
Abstract
This study aims to determine the optimum reinforcement required to attain the best combination of flexural strength of modified green composites (graphene oxide + hemp fibre reinforced epoxy composites) for potential use in structural applications. An attempt was also made for the combination of graphene and hemp fibres to enhance load-bearing ability. The infusion of hemp and graphene was made by the weight of the base matrix (epoxy composite). Results showed that graphene reinforcement at 0.4 wt.% of matrix showed load-sustaining capacity of 0.76 kN or 760 MPa. In the case of hemp fibre reinforcement at 0.2 wt.% of the matrix, infusion showed enhanced load-bearing ability (0.79 kN or 790 MPa). However, the combination of graphene (0.1 wt.% graphene nanofillers) and hemp (5 wt.% hemp fibre) indicated a load-sustaining ability of 0.425 kN or 425 MPa, whereas maximum deflection was observed for specimen with hemp 7.5 % + graphene 0.2 % with 1.9 mm. Graphene addition to the modified composites in combination with natural fibres showed promising results in enhancing the mechanical properties under study. Moreover, graphene-modified composites exhibited higher thermal resistance compared to natural fibre reinforced composites. However, when nanofiller reinforcement exceeded a threshold value, the composites exhibited reduced flexural strength as a result of nanofiller agglomeration.
Keywords
Introduction
Established as a ‘super material’, graphene has been utilized as a reinforcing phase in metals and composites since the last two decades,1–7 because of its unique mechanical and physical properties, especially in terms of high surface area. It was reported that graphene is more resilient than steel, lighter than aluminium and has better conductivity than copper. 8 In the field of polymer composites, graphene has been widely used as a potential nanofiller material to improve the mechanical properties of polymer-based composites at very low loading conditions.9,10 However, there are still challenges that need to be addressed while reinforcing graphene in the polymer matrix.9,10 The problems encountered during the inclusion of graphene are (i) Homogeneous dispersion in the holding matrix and (ii) interfacial adhesion of the fillers with the polymer chain of the holding matrix.9,10
As such, nanofiller implementation at different proportions in modifying the mechanical properties of composite has been reported in the literature. 11 Moreover, nanofillers are highly preferred over conventional micro fillers as they can impart improved mechanical properties, such as strength and ductility to polymer matrices in realizing advanced composites. 12 This could be attributed to the particle size effect which aids in rendering strong interfacial bonding between the filler and the holding matrix in terms of physical and chemical properties. However, the combination of the organic and inorganic fillers in tailoring the properties of modified composites is scantily reported and needs to be explored for their efficacy in the reinforcement of the composites. The intention of selecting the nanofillers is their ability to stop the crack formation at the nano level, thus avoiding the development of a micro-level crack in the polymer composites intended for structural applications.13,14
In addition, the step towards the development of more versatile polymer-based materials due to rising environmental concerns has led to increasing demand for natural-organic fillers to obtain green composites. 15 However, previous research 15 has reported that green composites limit the reinforcement phase to less than or equal to 40 wt.%, which could potentially hinder the further development of polymer-based composites. The combination of inorganic and organic nanofiller readily solves this problem as the dispersion of inorganic fillers can increase the natural filler dosage beyond the mentioned level. A two-fold advantage of tailored strength and environmentally sound green composite can thus be achieved. The dispersion of these inorganic fillers not only enhances the strength of the natural reinforcements instead renders the developed composite into a multifunctional composite. The increasing viscosity resulting from the infusion of micro-scale fillers can be greatly nullified by using nanoscale fillers. The infusion of Diamond-Like Carbon (DLC) materials such as graphene could replace aviation metal structures in the future. Graphene, as mentioned before, is known for its exceptional thermal, mechanical and electrical properties.1–7 The high surface area and excellent mechanical/electrical/thermal properties of graphene make it an ideal reinforcement phase for polymer composites.
This work focuses on the usage of graphene in combination with hemp fibres (natural organic fillers) to reinforce the epoxy composites intended for structural applications. Hemp fibres are one of the ideal reinforcement for polymer composites among the class of organic fillers.16–18 Furthermore, hemp fibres find reinforcement applications because of their flexibility, density (231 kg/m3) and surface area (321–600 m2/g). 19 Although research on hybrid reinforcement in enhancing the mechanical properties such as tensile and flexural properties of modified composites has been reported, the combination of hemp and graphene in influencing the mechanical properties of the modified composites is hardly found in the literature. From the flexural test, it was found that modified composite beams showed enhanced performance against conventional specimens. The improvement in properties could be attributed due to the usage of graphene in combination with natural fillers/fibres.
Experimental
Specimen characteristic for experimentation.

Physical and chemical properties of the epoxy resin.

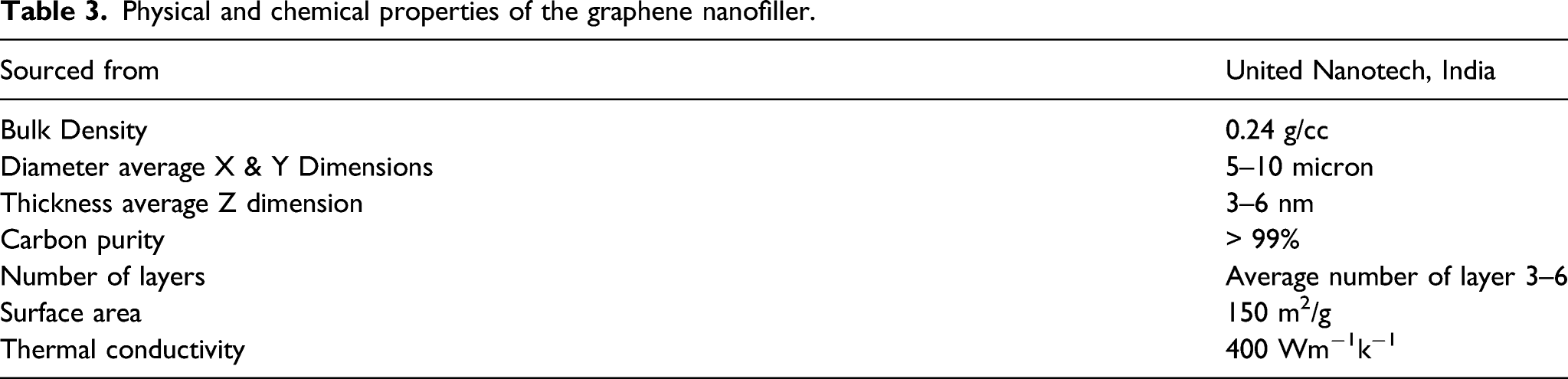
Physical and chemical properties of the graphene nanofiller.
Physical and chemical properties of Hemp fibres.

Test specimen details.

A destructive test was employed to determine the flexural strength of the modified composites. The test specimen of dimension 40 × 12 × 6 × 10−9 m3 was subjected to flexure test, that is, a three-point loading as illustrated in Figure 1 according to ASTM D2344M standard.
20
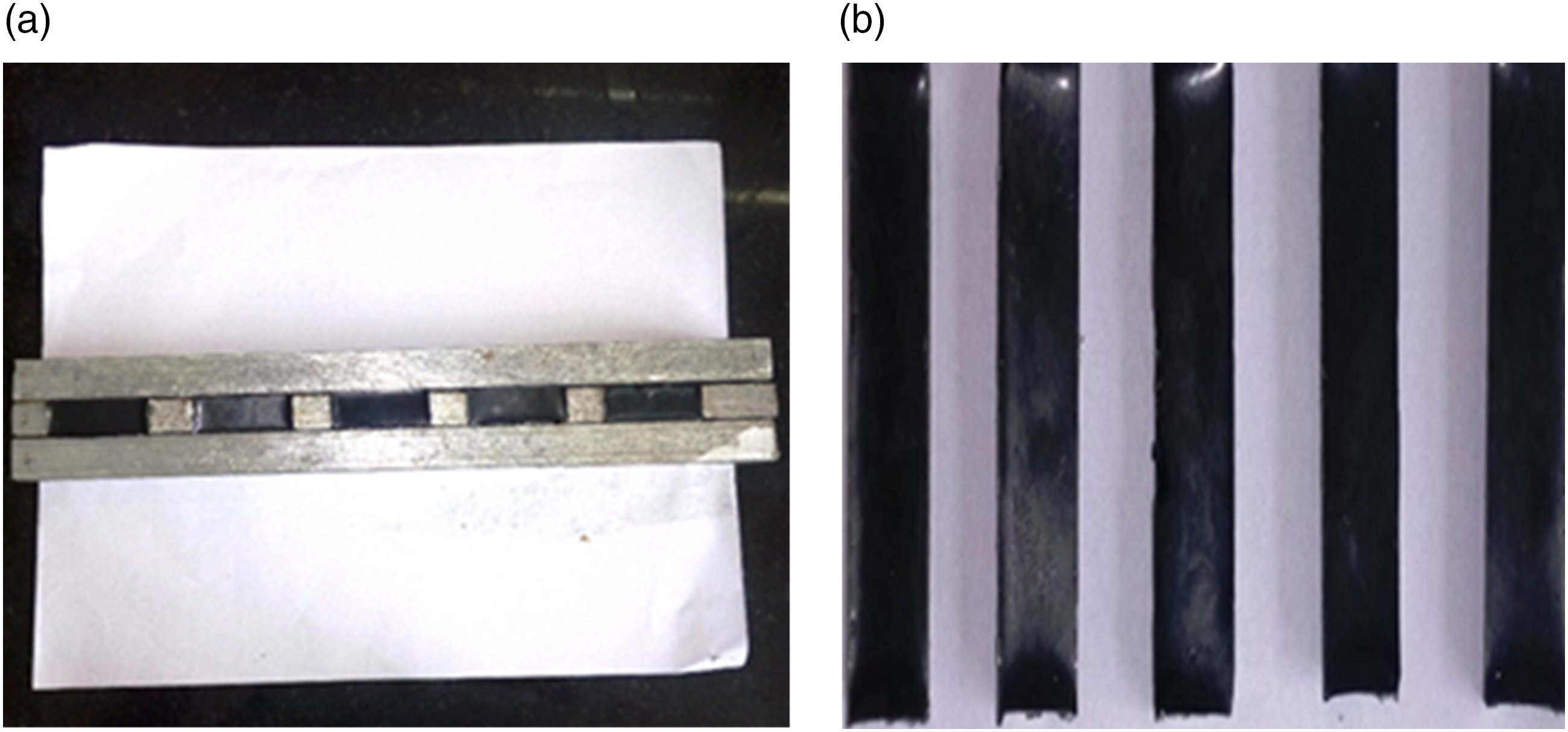
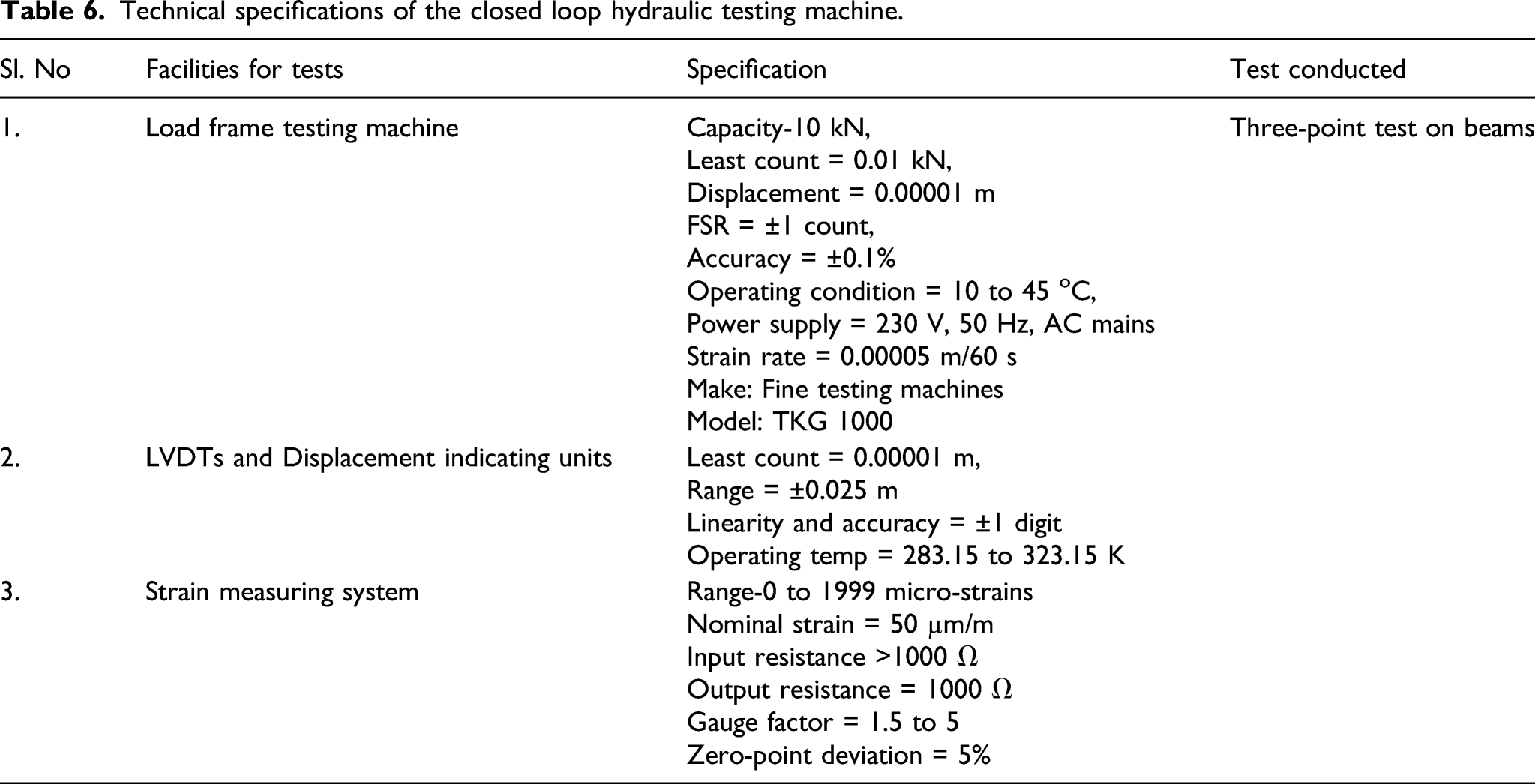
The mould used for casting the specimens and the specimens cast for flexural testing are depicted in Figure 2(a) and (b). To obtain data accuracy, five replicas of each composition were subjected to the flexure test. A closed feedback hydraulic machine was utilized for experimenting. The technical specifications of the closed-loop hydraulic testing machine are mentioned in Table 6. Further analysis of the test specimens included both thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). Thermogravimetric analysis (TGA) of polymers was conducted to measure weight changes as a function of temperature and time. The thermal degradation of the test specimens in this study was recorded by the instrument Universal V4.5A TA SDT Q600 at a temperature of 283 K/60s in a range of temperatures between 298 and 873 K. Differential scanning calorimetry (DSC) was employed to investigate the response of polymers to heating to determine the melting of a crystalline polymer or the glass transition and was conducted by Universal V4.5A TA SDT Q600 Instruments to determine the reaction and glass transition temperature. The exothermic reaction for the composite was noticed at 597.2 K with an energy release rate of 11.65J/g, whereas the endothermic reaction was obtained at 347.3 K. Three‐dimensional Graphical representation of three-point load set‐up with the specimen. (a) Mould used for casting the specimens. (b) Specimens subjected to flexural testing. Technical specifications of the closed loop hydraulic testing machine.
Results and discussions
Flexure behaviour
The three-point bend test/flexure test was carried out to determine the optimum reinforcement composition of the GE/HFs/GE+HFs-modified composites for obtaining improved load-sustaining ability. A flexure bend test was also carried out for pristine epoxy (PE) resin to compare the control specimen with the reinforced specimens. The load-deflection curves for graphene-modified composites are depicted in Figure 3, which reveals that the load-sustaining ability of specimen G4 is highest when compared to any other composition and ∼70 % higher than G3. Moreover, the load-sustaining ability of graphene-reinforced composites is almost three times higher than the pristine epoxy sample (PE). The maximum deflection is observed for specimen G3. Therefore, in terms of graphene addition to the epoxy matrix for enhancing flexural strength, 0.4 wt.% reinforced composite can be said to possess improved properties. A similar trend indicating improved mechanical properties with increasing graphene filler reinforcement was also noticed by Prasob et al.
21
It was reported that using graphene and its derivatives, significantly increased the mechanical properties of polymer matrix composites reinforced with natural lignocellulosic fibres. However, Prasob et al.
21
also reported a reduction in mechanical properties of the natural lignocellulosic fibre reinforced polymer matrix composites when graphene filler reinforcement exceeded 11 wt.% owing to agglomeration of the fillers. Load‐Deflection curves of graphene filler modified composites (wt. % w.r.t. to epoxy).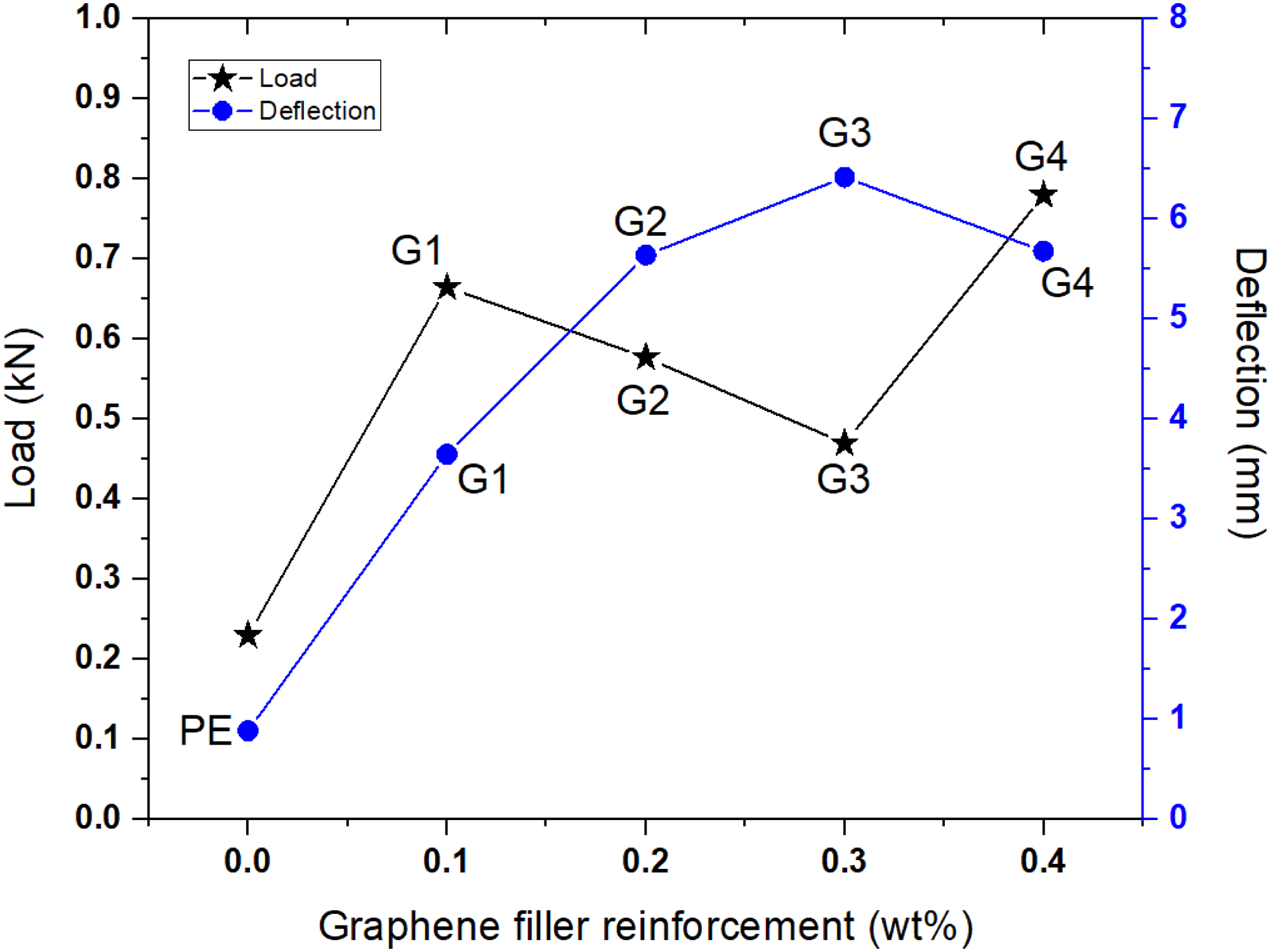
The load-deflection curves of hemp fibre (HF) modified composites are illustrated in Figure 4, which revealed that the load-sustaining ability of specimen H2 is highest when compared to any other composition and better than plain epoxy sample by ∼3.5 times. This increase in the load-sustaining ability can be attributed to the polar groups responsible for enhancing molecular bonding between the plain epoxy (PE) + HF modified composites as filler was increased from 0.1 wt.% to 0.2 wt.%, resulting in strengthened interfacial adhesion. However, a decrease in load-sustaining ability was noticed as hemp fibre reinforcements exceeded 0.2 wt.%. A similar decrease in flexure strength with increasing hemp fibre reinforcement was reported by Singh et al.
22
It was reported that the addition of hemp fibres, that is, 30 wt.% in the polymer matrix (equal proportions of virgin and recycled HDPE), reduced the flexure strength by ∼5 MPa. Moreover, a reduction of tensile strength was also observed when hemp fibre reinforcement increased from 10 wt.% to 30 wt.%. Singh et al.
22
attributed the reduction in strength to fibre delamination and poor interfacial adhesion between hemp fibres and the polymer matrix. Load‐Deflection curves of hemp fiber (HF) modified composites (wt. % w.r.t. to epoxy).
Load-deflection curves of natural fibre-nano filler modified composites subjected to the flexural test are depicted in Figure 5. From the graph (Figure 5), it can be observed that for a reinforcement combination of plain epoxy (PE) + 5 wt.% hemp + 0.1 wt.% graphene nanofillers, that is, sample Load‐Deflection curves of GE + HFs altered composites subjected to a three‐point loading (wt. % w.r.t. to epoxy).
Critical load and deflection values of specific composites.

The initial increase in the load-sustaining ability of the modified composites can be attributed to the load transferability of the fillers to the holding matrix by providing more surface area. 24 In general, it can be overviewed that among the race between organic and inorganic reinforcement, graphene leads the reinforcement effect in enhancing the mechanical aspects. This could be attributed due to the presence of graphene that relieves stress deposition by providing more surface area. However, it can also be noted from Figure 3 that reinforcement of fillers increased the mechanical properties only to a certain extent. Further reinforcement resulted in a decrease in properties, which was also reported by Prasob et al. 21 and Singleton et al. 25 For loading beyond 0.2 wt. % of GE and 7.5 wt. % of HF, the decreasing drifts of the strength characteristics were observed as the reason for this could be the reduction in polymer linkage connectivity because of increased wetting of the nanofiller and natural fibre surface to the polymer chains thereby enhancing the viscosity and reducing the polymer chain mobility. 26
SEM characterization
The bonding between the fillers and polymer matrix was investigated by using SEM. The shining particles indicate the presence of graphene as graphene reflects light during SEM characterization, whereas the thread-like entities confirm the presence of hemp fibres. The appearance of graphene filler in SEM micrographs is marked by a blue circle, the presence of hemp fibres is marked by a green rectangle and voids are marked by yellow triangles.
Figure 6(a) represents specimen GH1, whereby a continuous linkage of the polymer chain can be observed indicated by a smooth polymer layer. In composite GH2 (Figure 6(b)), a clear distinction between the hemp fibres and the graphene fillers can be observed that led to the formation of the voids marked by the yellow triangle. Composite GH3 (Figure 6(c)) shows both graphene filler and hemp fibre reinforcement as a combined constituent in the shape of letter ‘i’, indicating the smooth layer of polymer chain mobility leading to the enhancement in the mechanical properties for this composite. Figure 6(d) representing composite GH4 shows agglomeration of the fillers. Figure 6(e) depicts the formation of voids for composite GH5, which has led to the formation of pits and crevices. Figure 6(f) for composite GH6 shows no linkage/bond between graphene fillers and hemp fibres leading to the decline in observed properties. In composite GH7 (Figure 6(g)), excess reinforcement of fillers has led to the decline in the polymer chain mobility depicted by the large holes formed marked by the yellow triangles. Composite GH8 (Figure 6(h)) shows no traces of linkage between fibres and graphene fillers leading to the decline in the observed mechanical properties. Figure 6(i) representing composite H2 shows a good intervention of the natural fibres with the holding matrix leading to the enhancement in mechanical properties. Figure 6(j) representing composite G3 shows shining bubbles of graphene that has led to the increase in deflection of the specimen. Figure 6(k) of representing composite G4 shows polymer linkage with graphene leading to increase in load-bearing ability. SEM images of composite (a) GH1, (b) GH2, (c) GH3, (d) GH4, (e) GH5, (f) GH6, (g) GH7, (h) GH8, (i) H2, (j) G3, (k) G4 [graphene filler-marked by a blue circle, hemp fibres-marked by a green rectangle, voids-marked by yellow triangles].
SEM-EDS analyses were performed to verify the presence of metallic species within the constitution of the graphene since it was reported that metallic species influence the mechanical properties of the composites.27–29 For brevity only, EDS spectrum of graphene filler in composite G3 has been provided in Figure 7. It was found that metallic species were present in the filler in negligible ( < 1%) amounts and the main constituents were carbon and oxygen as shown in Figure 7. Hence, these metallic species had no effect on the mechanical properties of composites investigated in this study. SEM-EDS of specimen G3.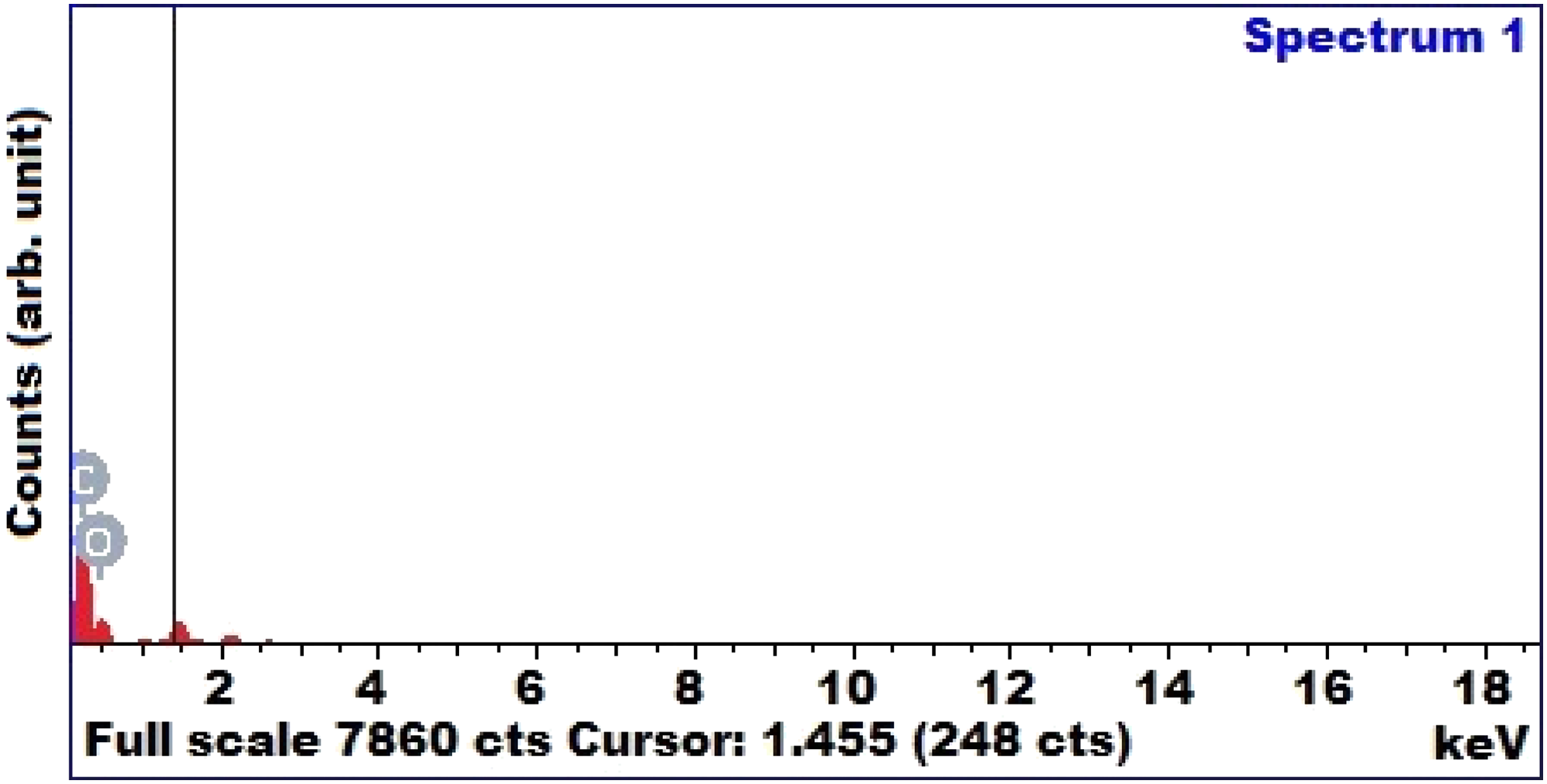
Thermal analysis
Figure 8 shows the thermal degradation of the GH6 composite. The thermal degradation was recorded at a temperature of 283 K/60 s in a range of temperatures between 298 and 873 K. A sample weighing 5.70 × 10−6 kg was used for measurement. The experiments were conducted in a nitrogen atmosphere. The deterioration of the holding matrix was noted at a temperature range of 625.12 K–723 K. The maximum structural decomposition of the epoxy resin was obtained at 673 K. Increased residual patterns were observed for epoxy/graphene+hemp with increasing graphene content when subjected to a temperature of 873 K. Graphene was found to possess more thermal resistance than natural hemp fibre. A weight loss of 93.21 % was recorded due to the destruction of the composite structures. The increase in thermal steadiness can be accredited to the presence of graphene in epoxy resin. The thermal degradation of the natural hemp fibre can be protected by the synthetic graphene filler. It can be noted from Figure 8 that more energy in terms of heat is required to collapse the interfacial bond between the filler and the medium. TGA of epoxy/graphene+Hemp [GH6 composite].
A Universal V4.5A TA SDT Q600 V20.9 Build 20 Instruments differential scanning calorimeter was employed to determine the reaction and glass transition temperature as shown in Figure 9. Readings were taken in an inert nitrogen atmosphere at a heating rate of 283 K/60s. The instrument was calibrated with zinc. It can be observed from the graph that there is an increase in both the initial reaction temperature and an exothermal reaction with the presence of graphene content. It can also be observed that the existence of graphene has enhanced the enthalpy of epoxy cure reaction. The energy absorbed in the total degradation of the epoxy composites structures is from 1.86–11.65 J/0.001 kg. The initial endothermic transition was observed from 389.85 K–597.06 K due to its melting, followed by an exothermic reaction between 597.06 K and 623 K. The presence of nanofiller has boosted the thermal degradation capacity of modified composites as linked to natural fillers. DSC of GH6 composite.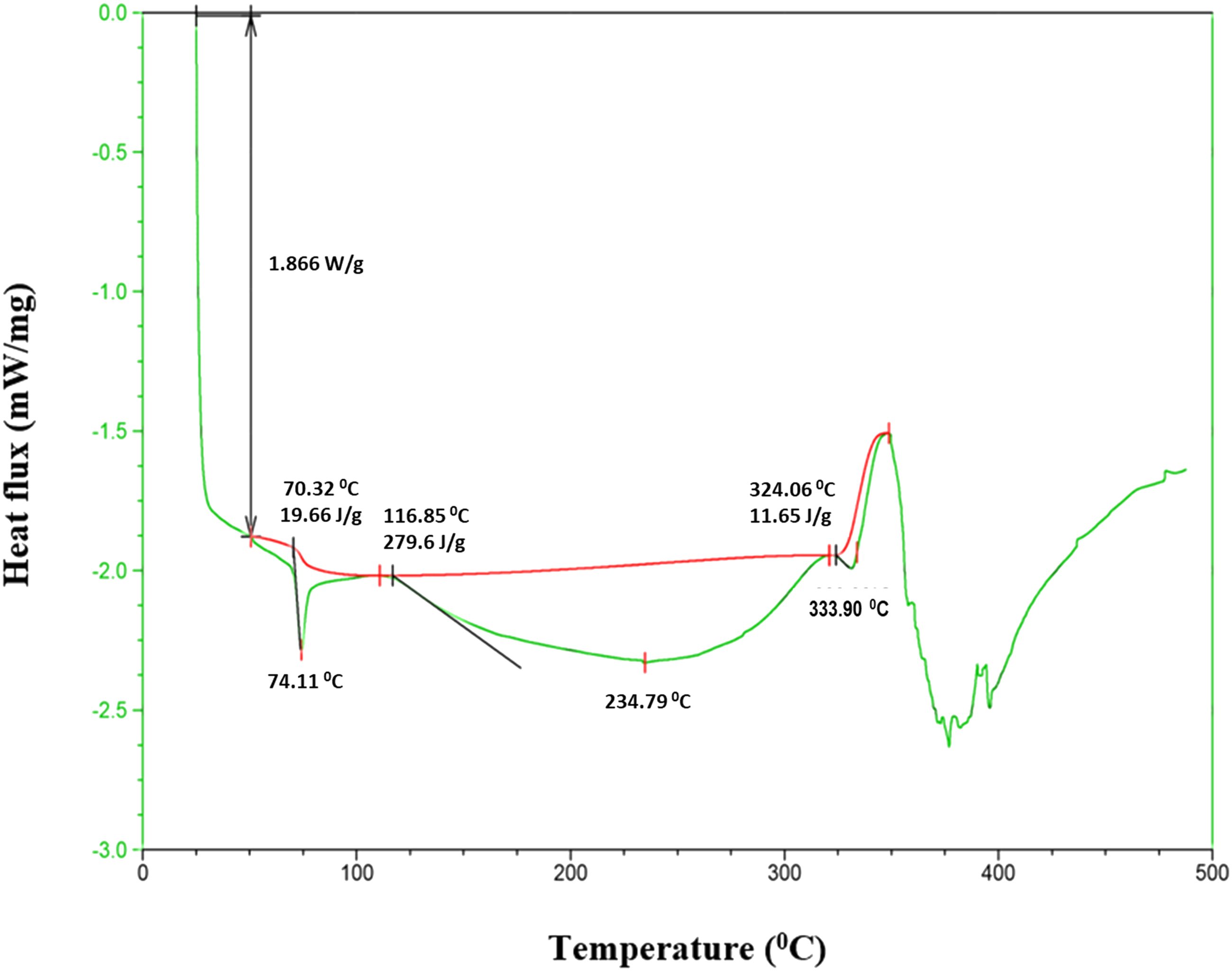
Conclusions
The influence of reinforcing pristine epoxy with graphene nanofillers, natural hemp fibres and the combination of nanofiller-natural fibre has been investigated in this study. The desire to curb the hydrophilic nature of natural fibres, which is an undesired property in polymer composite fabrication, led to the combined addition of graphene nanofillers during fabrication. Another important aspect of graphene nanofiller addition to hemp fibre reinforced composites was to increase the thermal resistance of the composites. The graphene/hemp fibre composites were then compared with individual graphene nanofiller modified composites and natural fibre modified composites. It was found that increasing graphene nanofiller reinforcement had a beneficial effect on the load-sustaining ability of the composites. On the contrary, hemp fibre modified composites did not fare well in terms of load-bearing ability when reinforcements exceeded 0.2 wt%. The combined reinforced epoxy composites exhibited lower load-bearing ability compared to their counterparts, which could be mainly attributed to the agglomeration of nanofillers during the fabrication process. Since the combination of the organic (natural fibre) and inorganic (graphene) fillers is an active research area in the field of composites, further investigations, such as homogeneous nanofiller size distribution and or micro filler addition, are required to tailor the reinforcements to attain improved properties in green composites. In addition, investigations in this study will pave the way for future studies to tailor combined reinforcement to produce green composites with improved flexural strength. This material can be utilized for the application, such as aerospace, automotive, construction, marine and corrosion-resistant materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Taif University researchers supporting project number (TURSP–2020/40), Taif University, Taif, Saudi Arabia.