 3. Thermal degradation behavior was studied for all blends; however for comparison blends with only 10% GMAPLA is presented. The behavior of other blends was very similar. Figure 5(a) presents the TGA of PLA, GMAPLA, starch and TPS. The degradation temperature of PLA is in the range of 350–375°C which is mainly associated with the hydrolysis of the ester groups and accelerated by the end acid groups (COOH). 29 GMAPLA exhibited reduced thermal stability as compared to PLA with degradation temperatures ranging from 320°C to 340°C which is attributed to the reduced molecular weight because of β-chain scission mechanism. Starch showed initial weight loss below 100°C which was mainly due to water evaporation as the moisture content in native starch was around 12%, and thermal decomposition was in the temperature range of 260–320°C. TPS exhibited three-step mass loss i.e. at temperatures below 100°C, 160–195°C and 275–330°C which are attributed to the loss of water, volatilization of hydrolyzed glycerol and decomposition of starch, respectively. The observed thermal behavior of the prepared TPS is in agreement with other studies. 30 Comparison of degradation temperature of starch and TPS indicated that temperature at 5% mass loss (T5%) of TPS was 95.7°C while for native starch it was 49.8°C. Higher temperature of TPS at 5% mass loss may be attributed to the strong interaction between polysaccharide and plasticizers. However for higher mass loss, the temperature difference was not substantial. Incorporation of TPS onto PLA decreased the thermal stability of virgin PLA as can be seen from Table 3 and further decreased with increasing content of TPS. Similar results were observed by Shi et al. 12 in TPS filled PLA blends. Petinakis et al. 31 also reported decrease in thermal stability of PLA-starch blends with increasing content of native starch. The temperature at 50% mass loss was 358.5°C for PLA, 333°C for PLA70/TPS30 blend and 323°C for PLA50/TPS50 blend. This lowering of temperature is mainly due to the relative proportion of TPS in the blend, which degrades at lower temperatures. As can be seen from the Figure 5(b), there was no substantial change in thermal degradation of blends having GMAPLA coupling agent and degradation temperature falls in the range of TPS and PLA.

Thermogravimetric curves (a) PLA, GMAPLA, TPS and starch, (b) 30% and 50% TPS blends.
Thermal degradation temperatures of PLA, GMAPLA, starch, TPS and blends. T5%, T25%, T50% and T75% corresponds to temperatures at 5, 25, 50 and 75% mass loss, while Tmax represents temperature at maximum mass loss.

Figure 6(a) presents the derivative thermogram (DTG) of PLA, GMAPLA, TPS and starch. The maximum mass loss (Tmax%) for TPS was at 310.3°C in the derivative thermogram which was nearly 15°C higher than the Tmax peak of native starch. This indicates slightly better thermal stability of TPS as compared to pure corn starch. Figure 6(b) shows the derivative weight of TPS/PLA blends and blends with 10% GMAPLA with respect to temperature. There are two distinct derivative peaks for blends indicating two step degradation corresponding to TPS and PLA degradation, respectively. The degradation temperature of GMAPLA (320–340°C) and PLA (350–375°C) overlaps in derivative thermogram which gives a broad peak between 320°C and 380°C. The two different derivative peak heights indirectly show the relative proportions TPS and PLA in the blends. In case of 30% TPS blends, the first peak height is 1/3rd of second peak which signifies 30% TPS and 70% PLA. In case of 50% TPS blends the two different peaks are of same height which signifies equal proportion of TPS and PLA. The char residue of native starch was higher (11.4%) as compared with TPS (7.7%). This is due to the presences of plasticizers (glycerol and water) which completely degrade leaving less char. Further the char residue in GMAPLA is 1.4% which is higher than virgin PLA (0.9%). This is probably due to the presence of maleic anhydride and β-scission product which formed during grafting. The char residue in blends was found to depend on the relative proportion of TPS, PLA and GMAPLA. As expected higher TPS content resulted in high char residues.
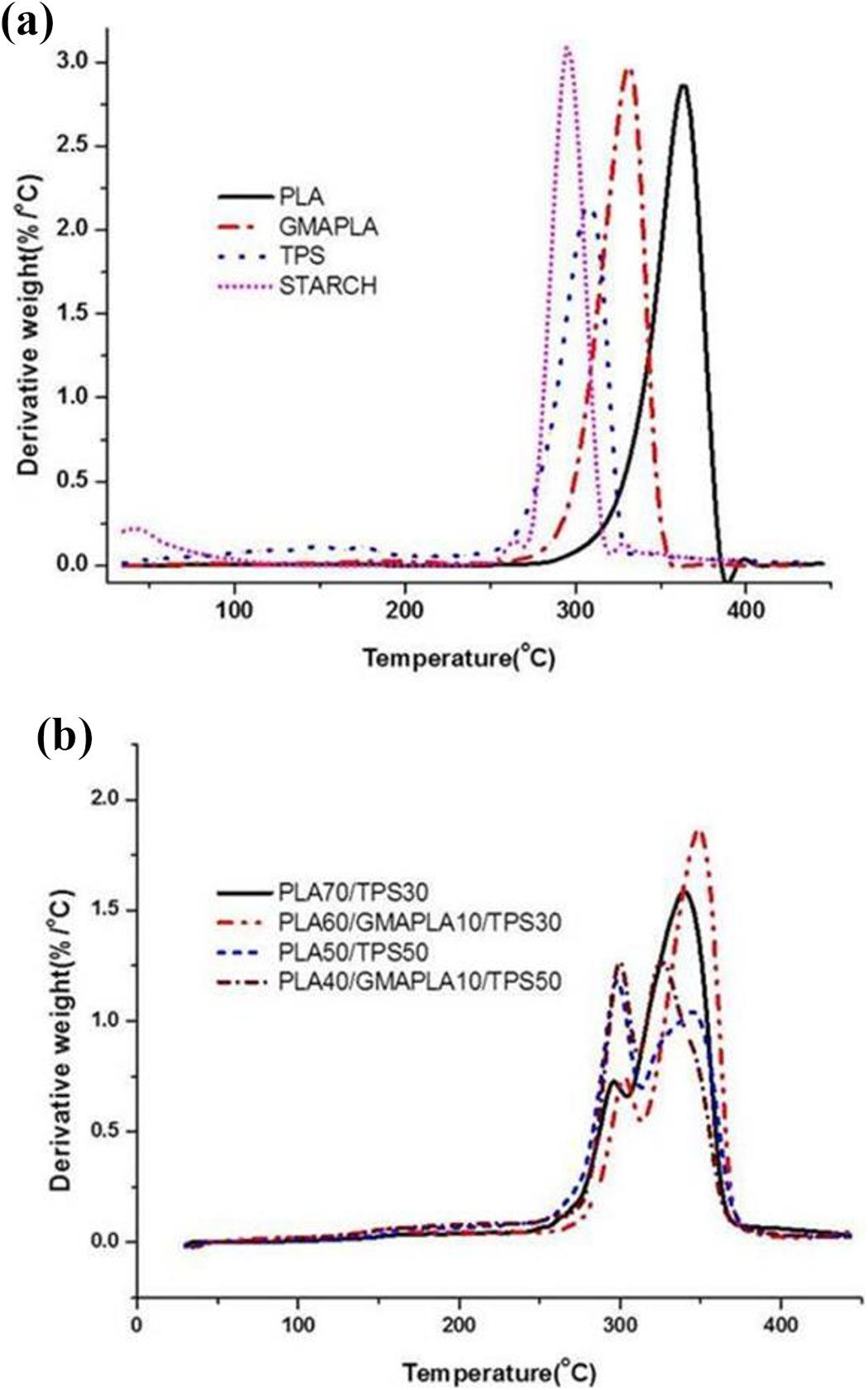
DTG curves of (a) PLA, GMAPLA, TPS and starch, (b) 30% and 50% TPS blends.
Dynamic mechanical analysis (DMA)
Storage modulus (E’) and damping coefficient (tanδ) of PLA, TPS/PLA blends and blends with 10% of GMAPLA are shown in Figure 7(a and b). Pure PLA exhibited highest storage modulus followed by 30% and 50% TPS blends below 50°C, while storage modulus of TPS blends at high temperatures is higher indicating a reverse trend. Higher storage modulus of blend at higher temperature is mainly due to modulus of TPS which does not show any glass transition at this temperature. Hwang et al. 32 observed that the addition of native starch decreased storage modulus of PLA up to 20% of starch filling, but at 30% starch content storage modulus increased but not much as pure PLA. Wang et al. 33 reported that between 0°C to 50°C TPS filled PLA blends showed lesser modulus than pure PLA, whereas at lesser temperature below −20°C the modulus of the blends increased more than pure PLA. The storage modulus of entire blends significantly falls in the regions between 55°C to 65°C which is mainly due to the glass transition of PLA. The glass transition temperature of PLA was found to be about 60–65°C. All the blends with and without GMAPLA showed less storage modulus when compared with pure PLA in the glassy region and improved modulus in rubbery region. The reduced modulus of blends when compared to virgin PLA is due to relatively low modulus of TPS.

Storage modulus of (a) 30% and 5% TPS blends, (b) tanδ of 30% and 50% TPS blends.
Figure 7(b) show tanδ for PLA, TPS/PLA blends and blends with 10% of GMAPLA as a function of temperature. Addition of fillers to PLA tends to decrease tanδ peak height as the molecular mobility of the blends decreases due to filler and mechanical loss to overcome internal friction between molecular chains is also reduced.34,35 Virgin PLA exhibits a sharp tanδ peak at around 65°C. TPS/PLA blends also exhibited tanδ peak nearly at the same temperature however the peak height was varying with TPS content and also with GMAPLA. tanδ peak intensity was found to decrease with increasing TPS content which indicated good dispersion of TPS in PLA during blending and the presence of TPS restrained the molecular movement of PLA in the glass transition temperature range. It was also observed that blends prepared with 10% GMAPLA exhibited slight higher tanδ peak height as compared to the blends without coupling agent. This is probably due to the presence of reacted product of starch and GMAPLA which allows free mobility of PLA chain.
Conclusions
Blending of TPS with PLA resulted in substantial loss in mechanical strength as compared to virgin PLA which indicated poor compatibility between them. Maleic anhydride grafted PLA was found to have a positive impact on improving the compatibility which was indicated by improvement in the properties of the blends. The effect of concentration of coupling agent indicated that 10% coupling agent in the blends was found to give maximum improvement in blends with both 30% and 50% TPS content. Higher concentration of coupling agent resulted in slight reduction in the mechanical properties. Modulus of elasticity was found get adversely affected by the presence of the coupling agent. Thermal and visco-elastic behavior of the blends remained mostly unaltered with the presence of grafted PLA.
Footnotes
Acknowledgements
Authors express sincere thanks to the Director, Institute of Wood Science and Technology, Bengaluru for his support during the course of study. Authors are thankful to University Grants Commission for providing research fellowship assistance to Dr. Raghu N. Technical help provided by Mr. V. Krishna during the experiments is duly acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.