
Abstract
In this study, the usability of several composite plates in level III and level IV body armors were examined, along with the ballistic resistance, protection level, and production parameters of each plate. For level III protection, composite panels are made using the heat pressing method under various pressures, and for level IV composites, ceramic plates of various thicknesses are reinforced on the back with various composite materials. Ballistic tests using the NIJ standards were performed on the created composite panels. There were delaminations between the layers as a result of the ballistic test in the level III protective panels produced at 140 bar pressure, but there was no puncture in the panels produced at 250 bar pressure, and the depth of trauma was reduced to a minimum. These observations were made using samples produced at 90 bar pressure under controlled conditions. Level IV panels were subjected to dry and wet ballistic tests, and the results of these tests showed that K-flex reinforced ceramics were impervious to punctures. It has been found that aramid-reinforced epoxy ceramic panels and UD H62 reinforced ceramics have superior ballistic qualities and are 6% lighter.
Introduction
Functional body armor must, in general, deflect a ballistic projectile and release the kinetic and momentum energy that was transmitted through the shielding. 1 Prior to a ballistic bullet entering the body and potentially injuring someone, its energy and motion must be dissipated. As a result, less impact energy passes through the shield and the energy density of the bullet is reduced at the area of impact, leading to deformation in the armor’s back. 2 The process of deformation occurs when the body is dynamically displaced as a result of the kinetic energy and momentum that the bullet’s impact with the armor imparted. 3 As a result, the armor displacement affects the area of the body directly behind the afflicted region of the armor, even if penetration does not occur. 4 The term “back trauma” is often used to describe this impact.5,6 Due to their superior mechanical qualities, such as high specific strength, specific stiffness, resistance to corrosion, and extended fatigue life, among others, woven fabrics derived from high tenacity fibers are employed more frequently in both military and civilian applications. 7 Ballistic products are currently made with high-performance fibers, including glass (S- and R-glass), aramid (Kevlar, Twaron), and high-performance polyethylene (HPPE) fibers (Dyneema, Spectra), and PBO (Zylon).8,9 Using these high-performance fibers, protective armor systems are now designed through an iterative testing process.10,11 High-performance composites against potential weight savings and weapon impacts have been developed using a fundamental understanding of these fibers and armor designs. 12
Stacks of cloth, frequently with a tight plain weave structure to prevent strands from separating upon ballistic contact, are the common construction of soft body armor such as bulletproof vests. Composite panels and shells that are more rigid and flat are frequently created of various substitutes.13–15 To ensure dimensional stability and fill the voids between the fibers, parallel yarn layers are stacked orthogonally and impregnated with a flexible polymer matrix at a volume percentage of 15–20%. 16 Ultra-high molecular weight polyethylene (UHMWPE) fiber sold under the brand names Dyneema® and Spectra® or aramid fiber sold under the brand names Twaron® or Kevlar® is often the constituent yarns in these biaxial structures.17–19
In compliance with NIJ standards, ballistic testing was performed on the generated panels by Karahan et al. 20 Twaron CT 70 type Twaron CT 70 type combined composite panels used in body armor with various fabric coefficients employing three stitching styles. The test findings showed that the ballistic properties were influenced by the fabric coefficient and stitch type. The effectiveness of ballistic protection panels made of 100% woven and 100% unidirectional non-woven para-aramid textiles at various fabric coefficients was examined and compared by Karahan. 21 Using para-aramid fabric panels of the Twaron CT 710 type and K-Flex unidirectional non-woven materials, they conducted ballistic testing in accordance with NIJ requirements. The test findings showed that unidirectional fabric panels absorb roughly 12.5–16.5% more energy and are lighter than woven fabric panels for unit panel weight.
Applications requiring armor for vehicles and airplanes as well as for people include ultra-high molecular weight polyethylene (UHMWPE) composite.22,23 Recently, dynamic and ballistic effects-related deformation and fracture mechanisms have undergone thorough characterization. UHMWPE is continuously improved for its ballistic resistance and suitability for use in protective constructions, just like all composite materials for protective applications.24–26 The mechanical properties of UHMWPE composite materials depend not only on the caliber of their constituent parts, such as the fibers or matrix but also on the production method.27,28 In addition to the fiber characteristics, the consolidation pressure, fiber volumetric ratio, and other production variables also have a direct impact on a composite’s ballistic performance.29–31 Extensive research has been done on the impact of manufacturing parameters, particularly for UHMWPE plates, on the ballistic resistance of composite structures.32,33
The experimental evaluation of ceramic/FRP composite structure performance is one of the most popular techniques for ballistic research. The ballistic impact behavior of composite laminates made of aramid and UHMWPE-H62 was studied experimentally by M. Karahan et al. 34 to determine the effects of fiber type, fabric structure, orientation, and layer thickness. They discovered that regardless of the material type, the orientation of the fabric layers had a negligible impact on the ballistic behavior. Shot tests on composites reinforced with woven and unidirectional fabrics made of aramid and UHMWPE polyethylene, as well as reinforced composites on hybrid reinforced composites, were conducted by K, Shaker et al. 35 They found that hybrid samples outperformed other samples in terms of energy absorption. The ballistic performance of UHMWPE fabric-based laminates with 2D and 3D architectural designs was compared by Zhang et al. 4 The UD construction displayed the best impact velocity and kinetic energy absorption results, according to the researchers. Additionally, compared to the other two, UD-based construction has a substantially higher rate of delamination. The presence of the polyurethane matrix did not significantly affect the wave velocity propagation to the DYNEEMA HB80 laminate during an impact, according to Chocron et al. 19 However, they pointed out that at the start of the impact under the projectile, a flare could happen when it reaches the target, presumably as a result of the composite self-igniting in conjunction with the shock wave produced by the impact.
According to Evci et al., 36 the fracture behavior of the ceramic with an impact test had an impact on the energy absorption capacity of the ceramic/E-glass composite structure, and they opted to use B4C as the front plate in the ceramic/E-glass composite structure for ideal fracture behavior. The ballistic performance of a SiC/UHMWPE composite structure built of various mosaic ceramics with front and rear plates with various geometries and UHMWPE laminate was investigated by Hu et al. 37 The experiment’s findings revealed that the shape of the mosaic SiC ceramics had a substantial impact on ballistic performance and that lengthening the time the bullet spent interacting with the composite structure was advantageous. To find out how the AL2O3/UHMWPE composite structure’s ballistic performance changed with the AL2O3/UHMWPE ratio, Figueiredo et al. 38 conducted an impact test. According to the impact test results, an increase in the AL2O3 ratio would result in better ballistic performance.
A variety of production parameters were used in this study to create UHMWPE and ceramic composite panels with NIJ Level III and Level IV protection levels. UD H62 type Dyneema films were used to manufacture UHMWPE plates under various pressures. On the other hand, ceramic plates are created by merging various ceramic thicknesses with various rear part reinforcement materials. The ANSI/SAANI universal mechanism, a unique test barrel with catastrophic pressure resistance approved by NIJ, was used to test the composite armors made. Following the experimental trials, the number of punctures and the depth of depression behind the plates were measured, compared, and the utility of the plates in ballistics was assessed.
Materials and methods
Materials
Level III protection plates
The creation of Level III plates involved the use of Dyneema films of the UD H62 type. Ballistic studies benefit from Dyneema, a registered trademark of the DSM corporation, in a variety of ways. Due to its small weight, chemical resistance, high modulus, and high strength values, dyneema fibers are utilized as reinforcement in composites materials.
Level III plate manufacturing specifications.

UHMWPE UD fabric properties.

Level IV plates
Level IV plates are made from ceramic plates that contain aluminum oxide. 8.5, 9, and 10 mm ceramic plates were utilized during the tests. The rear side of the boards was reinforced with aramid plain woven fabrics, UD H62 Dyneema, and Para-aramid films under the brand name K-flex to create composite plates. The rear part reinforcement employed two alternative strategies. In the first approach, epoxy is used to mold aramid woven fabrics into the shape of the ceramic, which are then attached to the ceramic’s rear side. In the second approach, thermoplastic resin-containing materials called UD H62 and K-Flex films were utilized, molded by heat pressing into the shape of the ceramic, and attached to the ceramic’s rear side using a thermoplastic film. Twaron 2000 series yarns are used to weave the reinforcement fabric for aramid. A two-component epoxy glue of the araldite brand was used to connect the ceramic and reinforcement material after the textiles had been pressed with epoxy in 15 layers at a pressure of 25 bar.
UD H62 type Dyneema films are applied as reinforcement materials without the need for thermosetting resin. Heat pressing was employed to affix the layers together, and polyethylene-based perforated films were used between the ceramic films to guarantee a firm bond with the ceramic.
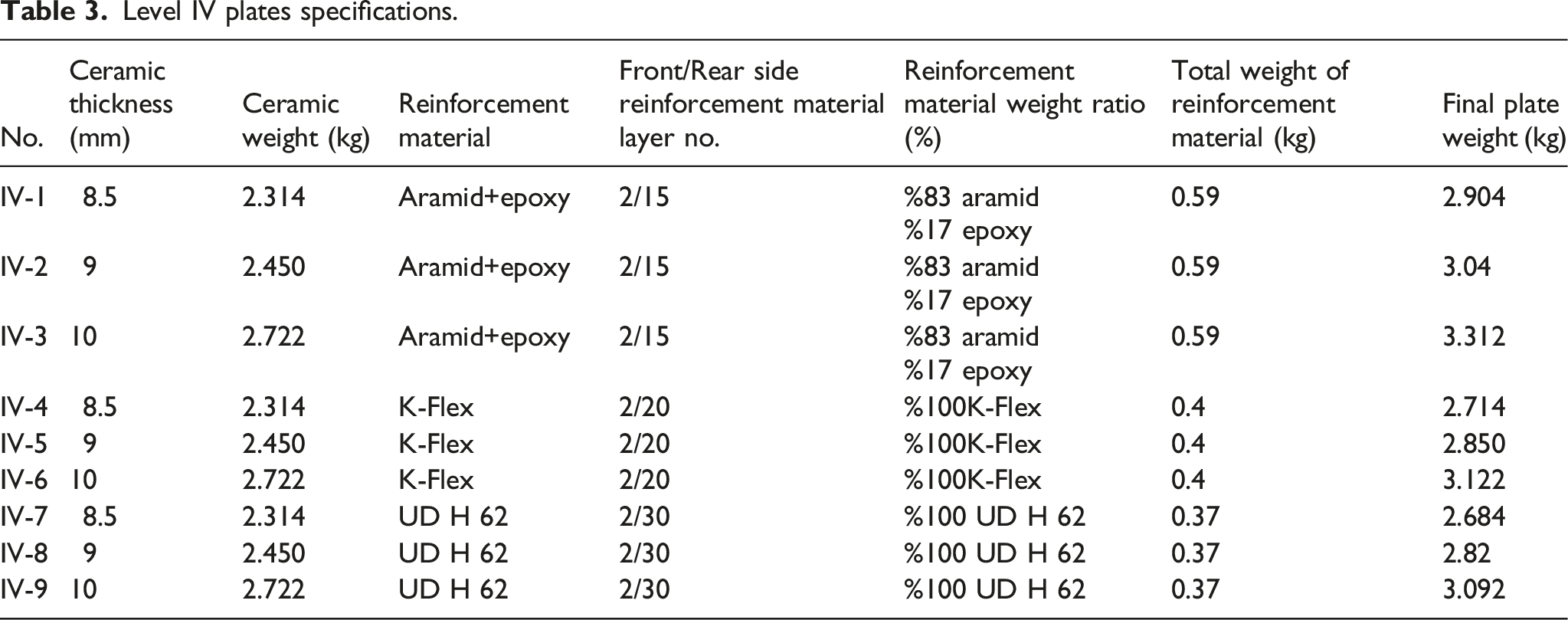
Level IV plates specifications.
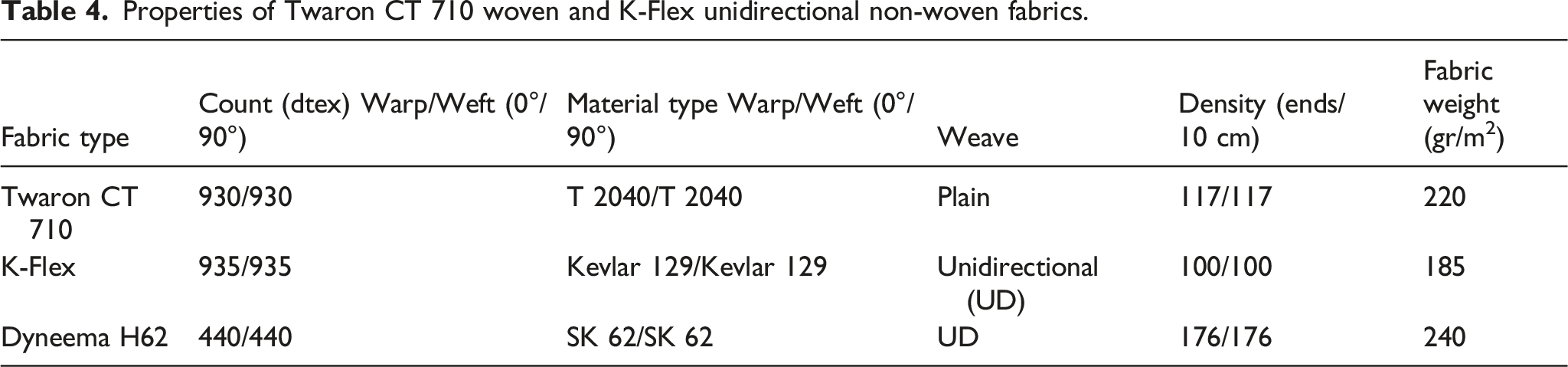
Properties of Twaron CT 710 woven and K-Flex unidirectional non-woven fabrics.
Propertıes of aramid and UHMWPE fibers applıed in the study.

Test equipment
NIJ standards were followed during the shooting testing. A chronograph gadget is included in the shooting test equipment to measure muzzle velocity. The chronograph is made up of a recording system, a start photoelectric screen, and an end photoelectric screen. The tests were conducted using an OEHLER Research photoelectric display chronograph. Figure 1 depicts the schematic view of the test setup and chronograph system. Additionally, a unique test barrel approved by the NIJ that can withstand catastrophic pressure was employed. The barrel was heated by firing pre-shots in order to achieve accurate muzzle velocity for the single shot. ANSI/SAAMI universal action system serves as the firing mechanism. This device consists of a shooting stand with a weighted base on which barrels of various lengths and calibers may be mounted, and precision shots can be fired. Schematic illustration of the testing apparatus.
40

In shooting trials, ballistic paste—which was approved by the NIJ—was employed as the backing material for gauging the severity of trauma. The sculptors' preferred Roma Plastilina No:1 putty kind was utilized. 90% copper, 1%× zinc alloy, 9.6 g (148 grain) of fully coated core were used in Level III shots. The core’s interior is made of lead. Level IV shots featured a fully metal-clad steel core weighing 10.8 g (166 grains) with an interior that had been heat-hardened. The core has the capacity to penetrate armor.
Methods
Backing material application
The backing material applied in this study was Roma Plastilina No. 1 clay. The installation and flattening of the backing material were carried out in accordance with NIJ 0101.04 guidelines. It is necessary to have at least three backing material fittings filled with the proper backing material. The backing material fixture must be 610 mm × 610 mm × 140 mm ± 2 mm deep. There will be a 2 mm tolerance applied to all dimensions. The back of the fixture must be detachable and made of plywood or wood that is 19.1 mm thick.
The sides of the box fixture must be made of hard wood or metal, preferably with a metal front edge to precisely direct the preparation of the flat front surface of the backing material. As few voids as possible must be present when the backing material is worked into the fixture (box). To create a smooth, flat front surface that is even with the front borders of the box fixture, the backing material surface must be chopped, “struck,” or otherwise modified.
Shooting trials
Standard shooting tests were conducted in accordance with NIJ 0101.03 guidelines. The test substance was put through wet and dry testing under typical environmental circumstances. In wet tests, spray nozzles were used to wet the plates so that 0.1 m2 of the surface area received 10 ± 2 L of water per hour. The test panel was submerged in water for a total of 6 min, 3 min on each side, starting with the rear and moving forward. Following that, the panel was tested in accordance with the specifications within 30 min.
Application of shooting tests to plates
A cardboard target was set up at a distance of 15 m from the barrel in order to determine the accuracy of the test ammunition. The target point of the laser sight and the hit point of the test bullet was then compared. The shot was taken at a flawless zero-degree angle. It has gone through the required application for wet testing using the test substance. Due to the oval shape of the test object that was appropriate for the breast form, the Plastilina paste was molded to the shape and fastened with the aid of elastic bands, as shown in Figure 2. The hit points on the level III plate and how the elastic bands are fastened.
The specifications of the ammunition used for Tier III shots and the maximum permitted amount of depression.

The test material was separated from the rear part material, and the depressions created on the back part material by two of the six test rounds fired at the greatest speeds were measured. These values were then compared to those in the standard. The tests were subsequently run dry again.
Level IV plates
Types of ammunition and the maximum quantity of debris permitted in level IV shots.

Measurement of the rear side depression (Trauma depth)
During the testing, the kinetic energy from the ballistic impact causes the flat-surfaced rear part material, which is positioned on the ballistic test material, to collapse. The NIJ standard has a maximum value of 44 mm for this depression. After the ballistic hit, swelling starts to occur at the depression where the flat-surfaced material of the back half used to be. To measure a depression, it is important to use a flat surface and collect measurements in accordance with that. Because of this, it is recommended that the measurement from the top of the depression to the bottom be done in accordance with this approach when determining the trauma values. The mentioned depression value encompasses the area from the region marked with dots in Figure 3 to the bottom of the pit if it is assumed that this region extends beyond the flat surface. After the shot, the depth of trauma was measured, as shown in Figure 3. Assessment of trauma depth.
41

Results and discussion
Level III plate tests
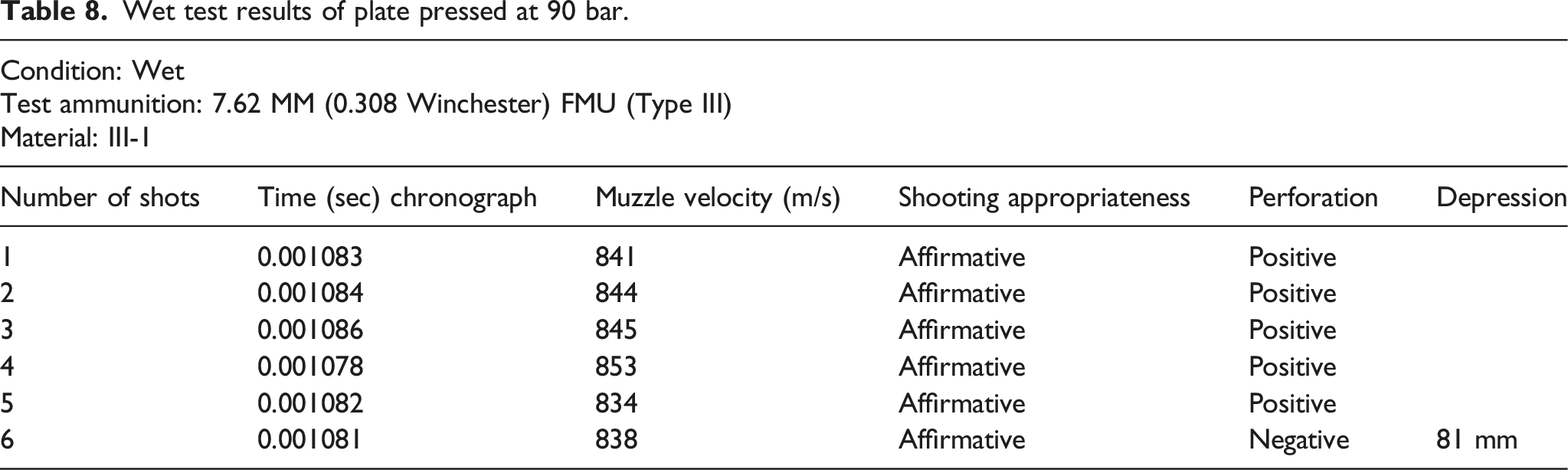
Wet test results of plate pressed at 90 bar.
Dry test results of plate pressed at 90 bar.

Wet test results of plate pressed at 140 bar.

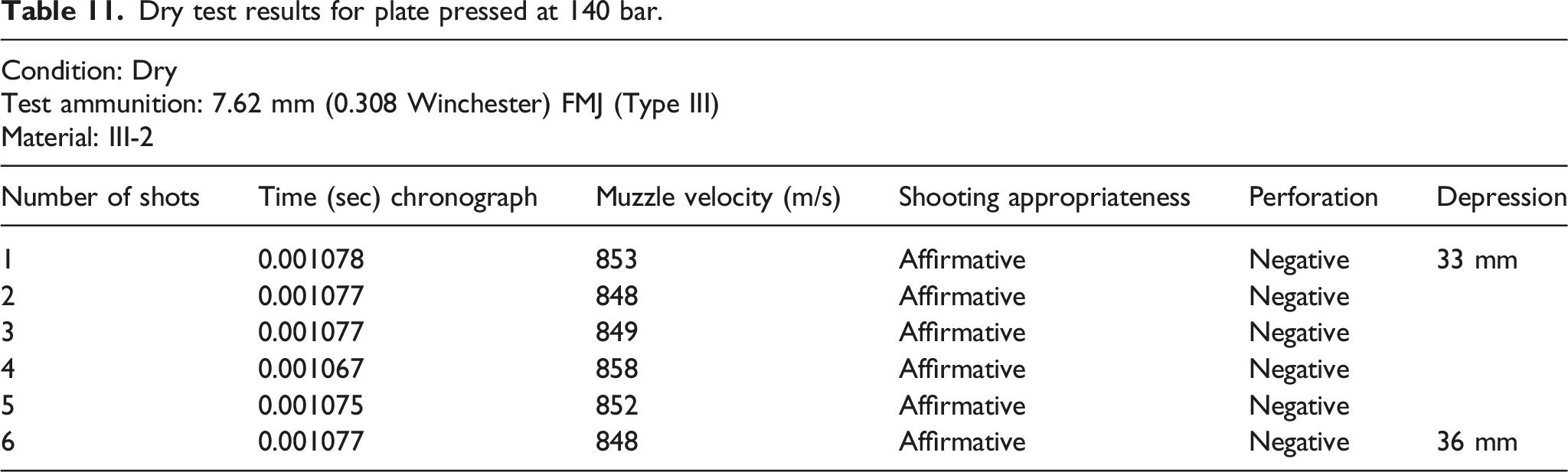
Dry test results for plate pressed at 140 bar.
Wet test results of plate pressed at 250 bar.

Dry test results of plate pressed at 250 bar.

These findings demonstrate that 90 bar pressure-pressed plates are not appropriate for level III protection. Five out of the six bullets have hit plates. The layers also began to delaminate after the second shot, and it was found that after the fifth shot, the layers had separated. Such a plate will not offer the required level III protection, even when paired with level III-A armor.
The plates pressed at 140 bar showed no signs of perforation. But trauma depths were more than anticipated. After the fifth shot, delaminations between the layers were also noticed. However, there was an issue with how the layers were separated from one another. Such a plate can offer the required protection if it is used in conjunction with a level II vest. To be deemed qualified for a level III protective plate, however, requires more than just the wearing of armor under NIJ regulations. Because if delamination happens during such testing, it is assumed that the plate is not in conformity with the standards—regardless of whether the trauma depth is within the allowed ranges. As a result, a plate printed at 140 bar cannot display the necessary level of protection.
After six shots, neither a puncture nor delamination occurred in the plates pressed at 250 bar. The testing yielded extremely shallow trauma depths.
The highest pressure possible should be used to manufacture UHMWPE plates for Level III protection. High-pressure production not only minimizes the issue of delamination in repeated shots but also increases ballistic resistance and reduces the depth of trauma.
Figure 4 illustrates how the level III protection plates' pressing pressure affects the change in trauma depths. Trauma depths determined by level III plate pressing pressure.
Figure 4 illustrates how the trauma depths vary depending on the pressing pressure. The wet and dry tests did not significantly differ from one another. Wetting has no effect on the physical characteristics of polyethylene fibers since they do not absorb moisture into their structures.
Ranking of the impact of press pressure used to produce plates on trauma depths at a 95% confidence level using the SNK (Student Newman Keul) principle.

The damage characteristics of level III post-shot plates are illustrated in Figure 5. On the front surface of plates without punctures, there is only slight shear deformation and tensile deformation; however, the rear surface of such plates experiences severe shear deformation and fiber breaks. The plates made at 140 and 250 bar pressure do not delaminate between layers or delaminate substantially less than plates made at 90 bar pressure. The high-pressure-produced plates are impermeable. Damage characteristics at 140 bar on dry Level III plates after firing tests on the front side (a), back side (b), and side section (c).
Figure 6 depicts the deformation of a plate caused by shot testing at low pressure. As a result, the second shot resulted in a puncture, which led to significant fiber ruptures in addition to shear deformation on the rear surface. It is well known that plate energy absorption is increased by fiber ruptures that take place in the absence of a puncture. This is because the fibers in the UD structure are arranged in a linear and unfolded pattern, which causes the structure to absorb more energy.32–35 These plates have a substantial degree of delamination between the layers. Hence their ballistic resistance is only 2. Following the shot, it ends. The layers appear to be fully isolated from one another in repeated exposures. Damage characteristics and appearance of dry Level III plates produced at 90 bar pressure on the front side (a), back side (b, c, and d), and cross-section (e).
Level IV plate tests
Test result of Aramid+Epoxy reinforced, 8.5 mm ceramic.

Test results of 9 mm ceramic reinforced with aramid + Epoxy.

Test results of 10 mm ceramic reinforced with aramid + Epoxy.

Test results for 8.5 mm ceramic with K-Flex reinforcement.

Test results for 9 mm ceramic with K-Flex reinforcement.

Test result of 10 mm ceramic with K-Flex reinforcement.

Test results of 8.5 mm ceramic with UD H62 reinforcement.

Test results of UD H62 reinforced, 9 mm ceramic.

Test results of UD H62 reinforced, 10 mm ceramic.

Aramid+Epoxy reinforced 8.5 mm ceramic was perforated in wet and dry testing, as noted in the results. However, the bullet fragments remained because they were caught in the paste applied to the rear side. The amount of depression formed in the paste was measured as approximately 100 mm. Due to perforation and extreme damage, this construction is unsuitable for use.
The trauma depths from the wet and dry testing are represented in Figures 7 and 8 in relation to the ceramic thickness. Results of wet testing on trauma depth. Results of dry testing on trauma depth.

The trauma depths considerably decrease with increasing ceramic thickness, and for ceramics with a thickness of 10 mm, the trauma depth dropped below 30 mm. However, as a result, the plate’s total weight rises.
As aramid cloth gets wet, it loses its strength and ballistic capabilities. When the test data were evaluated, it was discovered that neither dampness nor dryness significantly affected ballistic strength. The aramid fabric’s combination with epoxy was believed to be the primary factor in this, as it prevented moisture absorption.
The reinforced ceramics made of K-Flex were not perforated. It has been noted that the outcomes are superior than the reinforcement material made of aramid and epoxy. It has been noted that, in terms of weight, it is superior to aramid + epoxy reinforcing material by an average of 6%. However, it has been noted that there is a risk of delamination after the first shot since the adhesion between the layers is weak.
UD H62 reinforced ceramics were not perforated. The trauma depths, though, were considerable. Trauma depths were discovered to be greater than 30 mm even when 10 mm ceramic was employed. In comparison to aramid + epoxy reinforcement material and K-Flex material, it is generally %7 lighter and %1 lighter, respectively, in terms of weight.
Figure 9 provides an overview of the damage characteristics of the plates following the fire tests. Figure 9 illustrates the deformations of ceramics with twaron woven fabric reinforcement after numerous firings. Therefore, ceramic cracks and fiber breaks are the most common types of deformations that take place on the front face. The ceramic plate, on the other hand, entirely breaks under repeated bullets and is only kept together by the reinforcement on the front and rear. The reinforcing material on the back side is separated as delaminate in shots when there is no perforation. However, shear deformations occur. Fiber fractures and delamination occur in shoots that have been perforated. In addition to the same damage behavior seen in ceramic plates reinforced with K-Flex, tensile deformation-induced fiber breakage also happen in damage to the rear surface and in shootings without a perforation. The same is true, albeit to a lesser extent, for UD H62 reinforced plates. The yarn in K-Flex and UD H62 constructions is entirely linear within the structure, and there is no curl as in woven fabrics, which is the fundamental cause of this variation in damage behavior. In this instance, the tensile stresses that develop during ballistic loading cause the fibers to rupture. Tensile pressures in woven fabrics, however, do not exhibit this deformation because of the folds in the weaving. UD constructions with a linear fiber arrangement are more susceptible to energy absorption in this circumstance.32–35 Plates produced 90 bar pressure in wet Level IV plates: front side (a), back side (b), and damage properties.
Conclusions
In this study, testing was conducted within the purview of NIJ to assess the applicability of level III and level IV body protective armors and, in addition to its high protection characteristic, lighter and ergonomic fiber reinforced composite panels were constructed. The results of the experiments are as follows:
The Level III plates were created at 90 Bar pressure, and the results of the wet and dry ballistics tests revealed that the plates had been perforated. The experiment’s findings revealed that level III criteria did not provide sufficient protection.
The level III plates manufactured at 140 Bar pressure underwent wet and dry ballistic tests, and it was found that while there was no perforation in the plates, the trauma depths were greater than anticipated, and there were delaminations between the layers. It has been noted that this material will not offer the required protection as a result.
The trauma depths considerably decrease with increasing ceramic thickness, and for ceramics with a thickness of 10 mm, the trauma depth dropped below 30 mm.
UD H62 reinforced ceramics were not perforated. The trauma depths, though, were considerable. Trauma depths were discovered to be greater than 30 mm even when 10 mm ceramic was employed.
As a result of the shots fired on both wet and dry materials, it has been found that neither perforation nor delamination, nor significant trauma depths, occurred in the plates pressed at 250 bar.
As the ceramic thickness rose for Level IV, the depth of trauma decreased, and consequently, the final material’s weight increased, according to the test results.
Wet aramid fabric for Level IV has been found to lose its strength and ballistic capabilities.
It has been noted that at Level IV, there is no perforation in the K-Flex reinforced ceramics, and delamination only starts to happen after the first shot.
Although there was no penetration in the UD H62 reinforced ceramics for Level IV, the trauma depths were significant.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.