
Abstract
Biodegradable polymer nanocomposites have received great attention due to their synergistic properties of good mechanical and barrier properties; yet, they are biodegradable. In this research, prior to compression into thin sheets, polylactic acid (PLA), tapioca starch, glycerol and maleic anhydride (MA) were compounded with different loadings of montmorillonite (MMT) through a twin screw extruder. MMT was added to improve the mechanical and barrier properties of PLA/starch blend. The effects of MMT loadings on tensile property, morphology and biodegradability were studied. X-Ray diffraction analysis showed that samples with MMT loadings below 6 phr exhibited exfoliated structure, while samples that contained MMT above 6 phr (5.66 wt%) exhibited intercalated structure. The exfoliated-type structure was observed using transmission electron microscopy. These effects were manifested in the tensile results, which showed an increase in modulus, tensile strength and elongation at break. However, for the modulus, the MMT content was limited to 4 phr (3.85 wt%). Beyond that, the modulus decreased. It was thought that above 4 phr, the MMT particles agglomerated, thus reducing the modulus of the samples. This argument was supported by field emission scanning electron microscopic images, which showed big lump when MMT loadings were at 6 and 8 phr (7.41 wt%). Meanwhile, the addition of MMT has improved the water barrier property and hastened the rate of biodegradation. The nanosized MMT particles disturb the continuity of PLA/starch chain, which formed pathways for microorganisms to enter and attack the chain, thus increasing the biodegradation rate. The particle is also able to block a tortuous pathway for water to enter the starch chain, thus reducing the water uptake and improving the physical barrier of nanocomposite.
Introduction
In the recent years, plastics made from natural resources and biodegradable materials such as starch, polylactic acid (PLA) and poly-3-hydroxybutyrate have received great attention. 1 –3 However, some of them are not processable and have poor mechanical properties when used alone. Blending with two or more polymers is a common practice to overcome these problems. 4 PLA is an aliphatic linear thermoplastic polyester, which has been used widely in various applications like tissue engineering, drug delivery, food packaging and bottle containers. 5,6 However, drawbacks of PLA such as high cost, slow rate of degradation, high permeability to oxygen, water vapour and carbon dioxide, poor thermal stability and inherent brittleness restrict its applications in packaging industry and agriculture films. 7 –9
The blending of PLA/starch results in reducing the overall cost dramatically, improving the thermal properties and enhancing the biodegradability of blend. 2 –10,11 However, the incompatibility of the hydrophilic starch with the hydrophobic PLA caused a weak interfacial adhesion between the components, thus resulting in poor mechanical properties of the final blend. 12 The addition of reactive compatibilizer such as maleic anhydride (MA) has solved the problem. 11 Another problem arisen is from the starch itself. Native starch is semi-crystalline, brittle and unprocessable. Starch needs to be transformed into a processable form by gelatinizing into thermoplastic starch (TPS). Glycerol, formamide and water are the examples of plasticizers used to gelatinize starch. 13 During gelatinization, the crystalline structure of native starch is destroyed into an amorphous nature. TPS exhibited good oxygen barrier property when compared with its native state. 8
Meanwhile, to improve the mechanical and barrier properties of PLA/starch blend, the incorporation of nanoclay-layered silicates is a common practice. 14 Saponite, hectorite and montmorillonite (MMT) are common clays that are used in polymer-layered silicate. They are naturally abundant, economical and environmental friendly. 14 In this research, MMT was used as a reinforcing agent due to its ability to improve heat resistance and flame retardancy, superior mechanical strength, improved barrier properties against moisture and volatiles, ultraviolet, oxygen and carbon dioxide. 15,16
Experimental
Materials
Injection grade of PLA was obtained from Innovative Pultrusion Sdn Bhd (Negeri Sembilan, Malaysia). Tapioca starch was supplied from Thye Huat Chan Sdn Bhd (Penang, Malaysia). MA was obtained from Merck (Germany) with 95% purity, while glycerol with 99.5% purity was used obtained from Texchem Sdn Bhd (Penang, Malaysia). Pristine MMT Cloisite Na+ (Nanomer 1.42E) was provided by Nanocor Inc., (Spc, Inc. company,Texas, USA).
Preparation of nanocomposites
PLA, tapioca starch, glycerol, MA and MMT were premixed with high-speed mixer according to the formulations shown in Table 1. Later, the mixture was compounded with a counter-rotating twin screw extruder (with L/D = 30 and D = 25 mm) at 180°C with the screw speed of 60 r/min. The barrel temperatures were maintained at 180°C. The strand shape extrudates were cooled and pelletized prior to drying in an oven at 50–60°C for 8 h to remove any moisture. Later, the resin was hot pressed at 170°C into 3 mm thin sheets. The sheets were cut according to the respective tests.
Formulation of samples.
PLA: polylactic acid; MMT: montmorillonite; phr: parts per hundred; MA: maleic anhydride.
Testing and characterization
Field emission scanning electron microscope (FESEM) with a Carls Zeiss (Germany) Supra 35 VP and an extra high tension (EHT) of 8–10 kV was used to study the morphology of nanocomposites. Fractured surface of samples from tensile test were coated with gold–plutonium to examine under electron beam. X-Ray diffraction (XRD) analysis was performed with a Siemens 500 x-ray diffractometer using copper–tungsten target, copper anode in 2θ range between 1and 10° and the voltage of 40 kV. The structure of MMT in matrix was the main interest. The interlayer spacing of nanoclay (d-spacing) was calculated using Bragg Equation as follows:
where θ is diffraction angle and λ is the wavelength.
The nanocomposites were imaged using a Jeol 100S (Sdn Bhd. Selangor, Malaysia) transmission electron microscope (TEM) with an accelerating voltage of 100 keV to show dispersions in the clay particles.
The tensile test was carried out using an Instron Universal Testing Machine (Grove City, PA, USA) at the ambient condition according to ASTM D638. The speed of cross head was set at 5 mm/min. An average of five specimens per formulation was taken.
The biodegradation rate was determined by soil burial test at the outdoor conditions of tropical climate. 17 The samples were accurately weighed and then buried in separate holes with about 15 cm deep for 8 weeks. The percentage of weight loss was calculated every week for 8 weeks.
For the water absorption test, the specimens were dried at 50°C in an oven for 20 h. Prior to submerging in distilled water at 24°± 2°C, the specimens were weighed (W
c) at 2, 4, 6, 8 and 24 h.
18
The specimens were taken out of water and softly blotted with tissue paper to remove excess water. The samples were then instantly weighed (W
w) and the percentage of water uptake (W
f) was calculated as follows
Experimental results and discussion
Structural characterization of samples
The structural characterization of MMT in PLA/starch matrix was studied using XRD analysis. A single peak at 2θ of 7.0°, corresponding to an interlayer spacing of 1.26 nm, was obtained for pristine Na-MMT as shown in Figure 1. These findings are in agreement with Rezaie and Haddadi Asl 19 , where they obtained an interlayer spacing of d = 1.12 nm and 2θ value of 7.9°. The diffraction peak of pristine MMT completely disappeared when MMT contents were increased at 2 phr (1.96 wt% sample B) and 4 phr (3.85 wt% sample C). This may indicate an exfoliated structure of MMT in PLA/starch matrix. Further increasing the MMT contents to 6 phr (5.66 wt% sample D) and 8 phr (7.41 wt% sample E), the diffraction peak of pristine MMT had shifted from 7° to lower values of 6.3° (dspacing = 1.40 nm) and 5.7° (dspacing = 1.52 nm), respectively. These findings were corresponding to the intercalation structure of MMT in PLA/starch matrix due to insufficient polymer chains introduced into MMT galleries resulting in the layers being intercalated. 12
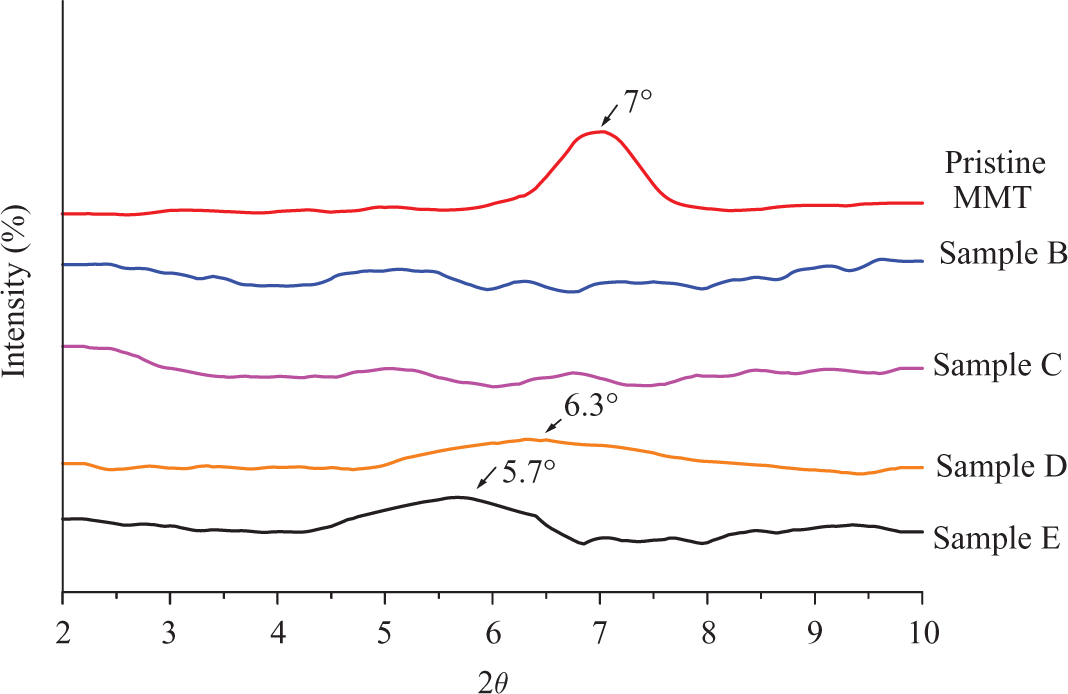
XRD patterns for pristine MMT and PLA/starch/MMT nanocomposites. XRD: x-ray diffraction analysis; MMT: montmorillonite; PLA: polylactic acid.
TEM images in Figure 2 show the exfoliated structure of samples B and C with 1.96 and 3.85 wt% MMT, respectively. MMT particles were exfoliated in PLA/starch blend. As the clay content was increased to 3.85 wt% (sample C), some small agglomeration of clay platelets was observed (although dispersion of platelets was still good). It was concluded from the XRD and TEM tests that a fine balance existed between intercalated and exfoli-ated structures and clay contents; by lowering the load of MMT (2and 4 phr), the exfoliated structure is obvious and the samples with 6 and 8 phr of MMT had intercalated structure.
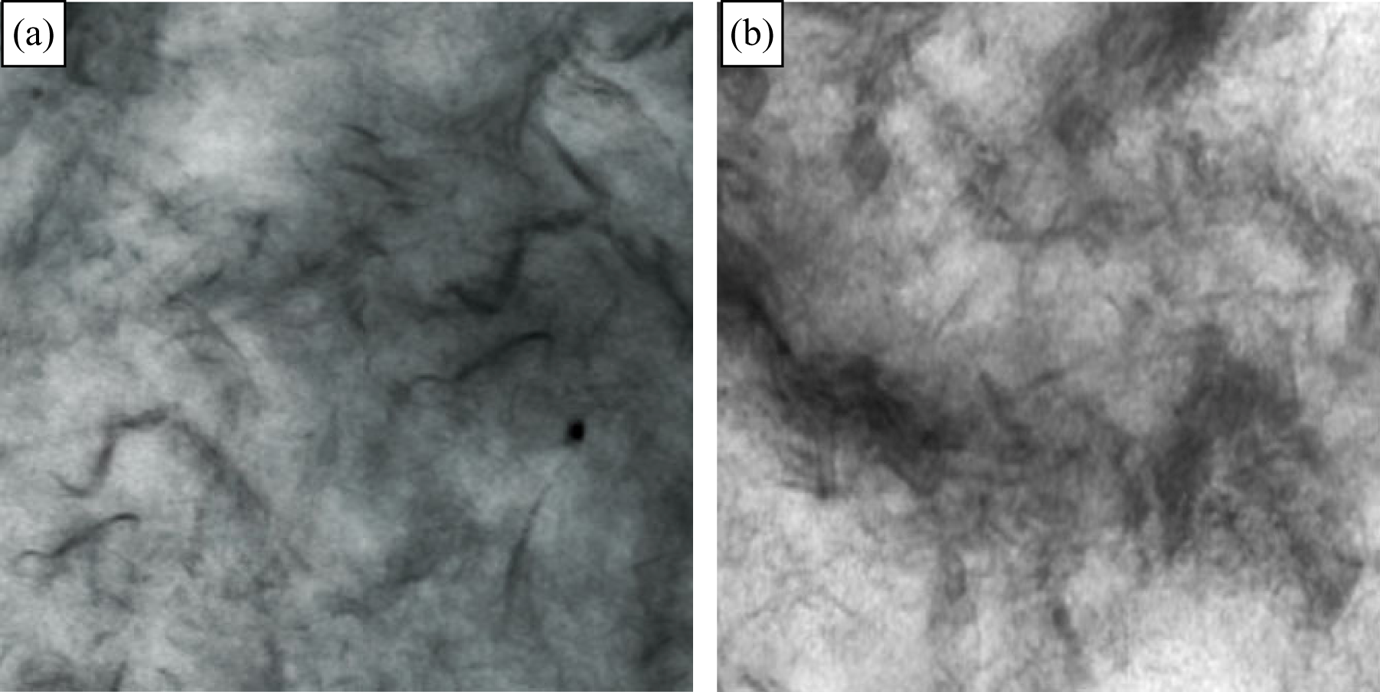
TEM images of (a) sample B (1.96 wt% MMT) and (b) sample C (3.85 wt% MMT). MMT: montmorillonite; TEM: transmission electron microscopy.
Morphology of samples
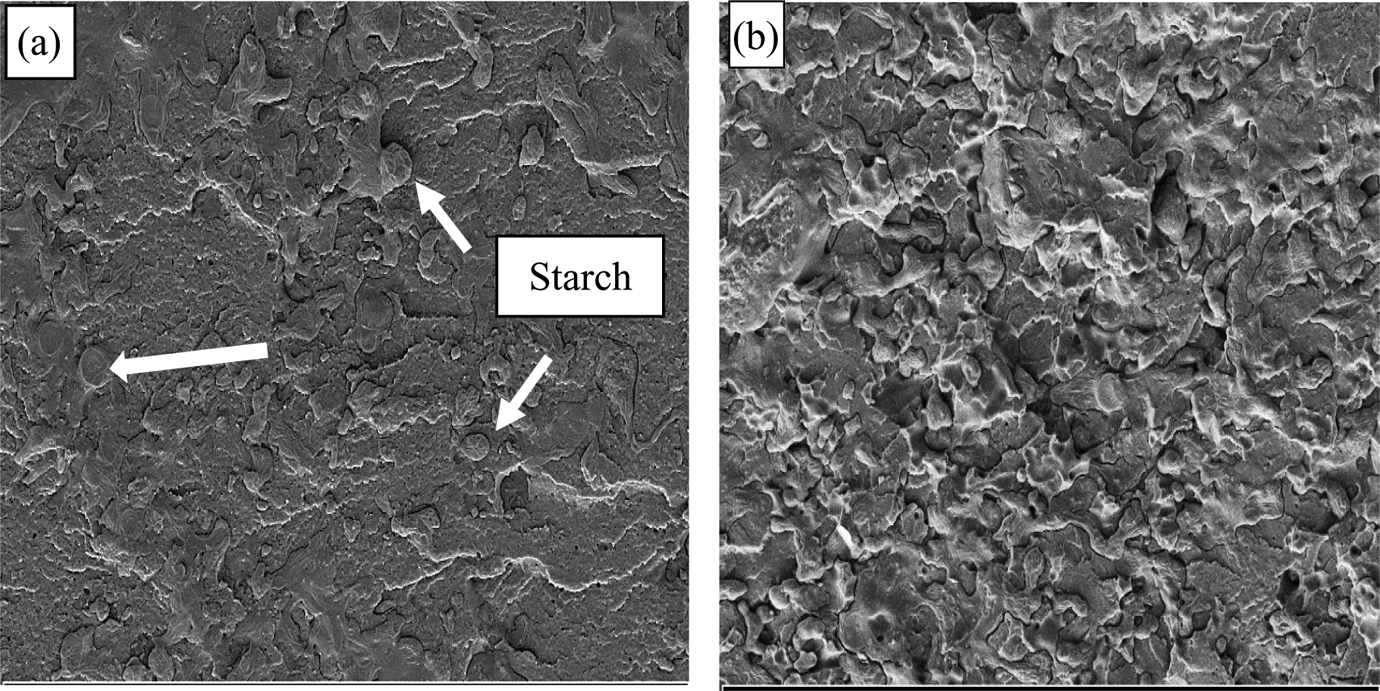
The morphologies of the samples were analysed using FESEM and the images are shown in Figures 3 to 5, respectively. From Figure 3(a), it can be seen that the starch granule was uniformly distributed within the PLA matrix with the aid of MA as a compatibilizer. When 2 phr of MMT was added into the PLA/starch matrix, a finer and a smoother surface morphology was seen as shown in Figure 2(b). Chow et al. 20 found that the MMT was dispersed uniformly throughout polystyrene (PS) matrix due to its finer particle size and the MMT was intercalated within PS matrix. In our case, a finer and a smoother surface of sample B was due to the exfoliated structure of MMT with PLA/starch matrix, which was confirmed with the findings from XRD analysis. Further increasing the MMT content to 4 phr has caused the starch granules to slightly protrude from the matrix without affecting the continuity of PLA matrix (Figure 4(a)). When the MMT content was increased to 6 phr, the surface of sample D became coarser with more protruded starch granules being seen in the images (Figure 4(b)). The roughest surface with 8 phr MMT was exhibited by sample E (Figure 5). The size of starch granule became irregular and bigger than the one seen in sample D. The MMT particles agglomerated thus affecting the continuity of PLA/starch matrix. The same findings were reported by Majdzadeh-Ardakani et al.. 21 They found that at lower MMT loading, the silicate layers of MMT were expanded and evenly dispersed in the thermoplastic starch in nanometer sizes, so that they can impart the reinforcing effect into the matrix. However, increasing the clay content has led to an agglomeration of MMT in starch matrix.
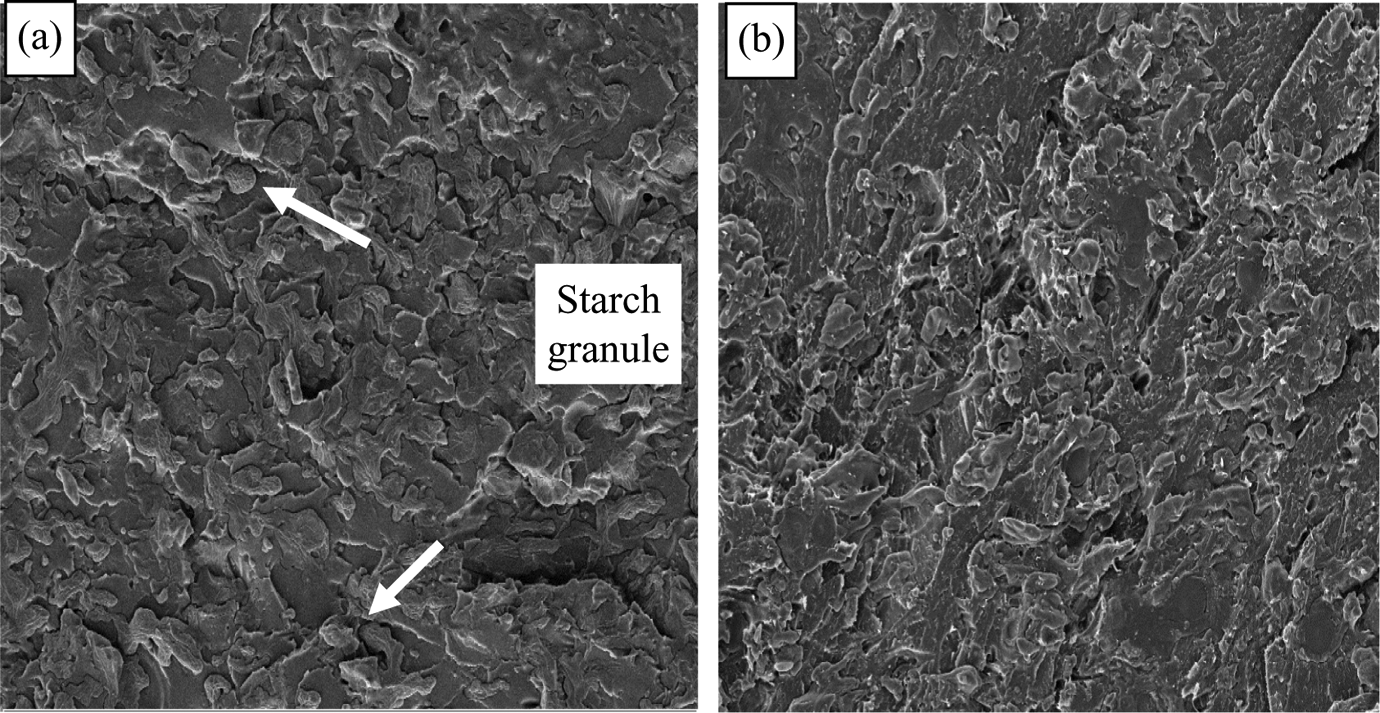
FESEM images of (a) sample A (no MMT content) and (b) sample B (2 phr MMT). MMT: montmorillonite; FESEM: field emission scanning electron microscopy; phr: parts per hundred.
FESEM images of (a) sample C (4 phr MMT) and (b) sample D (6 phr MMT). MMT: montmorillonite; FESEM: field emission scanning electron microscopy; phr: parts per hundred.
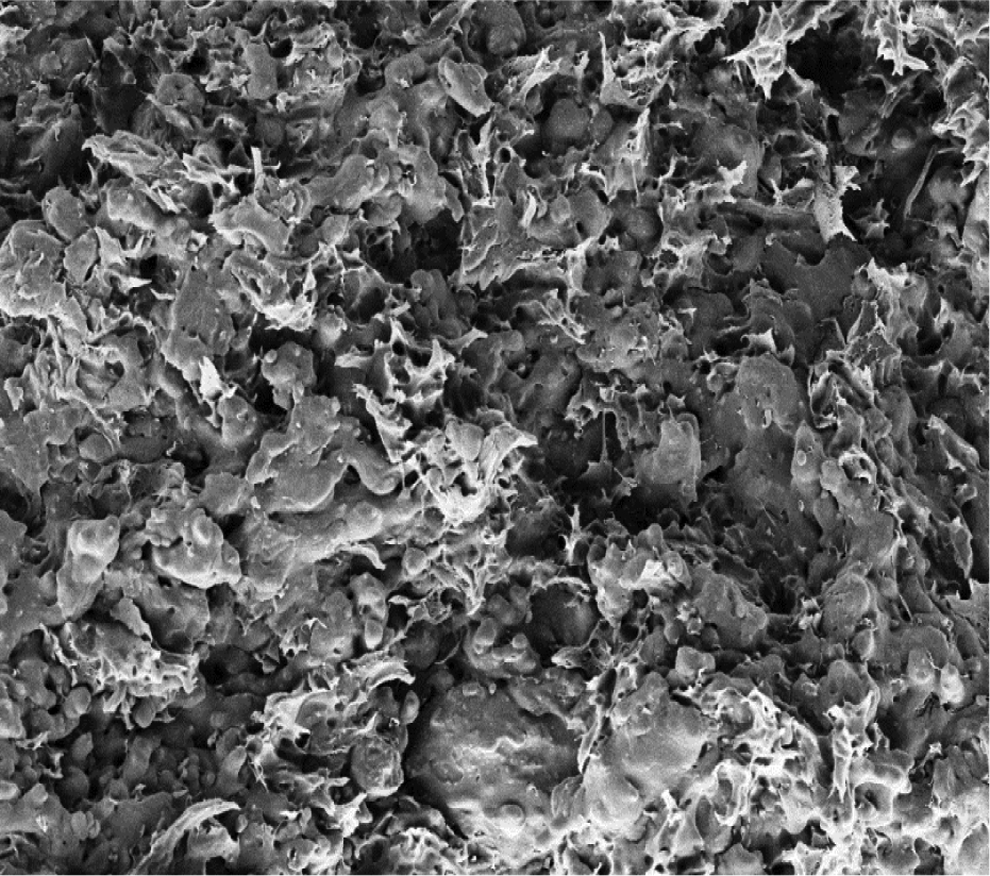
FESEM image of sample E (8 phr MMT). MMT: montmorillonite; FESEM: field emission scanning electron microscopy; phr: parts per hundred.
Tensile property
Figure 6 illustrates the Young’s modulus of nanocomposite with different concentrations of MMT. It can be seen that the addition of 2 phr of MMT in sample B has increased the Young’s modulus about 16.7% from sample A (no MMT). The highest modulus was observed in sample C that contains 4 phr MMT with 1388 MPa. On further increasing the MMT loadings in sample D (6 phr) and sample E (8 phr), the modulus of samples decreases, which is in fact lower than sample A. These observations can be described as follows; small amounts of MMT, that is, 2 and 4 phr are capable of reinforcing the PLA/starch matrix thus increasing the stiffness of samples. The formation of exfoliated structure at lower MMT contents contributes to the results. However, when the MMT loadings were increased beyond 4 phr, the MMT particles were poorly distributed across the PLA matrix and there was probability of MMT particles to agglomerate.
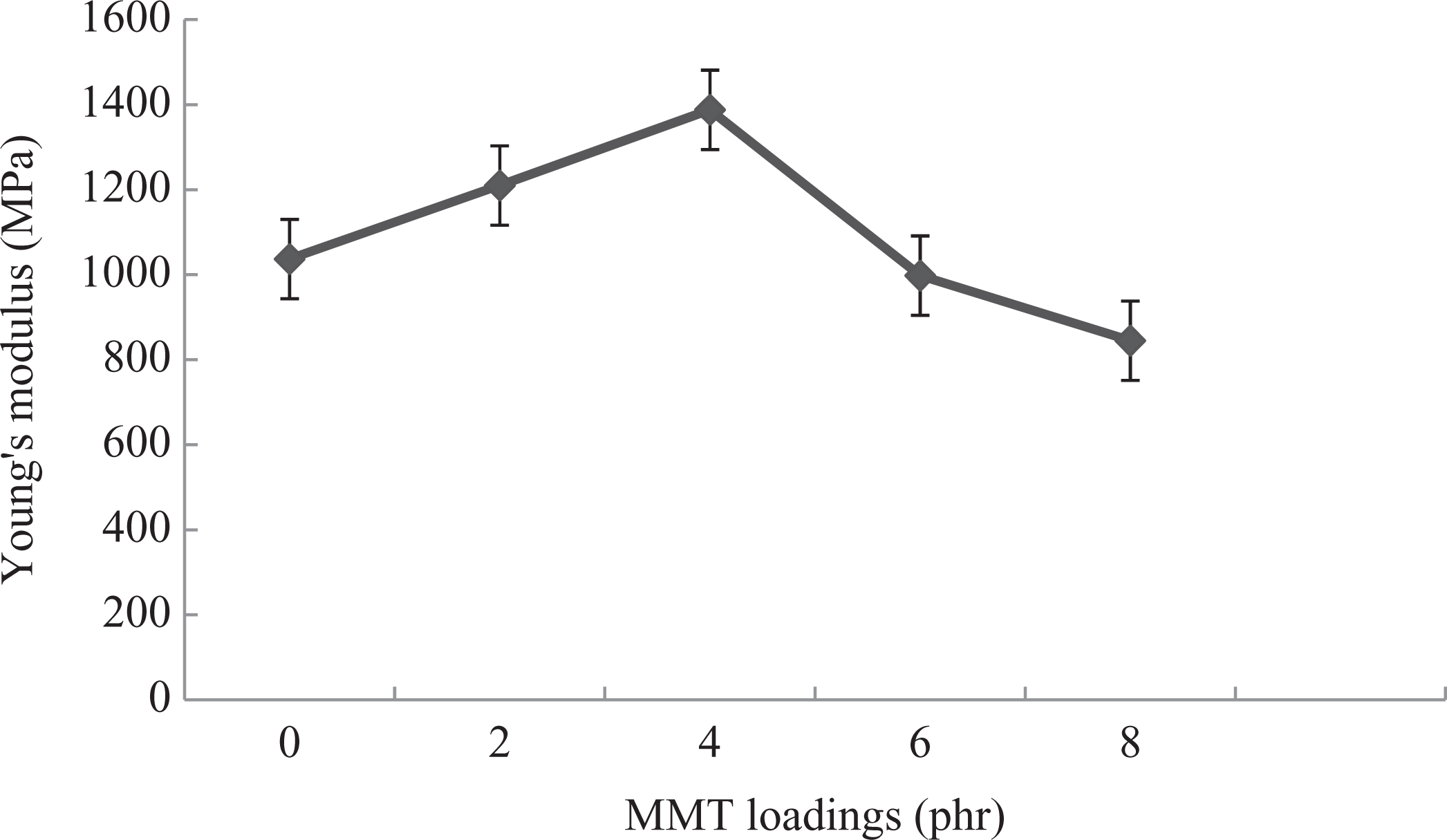
Young’s modulus of nanocomposite samples with different montmorillonite loadings.
These segregated regions impart weaker lines between the MMT and the PLA/starch matrix, thus breaking the sample easily when exert to stress. The trends were also reported by Liang et al. 22 on polyamide/PLA/MMT nanocomposite. When MMT content was below 3 wt%, the Young’s modulus was increased with the increase in the MMT content. This quasilinear increase in modulus may be caused by the linear increase in the number of exfoliated MMT sheets at a low MMT content. When the MMT content was further increased, the Young’s modulus of the nanocomposite films levelled off or decreased slightly. This phenomenon may be caused by the aggregation of MMT in the matrix when the MMT content was high.
The plots of tensile strength of all samples are shown in Figure 7. The tensile strength of sample A increased from 43 to 61 MPa (sample B) with 2 phr MMT loading. The big leap of tensile values was thought due to the exfoliated structure of MMT–PLA/starch matrix. However, there is no significant change when MMT content was increased to 4 phr (sample C, 61 MPa). Further increasing the MMT loadings augmented the tensile strength to 67 MPa (sample D). Surprisingly, at the highest MMT content, that is, 8 phr, only small change in tensile strength was seen in sample E (68 MPa). Comparison made between sample A (without MMT) and MMT-containing samples showed that MMT improved the tensile strength about two decades. However, further addition of MMT gave small changes in strengths across the samples (61–68 MPa) but still higher than sample A. The reasons for these results are as follows: at lower MMT loadings, the sharp increase in the tensile strength was caused due to the strong interfacial interaction between MMT and PLA/starch matrix due to the exfoliated structure of MMT–polymer matrix. This interaction could effectively reduce the formation of the shear zone and intercalated domains may act as crack stopper, thus, exhibiting higher resistance to cracks. However, at higher MMT loadings, the MMT particles were poorly distributed across the samples and tend to agglomerate. This affected the modulus of the samples. Nevertheless, there are some parts of MMT that intercalated with PLA/starch matrix, thus able to contribute the reinforcing effect to the system. This augmented the tensile strength, although at a small scale. Furthermore, the formation of hydrogen bonding between the MMT’s hydroxyl group and the carbonyl groups of PLA/starch was also contributed to this result. 22
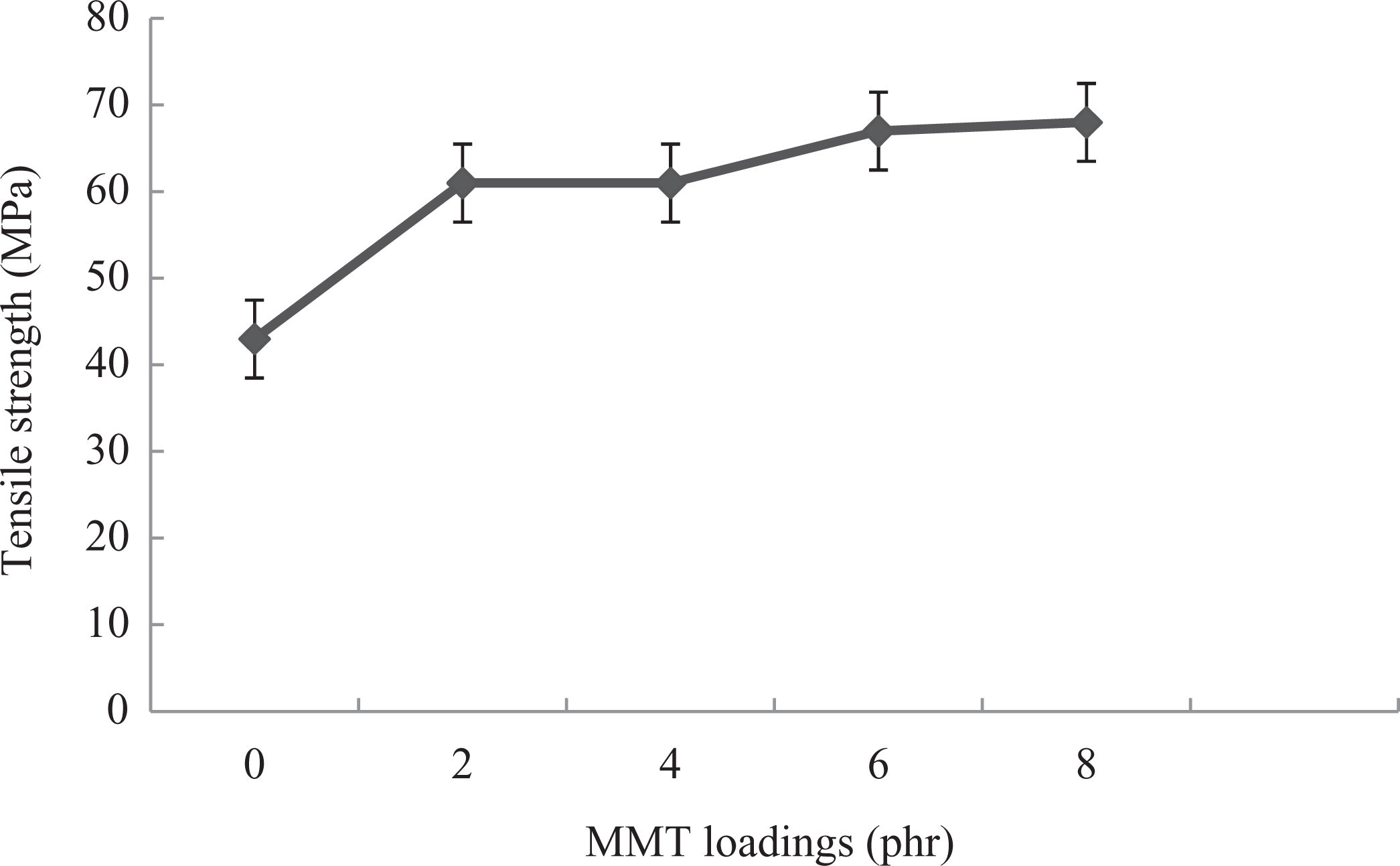
Tensile strength of nanocomposite samples with different montmorillonite loading.
Similar results reported for MMT/TPS nanocomposites showed that the increase in the mechanical property values was observed when the amount of MMT in the TPS matrix was increased. This effect can be related to the exfoliated MMT, which increased the compatibility and dispersion between MMT and TPS. 13 Xiaozhi et al. 14 reported that addition of natural MT helped to improve the tensile strength of the starch–nanoclay composite films. Tensile strength increased with the increase in the clay content. Lee et al. found that good dispersion of the clay platelets in the polymer reduced tensile ductility and increased tensile strength compared with neat polymer. 23
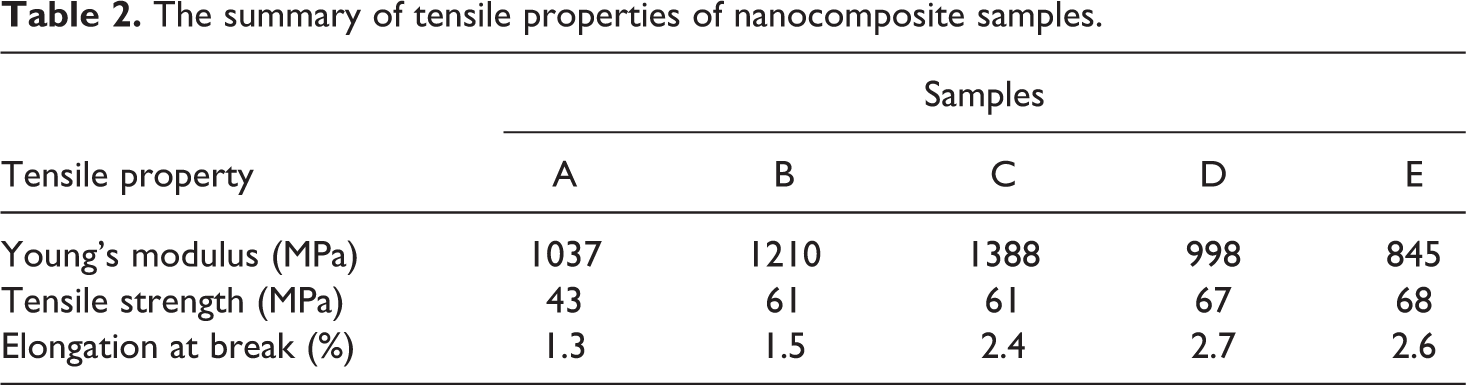
Elongations at break for all the samples are shown in Figure 8. The elongation at break increased about twofold when 2 and 4 phr of MMT were added. It was thought that the addition of starch has reduced the glass transition temperature of samples due to the plasticizing effect brought by starch. However, the sharp increase in elongation properties in samples B and C cannot solely rely on starch. It was suggested that nanosized MMT particles are capable of interrupting the intermolecular attractions of matrix segments, thus allowing the PLA backbone chains to gain additional segmental mobility. 22 However, further addition of MMT (6 and 8 phr) had slightly increased the elongation properties with small variations (2.4–2.7%) across the samples. The small increase in elongation properties of samples D and E were thought due to the hydrophilic nature of MMT, which favoured to ‘blend in’ with hydrophilic starch compared with PLA. This allowed the formation of hydrogen bonding between MMT and starch, which imparted ‘little rigidity’ to the system, thus slowing down the plasticizing effect of MMT. Tensile properties of all the samples are summarized in Table 2.
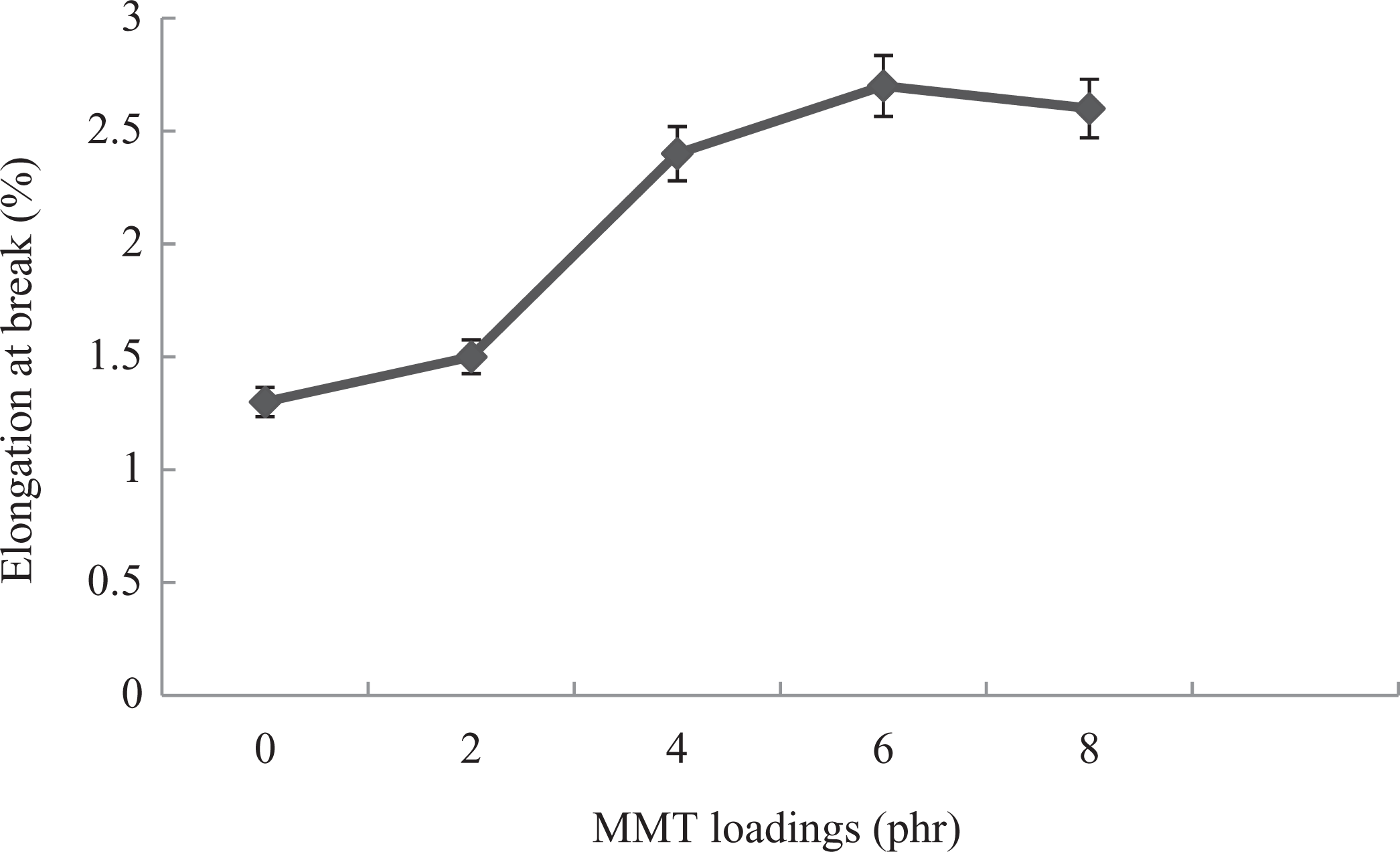
Elongation at break of nanocomposite samples with different montmorillonite loadings.
The summary of tensile properties of nanocomposite samples.
Biodegradability study
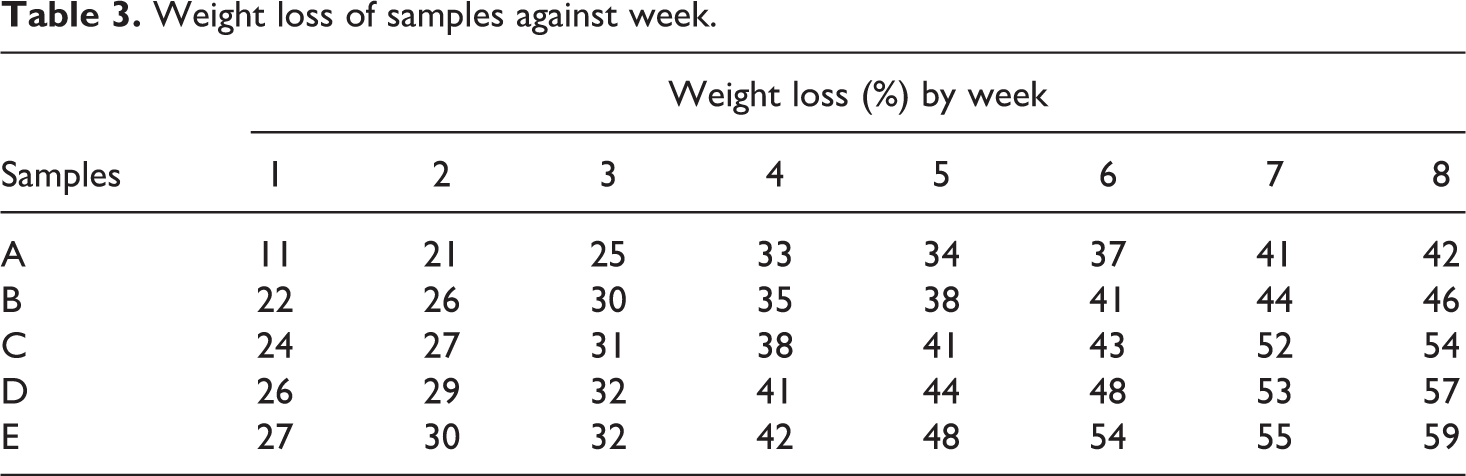
Soil burial test was conducted to study the biodegradability of samples. The percentage of weight loss against the burial time was summarized in Table 3. After the first week of burial test, sample A (without MMT) showed the lowest weight loss at 11% when compared with other MMT-containing samples, which exhibited the weight losses around 22–27%. Sample E with MMT content of 8 phr showed the highest weight loss of 27%. After 3 weeks of burial test, the biodegradation rate of samples B–E showed small changes in weight, that is, around 30–32%. However, the samples started to lose their initial shape and their structural integrity. Sharp increase in biodegradation rate can be seen starting from week 5. For example, sample E showed 41 and 45% weight loss relative to sample A in weeks 5 and 6, respectively. A heavy rain in the area especially in week 8 has hastened the biodegradation rate when some samples lost their shape due to their macroscopic deterioration. It seems that the addition of MMT increased the rate of biodegradation of samples. These phenomena can be explained based on the works done by Ray and co-workers. 25 They found that the biodegradability of neat PLA was enhanced significantly after incorporation of clays and it depended completely upon the nature of the pristine-layered silicates. When intercalated-layered silicates were well distributed in the matrix, the contact between the matrix and the edge and surface of clay was maximized, thus causing the PLA to fragment readily and enhances the ultimate degradation rate. These arguments are fitted with samples D and E, which have the intercalated MMT structures as shown by the XRD analysis. Based on the obtained results from this test, the percentage of weight loss against burial time for all samples has been plotted in Figure 9.
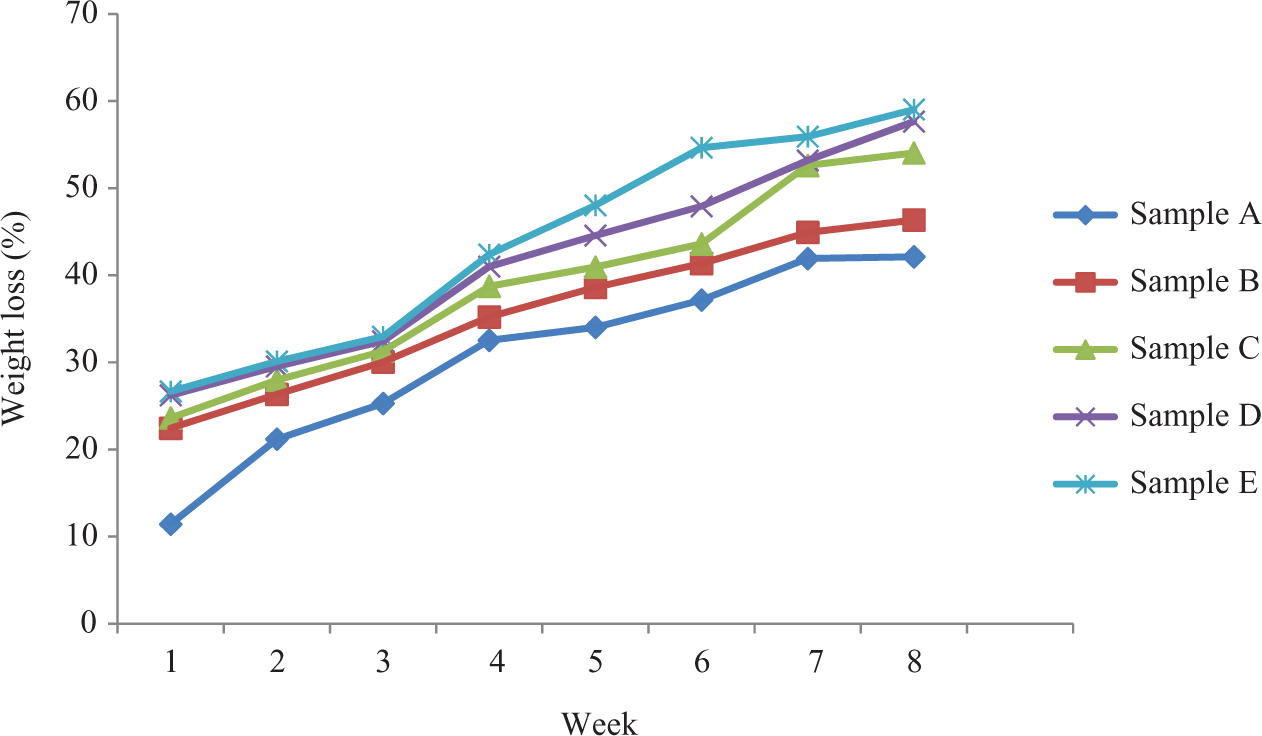
Percentage of weight loss in various time scales.
Weight loss of samples against week.
Water absorption
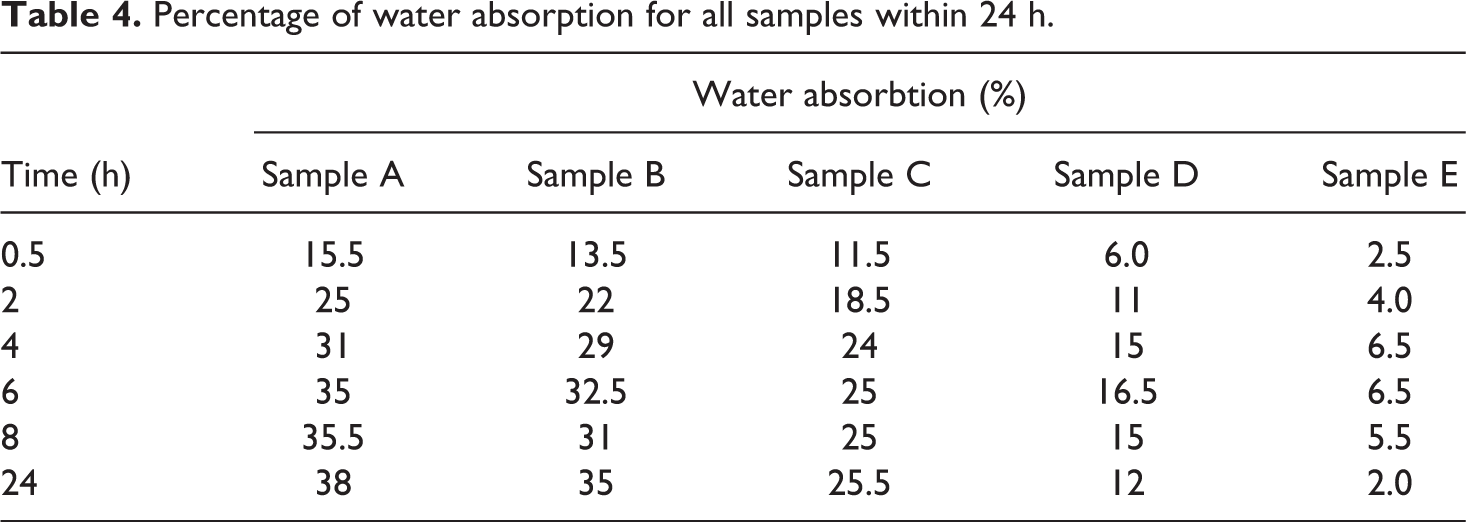
Water absorption test was conducted to study the role of MMT as physical barrier. The percentage of water absorptions for all the samples against submerging period was summarized in Table 4. It can be seen that in 24 h, sample A with no MMT has the highest water uptake, that is, 38%, while sample E with 8 phr MMT has the lowest water absorption, that is, 2%. In all samples, water absorption is owing to starch portion, which is hydrophilic in nature, thus allowing water molecules to penetrate through the starch network and form hydrogen bonding. In the presence of MMT, a tortuous pathway for water to enter the starch chain was blocked by MMT particles. Although MMT is hydrophilic in nature, the amount of water absorbed by MMT is lower than starch itself. 24 The percentage of water uptake for sample B (2 phr of MMT) and sample C (4 phr of MMT) were proportional against time, probably because small amount of MMT was not enough to block the water pathway. In contrast, samples C and D (6 phr of MMT) showed the reciprocal relationships after 6 h as the water uptake decreased against time. It seems that higher the MMT, the better it works as a physical barrier. The percentage of water absorption for various samples in different timescales is shown in Figure 10.
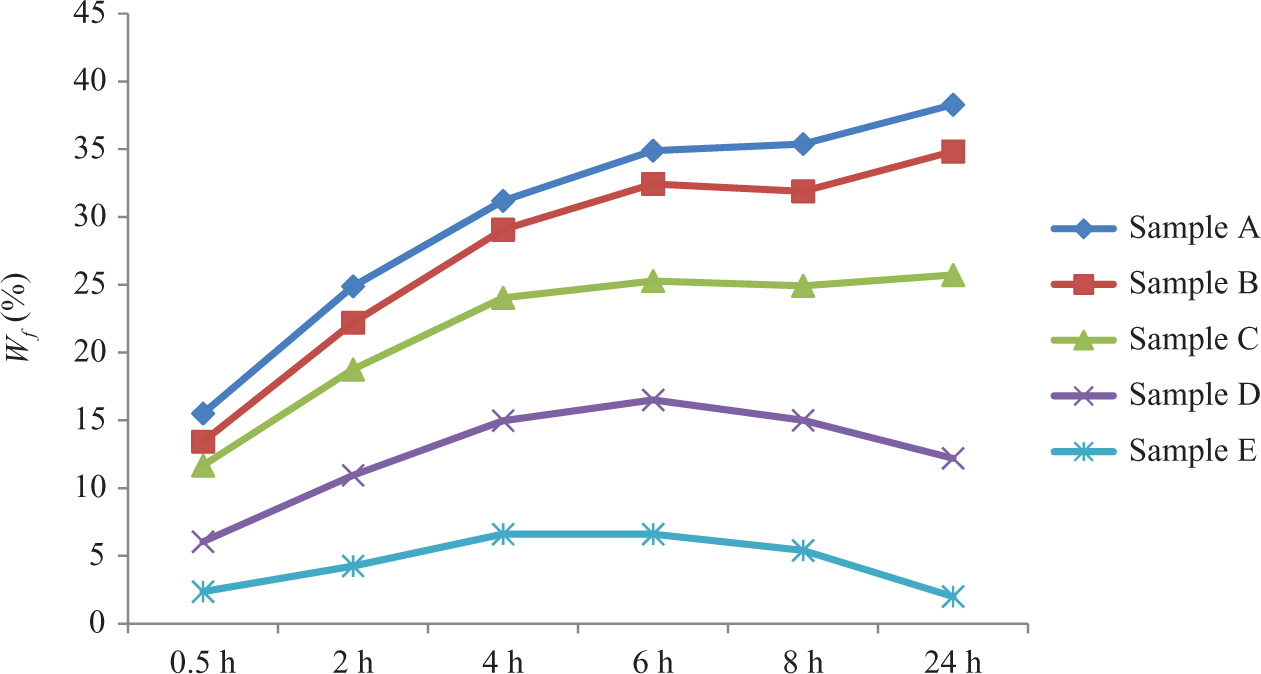
Water absorption values in various submerging times.
Percentage of water absorption for all samples within 24 h.
Conclusion
Na-MMT clay was successfully incorporated into PLA/TPS blends via a twin screw extruder to produce PLA/starch/MMT nanocomposites. It was found that MMT loading affected the MMT structure in matrix, tensile property, biodegradability and physical barrier property. From the XRD analysis, the diffraction peak of pristine MMT at 7° disappeared when 1.96 wt% (2 phr) and 3.85 wt% (4 phr) MMT were added into the PLA/starch blend. This was corresponding to an exfoliated structure of MMT in the matrix, which was confirmed by TEM result. However, at 5.66 wt% (6 phr) and 7.41 wt% (8 phr) MMT loadings, the diffraction peak was shifted to lower values at 6.3° and 5.7°, respectively, which corresponded to the intercalated MMT structure. These structural effects were manifested in FESEM images. Samples with 1.96 and 3.85 wt% MMT contents showed smooth surface, and the MMT particles were uniformly distributed throughout the matrix. Further addition of MMT has caused the agglomeration of MMT particles, thus resulting in coarse and rough surface. Results from the tensile test verified the findings. It was found that tensile strength and elongation at break were increased with increasing MMT loadings, while modulus of samples increased up to 3.85 wt% MMT. Further addition of MMT reduced the modulus. These findings were related to the agglomeration of MMT particles at higher loading, which segregated regions imparting weaker lines between the MMT and the PLA/starch matrix, thus breaking the sample easily when exerted to stress. Biodegradation rate of samples were enhanced with the addition of MMT due to the maximum contact between the matrix and the edge and surface of MMT. This caused the PLA to fragment readily, thus enhancing the biodegradation rate. Meanwhile, physical barriers of samples were improved with the addition of MMT. From the water absorption test, the percentage of water uptake was reduced to about 95% relative to sample A (without MMT) when 8 phr MMT was added into the sample. This was due to a tortuous pathway for water to enter the starch chain blocked by MMT particles, thus reducing the amount of water absorbed by the sample. Higher MMT content improved the physical barrier property of the sample.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.