
Abstract
In this study, silane grafted and moisture cross-linked low density polyethylene nanocomposite foams were prepared by melt mixing and batch foaming process and the effects of silane content, nanoclay content, foaming agent concentration and clay type (clay modified with vinyltriethoxysilane (VTES) and amino-propyltriethoxysilane on foaming efficiency and foam properties were investigated. The morphology and the efficiency of silane modification of modified clay were characterized by series of tests, including X-ray diffraction (XRD), Fourier transform infrared (FTIR) spectroscopy, and thermogravimetric analysis (TGA). The results of Fourier transform infrared and thermogravimetric analysis showed that the silane modifiers were bonded to the surface of nanoclay through both physical and chemical bonds. According to XRD, these modifiers caused characteristic peak of clay to shift to lower angles, and make an increase in basal spacing. Gel content, density, scanning electron microscopy, compression, creep and rheological tests were used to determine the effect of different parameters on properties of cross-linked polyethylene foams. Results indicated that silane content has the significant effect on stress-strain behavior in compression mode. Compression set and creep deformation were affected by cell size and gel content. Furthermore, the rheological properties including complex viscosity, storage and loss modulus of unformed samples increased with the addition of silane and nanoclay content.
Introduction
Polyethylene foams have been widely used in various industries like packaging, construction, etc., mainly due to low density, low thermal conductivity, and good electrical insulation performance. Despite these advantages, polyethylene foams do not have sufficient melt viscosity and elasticity above melting point to experience large deformation during expansion. 1 Therefore, to achieve suitable melt strength and foamability, crosslinking approach is used to tailor the melt viscosity and elasticity to the desired level. This approach can help to a uniform cellular structure during expansion, good final properties, and an increased life cycle for polymer foams. Crosslinking agents are also used to stabilize bubble formation during expansion and enhance the cellular product’s resistance to thermal collapse. They are also widely used in the modification of PE.2,3 Among different methods for crosslinking PE, silane crosslinking has got the most attention in recent years due to its advantages, such as cost-effective and easy operation.4,5 In recent years, using nanofillers in polymer nanocomposites has attracted intensive research interests.
Montmorillonite (MMT), as a layered silicate nanoclay with a lamellar structure, is one of the most common nanofillers used in preparation of polymer/clay nanocomposites. 6 The main problem in preparing PE/layered silicate nanocomposites is the difference in the polarity of nonpolar polyethylene versus polar filler leading to weak interfacial adhesion between polymer matrix and nanofiller. Modification of polyethylene, nanoclay or both of them are the main approaches for improving adhesion between polymer and nanofiller. Silanes are widely used for modification of nanoclays. According to the studies reported in the literature about modification of layered silicates with alkoxysilane7–10 it can be expected that using layered silicates in silane grafted polyethylene leads to an improvement in intercalation and exfoliation of nanofiller in the presence of polar silane-grafted polyethylene. Several studies have been conducted on cross-linked PE foams. The effect of density on static and mechanical properties of cross-linked polyethylene foam was investigated by Kmetty et al. 11 They found that mechanical properties were enhanced when the density of the foam increased.
Zhou et al., 12 produced HDPE cross-linked with various content di-cumyl peroxide (DCP) as crosslinking agent, then the cross-linked HDPE were foamed using CO2 as a blowing agent. They investigated the effect of DCP content on the molecular weight, crystallization temperature, and complex viscosity of foams and proved that with increasing DCP content, the molecular weight, temperature of crystallization, and complex viscosity slightly increased.
Using nanoclay to develop the physical and mechanical properties and cell nucleation in polymeric foams has been reported by some authors.13–15
Hoang et al. 16 prepared high-density polyethylene/CNT nanocomposite foam and studied the effect of physical foaming on the nanocomposite’s percolation threshold and electrical properties. They showed that the electrical conductivity of foamed samples was meaningfully higher than that of solid nanocomposites.
Naguib et al. 17 investigated that compared to the pure HDPE foams, HDPE–clay foams showed better tensile properties. They showed that the mechanical properties of both nanocomposites and nanocomposite foams were improved mostly when 0.5 wt.% nanoclay loading was used.
A few works have been done on cross-linked PE nanocomposites foams. Laguna et al. 18 investigated the gas diffusivity performance and mechanical properties of low-density foams based on polyethylene under static creep loading with various percentages of clays and coupling agents. They demonstrated that the addition of montmorillonite leads to enhancement of gas diffusivity and mechanical properties of polymer nanocomposite foams.
In this research, silane cross-linked nanocomposite foams based on low-density polyethylene (LDPE) were prepared. Functionalization of montmorillonite clays has been done using APS and VTES and compared. Taguchi design of experiments method was employed, and preferred combinations of factors to characterize nanocomposite foam properties of nanocomposites were determined using analysis of variance (ANOVA). The effects of silane content, chemical foaming agent (ADCA) and nanoclay content and type, were studied.
Experimental
Materials
The polyethylene used in this study was LDPE (LF0200, Bandar Imam Petrochemical Complex, Iran) with a melt flow index of 2.0 g/10 min and density of 918–922 kg m−3 in granule form. The nanoclay was pristine montmorillonite (Na+) from Southern clay Inc., USA, with the basal spacing of 12.0934Aº and a density of 2860 kg·m−3. Two different silanes from Sigma Aldrich were used for nanoclay modification: vinyltriethoxysilane (VTES) and amino-propyltriethoxysilane (APS). Both silanes were in liquid form.
Di-cumyl peroxide (DCP), Dicup-90, from Hercules was used as an initiator. The chemical blowing agent was azo di-carbonamide (ADCA) supplied from Anhui Huishang group Co., LTD, China. The onset degradation temperature of ADCA was 210°C, and the maximum degradation temperature was 219°C; obtained from TGA analysis. Calcium stearate from Malaysia was used as a lubricant. All materials were used as received without any purification.
Sample preparation
Silane modification of nanoclay
1 g of MMT-Na+ was added to 100 mL (75/25, v/v) of methanol/water solution and sonicated for 2 h. By adding HCl gradually, the pH of the solution decreased to 2-3. After that, 3 g of silanes (VTES or APS) was added to the above mixture and sonicated for another 3 h. Then the mixture was refluxed under mechanical stirring in an oil bath at 80°C for 24 h. Separation of modified clay was done by centrifuge following by washing the resultant with an extra amount of methanol/water solution for several times and dried in a vacuum oven at 80°C for 4 h.
Silane grafted PE and nanocomposite preparation
The following procedure was performed for preparing silane grafted PE/nanoclay composites using an internal mixer (Brabender, WTH 55, Germany) equipped with roller-type rotors at 110 and 180°C and 60 r/min for 20 min.
After adjusting temperature and rotor rotation speed LDPE was added to the mixing chamber. The amount of LDPE was varied depending of formulation. After melting LDPE and by monitoring mixer torque, calcium stearate (0.1 phr) was added.
Silane and peroxide was added into the chamber after 2 min of adding LDPE. Silane content was 2, 4.6 phr, and DCP was kept constant at 0.2 phr.
Nanoclay was added at 5 min of mixing. The amount of nanoclay was chosen at 0, 2, 4 phr. Finally, after 5 min, foaming agent was added and mixing continued for another 10 min. Then the mixture was discharged. Three levels (4, 6, 8 phr) of the foaming agent were investigated.
Foaming and crosslinking of nanocomposites
Foaming was done in batch foaming process using a press machine (Toyoseiki, Japan) at 210°C/25 MPa/30 min. After that, the pressure was removed, and the mixture allowed to be cooled to room temperature for 4 min. It can be mentioned that silane grafting and foaming are done in this process, simultaneously.
Crosslinking of silane - grafted samples was done by immersing the prepared sheets in a hot water bath at 80°C for 24 h.
Characterizations
Modification of nanoclays was monitored by FTIR spectroscopy using an FTIR Equinox 55 Bruker LSI01 on KBr discs in the range of 400–4000 cm−1 wavenumber. In addition, XRD was done to investigate the dispersion state of nanoclays in the nanocomposites using Philips X'Pert MPD, Netherland, with Cu anode with a wavelength of 1.5418Ao. The basal space was calculated according to Bragg’s law.
Thermal degradation properties of samples were studied by TGA equipment, Mettler Toledo, in N2 atmosphere with 100 mL/min and temperature range of 25–800°C with heating rate of 10°C/min. Before the test, the modified samples were dried in an oven for 3 h.
Morphology of foams was studied by scanning electron microscopy (SEM) using a SEM. Tescan VEGA-II. The cryo-fracture surface of samples in liquid nitrogen was gold coated and observed in SEM.
The gel content of samples was measured by the solvent extracting method according to ASTM D-2756. According to this method, samples were cut into a number of small pieces and soluble portions were extracted in boiled xylene for 16 h. Then samples were dried carefully and the changes in weight before and after extraction were used for gel fraction calculation. The density of foams was calculated according to ASTM D1622-03 based on the dipping method.
Experimental design
Factors and their levels for the experiments.
VTES-MMT* represent modified montmorillonite with vinyl trimethoxysilane (VTES).
APS- MMT** represent modified montmorillonite with 3-amino propyltriethoxysilane (APS).
Taguchi L9 orthogonal array design.
The sequence in which the tests were carried out was randomized. However, it is essential to note that 34 = 81 number of simulations data would require capturing the influencing parameters without using the Taguchi method.
Results and discussion
FTIR
Figure 1 shows the FTIR spectra of clay with various treatments. For pure MMT, as presented in Figure 1 the peak at 3627 cm−1 corresponds to the hydroxyl stretching groups bonded to aluminum and magnesium in clay. The peaks at 3447 cm−1 and 1637 cm−1 are due to the –OH stretching and bending vibration of the adsorbed water, respectively. The broad peak over the range from 1000–1200 cm−1 with the peak maximum at 1043 cm−1 is attributed to Si-O cm−1 in-plane stretching. The peak for Si-O bending vibration is observed at 524 cm−1.
19
After modification with APS as revealed in Figure 1(b), new peaks at 2931 cm−1 and 2885 cm−1 appeared, which are attributed to the asymmetric and symmetric stretching vibration of CH2 groups. New peaks at 1442 cm−1 correspond to NH2 vibration. Small peaks at 796–693 cm−1 are attributed to -CH out-of-plane deformation vibrations. These new peaks suggest that APS reacted with the hydroxyl groups on the broken edge of the silicate layers or self-condense which form polysiloxane oligomers adsorbing on silicate layers. The intensities of these peaks in APS-Na are very weak, indicating a slight loading of the organosilane.
20
According to Figure 1(c), the peak at 3064 cm−1 refers to the C-H organic bonds and the peaks at 1130 and 760 cm−1are due to the symmetric stretching of the Si-O-Si bonds of the VTES. Also, the peak at 2960 cm−1 is due to the asymmetric stretching vibrations of the aliphatic CH3 groups, and the peak at 1412 cm−1 indicated the presence of C = C bonds in modified clay.
21
FTIR spectra of (a) clay (b) modified clay with APS, (c) modified clay with VTES.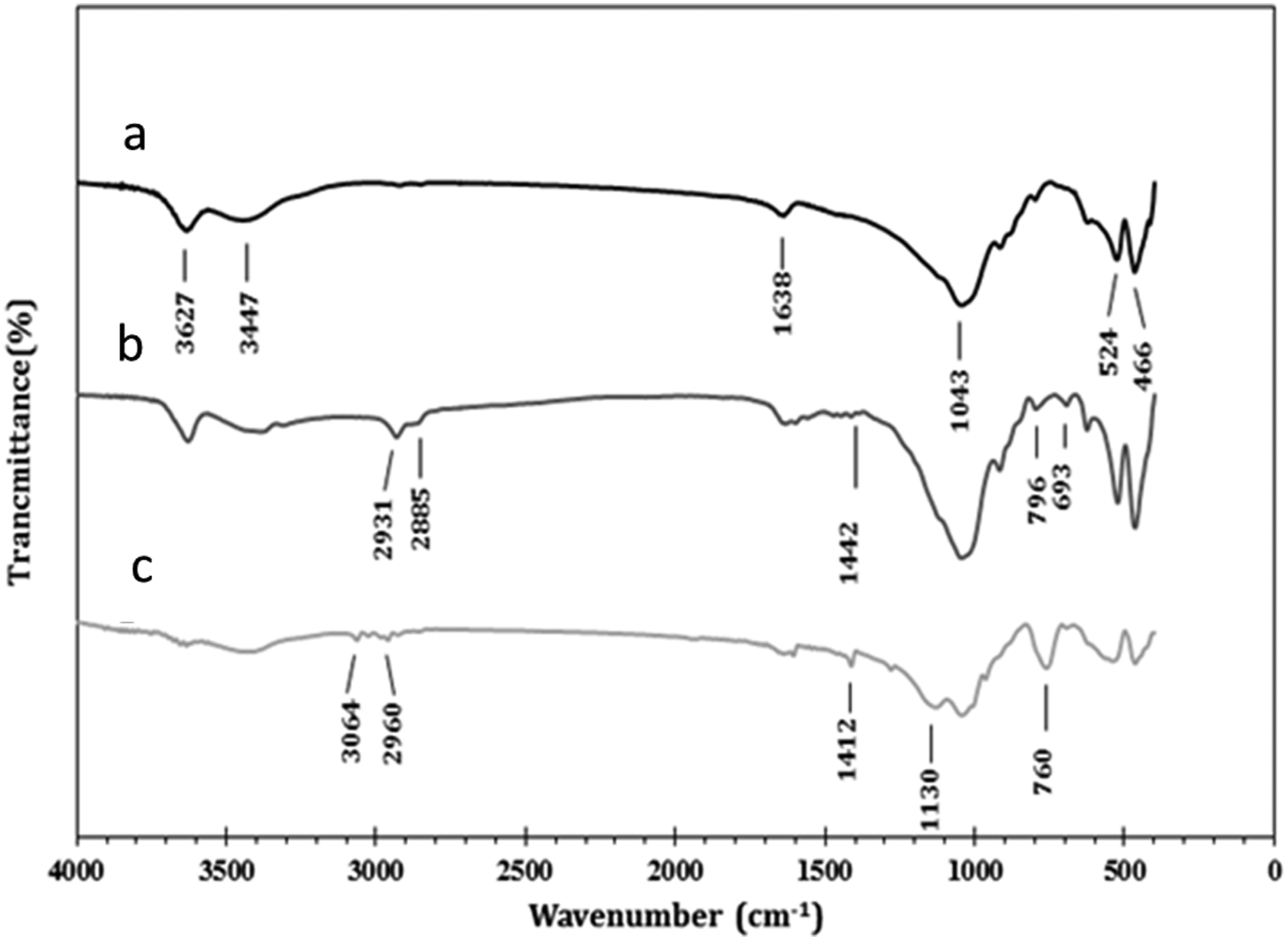
Thermogravimetric analysis
TGA test was done to find out more about the silanization efficiency and percentage of silane grafting to nanoclay. Figure 2 shows the TGA and DTG results of pure and modified nanoclays. TGA and DTG results of pure (a) neat nanoclay (b) APS modified nanoclay (c) VTES modified nanoclay.
DTG graphs of Na-MMT shows two peaks at 62°C and 610°C, caused by water evaporation and de-hydroxylation of nanoclay. The amount of weight reduction of Na-MMT was about 0.95% (between 150–440°C). More considerable weight reduction can be a result of decomposition of silane. APS-MMT DTG graphs results indicates two extra peaks at 183°C and 342°C. Loss peak at 183°C with 5.6% weight reduction relates to the physical absorption of silane. The peak at 342°C with 4.33% weight reduction is related to evaporating of intercalated silane. VTES-MMT DTG results have also shown one extra peak at 64°C with 3% weight reduction corresponding to the physical absorption of silane. 21 From the TGA test, it can be concluded that silanes grafted to nanoclay, successfully.
XRD
The XRD results of pristine and modified clays are shown in Figure 3(a). The XRD pattern of Na-MMT, APS- modified, and VTES- modified clay revealed the diffraction peaks at 2Ө = 7.30°, 2Ө = 6.37°, 2Ө = 6.66°, respectively. A shift of pristine clay peak to lower angles referred to intercalation of clay by silane modification. On the other hand, the interlayer distance of pristine, APS-clay, and VTES-clay were 12.09 Ao, 13.87 Ao, and 13.25 Ao, respectively. The higher basal spacing of modified clay, as compared to pure clay, is due to the APS and VTES intercalating role into the clay. XRD spectra of (a) virgin and modified clays and nanocomposites prepared at 110°C with 2–4 phr clay and, at 180°C with 2 phr clay and after foaming at 210ᵒC with 2 phr clay. (b) Na-MM, (c) VTES-MMT, (d) APS-MMT.
The structure of nanocomposites has been elucidated using XRD. The XRD patterns of silane grafted nanocomposites containing 2 and 4 phr nanofiller prepared at 110, and 180 C are presented in Figure 3(b)–(d). At 110°C, the grafting reaction did not occur. From the XRD curves three peaks are seen including a: a peak at 8.84° for neat clay, b: a broad peak at 7.8° for VTES-modified, and c: a peak at 6.51° for APS-modified. In general, for all samples the characteristic peaks shift to higher angles. This phenomenon is due to a decrease in basal spacing and deintercalation of nanoclay layers. In the samples prepared at 180°C, grafting has occurred. As shown in Figure 3, the increase in mixing time and grafting, causes better dispersion of nanoclay in a polymer matrix compared to samples mixed at 110°C.
On the other hand, due to increases in mixing temperature a reduction in melt viscosity and better exfoliation of nanoclay in the polymer matrix can be occurred. Samples foamed at 210°C showed a different behaviour compared to ones mixed at lower temperatures due to the evaporation of silane existing between the layers. This phenomenon has caused the nanoclays deintercalation.
Gel content
The percentage of gel content of samples.

The effect of different factors like the amount of silane and clay, type of clay, and foaming agent value on gel content are shown in Figure 4. Regarding Figure 4(a), the gel content of samples increased with increasing silane content, implying that the sample molecular structure was changed from branched and highly branched to cross-linked. Effect of several parameters (a) clay content (b) saline content, (c) foaming agent, (d) type of clay on the parentage of gel content.
As can be seen in Figure 4(b), the increasing of clay content as a filler led to a drop in gel content; this behavior could be attributed to the formation of interaction between filler and polymeric chains which restricts the mobility of polymer chains and thus significantly reduced crosslinking content.
It is well known that during the grafting process, the interaction between siloxane (Si-O-C2H5) groups of VTES grafted polyethylene and OH groups of clay leads to the formation of strong bonds which restrict and limits grafted PE chain movement. On the other hand, due to the existence of clay, the permeation of water molecules into the polymer backbone is slow. Therefore, the percentage of gel content is lowered, dramatically.
Figure 4(c) indicated the influence of clay type on the percentage of gel content. The crosslink ability of modified clay with APS is higher than that of modified samples with VTES. In modified samples with VTES, vinyl groups reacts with each other and were trapped at the interlayer spacing of clay which cusses crosslinking efficiency to be decreased. Also, as evidence in Figure 4(d), the percentage of gel content decreased with foaming agent concentration.
SEM micrographs
In order to find out more about the nanocomposite foams’ morphology, the specimens were broken in liquid nitrogen and coated with Au for electron conductivity. The silane grafting and the degradation of the foaming agent have coincided, which can cause a change in the viscosity that can play a significant role in the foam cell’s dimensions. Moreover, the permanence of nanoclay and its good dispersion can improve the yield of nucleation and make an upturn in viscosity. Although the specimens with higher silane content have lower cell dimensions the density of cells showed a noticeable rise. These can be caused by the upturn of viscosity and melt strength, which has improved by adding silane to the system. Figure 5(a)–(c) shows the silane content effect on the foam morphology. The influence of silane content (a)–(c) and nanoclay content (d)–(f) on the cell morphology.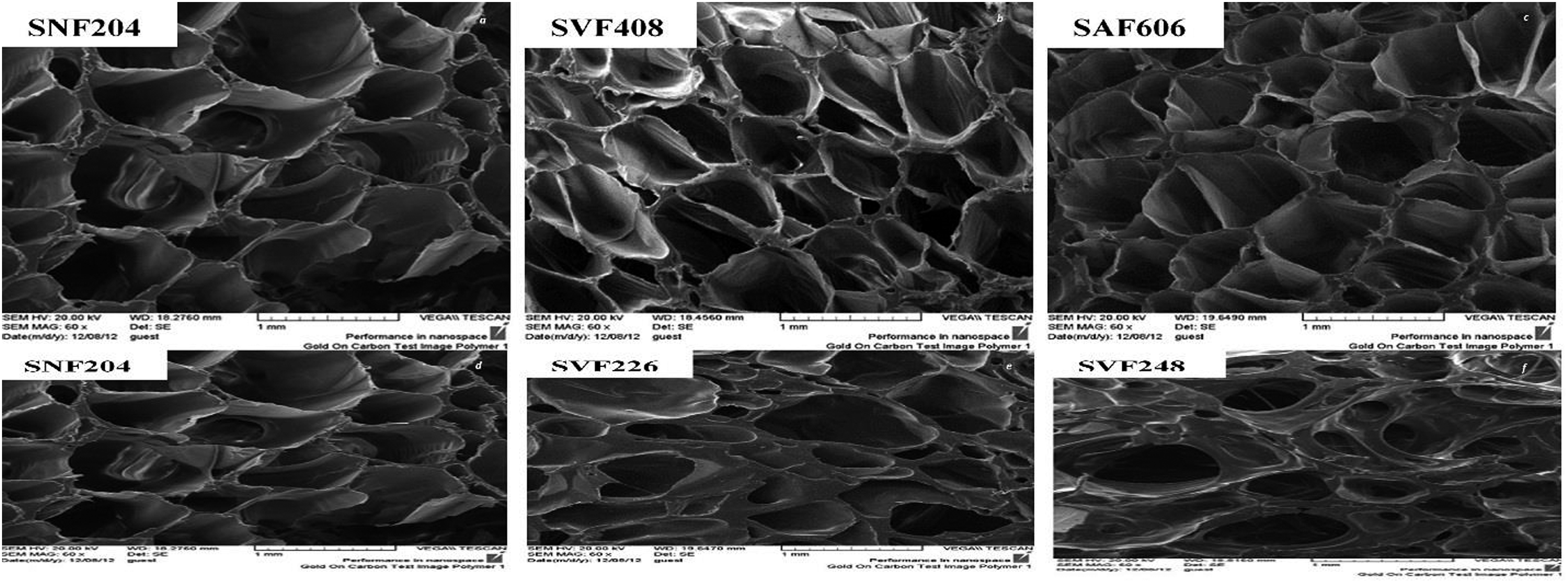
Another parameter influencing on the cell dimension was nanoclay content. Nanoclay had a nucleating role. It can be observed that by adding 2 phr of nanoclay, cell density has increased. Nevertheless, a significant downturn was seen in cell dimensions. Furthermore, the increment of nanoclay can increase the melt viscosity of samples. This pattern for cells does not remain at higher nanoclay content. Because of nanoclay agglomeration at 4 phr, the nanoparticles cannot influence the melt viscosity. Due to this phenomenon, the cell dimensions have increased, and the cell density of the foam showed a noticeable upturn. By comparing the morphology of the specimens with different nanoclay contents, it can be concluded that for having small foam cells, a well dispersion of nanoclay in the matrix is necessary. The effect of nanoclay amount on the cell morphology is shown in Figure 5(d)–(f).
The third parameter affecting the morphology of the foam specimens is the modification of the nanoclay. The nanoclay modification has done by two silane agents (APS and VTES). Results have shown that the modification of nanoclay does not change the diameter and density of the foam cells, considerably. However, for modified clay more uniform cells are seen. Figure 5(a)–(c) also shows the effect of nanoclay modification on foam morphology.
Foaming agent has a positive effect on the cell dimensions. Besides that, there isn’t any variation in cell density. The outcome of increasing the foaming agent on the morphological structure are also seen in Figure 5(d)–(f).
The cell density and cell dimension results of foam specimens.

Rheology
The rheological properties of polyethylene and polyethylene grafted with silane at 180°C is shown in Figure 6. It is seen that the complex viscosity of pure PE reduced with frequency and showed shear thinning behavior at a higher frequency; however, the performance of grafted polyethylene is remarkably different from neat PE. In grafted samples, viscosity strongly increased at low frequencies, primarily when silane content increased, becoming more robust. Moreover, for grafted samples the viscosity becomes very sensitive to shear rate. Variation of (a) Complex viscosity at various silane content; (b) Storage modulus at various silane content and (c) Storage modulus at various clay content at 180°C.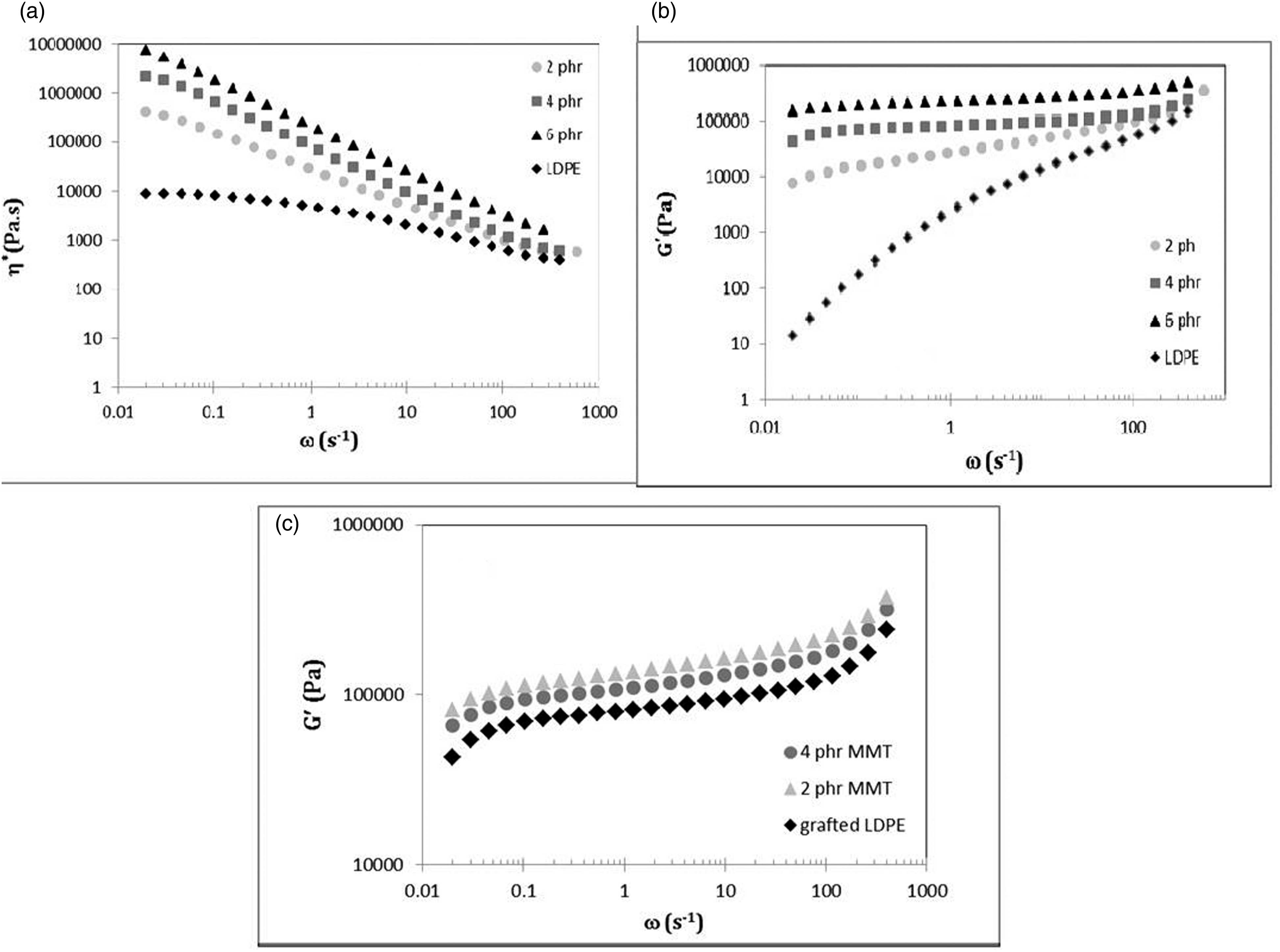
Figure 6(b) depicted the storage modulus of polyethylene with various percentages of silane as a function of frequency. As it is evident, the storage modulus of silane grafted PE is higher than that of pure PE, and the storage modulus increased with increasing silane content mainly due to higher elastic properties of silane grafted polyethylene.
The storage modulus of grafted PE modified with clay is represented in Figure 6(c), and the results demonstrated that the storage modulus significantly increased with the addition of clay to grafted PE. This behavior indicates the intercalation/partial exfoliation network of nanoclay in silane grafted polyethylene matrix. This network caused filler-filler interaction converted to filler-polymer interaction, and relaxation time predominately increased, leading to a higher relaxation time than grafted PE without clay. 23
Mechanical properties
Compression test
Figure 7 shows the influence of silane content, nanoclay content, nanoclay modification and foaming agent on compression properties of different samples. The effect of (a) silane content (b) nanoclay content (c) nanoclay modification and (d) foaming agent on compression properties of different samples.
Results proved that the increase of silane content leads to increase of compression stress and modulus mainly because of higher gel content and crosslinks between polymer chains. The decrease of foam cells dimensions has caused these phenomena (resulting from a rise in silane content).
The other parameter that affects the compression properties is nanoclay percentage. Increasing in nanoclay content caused the foam to tolerate a more extended amount of stress in a constant amount of strain. On the other hand, there is an optimum quantity for nanoclay to prevent agglomeration, which is 2 phr. Figure 7(b) shows the influence of nanoclay quantities on the compression properties of the nanocomposite foams.
The effect of modification type of the nanoclay particles was also investigated. It was found that the nanocomposite foams containing modified nanoparticles showed higher amounts of compression stress compared to non-modified nanoclay. According to Figure 7(c), it was observed that APS modified nanoclays have a better reinforcement role than the VTES modified clay due to the larger interfacial adhesion.
The foaming agent can also affect the compression results. A higher amount of gas is released in the matrix during the foaming process by increasing the foaming agent. As a result, the foam with more cells has been created to stand a lower quantity of stress.
The slope of the stress-strain lines at linear elastic zone has been investigated to find out more about the compression modulus of the foam specimens. The impact of different parameters has displayed in Figure 8. It is worth to note that all parameters, excluding the foaming agent, had a positive role in compression modulus. It has also been observed that the high amount of nanoclay causes agglomeration and reduces the modulus and other mechanical properties of foam specimens. The effect of (a) nanoclay content (b) silane content (c) foaming agent content and (d) clay type on the compression modulus.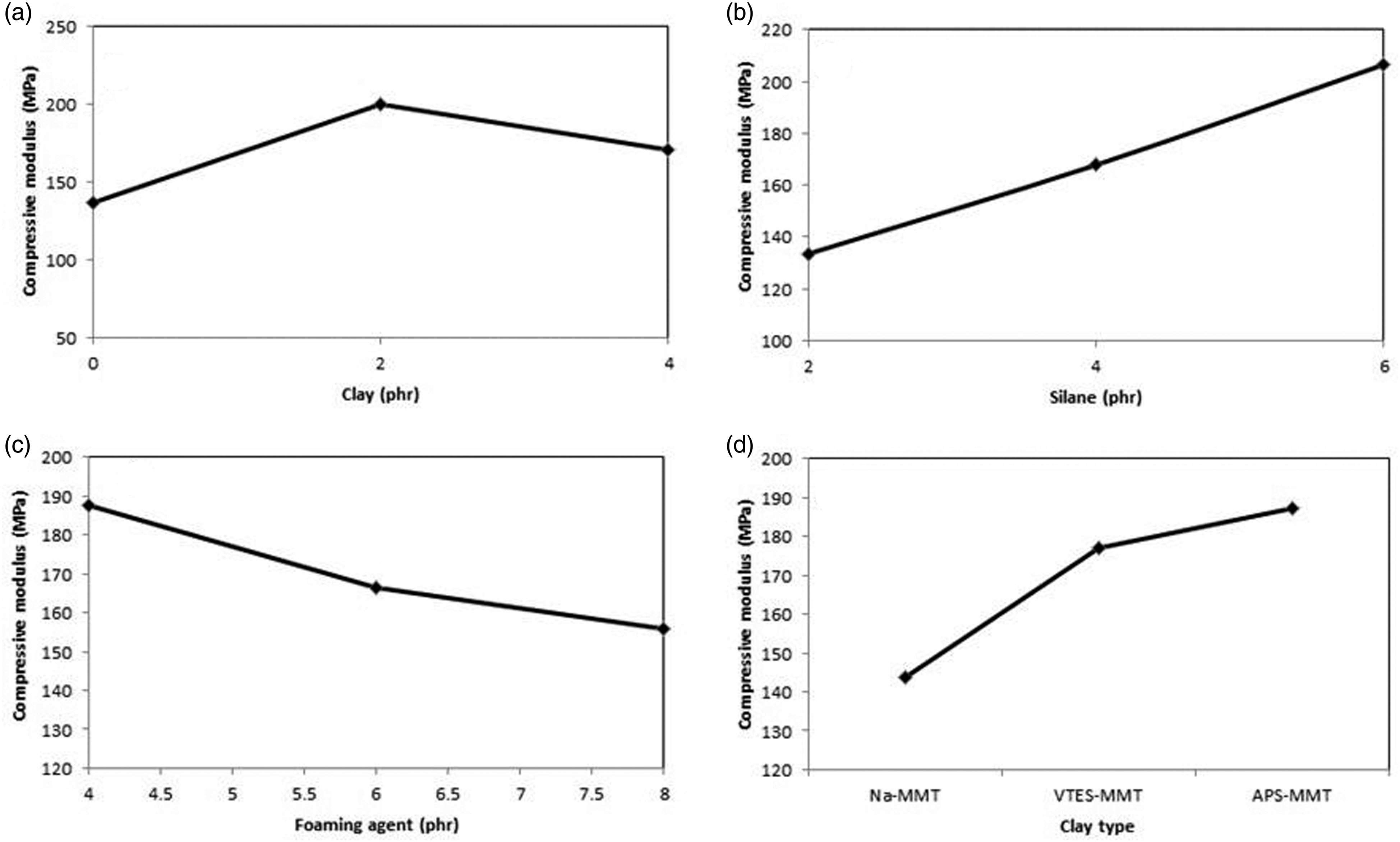
Compression set
This test investigates the permanent deformation of the nanocomposite foams after unloading at 24 h and 25°C. A higher amount of compression set shows the poor recovery of the foams, which is a drawback for lots of applications. Figure 9 illustrates the compression set results of the foam specimens. The influence of different parameters on compression set.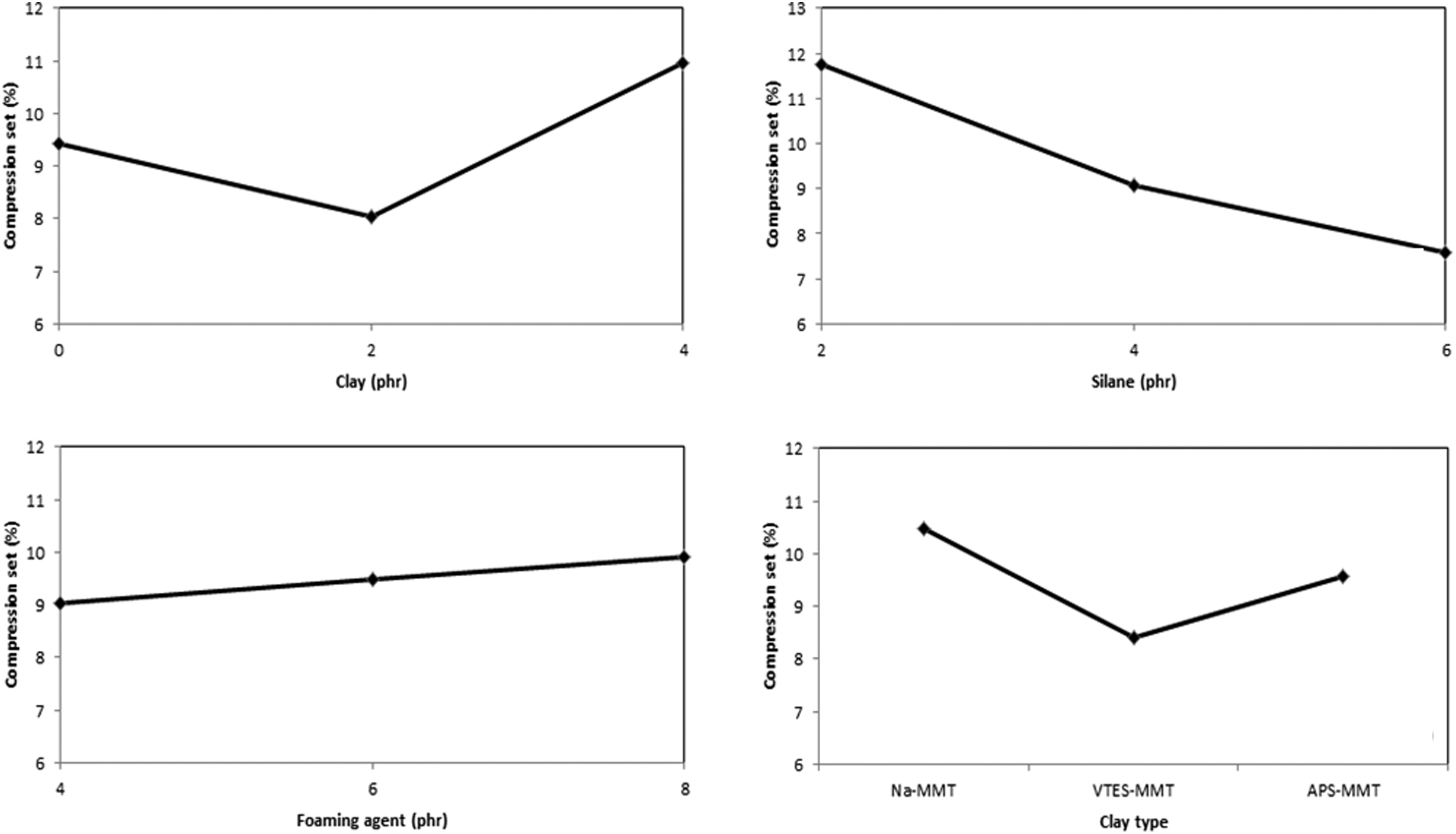
The role of effective parameters in this test were studied. It has been proved that by increasing the amount of silane as a crosslinking agent, the compression set shows a downturn due to the decrease in the cell’s dimension. It can also be the result of increasing crosslink density. The increment of nanoclay quantity reduces the compression set up to 2 phr. The higher amounts of nanoclay can cause aggregation, which causes the enlargement of foam cells and broadens the size distribution of cells. The nanoclay modification also influences the compression set results. VTES modified clay had a lower compression set in comparison with APS modified nanoclay. Furthermore, pure nanoclay filled specimens have the most extended compression set. It can be caused by the creation of better crosslinks which drive the foam to elastic behavior.
Creep
Compressive Creep results of nanocomposite foams.
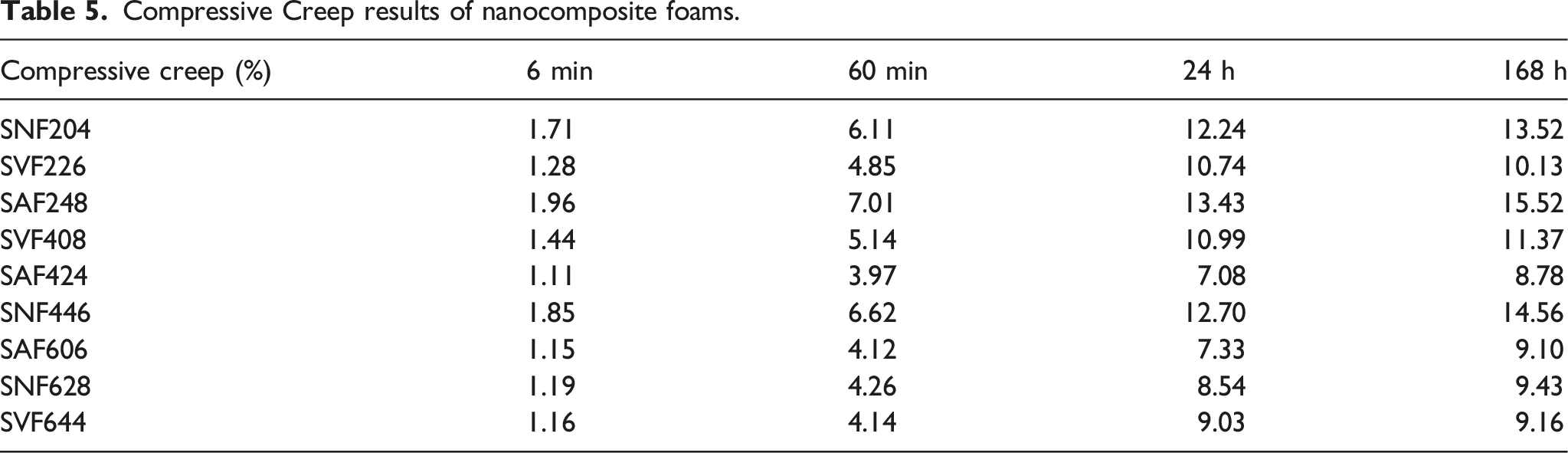
Analysis has proved that four effective parameters have also affected creep test results which are shown in Figure 10. The trend of variation of creep is very similar to that of compression set. According to Figure 10, the increase in silane content as a crosslinking agent has led to the lower creep amounts. It can be caused by decreasing sell diameter and uniformity in cell size distribution as well as decreasing in molecular weight between crosslinks. Increasing nanoclay content up to 2 phr decreased the creep but at 4 phr nanoclay creep increased. Samples containing modified nanoclays showed lower creep deformation compared to those with virgin nanoclay maybe due to lower cell size and higher foam density in samples with modified clay. The Effect of (a) nanoclay content (b) silane content (c) foaming agent content and (d) clay type on creep amount.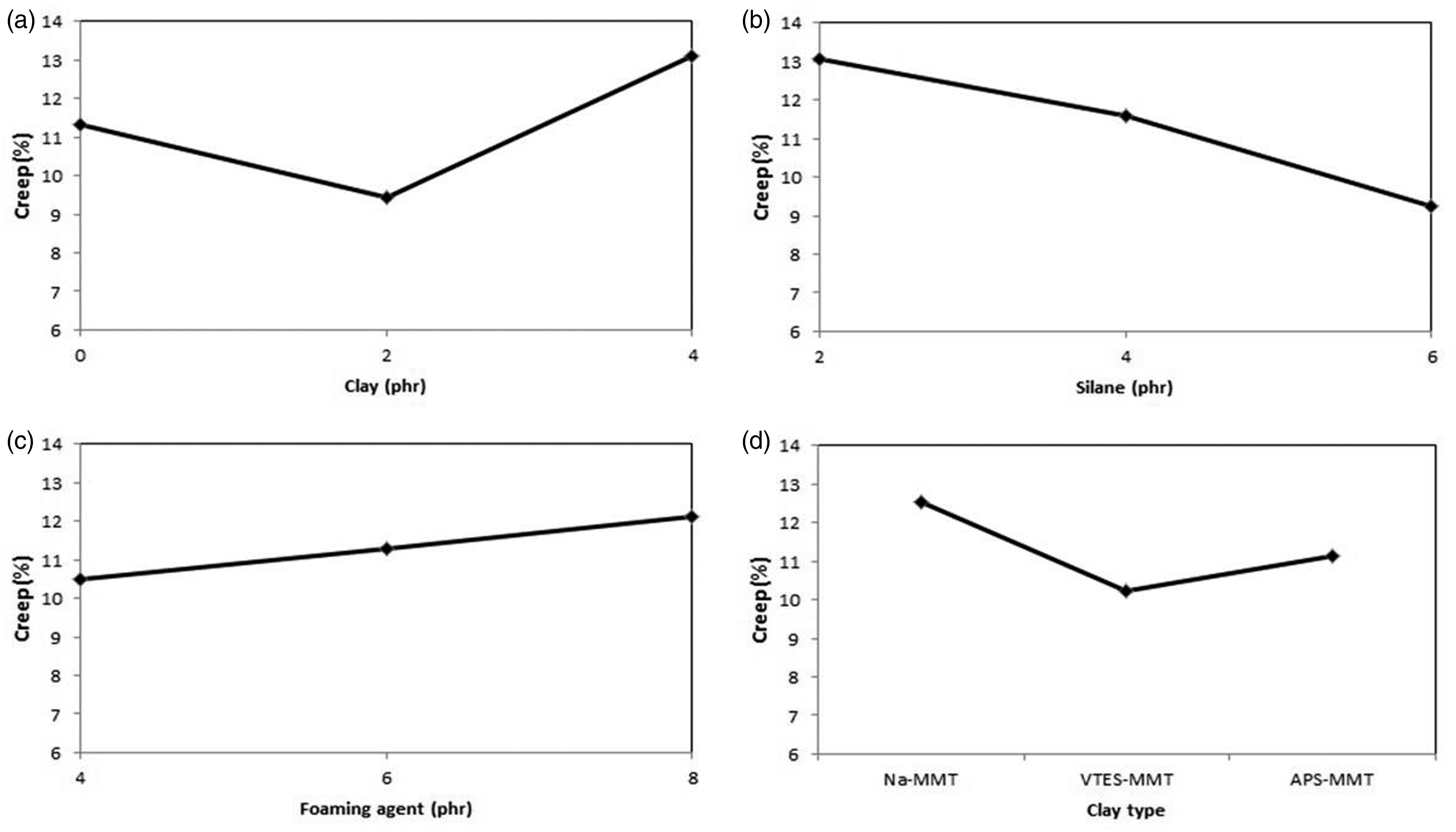
As can be seen from Figure 10(d), creep deformation increases by increasing foaming agent content mainly because of higher cell size and broader cell size distribution at samples containing higher foaming agent.
Conclusion
Silane grafted and moisture cross-linked PE-clay nanocomposite foams were prepared by melt mixing and batch foaming process and mechanical, thermal, and morphological properties have been investigated. It has been found that four effective parameters including nanoclay content, silane content, foaming agent and modified clay with different silanes influenced different test results. The effectiveness percentage of each parameter on the pointed test has been studied. FTIR and TGA results have shown that vinyl silane absorbed to nanoclay surface, physically. On the other hand, APS has bonded both physically and chemically to the active groups on the surface of nanoclay. It is worth saying that at temperatures higher than 180°C the silanes evaporate, leading to de-intercalation of modified nanoclays. It was found that increasing silane content decreases the cell size and increased cell density. Modification of nanoclays affect foam morphology and improved mechanical, thermal and rheological properties. Nanocomposite foams based on modified nanoclay (especially APS) withstand higher stress compared to ones with virgin clays. Due to agglomeration of nanoclays at higher concentration, 2 phr of nanoclay was found to be the optimum level of nanoclay in most tests. Compression test results have shown that silane content can have a significant role in the results. In conclusion it can be said that modified polyethylene nanocomposite foams can be used in different applications due to outstanding properties compared to polyethylene foams.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.