
Abstract
In recent years, one of the main challenges is to improve the mechanical performance of bio-composites to be used as structural parts for the construction, automotive, and aviation sector. This paper may contribute to developing durable structural bio-composite parts with starch addition. The mechanical properties of bio-composites reinforced by eucalyptus or pine fibers (48 wt %) compound with Cationic Starch (48 wt %) and Carboxymethyl cellulose (CMC) (4 wt %) were determined. The production method was a combination of molded pulp, extrusion, and compression molding production techniques. To see the effect of adding starch to bio-composites and different production methods, the mechanical performance of these natural fibers produced by the conventional molded pulp production method (without any additives) was also found and compared with the composite samples. Composite samples indicate significantly better tensile, flexural, and compressive values, at least four times, compared with the molded pulp samples. On the other hand, the molded pulp samples had more than 2 times better impact characteristics against composites. Using molded pulp technic in composite production (investigated in the study) is a new idea and may give some opportunities with its serial production compatibility and geometry freeness, to the industry.
Introduction
In recent years, every industrial field has focused on sustainable development. This conjuncture has pushed the industry to find eco-friendly methods and materials. This, speed up a worldwide challenge to convert products into sustainable ones. The composite industry is affected by these dynamics, and natural fibers have become the preferred material against glass fibers as structural or semi-structural components in several applications. 1
Natural fibers (NF) have many advantages when compared with synthetic fibers, such as availability, low cost, low density, high toughness, biodegradability, good thermal properties, and acceptable modulus-weight ratio.2,3
Natural fiber-based composites (NFC) have become a significant material because of light and environmentally friendly trends in the automotive industry. The research shows that by using natural fiber composites in automotive parts, % 20 cost reduction and % 30 weight reduction have been reached. 4 According to their origin, natural fibers can be classified into three groups: plant, animal, and mineral. Plant fibers are the most preferred group for industrial applications and researchers. 5
The mechanical properties of bamboo fabric–PLA composites produced by compression molding technique were kindly found in the previous study. The specimens exhibit superior tensile and flexural properties. The impact strength of the specimens was increased 240% by bamboo fiber, compared with pure PLA.3,6
The composite was successfully developed using pineapple fiber with a polypropylene matrix. The composite tensile properties were significantly increased, compared with pure resin. 7
The composite reinforced by kraft Bleached pine fibers with PLA matrix showed competitive Young’s moduli values that compare well with commercial glass fiber-reinforced polypropylene composites. The study showed the composite with this blend may use for semi-structural applications. 8
The epoxy resin composites reinforced by birch, palm, and eucalyptus fibers with resin transfer molding technique were successfully produced. The eucalyptus fiber-reinforced composites had the highest tensile and flexural results (45.25, and 79.92 MPa, respectively). Palm fiber reinforced composite had a better impact performance. 9
With the same dynamics, bio-based matrixes are gaining more and more approval day by day. The researches show that the bio-based plastics production capacity is expected to increase from around 2.23 million tons in 2022 to 6.3 million tons in 2027. Estimated production volumes will be 0.86 Mt starch-based plastics, 1.2 Mt PLA, 0.7 Mt bio-based PE, and 0.7 Mt PHA. 10
Starch is one of the most preferred materials for producing biodegradable plastics. Starch is degradable, inexpensive, and plentiful. 11 However, by the addition of plasticizers, starch becomes a processable polymer.12,13 The most used plasticizers are water 14 and/or glycerol, and sorbitol. 15 Cationic starches are used as wet-end additives in the pulp and paper industry for improving paper strength. 16
The patent explains a molding technique prepared by mixing cellulose fiber with starch, PVA, water, and long-chain fatty acid salt. Various mixing ratios were listed. The production steps are compounding, pelleting via extrusion, and injection molding. This comprehensive study includes compounding and molding techniques. 17 Several journals were published based on this study for improving processability.18–20
Starch-based polymers are added to various reinforced materials for improving modulus and impact properties. Starch/natural fiber composite production steps are kneading, extrusion, and post-compression or injection molding. Good fiber dispersion is necessary while processing biodegradable thermoplastic polymer with natural fibers. 21
Many researchers study pine and eucalyptus fiber-reinforced composites. One of these studies determined the mechanical properties of plasticized corn starch reinforced with pine fiber composites. Mechanical properties of the samples which were produced in several mixing ratios; free plasticized starch (FTPS), starch with calcium carbonate (CTPS), starch with pine fiber (WTPS), and starch, pine fiber, and calcium carbonate combination (HTTPS) was kindly compared. The study showed WTPS had better mechanical performance among these combinations. 22 In the previous study, a composite comprised of TPS (corn starch) and Eucalyptus urograndis fibers was investigated. Samples are produced by compression molding of a batch which is prepared by a mixer (at 80 rpm, 170°C operating heat). Compression molds were heated until 160°C to produce 10 × 10 cm sheets with 2.5 mm thickness. 13
In this application, the fibers are uniformly dispersed in the starch matrix. The starch/fiber mixture may include% 50 to % 80 water and evaporate in the baking stage via heated mold (≥150°C) until it is solidified and dry. 23 The foam composite has thickened outer skin, and a porous core structure was shown in SEM analysis. 24
The objective of this study is to compare the mechanical properties of the composites made of two different fiber sources. Eucalyptus (hardwood) and pine (softwood) fibers were used in this research. Eucalyptus is a commonly used fiber source in the industry with its fiber quality, fast growth, and adaptation characteristics in different ecosystems. 25
Pine offers higher mechanical strength by having long fibers for the pulp and paper industry. 26
The composite production process comprises pulp slurry preparation, kneading, extruding and compressing. The cationic starch was preferred because of is naturally renewable, cheap, available, and future production estimations. Water was used as a plasticizer. Carboxymethyl cellulose (CMC) was also used as a binder for better processing in kneading and extruding stages. The second objective of this study was to present the positive effects of the matrix layer on mechanical performance. For that purpose, a conventional molded fiber (pulp) production method was used to determine pure fiber mechanical performance. Production steps are pulp slurry preparation, pre-forming, and compressing in order.
Materials and methods
Materials
Eucalyptus and Pine fibers were preferred as reinforcement in this work. Bleached Eucalyptus sulfate pulp and bleached Pine sulfate pulp were supplied from G.A. Paper International (Canada) Company in the form of air-dry sheets. Untreated raw fibers were used in composite production. Fiber properties were determined with Optest Fiber Quality Analysis (LDA02145; OpTest Equipment Inc., Hawkesbury, Canada) compatible with ISO 16065-1 (2014) standard.
Properties of cationic starch.

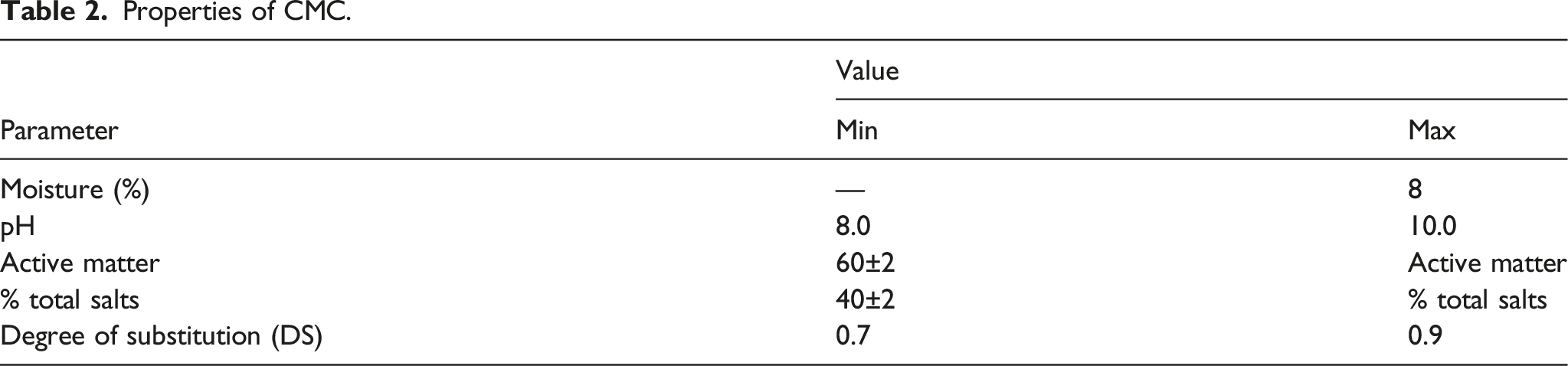
Properties of CMC.
Pulp slurry preparation method
In this study, the composite and molded fiber sample production steps are partly similar. Composite production has additional steps for processing the matrix and reinforcement together.
Both sample production methods start with pulp slurry preparation. The pulp slurry was prepared with an Adirondack Formax Maelstrom Laboratory Pulper (NY, USA) at 4% consistency for 30 min. The water of the prepared slurry was filtered by vacuum to 20% dryness. Fibers are molded and a plate-shaped form was given in this step. In-molded pulp sample production, a plate-shaped form is used in the compression step. In composite sample production, plate-shaped form divided pieces for better kneading, and used in the next step.
Composite production
The composite production process was designed as four-stage: pulp slurry preparation, kneading, and final forming (extruding and compressing). Z blade mixer is used as a kneader, extruder for preforming, and the hydraulic press gives the final shape with heated compression molds. A machine was kindly designed and manufactured to execute kneading and extruding stages in a single frame.
Kneading
Pulp slurry, starch and binder were kneaded for 30 min by a 3.8 L Z blade type mixer. The mixer blade’s speed was set for 25 min. A variable frequency drive will be 50 rpm, 15 min to 60 rpm. The mixture turned into a dough form. Dough contains 16.5 wt fiber (eucalyptus or pine), 16.5 wt % starch, and 1 wt % CMC as a water-soluble binder. The total water content reached 65 wt %.
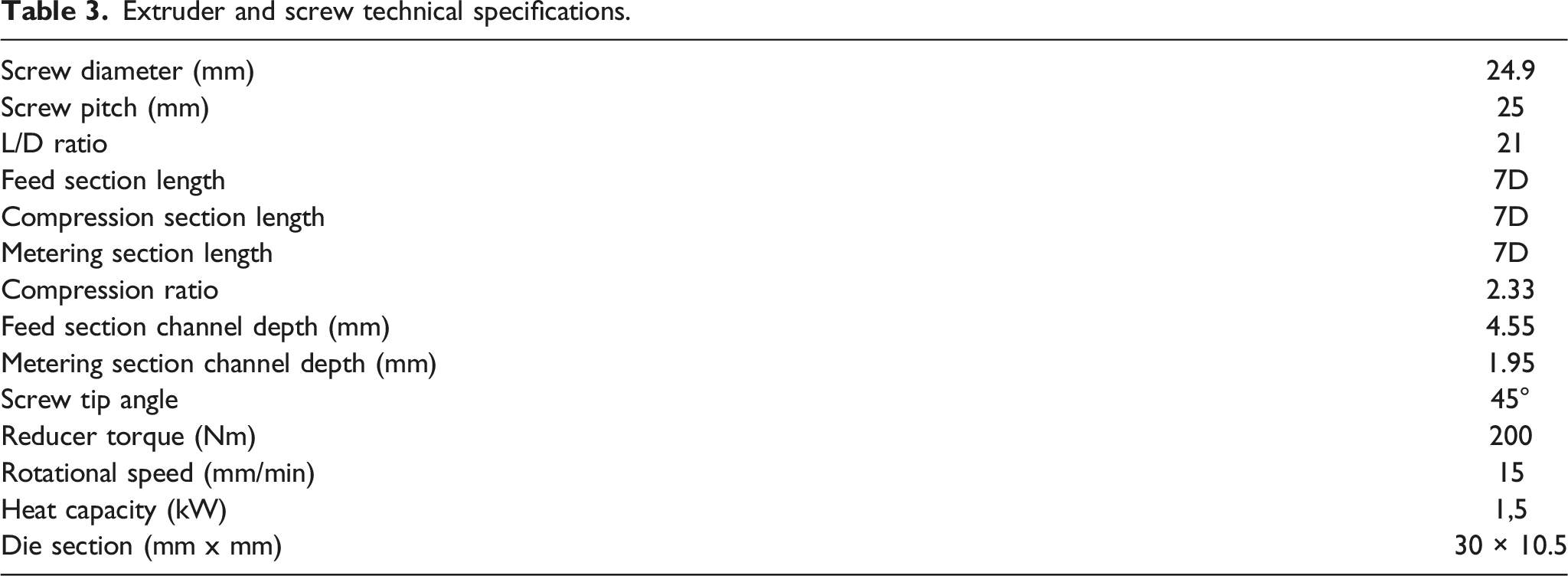
Extrusion
Extruder and screw technical specifications.
Compression molding
The four-columned 40-ton hydraulic press gives the final shape to the pre-formed sample. In the compression molding stage, heat was also applied (150°C) by heater cartridges to the mold for cooking starch and evaporation of water. Recurring open and closing actions of molds was essential to release excessive vapor and accelerate evaporation. Ventilation spaces were kindly designed in the molds for better vapor release. The compression stage took 4 min 55 s in total, opening and closing actions were applied every 55 s and took 5 s.
Molded pulp plate production
The pulp slurry was formed by vacuum in wire cloth-coated mold. The excessive water was removed via wire cloth openings and holes in the mold. Thus, the plate-shaped form was given. The final shape was given to the fibers by compression via press molds. Molds were heated (150°C) by heater cartridges for evaporation. Again, recurring open and closing actions were applied. The same hydraulic press was used for this step.
Tests for mechanical properties
Tensile, bending, and compression strength tests were conducted in the Instron 8801 (USA) test device according to ASTM D3039, ISO 178, and ISO 604, respectively. A cross-head speed was set to 0.5 mm/min for tensile properties. As for Izod test, the samples were prepared according to ASTM D256, and the test was performed in CEAST Resil Impactor.
Scanning electron microscopy
Zeiss Gemini Supra 40 VP scanning electron microscope (SEM) was used for determining fiber orientation and inspection of fractured surfaces with an acceleration voltage of 30 kV. The sample surfaces were coated with gold/palladium to avoid charging.
Results and discussion
Properties of pulps
Fiber morphological properties of pulps.

Morphologic properties
The morphologic properties of the outer and fractured surfaces of the samples were evaluated in SEM pictures.
In the SEM pictures, randomly oriented fibers were seen in Figure 1(a) and Figure 1(b) on the outer surfaces of the molded pulp samples. On the other hand, since it is known that the strength values in the fiber directions of the composite samples are higher than the other directions, the fiber directions were tried to be formed in the extrusion direction. The oriented fibers parallel to the extrusion direction, were seen in Figure 1(c) and (d) for both pine and eucalyptus-based composites. A similar situation can be seen in Ref.
27
SEM image of (a) along surface of neat pine fiber (b) along surface of neat eucalyptus fiber (c) along surface of pine-starch composite (d) along surface of eucalyptus-starch composite (e) along surface of eucalyptus-starch composite (f) in the core region of eucalyptus-starch composite.
Foam microstructures were noticed in cross-section images of composite samples by SEM. Samples have a dense outer shell, well-dispersed starch matrix, and porous core, they can be seen in Figure 1(e) and (f), respectively. This microstructure that subjected baked starch composites was reported in literature.23,24 Some cracks are also determined in SEM images on the outer surface of the sample that occurred brittle nature of baked starch, as in Figure 1(e).
Tensile properties
Tensile test results of eucalyptus/starch, pine/starch composites, and molded pulp eucalyptus and molded pulp pine samples were given in Figure 2 with concerning strain. Tensile test results of samples.
Pine/starch composites have higher tensile strength (26.54 MPa) than eucalyptus/starch (22.46 MPa) composites. The tensile strength of pine fiber samples is 5.0 MPa while the ones of eucalyptus fiber samples are 4.8 MPa. The comparison chart is given in Figure 3. Tensile strength comparison.
It is seen that the starch matrix gives significant tensile properties compared with the neat fibers. CMC addition provides more strong fiber–fiber bonds 28 and positively affects the tensile strength of the composites against neat fibers. These were the primary reasons for the tremendous difference in tensile strength of composite and neat fibers against each other.
Strain results were parallel to tensile results. While comparing composites, pine composite performed higher strain (0.52%) than eucalyptus composite (0.38%). Similarly, the strain property of neat pine fiber (0.38%) is better than that of eucalyptus fibers (0.27%). Increasing fiber length results in higher tensile strength and more considerable strain to failure.28,29 This explains the better performance of pine against both composite and neat samples of eucalyptus.
In Figure 4(a) and Figure 4(b), it was observed from SEM of fractured surfaces that fiber breakage and fiber pull-out occurs in both eucalyptus and pine composite samples during tensile testing. According to some research, poor tensile strength was associated with poor adhesion and bonding characteristics.
30
In Figure 4(b), SEM pictures many poor bonding regions were detected in eucalyptus composites, which empowers the better performance of pine composite samples against eucalyptus. SEM image of (a) fractured surfaces of pine composite under tensile stress (b) fractured surfaces of eucalyptus composite under tensile stress (c) fractured surfaces of pine composite in impact loading (d) fractured surfaces of eucalyptus composite in impact loading.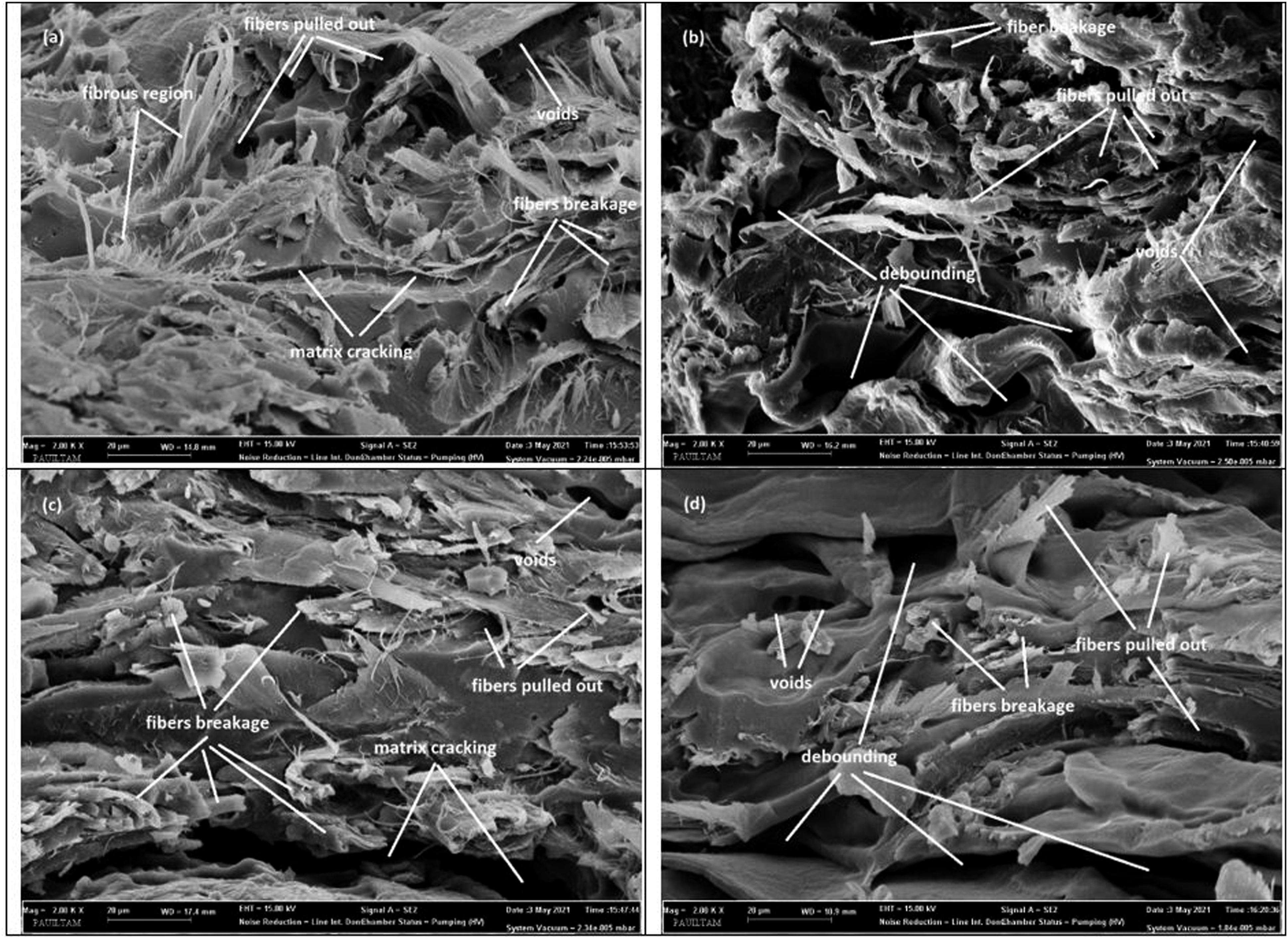
Compression properties
Compression test results of pine/starch, eucalyptus/starch, pine fibers, and eucalyptus fibers were given in Figure 5. Compression test results of samples.
Fiber-starch composite samples have superior compression strength than molded pulp samples. Two main factors can be listed to understand these results. Strong fiber–fiber bonds occurred by CMC and starch addition. The second effect is that of fiber orientation and compression direction. In-molded pulp samples, fibers were oriented randomly, as seen in Figure 1(a) and (b). In composite samples, compression forces were applied parallel to the fiber direction, as seen in Figure 1(c) and (d). Better compression results have measured while forces were applied parallel to fiber orientation.
Pine fibers were more durable to withstand compression than eucalyptus fibers; composite and molded pulp samples were seen on the compression results. According to the results, longer fibers improved the compression behavior, similar to the literature. 31
Strain characteristics were parallel with compression strength values in terms of the order.
Bending properties
The bending test results of the samples were depicted in Figure 6. In the test results, the bending stiffness of the composites is higher than neat fiber samples. In both composite and neat fiber samples, pine fiber gave a better bending performance than eucalyptus fiber. Flexural test results of samples.
According to test results, bending stiffness values of the samples were sorted; pine/starch (41.78 MPa), eucalyptus/starch (39.86 MPa), neat pine (12.85 MPa), and neat eucalyptus (6.43 MPa) from highest to lowest, respectively.
According to the results, longer fibers improved flexural strength, as mentioned in the ref. 31
Strain values are listed as pine/starch (% 1.43), eucalyptus/starch (%2.0), neat pine (% 4.71), and neat eucalyptus (% 5.87). Bending strain values of samples that include pine fibers are higher than eucalyptus fibers, for both composite and neat fiber samples. It is seen that the average length and thickness of the fibers have positive effects on strain properties. The second inference obtained from the results is composite samples were higher strain properties than neat fiber samples. Porous structure of the core, which was depicted in Figure 1(e) and (f), make the composite sample brittle and negatively affect the flexural strain properties.
Izod impact properties
Izod impact test results of the samples are shown in Figure 7. Unlike the other mechanical properties, neat fibers had better impact performance against composite samples. İzod impact test results.
Neat Pine fiber and neat Eucalyptus fiber samples exhibited Izod impact test results with an average of 0.430 J and 0.29 J, respectively. Pine-starch and Eucalyptus-starch composites absorbed less impact energy with 0.16 J and 0.10 J. According to the results, starch and CMC addition made the samples brittle as compared with the molded pulp samples.
In addition, foam structure reduces the impact energy absorbing capacity of the composites. Moreover, fiber orientation is one of the most critical factors in impact performance. Impact forces were applied perpendicular to the fiber orientation in composite samples. Molded pulp samples had randomly oriented fibers, which affected positively impact properties.
Both pine composites and molded pulp samples had better impact performance than eucalyptus. The results show that long and thick fibers improve fracture toughness.23,24,28–33
The main factors affecting the composites’ failure mechanism during impact testing were matrix cracking, debonding, and fiber pull-out. 30 Therefore, pine composites perform better than eucalyptus composites because of better bonding characteristics, as shown in Figure 4(c) and (d).
During impact testing, composites were entirely broken into two parts pointing out the brittle nature of the starch matrix. Sharpness on fractured matrix surfaces was detected in SEM images of composite samples.
Moreover, all mechanical results that are discussed in this paper are summarized in Figure 8. Comparison diagram of mechanical properties.
Conclusions
The first finding of this study is that longer and broader fiber sources yield better mechanical results in both composites and molded pulp plates. Pine fiber composite samples had 18%, 32%, and 4% better performance than eucalyptus fiber composites on tensile, compression, and bending stresses, respectively. Molded pulp pine plates also had 4%, 14%, and 100% better performance than molded pulp eucalyptus fiber plates on tensile, compression, and bending stresses, respectively.
Secondly, strong fiber–fiber bonds occur by CMC and starch addition. Thus, it improves tensile, compression, and bending strengths. In order, composite samples perform at least 4.6 times, 13.6 times, and 3.2 times greater results than neat fiber samples on tensile, compression and bending stresses.
It should be also noted that poor bonding and poor fiber-matrix adhesion occur in eucalyptus composite samples with this manufacturing method. Better bonding characteristics were detected in pine composite. It is clearly detected that good bonding characteristics will directly affect the mechanical results positively.
In addition, porous core structure occurs with the starch baking process of composite manufacturing.
Moreover, neat fiber plates produced by the conventional molded pulp technique have a more significant impact on performance than composite samples. This explains and empowers that molded pulp is one of the preferable packaging methods in the entire industry with its cushioning and energy-absorbing capacity.
This study will benefit the development of structural parts made from molded pulp, a well-known packaging production technique.
Footnotes
Acknowledgements
The authors would express their thanks to Pamukkale University for their kind supports. Secondly, the authors would also like thank to Prof. Dr. Mustafa Usta for his evaluation and guidance for cellulose chemistry and technology.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.