
Abstract
A long fiber thermoplastic pellet (LFTP) is a pellet that contains discontinuous fibers reinforced in thermoplastic. In this experiment, LFTPs were produced using the thermoplastic pultrusion process. The thermoplastic pultrusion process is uncomplicated in terms of the machine device, and it can improve the impregnation quality of LFTP. Glass fiber was used as the reinforced fiber, and PP fiber was used as the matrix. This experiment studied the effect of molding temperature and pulling speed on impregnation. The die system contained six heating zones. In the first step, zones 3 and 4 (melting zone) were varied at 200, 210, 220, and 230°C. The melting zone that exhibited good results was selected for the next step. In the second step, zones 5 and 6 (heat reduction zone) were varied at 160°C–190°C and 150°C–180°C, respectively. After determining the optimal molding temperature, the pulling speed was studied, with speeds varied at 10, 20, 30, 40, and 50 cm/min. The impregnated quality of the LFTP was investigated through microstructure analysis. A data logger was used to record the temperature profile in the pultrusion die. Furthermore, the impregnation quality and microstructure of LFTP from thermoplastic pultrusion were compared to commercial LFTP. The results showed that un-impregnation decreased with an increase in the melting zone temperature. In the heat reduction zone, un-impregnation decreased with a decrease in temperature. For the pulling speed, un-impregnation decreased with a decrease in speed. The optimal die system had a melting zone temperature of 230°C and a heat reduction zone temperature of 160 and 150°C. The optimal pulling speed was 10 cm/min, resulting in an un-impregnation rate of 8.06%. Additionally, commercial LFTP had an un-impregnation rate of 13.73%.
Keywords
Introduction
Composite materials are currently being applied in many industries such as aerospace, automotive, civil infrastructure, and industrial parts. 1 The composite material market is predicted to grow at a rate of 12% from 2021 to 2028, according to forecasts. 2 Composite materials are formed by combining two or more materials with different properties. The matrix material bonds the reinforced fibers together. The reinforcement reinforces the composite material. Generally, matrix materials are ceramics, metal and polymer. 3 Polymer matrices are particularly popular in the composite market. 4 There are several different polymer matrices used in composite materials. The reinforcement can be classified with various forms such as flakes, particles, short fibers, long fibers, and continuous fibers. The properties of the composite depend on the form of reinforcement used. 5 Longer fiber forms generally result in higher mechanical properties, but they are more difficult to form. 6 There are many processes for fabricating composite materials depending on the form of reinforcement, such as filament winding, injection molding, hand lay-up, compression molding, and pultrusion. 7
One common process for composite fabrication is injection molding, which is popular and relatively easy. However, when short fibers are mixed with polymer for injection molding, the resulting composite has lower mechanical properties and poor fiber orientation. To improve orientation and mixing, short fiber thermoplastic pellets are prepared for injection molding and compression molding. However, short fiber thermoplastic pellets may not be sufficient for certain products. Therefore, long fiber thermoplastic pellets (LFTPs) have been developed to enhance mechanical properties and orientation. LFTPs are currently used in products fabricated by injection molding and compression molding in pellet form, with diameters of 2–4 mm and lengths of 6–25 mm. 6 LFTPs exhibit high strength, high modulus, and high impact strength. 8 The method for classifying between long fiber and short fiber is an aspect ratio. 9 Generally, LFTPs are fabricated through the hot melt impregnation process, which combines pultrusion and extrusion processes. In the pultrusion process, continuous fiber is pulled into an impregnation die along with molten thermoplastic from an extruder. The molten plastic impregnates the fiber, and the material is then cooled and cut to the required length.6,10 The impregnated quality is a problem in the hot melt impregnation process because the high viscosity of the thermoplastic makes it difficult to impregnate into the fiber. Additionally, the extruder machine used in the hot melt impregnation process is expensive, resulting in high production costs.
In this work, there is an interest in fabricating LFTP using the thermoplastic pultrusion process because it can improve impregnation quality and reduce machine costs. The thermoplastic pultrusion is a process for forming continuous fiber-reinforced composites. Reinforced fiber and thermoplastic fiber are pulled through a hot pultrusion die with a constant cross-section shape. The plastic is then melted and impregnated into the fiber, followed by pulling it out of the die to form a unidirectional composite. According to literature reviews, continuous composites can be fabricated through the thermoplastic pultrusion process with an impregnation quality ranging from 80% to 93%.11,12 The parameters of the pultrusion process include molding temperature, pulling speed, and filling ratio.11,13,14 This research studied the effect of parameters on the impregnation of LFTP from thermoplastic pultrusion. The molding temperature was studied, including the melting zone and heat reduction zone, and pulling speeds were also studied. Glass fiber was chosen as the reinforced fiber due to its continuous fiber form, high mechanical properties, and low price. Polypropylene (PP) fiber was used as the matrix due to its low price, low density, low process temperature, and low water absorption. 15
Materials and methods
Materials
In this experiment, PP yarn (133 tex or 1200, a density of 946 kg/m3) was used as the matrix for LFTP. The melting temperature of the PP yarn was 178.8°C, as obtained from the differential scanning calorimetry (DSC) result, and a degradation temperature of 320°C was obtained from the thermal gravimetric analysis (TGA) result. Glass fiber yarn (1200 tex, a density of 2620 kg/m3) was used as the reinforced fiber in LFTP. The volume fraction of LFTP was determined using a filling ratio. 11 The pellet length of commercial LFTP ranged from 10 to 12 mm. PP pellet (POLIMAXX 1100NK) was used for preparing a specimen for mechanical test.
Method
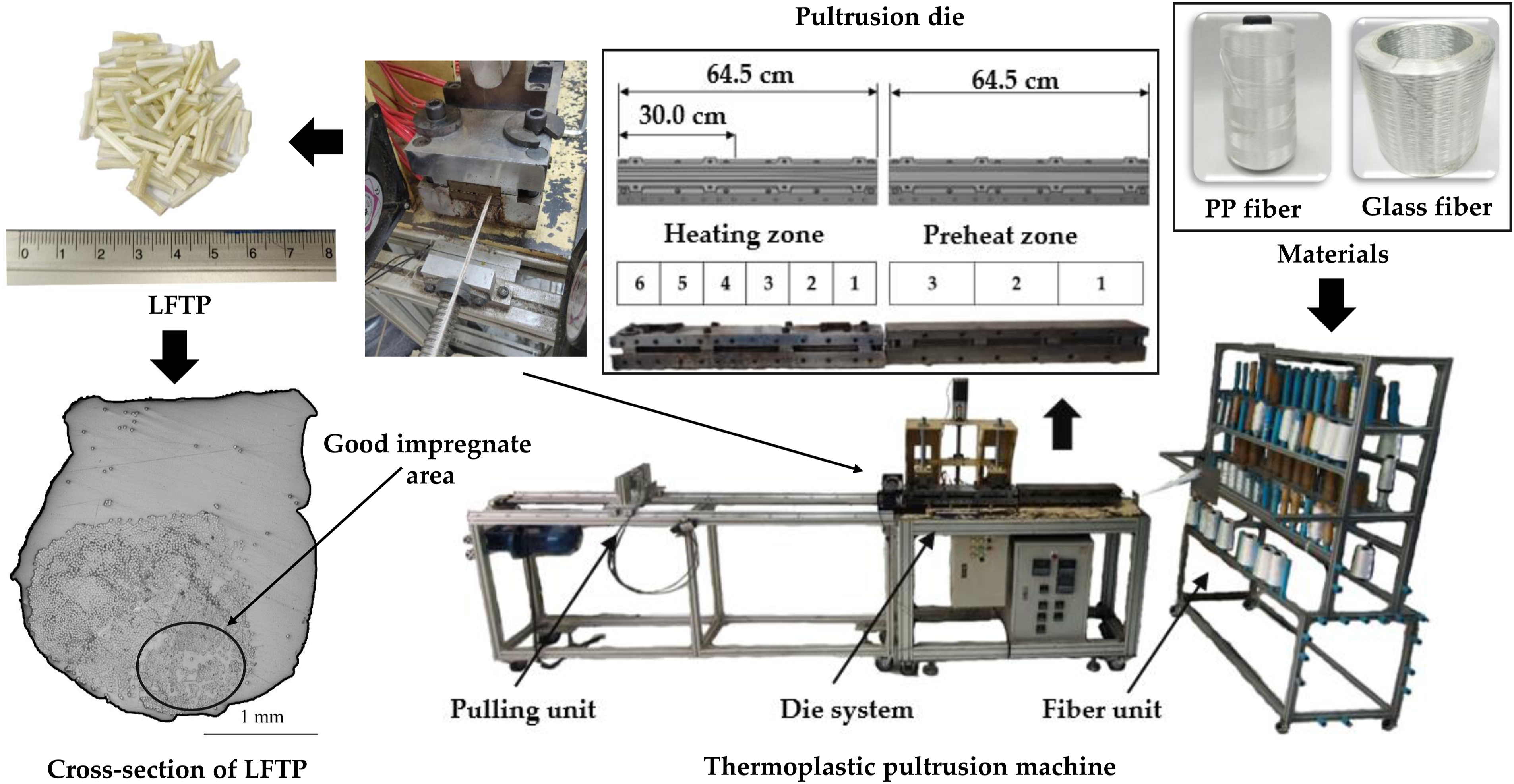
In this experiment, LFTP was prepared using thermoplastic pultrusion process as shown in Figure 1. The effect of molding temperature and pulling speed on un-impregnation was studied. The molding temperatures in the die system were varied as shown in Tables 1 and 2. The die system of zones 1 and 2 was fixed at 150 and 160°C, respectively, based on preliminary data from literature.
16
The melting zones in the die system (zones 3 and 4) were determined from DSC results and studied at temperatures of 200, 210, 220, and 230°C. The heat reduction zones (zones 5 and 6) in the die system were varied as shown in Table 2 to investigate resin impregnation before LFTP exited the die. The pulling speeds were varied at 10, 20, 30, 40, and 50 cm/min using the optimal temperature. The filling ratio was used to define the intermediate material before molding. Generally, in the thermoplastic pultrusion process, the filling ratio is designed as being more than 100% of the cross-sectional area of the die.11,12 This allows for an excess of thermoplastic fiber beyond 100% to be impregnated or back flow phenomena at the taper zone of the die, thus improving the impregnated quality. Therefore, the intermediate material of LFTP was designed with a filling ratio of 104.73%, consisting of 91.76% PP and 12.97% glass fiber. The filling ratio was calculated based on the cross-sectional area of the intermediate materials and the die, as shown in equation (1).
11
Meanwhile, the volume fraction of LFTP was at 100%, consisting of 87.03% PP and 12.97% glass fiber. Microstructure analysis was performed to evaluate the impregnated quality of LFTP. Furthermore, the impregnated quality of LFTP from the pultrusion process was compared to commercial LFTP. Schematic diagram of thermoplastic pultrusion process. Melting zone of die system. Heat reduction zone of die system.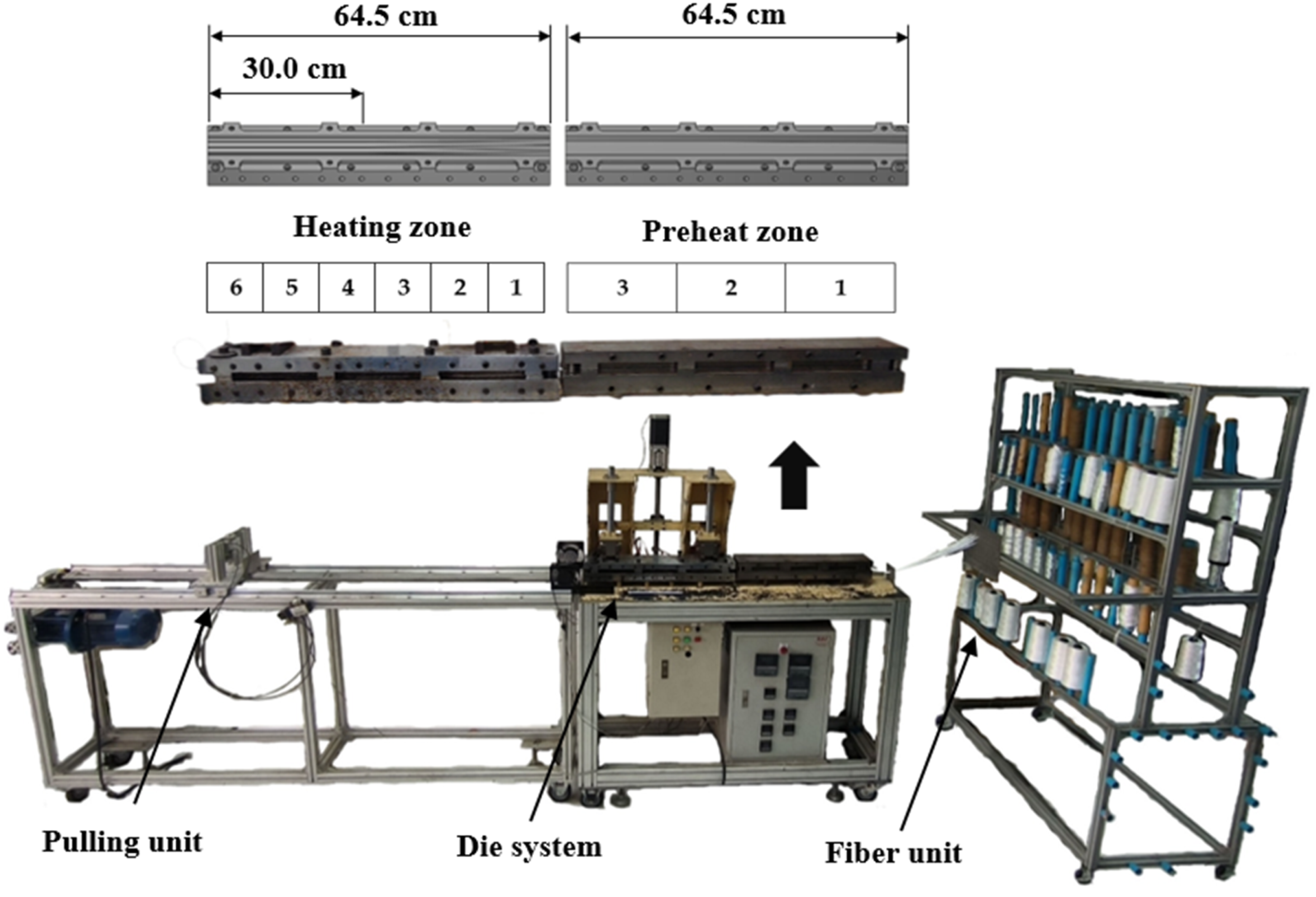



Temperature profile measurement
The temperature profile was measured to confirm the effect of molding temperature on resin impregnation in the fiber. A Type K thermocouple was inserted into the intermediate material of LFTP, and it was pulled through a hot die along with the intermediate material until outside of the die. The temperatures of the die were recorded using a data logger from National Instruments (Model NI 9211) through the NI Signal Express program.
Microstructure analysis
The impregnation analysis of LFTP was conducted based on microstructure images. LFTP specimens were prepared using resin casting and subsequently polished using a polishing machine. LFTPs were cast with unsaturated polyester resin. Sandpapers ranging from No. 100 to 2000 and flannel fabric were used for polishing. Microstructures were investigated by using an Olympus microscope at 10 times magnification. Microstructure images were analyzed using the ImageJ program to calculate the value of impregnation. The un-impregnation values of LFTP were calculated based on the space area within the fiber bundle and the total fiber bundle area. Figure 2 shows the cross-section area of LFTP, with the black area indicating the un-impregnated region in the fiber bundle. The black region represents an area where PP resin has not impregnated, indicating a lack of impregnation by PP. Un-impregnated analysis by ImageJ program (a) Cross-section area of LFTP (b) Un-impregnated analysis of LFTP.
Mechanical properties
This investigation of mechanical properties involved conducting tensile, bending, and impact tests. Specimens for investigating the mechanical properties of LFTP were prepared using injection molding. LFTPs were mixed with PP until a glass fiber ratio of 15 wt% was achieved. The injection machine (LG model LGH50N) was set to 190°C for preparing the specimens. The universal testing machine (Hounsfield load 25 kN) was used for the tensile and bending tests. The tensile test was carried out according to ASTM D638 with a head speed of 10 mm/min, while the bending test was conducted following ASTM D790 with a head speed of 1.30 mm/min. An impact Izod machine was used for the impact test, following ASTM D256 with a hammer size of 2 J.
Results
In this experiment, the first group of samples was conducted with varying molding temperatures to determine the optimal temperature for further parameter studies. Different molding temperatures were set as shown in Table 1, with changes made only in zones 3 and 4. After selecting the best temperature, the impregnation of resin before LFTP exited the die was studied by adjusting the temperature in zones 5 and 6, as presented in Table 2. Once the best molding temperature was determined, the effect of different pulling speeds on the mechanical properties of the composites was also evaluated.
The effect of molding temperature
The result of the effect of melting zone temperature on an un-impregnation.

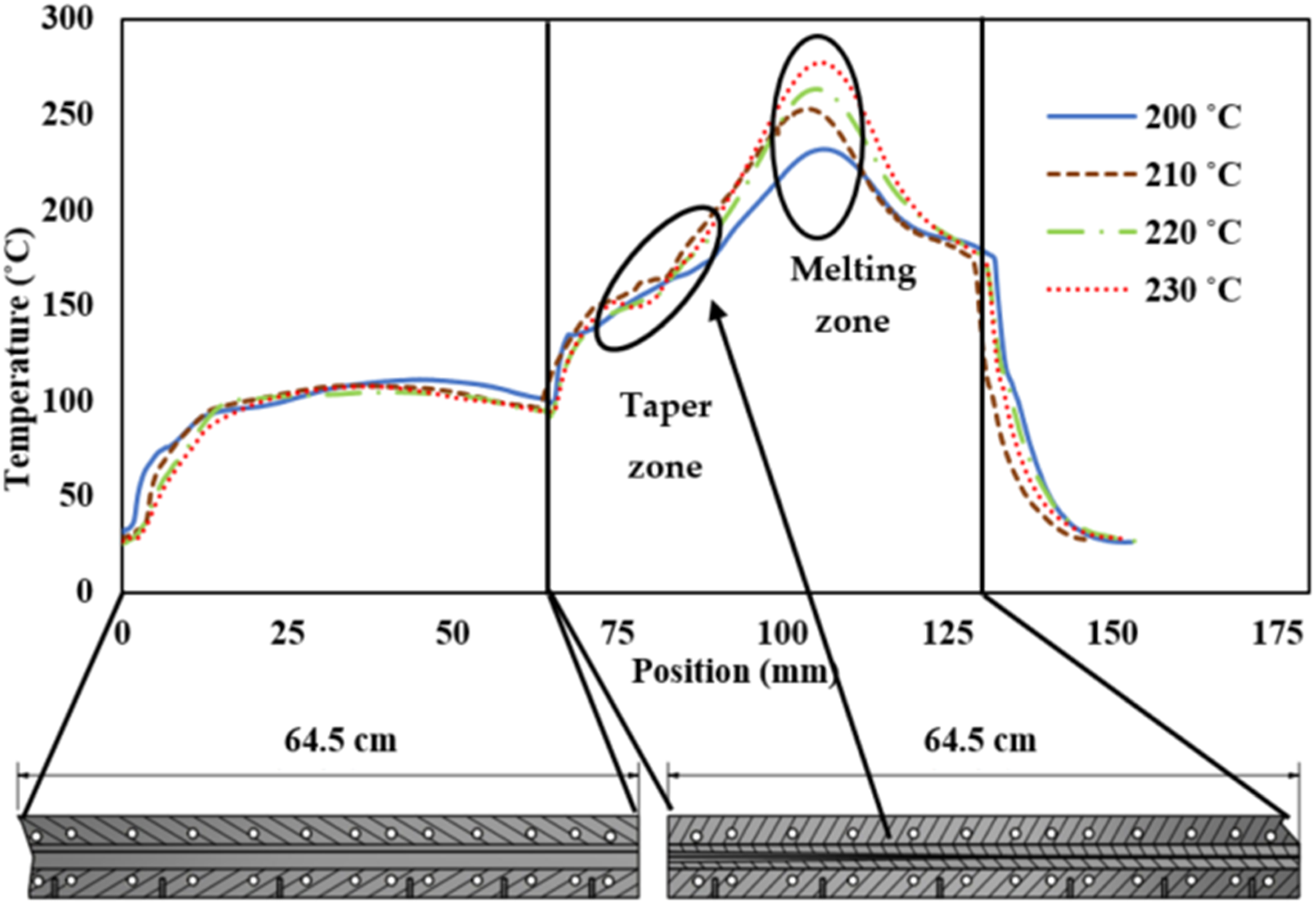
Temperature profile of the material of LFTP.

Cross-section of LFTP in different temperature of melting zone (a) melting zone at 200°C (b) melting zone at 210°C (c) melting zone at 220°C (d) melting zone at 230°C.
The result of the effect of heat reduction zone on un-impregnation.

Figure 5 confirmed the effect of different temperatures at the heat reduction zone. It can be observed that as the temperature of the heat reduction zone increased, there was a higher likelihood of resin flowing out of the fiber bundles. The un-impregnation was particularly high at heat reduction zone No. 4. While lower heat reduction zones demonstrated better impregnation, the temperature could not be lowered beyond heat reduction zone No. 1 due to the risk of increased viscosity and potential breakage of the LFTP. These results align with the literature,
20
which explains that resin flow occurs at high temperatures and long molding times, as observed in compression molding. Consequently, a molding temperature of 230°C and heat reduction zone No. 1 were selected to investigate the effect of pulling speed. Temperature profile of heat reduction zone in die system.
Figure 6 shows the cross-section of LFTP at different temperatures of the heat reduction zone, indicating that the un-impregnated area increased with higher heat reduction zone temperatures. More black regions appeared at higher heat reduction zones. Therefore, the optimal temperature for the heat reduction zone was determined to be in the die system of No. 1. These results correspond to the impregnation quality results. Cross-section of LFTP in different temperatures of heat reduction zone (a) Die system 1 (b) Die system 2 (c) Die system 3 (d) Die system 4.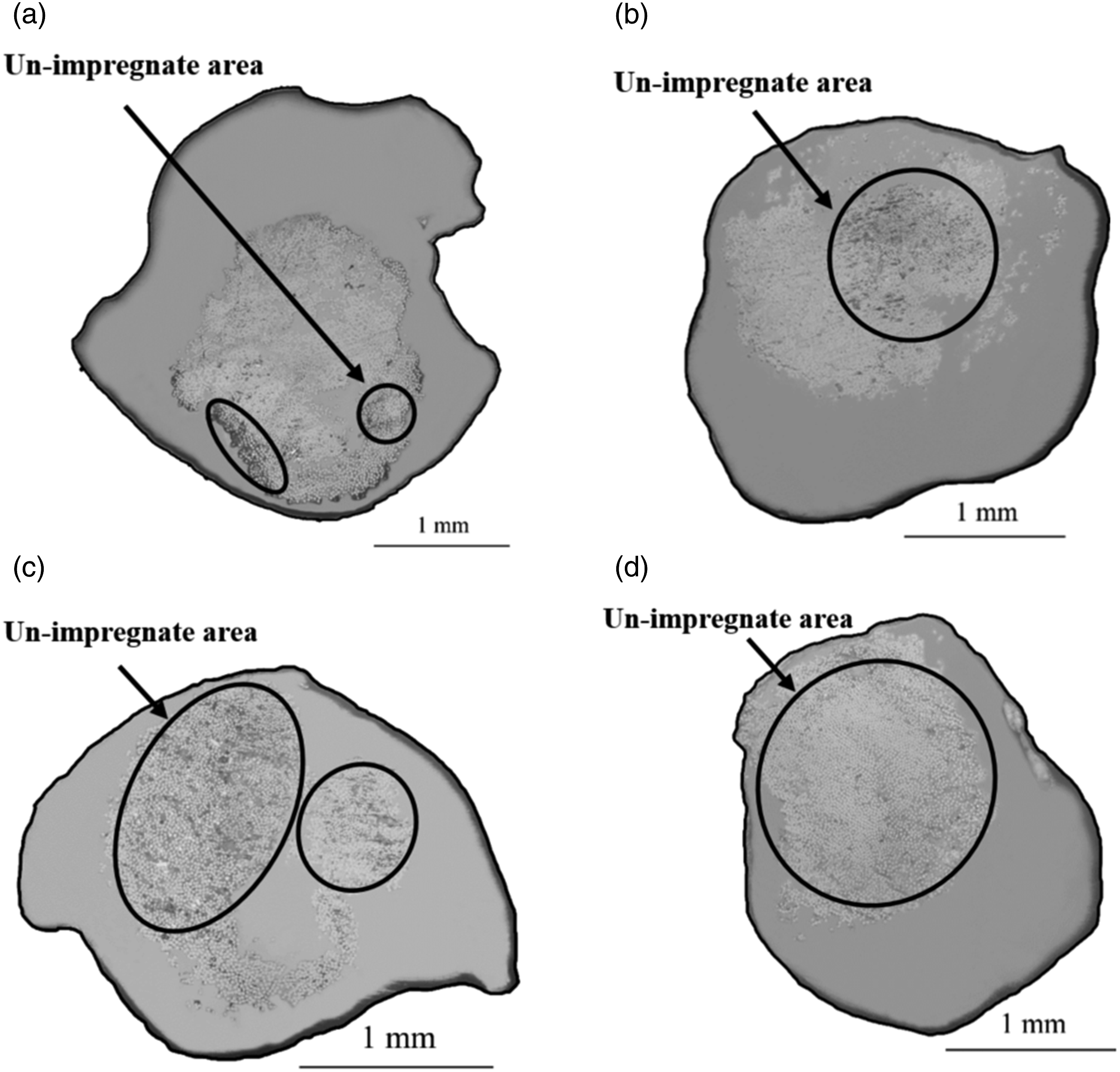
The effect of pulling speed
The result of the effect of pulling speed on un-impregnation.

Figure 7 confirms the impact of changing the temperature in the die. It can be observed that higher pulling speeds in the temperature profile result in shorter material residence time in the die. Moreover, the temperature in the temperature profile decreases at a slower rate with higher pulling speeds, indicated by the difference in slope on the graph. These results align with the literature,11,12,17,21 which explain that increasing the pulling speed leads to higher un-impregnation due to insufficient time for the resin to impregnate the fiber. Temperature profile of pulling speed in die system.
Figure 8 shows the cross-section of LFTP at different pulling speed, showing an increase in the un-impregnated area with higher pulling speeds. More black regions appear at higher pulling speeds. Consequently, the optimal pulling speed was determined to be 10 cm/min, which aligns with the impregnation quality results. Cross-section of LFTP in different pulling speed (a) Pulling speed at 10 cm/min (b) Pulling speed at 20 cm/min (c) Pulling speed at 30 cm/min (d) Pulling speed at 40 cm/min (e) Pulling speed at 50 cm/min.
Therefore, the optimal conditions for achieving the best impregnation quality of LFTP are a melting zone temperature of 230°C, heat reduction zone in the die system of No. 1, and a pulling speed of 10 cm/min. LFTP produced through the pultrusion process was cut to a length of 10–12 mm. Figure 9 shows a comparison between LFTP from the pultrusion process and commercial LFTP. Moreover, the impregnation quality of LFTP from the pultrusion process was compared to commercial LFTP. (a) LFTP and (b) commercial LFTP.
The result of comparison between LFTP and commercial LFTP.


Cross-section between LFTP from pultrusion and commercial LFTP.
Mechanical properties of LFTP
Mechanical properties of LFTP and commercial LFTP.

Conclusions
In this study, thermoplastic pultrusion was conducted to prepare LFTP with the aim of enhancing its impregnated quality before its intended use. The impregnated quality significantly affects the mechanical properties of the material. As a result, optimization of parameters was carried out. The molding temperature and pulling speed were identified as important parameters in the pultrusion process. The results revealed a decrease in un-impregnation with an increase in the molding temperature (melting zone). Conversely, the heat reduction zone temperature before exiting the die led to an increase in un-impregnation. The effect of pulling speed, un-impregnation increased with an increase of pulling speed. The comparison between LFTP and commercial LFTP indicated that LFTP produced through the pultrusion process exhibited superior impregnation quality compared to commercial LFTP. The mechanical properties comparison between LFTP and commercial LFTP also showed a significant increase in tensile modulus and flexural modulus of LFTP from pultrusion process. Tensile modulus had increased by up to 35%, while flexural modulus had increased by up to 21%. While tensile strength, flexural strength, and impact strength may not increase significantly, when considering the cost of the machinery, the thermoplastic pultrusion process becomes a viable alternative for producing LFTP.
Future work on LFTP will involve surface treatment to improve the interface between the matrix and reinforcement of LFTP before its use in an injection process.
Footnotes
Acknowledgements
This endeavor would not have been possible without supporting the equipment, instrument, and testing machine from the Faculty of Engineering, Rajamangala University of Technology Thanyaburi.
Author contributions
Conceptualization, methodology, investigation, writing—original draft preparation, Ponlapath Tipboonsri; conceptualization, methodology, investigation, writing—original draft preparation, supervision, project administration, Anin Memon.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.