
Abstract
In this study, the composites with incorporation betel nut powder at three levels (10, 18 and 25%) in Polycarbonate (PC) and Acrylonitrile Butadiene Styrene (ABS) matrices having Kevlar Fibres (KF) and Molybdenum Disulphide (MoS2) nano particles in fixed amounts are looked into for their tribological characteristics. The effect of hardness, surface roughness and density was evaluated. FTIR and X-ray diffraction (XRD) studies have been carried out to identify the phases. The effects of load on the slide wear loss and coefficient of friction of the composites were determined using Pin on Disc set up. The wear test pertaining to the betel nut bearing (BNP) composites were compared with those of betel nut free ones i.e. PC/ABS/KF/MoS2. The results revealed that with increase in load, the wear loss increases. Further with increase in betel nut powder concentration from 10% to 25% there is a decrease in wear loss as well as coefficient of friction. The surface morphology of the worn surface were examined using Scanning Electron Microscopy (SEM) which revealed higher plastic deformation, debris formation and furrowing in BNP free systems compared to betel nut bearing ones.
Introduction
Polymers are finding increasing usage owing to their low cost of fabrication and considerable durability in service. Usage of reinforcements/fillers in polymer matrices has been steadily getting attention in recent times. With the advent of using the polymers in the composite form, their application sphere has enhanced. Polymer composites are well known to take higher amount of load, display improved stiffness and superior tribological (wear and friction) properties compared to an unreinforced sample.1,2 It is recognized that some reinforcements/fillers in different polymer matrices have a marked effect on the mechanical and tribological properties.3-6 Usage of different shapes and sizes of reinforcements in the composites are reported.7,8 Carbon fibre reinforced and aramid fibre reinforced systems are currently getting due recognition which was earlier seen for the glass fibre reinforced ones.9,10 The high aspect ratio of continuous fibres and relative ease of availability and processing made the glass fibres the preferred reinforcement to go along with polymer matrices.11,12 The newer wear resistance materials belonging to the polymer based composites with incorporation of natural reinforcement are being developed. One of the reinforced material systems, which would enhance the strength and wear resistance is Kevlar.13-15 Hence, Kevlar was chosen as the reinforcement for the polymer matrices. Since a key requirement of wear resistance materials is low friction, this aspect has also been addressed in this investigation. Among the friction reducing materials, molybdenum disulfide was chosen. The Betel nut/areca nut filler was chosen in the polymer matrices as it is cheaper, naturally available, echo friendly, sustainable and possess low coefficient of friction. Also, it is grown in large quantities in South Asian countries including India.16-18
A review article on the use of hybrid fibres by Gupta and Srivastava 19 reports the possibility of increased usage of such reinforced composites. It was envisaged that these composites find usefulness in automotive, aerospace and construction applications. Review on the use of areca nut based materials by Desai et al. 20 suggests that areca nut powder/fibres need to be physically/chemically modified to enhance the bonding with the host matrix. A hybrid composite comprising of combination of arecas, jute and glass fibres in a polymer matrix led to improvement in mechanical strength rather than using a single type of fibre. 21 Review of areca based materials revealed the enhancement in tribological properties, which are comparable with those having synthetic fibres. 22 Keerthi et al., studied the effect of addition of casuarina/areca nut fibres to the epoxy based composites which yielded good tribological characteristics. 23 In another work, a composite panel developed using areca nut based coarse material had the ability to withstand higher impact load. 24 Yousif et al. 25 studied the effect of betel nut fibres in polyester matrix. It is reported that the operating parameters had a major influence on sliding wear characteristics and the wear mechanism is dominated by micro cracking and de-bonding of fibres. Similar observations are reported in the literature26,27 where the use of betel nut in the polyester matrix has reduced the friction coefficient and the treated betel nut fibres in polyester matrix showed enhanced wear resistance. Nayak and Mohanty 28 studied two-body abrasive wear of areca fibre reinforced poly (vinyl alcohol) wherein optimal fibre content was observed to show enhanced wear resistance. Krishnan et al. 29 suggested that areca fibres have a promising potential to be used in brake pad applications.
After going through the literature about the use of different polymer matrices and their blends with adoption of various reinforcements/natural fillers in the polymer system, the information regarding the use of betel nut in PC/ABS matrix on their tribological properties (friction and wear) could hardly be cited. Keeping these points in mind, the study focuses on the development and evaluation of tribological characteristics (wear and friction) of betel nut introduced at three levels (10%, 18% and 25% by weight) in PC/ABS matrix with Kevlar and MoS2 as reinforcement and filler. The approach also employs Hardness, Density, Surface Roughness, FTIR, XRD measurements to make the study comprehensive. The worn out features of different composites were examined using SEM and were interpreted to aid in the analysis of the results. It is known that PC/ABS systems possess low friction and good wear resistance. It is envisaged that the additions of Kevlar, molybdenum disulphide and betel nut to PC/ABS matrices would further enhance the wear resistance and reduce the friction level and they can be thought of for liners in ore and materials handling systems such as silos, chutes, hoppers and bunkers and in bearing applications. Hence, this particular combination as nanocomposites has been attempted in this work.
Materials and methods
Materials
Polycarbonate and Acrylonitrile Butadiene Styrene were procured from GLS Polymers, Bangalore. Kevlar Fibres (KF) was bought from DuPont India Pvt. Ltd., Mumbai. Betel nuts was sourced from an organic farm and powdered to an average particle size of about 180 μm, using Malvern particle size analyser. Molybdenum Disulphide (size of 20–500 nm) was procured from Finar, Mumbai. Vinyl Trimethoxy Silane (VTMS) was procured from Ariha International, Bangalore. The grades and densities of the materials used are given in Table 1.
Grades and densities of the materials.

Methods
PC and ABS as matrices were blended using Brabender (Plasticorder, Germany). In one set Kevlar fibres and MoS2 (in fixed amounts) and in another set additionally betel nut powder in varying amounts were introduced into the Brabender. The blending was carried out for a duration of 15 minutes at a temperature of 180°C and 5% of VTMS was added as compatibilizer for all the blends. The details of percentage of the matrices along with addition of reinforcement/fillers are shown in Table 2.
Details of compositions.

The blends were then compressed to thin sheets (150 × 150 × 2 mm3) in the compression moulding machine (Santec, India) at a pressure and temperature of 200 MPa and 180°C respectively and maintained for 120 minutes followed by curing for 30 minutes. The hardness was determined using Shore D durometer as per ASTM D2240-15e1 Standard. Surface roughness tester (Mitutoyo, India) was used to measure surface roughness of the composites. Prior to this the device was calibrated with a standard reference sample. The density measurement was carried out as per ASTM D792 Standard. FTIR (Bruker Alpha, with ECO-ATR module) in the range of 500–4000 cm−1 was used to analyse the spectrum of the composites. X-Ray Diffraction (PAN Analytical XPERT PRO, Source Cu-kα) was carried out to identify the phases of the composites with diffraction angle in the range of 2–60°, at a fixed time interval of 0.05 s. Slide wear and coefficient of friction were carried out using Pin on Disc machine as per the ASTM G99-17 Standard. The experiments were carried out at different loads of 30 N, 40 N and 50 N on the composites at a sliding speed of 0.78 m/s for a duration of 10 minutes. All the tests have been carried out on five representative samples and the average value is reported. SEM (Hitachi Table top Microscope Model TM 4000) was used to examine and analyse the worn surface features of the composites which were gold sputtered prior to microscopic examination.
Results and discussion
Shore D hardness, surface roughness and density
The Shore D hardness, surface roughness and densities of the composites are given in Table 3. It is seen that the hardness increases with increase in BNP content as compared to BNP free PC/ABS systems (i.e., PC1 and PC2), due to good adhesion characteristics as well as better fibre dispersion in the matrix. Similar observations have been reported by Somashekhara et al. 30 for areca fibre reinforced epoxy resin composites. The surface roughness decreases with increase in betel nut concentration (PC3, PC4 and PC5), leading to a lower value of 0.11 µm as compared to PC/ABS matrix. This is in accordance to distribution of reinforcement and nanoparticle (MoS2) into the polymer composite. The reason is attributed to nature of bonding force between the matrix and the nanoparticle which led to smooth surface without formation of porous gaps. 31 It is also noticed that, PC5 having lower surface roughness has higher hardness and density, as compared to the base matrix (PC/ABS). The other factor responsible for the increase in hardness is the density which increases by 3.3%, 6.5% and 8.0% with addition of 10%, 18% and 25% betel nut as compared to PC/ABS matrix.
Shore D hardness, surface roughness and density of compositions.

FTIR
Figure 1 shows the FTIR spectra for the neat betel nut powder as well as the composites. The neat betel nut powder have main peaks at 2881 cm−1 for -CH2 stretching, 1119 cm−1 and 1267 cm−1 for SO2 vibration along with a C=O peak at 1727 cm−1. 32 The peak at 1560 cm−1 is due to Amide II, N-H deformation. It has also been reported that betel nut contains 47.2% carbohydrates, indicating stretching of C-O bond at 1069 cm−1. 33 PC/ABS composite without any additives have peaks mainly at 993 cm−1, 1216 cm−1, 1537 cm−1, 1679 cm−1, 2349 cm−1 and 3064 cm−1 respectively, which represents C=C stretch in ABS, C-O-C deformation in both PC and ABS, stretching of C-C bond with the aromatic ring, carbonyl stretch in PC, C≡N deformation and aromatic stretch for both PC as well as ABS. 34 The PC/ABS/Kevlar/MoS2 composite have the main peak at 731 cm−1 for MO-O coordination of MoS2 along with N-H bending of Kevlar which overlaps with the other peaks of PC/ABS. The N-H stretching peak at 3256 cm−1 and 3084 cm−1 of Kevlar also overlaps with the aromatic C-H stretch of PC/ABS. Table 4 shows the peaks for PC/ABS/Kevlar/MoS2/18%BNP. It can be seen that many peaks overlap and shifting of many peaks occur indicating interaction between components. A similar observation for PC/ABS composites has been reported by Aid et al. 35 The addition of silane coupling agent facilitates inter component bonding which in turn improves the dispersion and hence enhanced wear resistance.

FTIR of the composites.
FTIR peaks for PC/ABS/Kevlar/MoS2/18%BNP composites.

X-ray diffraction
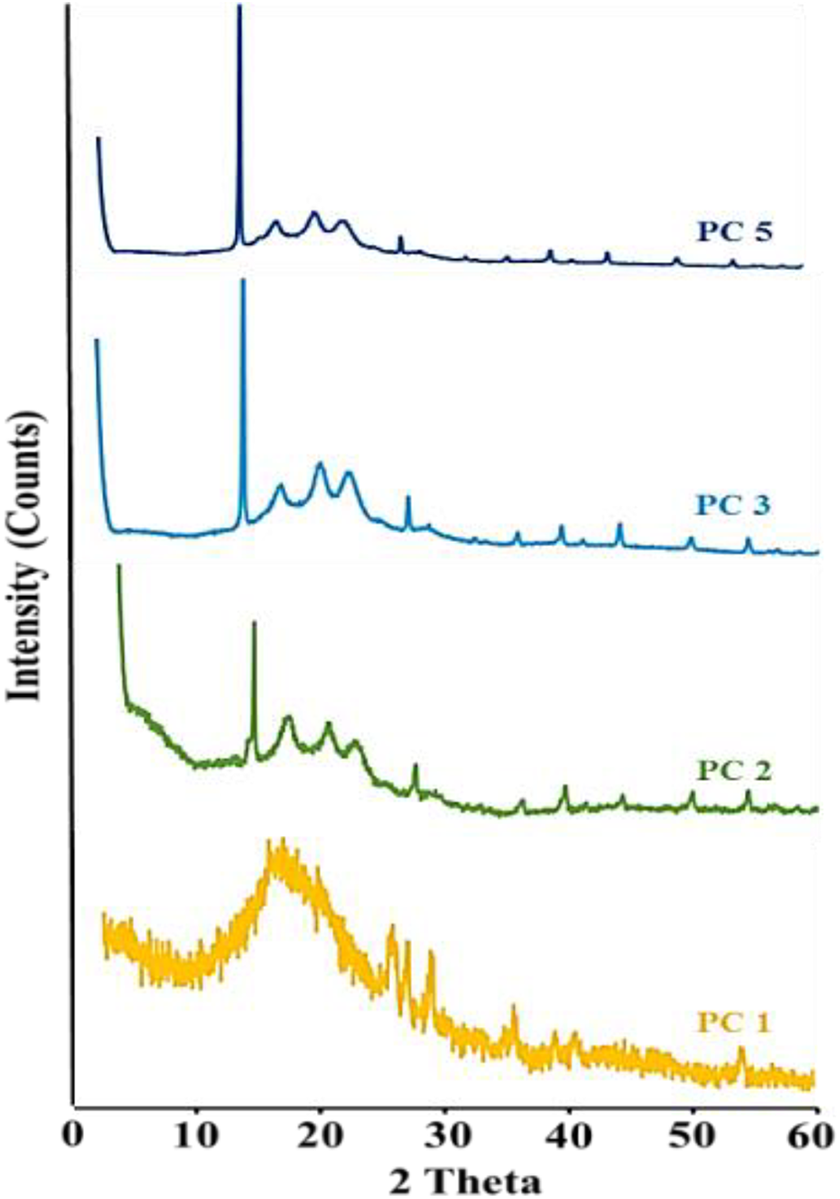
X-Ray Diffraction (XRD) pattern of the composites are shown in Figure 2. A blend of PC and ABS is predominantly amorphous 36 with a broad peak at 2θ value of 17.2°. Kevlar has two main peaks at 2θ value of 20.3°and 22.8°, 37 which are also seen in the XRD patterns of PC2, PC3 and PC5. This is in agreement with the diffraction pattern reported by Lin et al. 38 Betel nut shows a crystalline peak at 2θ value of 22.0° which overlaps with Kevlar fibre and broad shoulder peak at 18.0° observed in PC3 and PC5 as similarly reported by Ranganagowda et al. 39 However the basic peak of PC/ABS is seen in all composites at 17.2° (2θ value). This suggests that incorporation of additives does not alter the basic structure of PC/ABS blend. MoS2 has main crystalline peaks at 2θ values of 14.5°, 29.0°, 39.0°, 44.0° and 50.0°. 40 The composites also show the major crystalline peak at 14.5° (2θ value) with planar configuration (002). However for all the composites, the peak corresponding to 29.0° with planar configuration (004) has disappeared. This suggest that MoS2 has been dispersed in the composites. As MoS2 imparts lubrication effect for the composites, enhanced dispersion facilitates wear performance behaviour.
XRD pattern of the composites.
Slide wear loss
It is observed from Figure 3 that with an increase in load, the wear loss increases for all the composites. These trends are on the expected lines owing to the fact that when load acting on the sample is increased the damage will also increase. 41 It is seen that the wear loss of PC2 is much less compared to PC1 due to the additions of Kevlar and MoS2. Also there is a substantial reduction in the wear loss for 25% BNP added composite (PC5) compared to the betel nut free composites (PC1 and PC2), which can be attributed to increase in hardness in PC5.

Slide wear loss with respect to different loads.
Slide wear loss of PC1 and PC2 with respect to other composites at 30 N Load.

Slide wear loss of PC5 over PC1 and PC2 with respect to different loads.

For a raise in BNP content from 10% (PC3) to 25% (PC5) through 18% (PC4), the slide wear loss decreases which clearly elucidates that for a mixed polymer matrix system having Kevlar fibre and MoS2 particle with further introduction of betel nut helps in improving the overall wear characteristics of the system (Tables 5 and 6). The other probable reason for improvement in the wear resistance of the composites is due to formation of thin debris at the interface during sliding. In a similar approach involving ABS based composites having PTFE and nano zirconia as fillers, it is put forth that it is not only the zirconia nano particles addition to ABS that are responsible for achieving better wear properties but also the introduction of PTFE. 42
The error bars have been provided based on the scatter bands obtained in the readings. The coefficient of variation has been calculated based on the number of measurements made and the standard deviation is determined as per the ASTM 65 Standard using the following equation.

Where Sd is Standard deviation (Sr/n), Sr is Estimated repeatability, n is Number of measurements made and x is average weight loss value. It is reported that the results obtained for coefficient of variation should be less than 15% and is considered as acceptable.
Coefficient of friction
The coefficient of friction of BNP based composites at 40 N load is shown in Figure 4, which clearly establishes the beneficial effect of the filler material. The betel nut free composites i.e. PC1 and PC2 display higher coefficient of friction of 0.27 and 0.23, whereas PC5 containing 25% BNP shows the least (0.16). In PC2, the presence of MoS2 (solid lubricant) aids in bringing down the coefficient of friction from 0.27 to 0.23. It is observed that with increase in BNP percentage from 10% (PC3) to 25% (PC5), the coefficient of friction reduces from 0.21 to 0.16. The incorporation of silane into the composites assists in yielding lower wear losses. Similar findings have been reported by Nayak and Mohanty 28 for areca sheath fibre reinforced polyvinyl alcohol based composites. The coefficient of friction of the composites at 50 N load varies from 0.28 to 0.17 and for 30 N load, it varies from 0.26 to 0.15. For all the three loads, similar trends have been noticed.

Coefficient of friction with respect to different compositions.
Scanning electron microscopic examination
The SEM morphology of plain betel nut powder (Figure 5a) shows different sized particles with a rough surface. The worn surface of neat PC/ABS matrix shows (Figure 5b) delamination involving plastic deformation and debris formation indicating fatigue wear. ABS is prone to fatigue wear as compared to polycarbonate, 43 which leads to material movement on the surface and this can be seen clearly at higher magnification (Figure 5c). Incorporation of MoS2 particles along with Kevlar substantially reduced the plastic deformation (Figure 5d). The micrograph reveals furrowing and ploughing which is typical of abrasive wear phenomena. The addition of MoS2 particles facilitates heat dissipation which in turn resists surface melting of polymer. 44
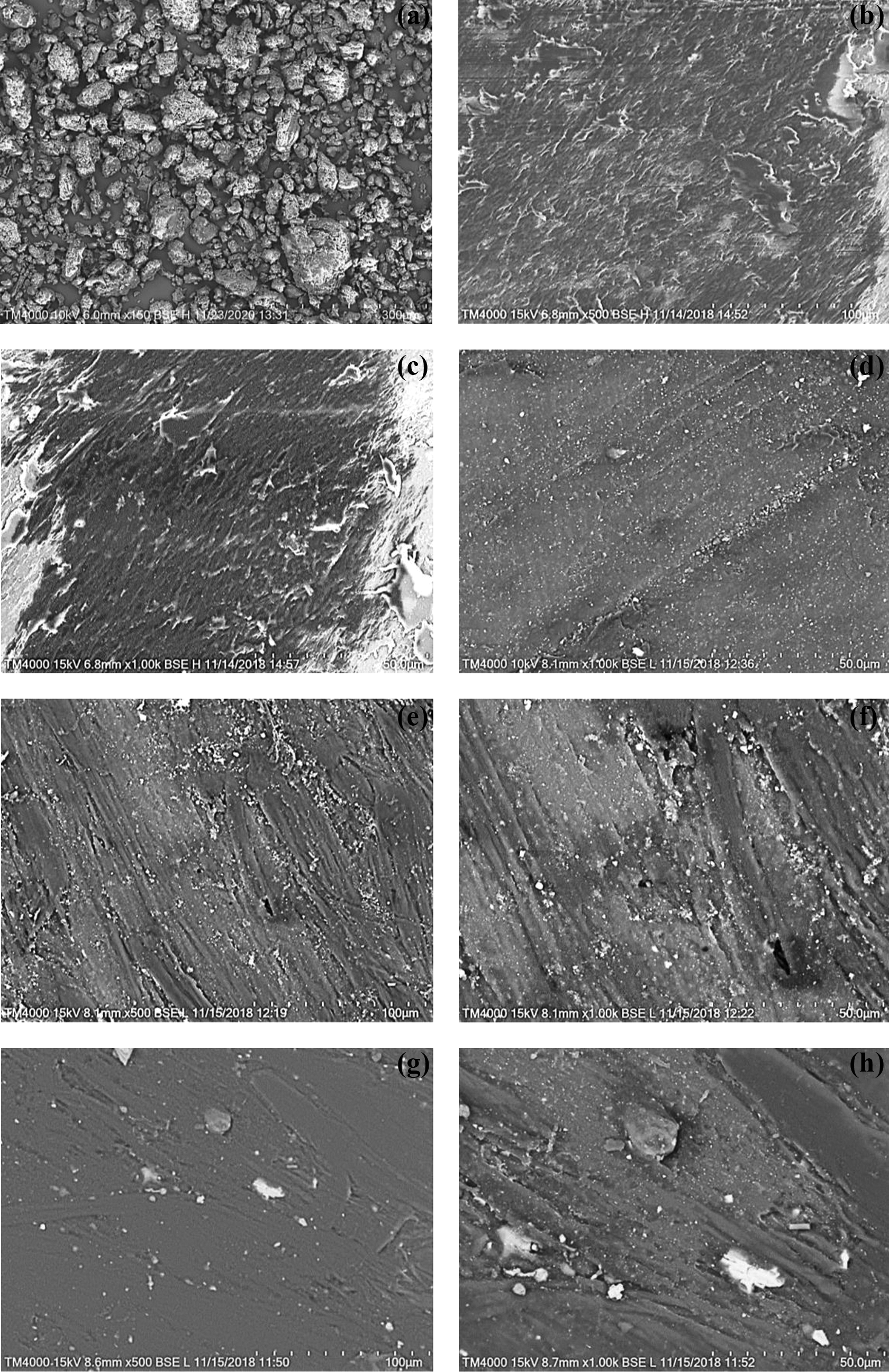
a: Neat betel nut powder at a magnification of 150x.Worn surface features of PC1 at 30 N load at a magnification of b) 500x and c) 1000x. d: Worn surface features of PC2 at 30 N load at a magnification of 1000x. Worn surface features of PC2 at 40 N load at a magnification of e) 500x and f) 1000x. Worn surface features of PC3 at 40 N load at a magnification of g) 500x and h) 1000x. Worn surface features of PC5 at 40 N load at a magnification of i) 500x and j) 1000x.
Now as the load is increased from 30 N to 40 N in PC2, the presence of ploughed furrows increases with increase in fibre breakage due to shearing, filler de-bonding and matrix tearing (Figure 5e and f). The addition of 10% betel nut powder shows smoother surface than that of neat PC/ABS matrix. The worn surface shows predominantly abrasive wear characterized by furrowed tracks along with material displacement leading to debris formation (Figure 5g and h). Increasing the betel nut content from 10% to 25% shows smooth surface with particles of worn debris throughout the surface. This can be clearly seen with shorter and thinner furrowed tracks indicating enhanced wear resistance (Figure 5i and j). This is also in agreement with results obtained from surface roughness (Table 3), slide wear and coefficient of friction (Figures 3 and 4) respectively.
Conclusions
In the present work, polycarbonate and acrylonitrile butadiene styrene as matrices containing fixed amounts of Kevlar fibre and molybdenum disulphide have been developed and their tribological responses were studied with and without betel nut powders in varying amounts. From such a study, the following salient points emerge. PC5 (25% BNP) composite revealed improvement in hardness and density by 84.4% and 91.9% respectively with decreases in surface roughness by 35.7% compared to PC1 (PC/ABS) matrix because of increased fibre dispersion, good adhesion characteristics as well as good bonding force between the matrix and the fillers. For a given load the composite with betel nut powder as fillers yields better wear resistance. The loss due to slide wear of PC5 is the least, whereas PC1 shows the highest. Further, the investigation has yielded significant reduction in wear losses to the tune of 56%, 66% and 83% for the loads of 50 N, 40 N and 30 N respectively, due to the incorporation of BNP into the matrices. For 40 N load the coefficient of friction decreases with increase in betel nut concentration. Also there is a sizeable reduction of about 40.7% in coefficient of friction of PC5 as compared to PC1. The SEM examination of the worn out surface of PC/ABS matrix features plastic deformation and debris formation. The extent of damage increases with increase in load. As regards PC5, furrowing, filler de-bonding and matrix tearing are much lower compared to PC2. Thus the SEM photographs give very good credence to the slide wear and friction data.
In summary, the study reveals the fact that PC5 is exhibiting the best results in terms of lower wear loss and least coefficient of friction compared to other samples viz., PC4, PC3 and PC2. This particular combination could be a better choice for engineering applications such as liners, bearings and similar allied applications.
Footnotes
Acknowledgements
The authors wish to acknowledge with thanks Chairman and Principal, Sambhram Group of Institution for the wholehearted support rendered to publish this paper. The authors also wish to acknowledge with thanks the Management of The Energy Resources Institute, Bengaluru; Nitte Meenakshi Institute of Technology, Bengaluru; SJB Institute of Technology, Bengaluru; and Indian Institute of Science, Bengaluru to present and publish this research investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.