
Abstract
Reinforcement of polymers with multiple inclusions of varying length scales and morphologies enable enhancement and tailorability of thermo-mechanical properties in resulting polymers. Computational material models can eliminate the trial-and-error approach of developing these hybrid reinforced polymers, enable prediction of interphase properties, and allow virtual exploration of design space. In this work, computational models, specifically representative volume elements were developed for acrylonitrile butadiene styrene polymer reinforced with nanoscale iron oxide particles and micro-scale short carbon fibers. These representative volume elements were used to predict the tensile modulus of resulting polymer nanocomposite with varying particle concentrations, orientations, interphases, and clustering to realistically replicate the actual material as observed in optical and electron microscopy. The interphase elastic modulus was obtained through established analytical formulations and incorporated into the representative volume elements by defining an interphase region around the reinforcements. The tensile modulus estimated using representative volume elements agreed well with the experiments, evidently showing that the effective tensile modulus of the polymer nanocomposite increased with increase in interphase thickness, aspect ratio, and particle content. Clustering was only observed in Fe3O4 nanoparticles but its size did not have any effect on the effective tensile modulus. The developed computational modeling framework and the resultant prediction of tensile modulus offers a design path which can be extended to other polymer nanocomposites containing multiple inclusions.
Introduction
Polymers reinforced with nanoparticles are increasingly used in development of multi-functional and smart materials. The addition of conductive nano reinforcements in thermoplastic polymers to develop reversible adhesives is of particular interest. This technique allows for rapid bonding/debonding and healing of bonded structures using electromagnetic induction (EM) heating.1–8 Reversible adhesives, which incorporate ferromagnetic nanoparticles (magnetite- Fe3O4) and carbon fibers, within a thermoplastic matrix can heat the surrounding polymer due to eddy current and hysteresis phenomena, when exposed to EM radiations. Addition of nano/micro particles into the polymer not only increases the conductivity but also improves the effective mechanical properties of the polymer nanocomposite (PNC)6,9–11 However, the presence of hybrid (multiple inclusions) particles, their clustering/agglomeration, and presence of interphase between the polymer and reinforcement(s) increases the complexity in developing a computational framework to predict the effective mechanical properties. To overcome this challenge, a holistic computational framework was developed in this work. The proposed framework was used to predict the elastic modulus of PNC’s, and incorporates material heterogeneities such as interphases, particle clustering, and their morphologies.
Several micromechanical models are reported in the literature to analyze the mechanical properties of PNC’s.10,12–17 In summary, the effective mechanical properties of PNC’s depend on several factors such as polymer reinforcement adhesion, reinforcement/particle stiffness, particle morphology, interphase, particle clustering, voids, etc. All these factors are essential in the development of continuum mechanics-based models.
Quantitative and direct characterization of interphase properties is difficult due to the size of this small zone (<1µ) between the reinforcement and polymer. Investigations of nano reinforcements on effective composite properties have postulated the presence of interphase region of nanometer thickness between matrix and reinforcements.18,19 For reinforcements of nanometer scale, the contribution of interphase properties to the overall composite property can be significant due to increased interfacial surface area.20,21 Nano-indentation and atomic force microscopy (AFM) are two important and common tools in the characterization of interphase properties in polymer composites.22–25 Several closed loop analytical models were developed to tackle the expensive experimental procedures. Saber et al.,26,27 developed an analytical model to predict the effective average interphase stiffness for spherical reinforcements. However, this model was not used in conjunction with an FE model to study its effect on effective tensile modulus of PNC. Alessandro et al. 28 used an FE-based model to account for the presence of interphase around the particles for prediction of effective elastic properties. Similarly, various other studies have been conducted to analyze the interphase modulus ([Refs. 19,20,29–31]), but to the best of the author’s knowledge, studies where the models were validated with experimental data were lacking or non-existent at the time of this work.
One of the most common heterogeneities present in PNC is clustering of nanoparticles or agglomeration. The dispersion of nanoparticles is critical in controlling the physical properties of PNC’s. The agglomeration patterns depend on the nanoparticle weight/volume percent, inter particle attraction, and particle morphology and can have a significant effect on the mechanical properties of PNC10,32–36). The effect of particle agglomeration can be more critical during the plastic deformation and damage initiation.3,10 Incorporating multiple reinforcements into the polymer (hybrid PNC’s) can significantly improve the mechanical behavior.37,38 Liu et al. 39 presented a novel hybrid numerical-analytical methodology for analyzing the hybrid PNC’s. Other than this, studies on reinforcements of varying size scales, nano- and micro- are very limited.
Figure 1 details the organizational methodology employed in this work. In the first few sections, details of experimental testing, analytical formulations, and development of Representative volume element (RVE’s) were described. It was followed by comparison of experimental results with RVE estimations. Further, the effect of aspect ratio, interphase, particle clustering, and particle content on the effective elastic modulus were estimated using the experimentally validated RVE. Overview of the methodology used in this manuscript.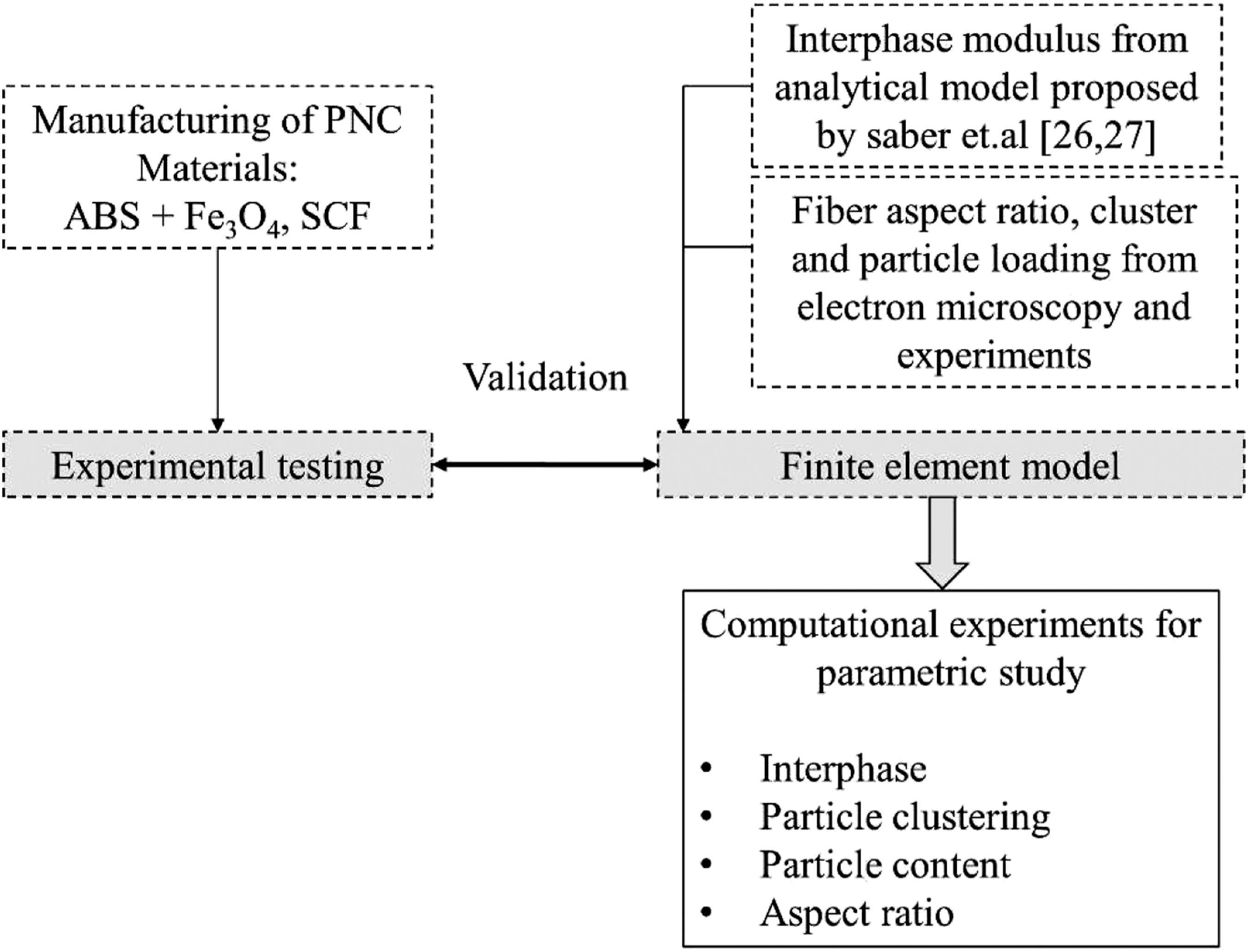
Experimental details
Materials
Specimen compositions investigated.

Manufacturing
Micro-extruder of 15 cc. (DSM Netherlands) was used to manufacture the PNC. At first, the ABS pellets were dried for 3 h at 80 °C to remove moisture. The required concentration of Fe3O4 was dry mixed with the ABS pellets and fed to the extruder barrel that houses two intermeshing conical screws. The barrel was maintained at the processing temperature of ABS (240 °C) and the speed of the conical screws was 100 rpm. The polymer pellets and nanoparticles were mixed for 10 min.
The molten samples from the barrel were then moved into a transfer cylinder which was maintained at the same temperature as ABS processing temperature. This molten sample was then pushed into the ASTM closed molds using a pneumatic piston at 100 psi. The tensile test coupons manufactured using this process were compatible with ASTM D 638 type IV standards.
Tensile testing and scanning electron microscopy
Tensile tests were carried out for at least five (05) samples in each composition investigated. All tensile tests were carried out according to ASTM D638-14 standards using a universal testing machine(UTM) at a constant cross-head speed of 5mm/min and a load cell of 10 KN capacity. Type-IV samples specified according to ASTM standards are used to characterize similar composite samples with nano/micro reinforcements.3,6
Scanning electron microscopy (SEM) was used as a diagnostic tool for imaging the nano/micro reinforcements suspended within the polymer. Imaging was conducted on two sample configurations. (1) Post-manufacturing—after DSM extrusion and (2) Post testing (tensile test). All the images were taken using 7500 SEM equipped with backscattered electron detector mode. The accelerating voltage used was 10 KV.
Micromechanical modeling of nanocomposites
The elastic modulus of polymer nanocomposites depends on several factors related to the polymer and reinforcements. Particle loading (weight percent), aspect ratio, particle alignment, clustering, and interphase are some of them. Several models were proposed in the past for the effective prediction of elastic properties in PNC’s. However, only few of these models can be applied for spherical reinforcements. According to the reviews carried out on these models([Refs. 11,9]), Mori-Tanaka model based on the Eshelby theory is one of them. However, these models do not account for the presence of interphase. Furthermore, visualization of localized stress/strain behavior is not possible in homogenization models. This study uses the analytical model for interphase properties proposed by Saber et al. 26 (section 5.4.1) to predict the interphase modulus and to integrate it into the finite element model to estimate the effective elastic properties of the PNC.
Generalized effective interphase model
The generalized effective interphase model used in this study was based on the three-phase analytical model proposed by Saeed Saber et al.([Refs. 26,27]). In this model, the interphase properties are assumed to be varying continuously between the nanoparticle and the polymer as shown in Figure 2. Distribution of elastic modulus of interphase region.
The elastic modulus of the interphase region was defined by considering radius R as the variable. The equations (1) and (2) were adopted to formulate the interphase modulus



Scheme for development of RVE
This section describes the details of finite element modeling performed in this work. The finite element models in this study were performed using a material modeling CAE software called Digimat® 2019.0 from MSC Software®40
RVE developed for all the compositions was based on experimental measurements and microscopic observations. The aspect ratio, particle clustering, particle size, and geometry of reinforcements observed using scanning electron microscopy (SEM) were used for the design of geometry. Mean aspect ratio of the Fe3O4 and CF particles were determined using SEM observations. RVE’s with hybrid reinforcements were modeled using a 2-step strategy as the particle size difference between Fe3O4 and CF is of order of magnitude difference (Figure 3). In the first step, the effective modulus of ABS/Fe3O4 PNC was estimated. This value was then fed into the RVE with CF reinforcements as the matrix property. SEM image of tensile coupon (ABS/CF/Fe3O4) fracture surface.
The size of 3D RVE cubes for ABS/F and ABS/CF materials were of dimensions 1 µ x 1 µ x 1 µ and 1 mm x 1 mm x 1 mm, respectively (Figure 4). The size of the RVE’s were selected based on the reinforcements size, SEM images and the minimum 3D space to accommodate the reinforcements. The geometry of Fe3O4 and CF were defined with spherical and cylindrical morphology and corresponding aspect ratios. The interphase between the particle reinforcements and the polymer was modeled as the outer covering around the particles. Tensile modulus of interphase was estimated using the analytical model described in the Generalized effective interphase model section and was assigned to the FE model to study its effect on effective tensile modulus of PNC. Particle clusters were defined as relative weight percent of particles present in the RVE. Cluster aspect ratio was kept constant (∼1) as seen from the SEM. The interpenetration of interphase coatings was allowed while studying the effect of clustering. Material properties used for ABS polymer and reinforcements in the study are given in Table 2. All the RVE’s were assigned with periodic boundary conditions to ensure overall compatibility between the nano-/micro-level and macro level. In other words, a macro material can be achieved by repeated nano-/micro-RVE’s. In periodic boundary conditions, the flux of the field variable (displacement in this case) is periodic with respect to the faces of the RVE. This was achieved by a large set of appropriate equations relating the degrees of freedom of the nodes lying in one face to the nodes corresponding to the opposite face. RVE’s and corresponding FE models. Mechanical properties of matrix (ABS), reinforcements (Fe3O4 and CF), and effective interphase.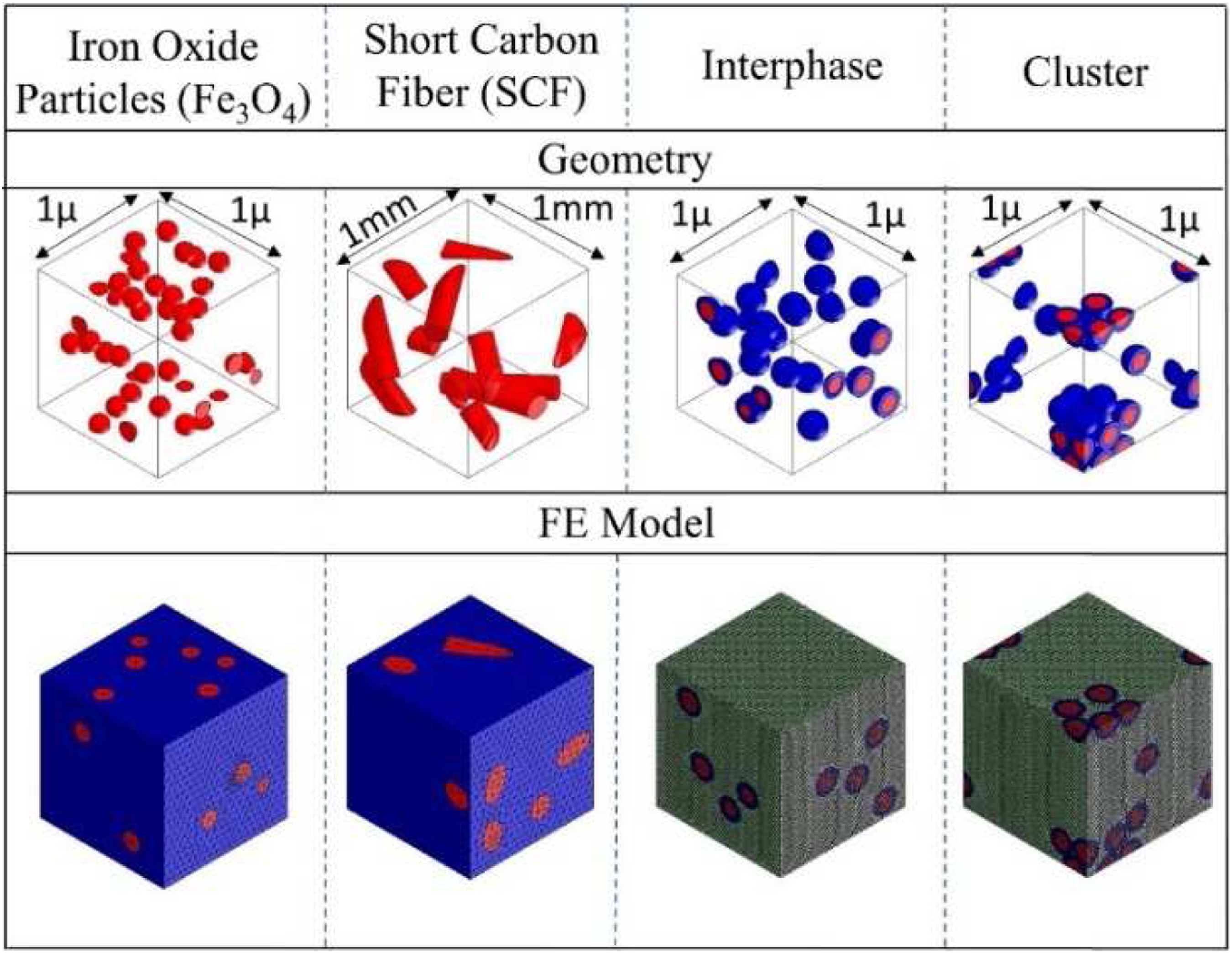

In Figure 4, the geometry and finite element model of four different RVE’s are illustrated. It should be noted that all the RVE geometries and corresponding FE models are not shown in Figure 4 for brevity. The RVE’s were meshed using 4-node linear tetrahedron elements. Two elements were assigned along the interphase thickness. The meshing of particles with interphases are much more challenging when compared with the particles without interphase. This is evident from the highly refined mesh of the RVE’s with interphase around the reinforcements (Figure 4).
The RVE’s were subjected to a small uniform displacement along the x-direction. The volume average stresses and strains were calculated from the displaced RVE to estimate the effective tensile modulus. Because of the random generation of reinforcements/particles within the RVE, the orientation of the particles can be different in every single RVE for the same weight percentage. This results in a small change in tensile modulus for the different RVE’s of same particle weight percentage. Hence, a total of 15 RVE’s were developed and tested in x, y, and z directions to take the average elastic modulus for every weight percentage.
The finite element-based formulation adopted in this study is expressed in formulation (5) and (6) as follows

Determination of distribution functions of short carbon fibers and Fe3O4
The commercially available ABS/CF filaments were pelletized during the extrusion process to make the tensile coupons. This pelletization process resulted in different aspect ratios of CF. Aspect ratio of the fibers is an important input parameter for the determination of tensile modulus. In this study, a lognormal mean distribution (Figure 5(b)) was developed for the aspect ratio of CF based on the fracture surface of the material samples observed using SEM. In lognormal distribution, the logarithm of a random variable is normally distributed. From this, the mean aspect ratio of CF’s was measured to be 4.6. It is important to mention about the random orientation of CF in ABS polymer (Figure 5(a)). This contrasts with the parallel alignment of CF in big scale extrusion process.
38
This anomaly can be attributed to the smaller extrusion pressure. (a) SEM image of ABS/CF tensile fracture surface (b) Histogram of CF aspect ratio.
Unlike ABS/Fe3O4, no clustering phenomenon were observed with CF. Hence, particle clustering studies were only limited to Fe3O4 particles. Figure 6(b) shows the log mean distribution of Fe3O4 particle cluster radius in ABS polymer. It was evident from electron microscopy that there were no particles which were fully dispersed within the polymer and the mean aspect ratio (approximately 1) found to be constant for all the clusters. The log normal distribution value for the cluster radius was estimated to be 300nm (Figure 6(b)). The aspect ratio and cluster information’s obtained from these microscopic readings were used in the RVE model and its comparison with experimental results. Fe3O4 cluster (a) cluster models considered for RVE generation (b) Particle cluster observed under SEM.
Results and discussion
In this section, the effect of different microstructural parameters was investigated based on a series of experiments and computational models. This section will start with the comparison of experimental results with RVE’s. Further, the effect of computational parameters such as interphase, clusters, aspect ratio, and particle loading are discussed in detail.
Comparison of RVE with experimental results
The effective tensile moduli from FE models were compared with the experimental results. FE models used in this section were developed without interphase zones. These models account for the aspect ratios (1 for Fe3O4 and 4.6 for CF) and cluster values (100 wt. % with 300 nm radius) obtained as shown in the Determination of distribution functions of short carbon fibers and Fe3O
4
section. Figure 7 shows the effective tensile modulus of ABS/4F, ABS/8F, ABS/12F, ABS/16F, and ABS/15CF from experiments and finite element modeling. Results indicate that ABS with Fe3O4 reinforcement showed an increase of 8% in tensile modulus, whereas CF showed 36% increase. This can be attributed to the higher aspect ratio and stiffness of CF. No significant improvement in tensile modulus was observed in PNC with Fe3O4. This can be attributed to the spherical morphology with an aspect ratio of 1. Similar results were reported in previous studies.
3
The average error between the computational models without interphase and experiments was less than 5%. Comparison of experimental and FE results of ABS/CF and ABS/F polymer nanocomposites.
Hybrid reinforcements
As mentioned earlier in the Scheme for development of RVE section, the CF reinforcements were in micro-scale and the Fe3O4 particles were in nanoscale. Hence, the computational difficulties to accommodate both the reinforcements in one single RVE becomes highly expensive. In this study, a new strategy was framed by analyzing the hybrid reinforced composites using a two-step process. In step-1, ABS with Fe3O4 particles was analyzed and its effective elastic modulus was determined. The aspect ratio and cluster parameters obtained from the Determination of distribution functions of short carbon fibers and Fe3O
4
section were incorporated in this step. In step-2, the resultant effective modulus from step-1 was inputted as the matrix modulus in the micro-scale with CF reinforcements as shown in Figure 8(a). No significant improvement in tensile modulus were observed by adding Fe3O4 nanoparticles. This can be attributed to the spherical morphology of Fe3O4 particles with an aspect ratio is ∼1. The computational models predicted the tensile modulus with less than 5% error. Part of the 5% difference can be due to the contribution of definite presence of an interphase. (a) Strategy implemented for hybrid reinforced polymer composites (b) Comparison of experimental and FE results of hybrid reinforced composites.
These experimentally validated models were further used to study the effect of particle content, interphase, cluster, and aspect ratio on effective tensile modulus of PNC’s.
Effect of interphase properties
The effective tensile modulus of interphase was estimated for different interphase thickness values. Furthermore, the effect of these predicted interphase moduli on the effective tensile modulus of PNC was evaluated. The interphase modulus was estimated using the formulation described in the Generalized effective interphase model section. Figure 9(a) shows the effective interphase modulus for the interfacial zone around CF and Fe3O4 reinforcements with respect to different interfacial thickness. It was evident that average interphase modulus for CF was greater than Fe3O4 at any given thickness. This can be attributed to the inherently higher stiffness and aspect ratio of CF. The interphase modulus is dependent on parameter “k” described in the analytical formulation (the Generalized effective interphase model section). “k” is the interfacial enhancement index which depends on the properties of matrix, nanoparticles, surface treatments, and intercalation/exfoliation of nanoparticles. In this study, a constant value for k (40) was assumed, for both the reinforcement as used by Saber et al.
27
It is pertinent to mention that the “k” value can be different in the practical case depending on the adhesion properties of matrix and reinforcement. (a) Modulus of effective interphase at various interphase thickness (b) Effective tensile modulus polymer nanocomposites.
Figure 9(b) shows the effective tensile modulus of ABS/4wt.% CF and ABS/4wt. % Fe3O4 composite with various interphase modulus/thickness values as predicted using the analytical model. The RVE’s with the smallest particle content was considered for this study to increase computational efficiency. The radius (8µ for CF and 50nm for Fe3O4) and aspect ratio (4.6 for CF and 1 for Fe3O4) of the particles were kept constant. In both cases, the tensile modulus of the particles increased with increase in the interphase thickness. ABS/Fe3O4 showed 9% increase in tensile modulus, whereas ABS/CF composite showed 132% increase. Higher effective modulus in CF can be attributed to three factors, namely, interphase modulus, aspect ratio, and particle stiffness. On average, the interphase modulus of CF is ∼33% higher than the Fe3O4 particles. As the interphase thickness increases, the weight fraction of interphase in the RVE increases and thereby the effective tensile modulus. Furthermore, higher aspect ratio of CF augments the effective tensile modulus of ABS/CF composite.
Figure 10 shows the comparison between experimental and finite element models with and without the presence of interphase. An interphase thickness of 40 nm and 30 nm was force fitted to the Fe3O4 and CF reinforcements to match with the experimental results. However, it is to be noted that this interphase thickness needs not be accurate and was estimated with an assumption that the 5% error obtained in Figure 7 and Figure 8(b) is due to the absence of interphase. (a) Comparison of experimental and FE results (a) ABS/CF and ABS/F PNC with and without interphase (b) Hybrid PNC with and without interphase.
Effect of clustering
To study the effect of clustering, four different cluster configurations (0 wt.%, 50 wt.%, 75 wt.%, and 100 wt.%) were chosen. The mean cluster aspect ratio was kept constant at one (01) in all the models. This was also evident from the microscopic observations. RVE chosen to study the effect of clustering consists of 4 wt.% of Fe3O4 particles. It should be noted that the cluster effect was not studied for CF as no clustering was observed for CF in SEM.
Effects of clustering were studied for PNC’s with and without interphase. Figure 11(a) shows RVE geometries (with interphase) considered to study the effect of cluster. The interphase of 40 nm was selected for this study as obtained from the Effect of interphase properties section. It was evident that the effect of cluster configurations (cluster radius) with and without interphase were insignificant as shown in Figure 11(b). Similar results were reported in earlier work.
33
This can be attributed to the morphology of the cluster. The spherical morphology of the particle limits the efficient load transfer from matrix to particle and vice versa. Another reason can be attributed to the aspect ratio of the cluster. In all the cases, the aspect ratio of the cluster was chosen to be one as observed from SEM. Nevertheless, the presence of interphase within a single cluster configuration was found to increase the effective tensile modulus of the PNC by more than 100%. This can be due to the higher stiffness of interphase region. Effective tensile modulus of ABS/Fe3O4 (a) Different cluster configurations (b) Tensile modulus of PNC for different cluster wt. percent.
Effect of aspect ratio
Aspect ratio is an important parameter in determining the mechanical properties of particle reinforced polymer. Fe3O4 particles are of aspect ratio 1 and are not considered for this study. Furthermore, the spherical morphology of Fe3O4 does not have any significant effect on particle alignment. CF with minimum number of particles (4 wt.%) was studied for computational efficiency. Figure 12 illustrates the tensile modulus of ABS/CF composites with different CF aspect ratios. Effect of random orientation and fiber alignment (in the loading directions) were also considered as part of this study. The predicted results from finite element model (FE) was also compared with Halpin-Tsai analytical model for the random oriented fibers. Halpin T Sai model was framed according to the formulation (7–11) to estimate the composite modulus for randomly oriented SC fibers. According to Tsai and Pagano,
46
the composite modulus for randomly oriented fibers can be approximately predicted as Effect of particle alignment and aspect ratio on tensile modulus. *FE – Finite element model.




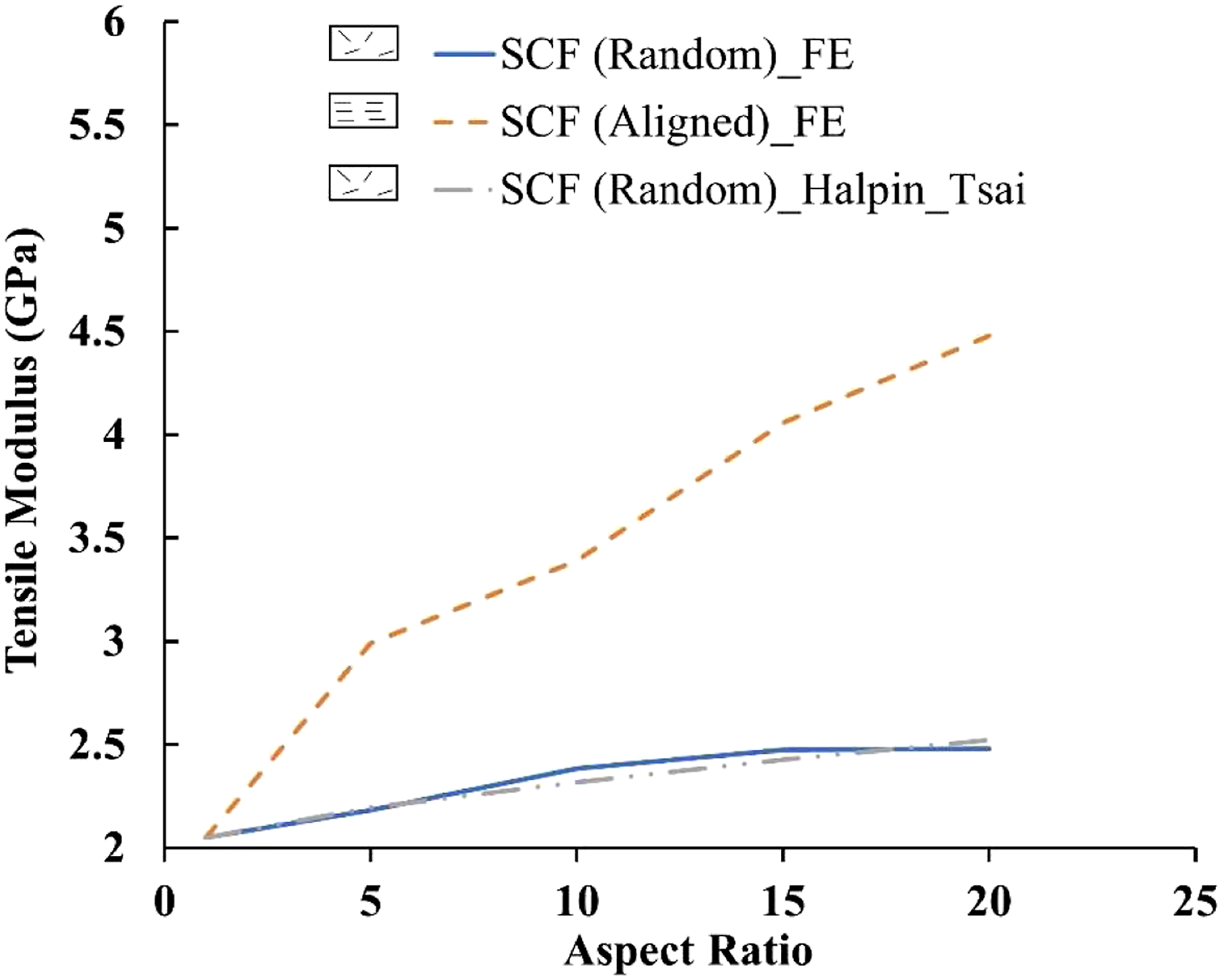
It was evident from Figure 12, the tensile modulus increased with increase in aspect ratio for both random oriented and aligned fibers. As the aspect ratio was increased, the load transfer between matrix and fibers were improved. This can be attributed to long interfacial surface of the fibers that transfer the load through shear stresses([Refs. 46,47]). The load transfer also happens at the fiber end through normal stresses. In the case of aligned fibers in the loading direction, the interfacial area is much higher and results in a better load transfer, and hence higher modulus. For an aspect ratio of 20, the modulus of aligned fiber composite was ∼1.8 times higher than the random fiber composite. The Halpin-Tsai model, a commonly used tool agreed well with FE in predicting the composite tensile modulus for randomly distributed fibers. However, it should be noted that this model does not account for the interphase of the reinforcements.
Effect of particle content
Effect of particle concentration was investigated for both Fe3O4 and CF reinforcements. The interphase regions, aspect ratios, and cluster parameters obtained from experimentally validated models were incorporated in this section of computational experiments. The CF with random and aligned orientations were also investigated. Particle content was varied from 4 wt. % to 16 wt.% and the corresponding tensile modulus was estimated. Figure 13 showed an increase in tensile modulus for both ABS/Fe3O4 and ABS/CF PNC’s. An 8% change in tensile modulus was recorded for ABS/Fe3O4, whereas the random distributed CF in ABS experienced an increase of 45%. This can be attributed to two factors, namely, the stiffness of the particles and aspect ratio. Effect of particle content in ABS/Fe3O4 and ABS CF PNC.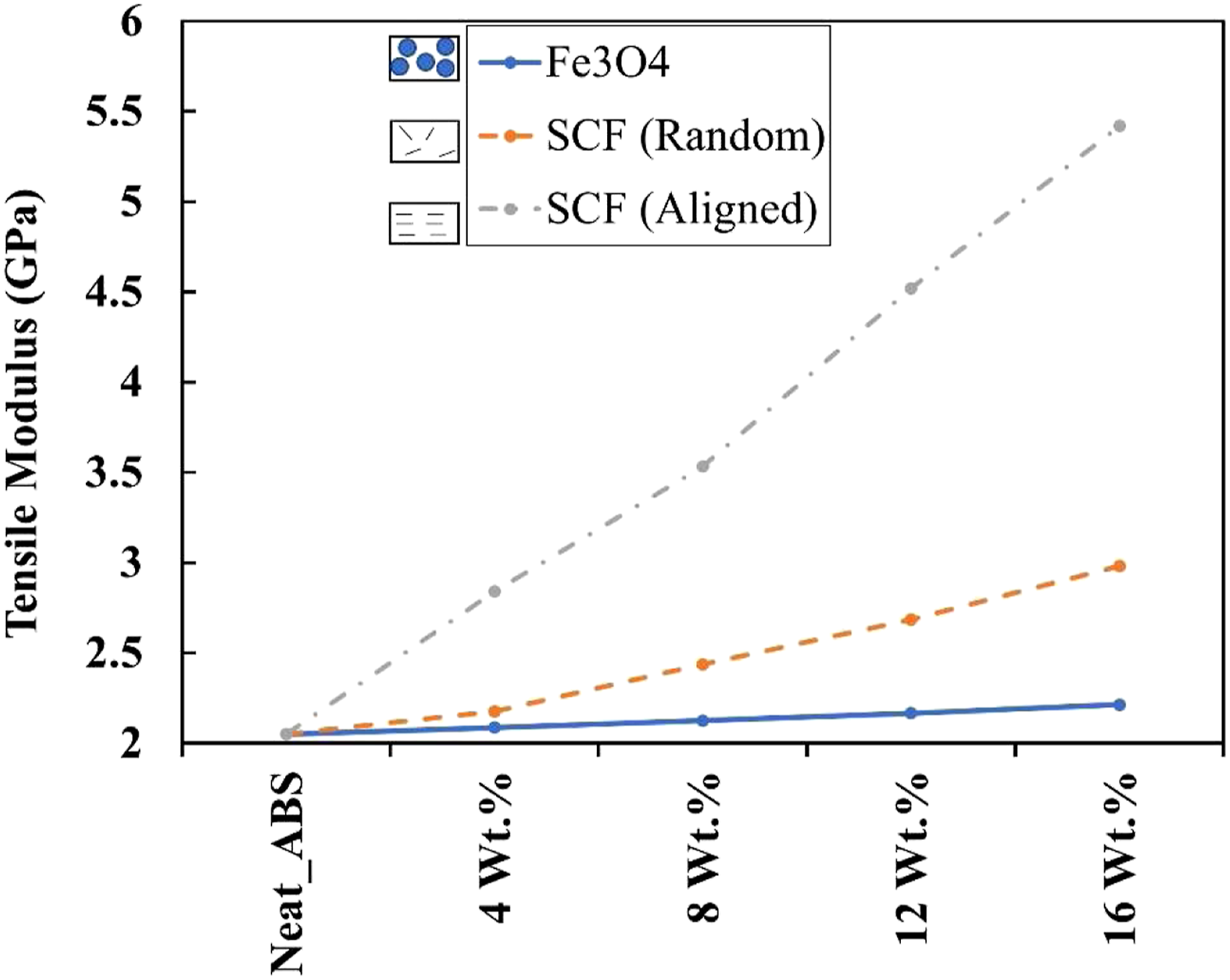
The stiffness of the CF reinforcement is higher than those of Fe3O4 particles. Hence, the effective tensile modulus of polymer reinforced with CF will be higher than that of Fe3O4 reinforced polymer. When polymer composites are stretched, the load is transferred from matrix to the fiber through shear stresses generated at the interface and normal stresses at the fiber ends ([Refs. 46–48]). As the aspect ratio increases, the interfacial length also increases. This can lead to higher load bearing capability and thereby increased tensile modulus. However, if the fibers are randomly oriented, the load transfer efficiency is reduced in the loading direction. With an addition of 16 wt.%, aligned CF’s increased the tensile modulus by 164%.
Conclusion
In this study, a computational framework was developed for predicting the tensile modulus by considering the material heterogeneities such as particle clustering, interphase, aspect ratio, and hybrid reinforcements at different size scales. Continuum level material properties at nano/micro-scales are not representative due to challenges in its experimental and numerical characterization. Although several studies were focused on the development of nano/micro-scale computational models, few were experimentally validated. To address these challenges, an experimentally validated computational model was developed to account for the effect of clustering, interphase, particle orientation, and concentration. • Reinforcement of short CF in ABS showed 36% increase in tensile modulus, whereas Fe3O4 showed an increase in 8%. This can be attributed to both morphology(Higher aspect ratio) and material property (higher tensile modulus) of CF. • No significant improvements were noted by changing the concentration of Fe3O4 in hybrid composites. • The interphase modulus depends on material properties of both reinforcements and matrix and is found to be higher than the matrix. Interphase modulus of ABS/CF composite is 33% higher than ABS/Fe3O4 composites. It must be noted that the interphase thickness increases its volumetric presence in the RVE and as such effective tensile modulus increases with increase in its thickness. • FE model showed that orientation of CF in parallel to the loading direction increases tensile modulus by 1.8 times compared to random orientation. • In order to account for the definite presence of interphase zone, the error range was compensated with an effective interphase modulus. It was observed that the tensile modulus of the polymer nanocomposite is highly dependent on the particle aspect ratio and the particle alignment (for reinforcements with aspect ratio higher than 1). • The computational models predicted the tensile modulus obtained from the experiments within an error range of 5% without an interphase.
Overall, the developed computational framework can be used as a predictive tool to estimate the elastic tensile properties of the polymer nanocomposites.
Footnotes
Acknowledgements
The authors would also like to acknowledge the support and guidance of Mr. Michael Day, Project Manager (ACC).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is funded through a research agreement from the American Chemistry Council (ACC), Plastics Division.
Data availability statement
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.