
Abstract
Biodegradable nanocomposites comprising of organically modified montmorillonite-reinforced polylactic acid (PLA) and polyhydroxybutyrate (PHB) were assessed. This study investigates different nanocomposites mixing techniques as methods of achieving exfoliation. The incorporation of reverse flow mixing sections resulted in an increase in exfoliation of nanoclay platelets in PLA nanocomposites. PHB nanocomposites were shown to be more sensitive to thermal degradation and therefore benefited from a reduction in the number of processing steps utilised. Further development of the process was observed with the incorporation of compatibilisers for both polymers which led to considerable improvements in terms of mechanical properties exhibiting superior flexural properties. It was shown using x-ray diffraction that improvements in intercalation was observed which affected the compostability of both composites. Composites with increased interlayer spacing degraded faster and the nanocomposites in general degraded at a faster rate than the virgin polymers.
Keywords
Introduction
Biodegradable polymers such as polylactic acid (PLA) and polyhydroxybutyrate (PHB) have attracted increased attention due to the demand in reducing reliance on petroleum-based polymers. 1 –3 PLA is a biodegradable aliphatic polyester that can be derived from renewable resources such as sugar and starch. PLA has advantageous properties in terms of biodegradability, non-toxic and biocompatible. PHB is a linear, isotactic, semi-crystalline biopolymer. Similar to PLA, PHB is biodegradable and biocompatible. It has recently received considerable attention as an alternative to synthetic plastics. However, both polymers have a limited range in terms of mechanical strength. To overcome this limitation, biocomposites comprised of nanoclays and natural fibres are incorporated into the polymer systems to reinforce and reduce the final product cost. 4 –7
Nanocomposites of both PHB and PLA have been produced using various processes including solvent intercalation, in situ intercalation and melt intercalation. 8 –10 These composites in many cases have been shown to have greatly improved properties. 11 In the case of PLA, it has been reported that improvements in storage modulus, flexural properties, permeability and heat distortion temperature can be achieved with the incorporation of small amounts (3–5 wt%) of nanoclay. 12 Similar improvements have been reported for PHB nanocomposites. 8 Increases in the rate of biodegradation have also been reported for these polymers when compounded with nanoclays. 13 –15 The nanoclay chosen in this study is an organically modified montmorillonite which is a smectic clay consisting of two sheets of silica tetrahedral with an edge-shared octahedral sheet of alumina. 16
In general, polymer nanocomposites are produced using three different techniques. Melt intercalation involves combining a polymer and nanoclay in a molten processing environment, such as an extruder. In situ intercalation occurs when layered silicates are swollen in a solution of the monomer prior to polymerisation and finally solvent intercalation, which involves the swelling of layered silicates in a polymer solvent. Of these three techniques, melt intercalation is the most favourable due to its comparably low cost and lack of solvent use. 8 The success of these processes is measured in terms of the level of exfoliation of silicate layers which is achieved. Three types of structures may be achieved in polymer nanocomposites. Microcomposites can be formed when there is little affinity between the silicate layers and the polymer; as a result the silicates remain in the form of tactoids which are of micro dimensions. 17 Intercalated structures are produced when there is sufficient molecular bonding between the polymer and silicate to allow the flow of polymer chains between clay layers and thus increase their interlayer spacing. 18 Finally, fully exfoliated composites may be produced, whereby individual silicate layers are fully dispersed throughout the polymer melt. Full exfoliation of nanoclay platelets can be very difficult to achieve, and of the three techniques described previously, melt intercalation has to date been shown to be the least successful. Intercalated structures are reported frequently for melt intercalated organically modified PLA/nanoclay composites. 19 –21 Intercalated structures are reported to a lesser extent for PHB composites produced using melt intercalation techniques. 19,22,23 Exfoliated structures are much less common and in general mixtures of exfoliated and intercalated structures are observed for PLA whilst fully exfoliated PHB/nanoclay structures have yet to be reported. 7,10,24
In this study, the possibility of producing fully or partially exfoliated nanocomposites based on PHB and PLA by melt intercalation using a twin-screw extruder was investigated. Whilst many previous studies have concentrated on screw speed, temperature and organic content of the modified nanoclay, this study examines compatibilisation of the base polymer, screw design and mixing techniques as effective methods of achieving increased levels of nanoclay exfoliation.
Materials and methods
Materials
The PLA used in this study, Ingeo 7032 D (MFI 10, density 1.25 g/cm3), was procured from Resinex Ltd (UK) in granular form. The PHB (Biomer P209, MFI 10, density 1.20 g/cm3) was supplied by Biomer Ltd (Germany). Maleic anhydride (95% purity) was obtained from Sigma Aldrich (St Louis, Missouri, USA) in powder form. The nanoclay used in this work was Nanomer I44.P, organically modified with dimethyl dialkyl (C14-18) ammonium, supplied by Nanocor (Germany).
Processing routes
In this study, five different mixing routes were selected (Figure 1). The main difference between mixing route A and B–E is the type of screw used (Figure 2). In the basic screw configuration, the modular screws are made up of fully flighted conveying elements (which are used for melting, melt conveying and pressurisation of the polymer) and kneading elements (which are used for intensive dispersive mixing performed by applying high shearing stresses to the polymer and leaving narrow gaps for the polymer to move through for better distribution). In the second configuration, the screws again contain fully flighted conveying elements but the kneading blocks have been replaced by reverse flow elements. The purpose of reverse flow elements is to alter the manner in which the polymer blend is mixed. The reverse screw elements are made up of reverse flights that push the molten material backwards against the direction of extrusion thereby promoting flow disruption and mixing. There are small axial openings present on the reverse flow elements that permit forward flow of the polymer material and the mixing of the polymer is further promoted as it travels through these narrow channels. The difference between mixing routes B–D is in the variation of masterbatch ratio and the let-down concentration between masterbatch and polymer.
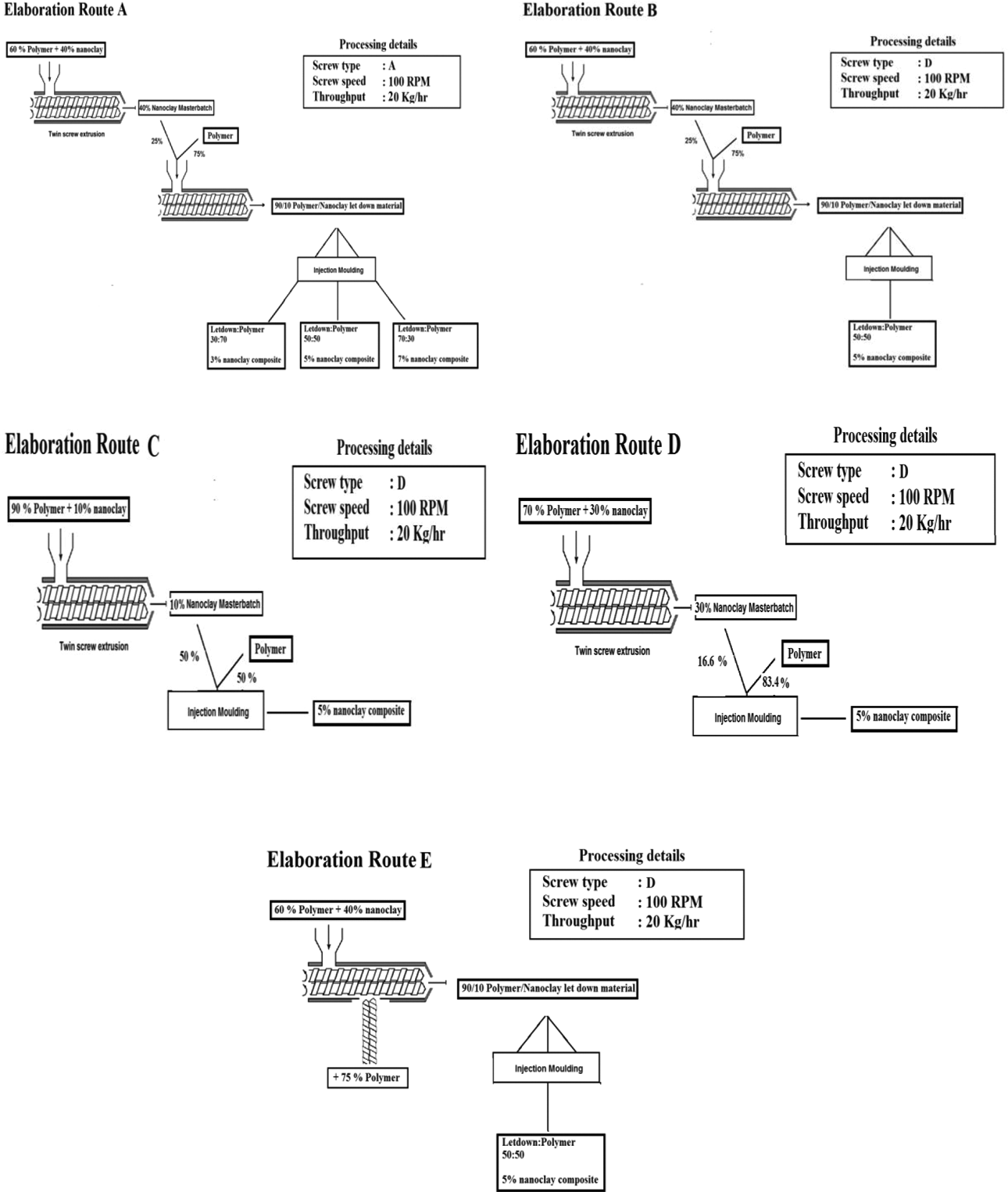
Nanocomposites mixing techniques A–E.
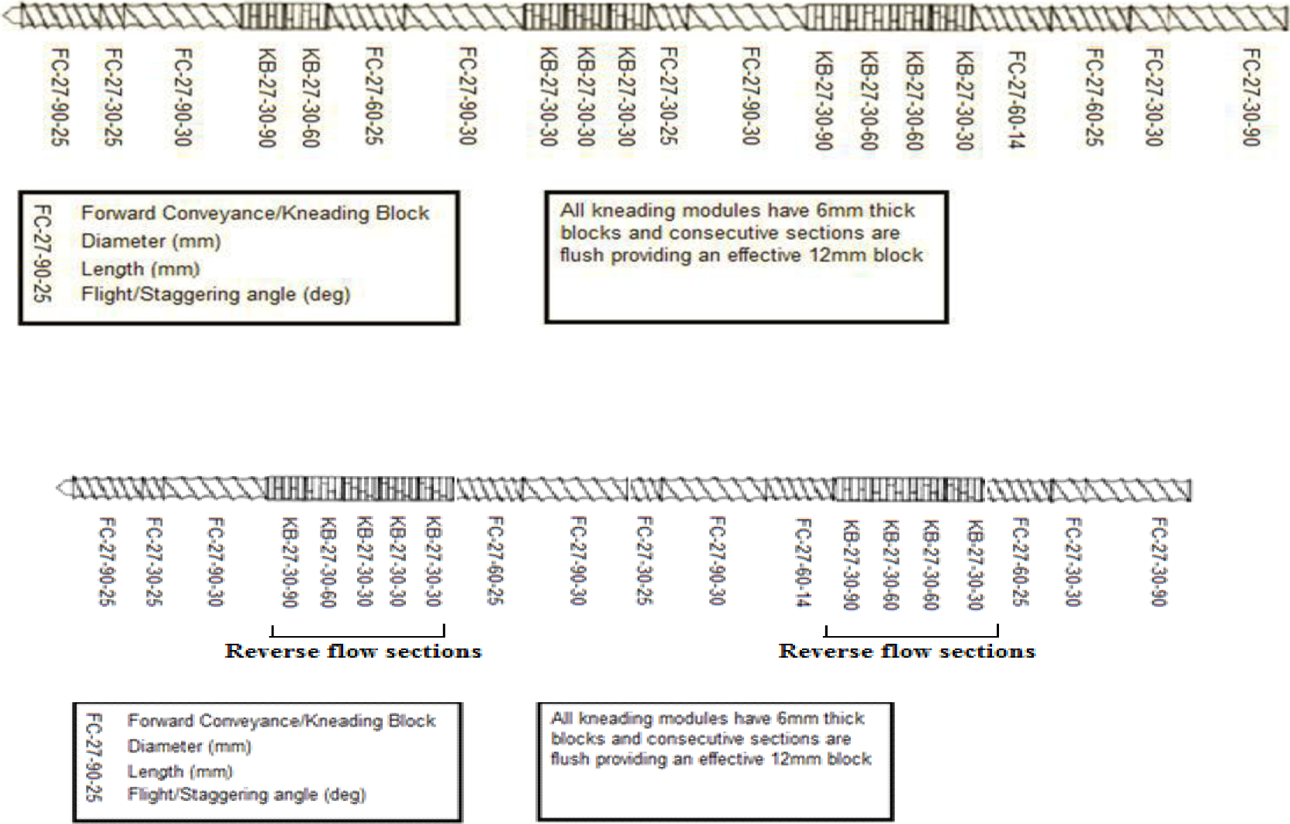
Screw configuration A, a generic screw geometry for Leistritz 27 mm lab scale twin-screw extruder used for melt processing in this work (top) and screw configuration D, with two sections of reverse flow mixing sections on each screw located before and after the side feeder point of entry (bottom).
Biodegradable nanocomposites
The effect of clay loading on the mechanical properties of biodegradable nanocomposites
Composites with final clay loadings of 3, 5 and 7 wt% (PLC 3, PHC 3 PLA 5, PHC 5, PLC 7 and PHC 7) were produced with a throughput of 20 kg/h using mixing route A (Figure 1). In this particular study, the mixing technique incorporated nanoclay and a conventional masterbatch/let-down system prior to injection moulding. The extrusion temperature profile is shown in Table 1. Screw speed was maintained at 100 r/min to avoid excessive shear and damage to the silicate layers, throughput was set to 20 kg/h.
Temperature profiles used for extruding PLA and PHB composites.
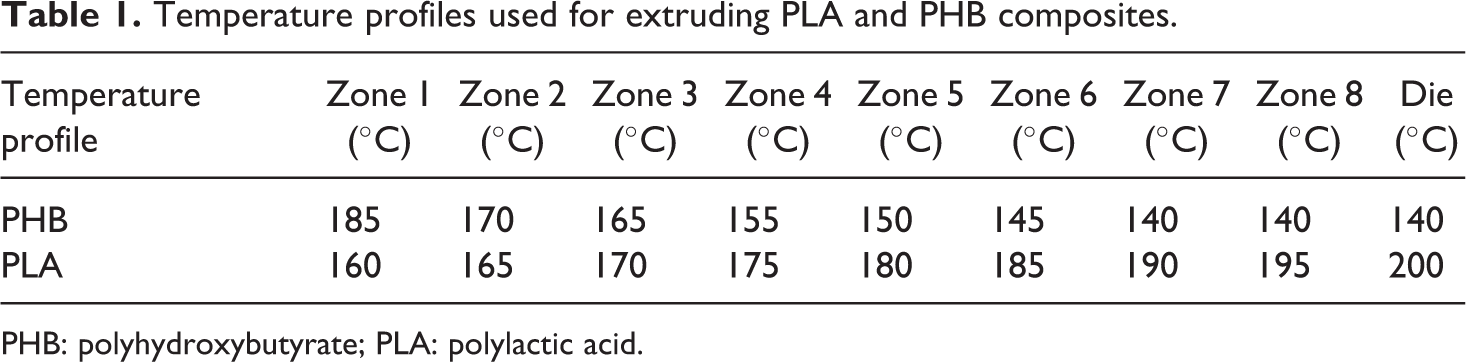
PHB: polyhydroxybutyrate; PLA: polylactic acid.
The effect of clay mixing techniques on the dispersion of nanoclay platelets in biodegradable polymers
The mechanical properties of both PLA and PHB nanocomposites produced using five different mixing techniques (A–E) were examined to determine whether altering the mixing route could affect the nanocomposite produced. Composites containing 5 wt% nanoclay for each polymer were prepared. The screw speed was maintained a 100 r/min, and the configurations varied according to the diagrams in Figure 1.
The effect of compatibilisers on the dispersion of clay platelets and mechanical properties of biodegradable nanocomposites
In order to fully evaluate the viability of a single-stage extrusion process as a means of producing polymer nanocomposites, the inclusion of compatibilising agents was examined. PHB-grafted maleic anhydride (PHB-g-MA) and PLA-g-MA were used in conjunction with each polymer using the two most successful mixing routes from the previous section. Grafted polymers replaced the virgin polymers in the masterbatch stage of each process. The extrusion temperature profile described in Table 1 was used; screw speed and throughput was constant at 100 r/minand 20 kg/h.
Melt processing
Twin-screw extrusion
The extrusion of all materials in this work was carried out on a micro 27 labscale twin-screw extruder (Leistritz Ltd, Nuernberg, Germany) with a screw diameter of 27 mm and length/diameter ratio of 38/1. All composite materials were drawn through a water bath and pelletised to produce a material suitable for injection moulding and further analysis. Composites were processed using a screw speed of 100 r/minand a throughput of 20 kg/h.
Injection moulding
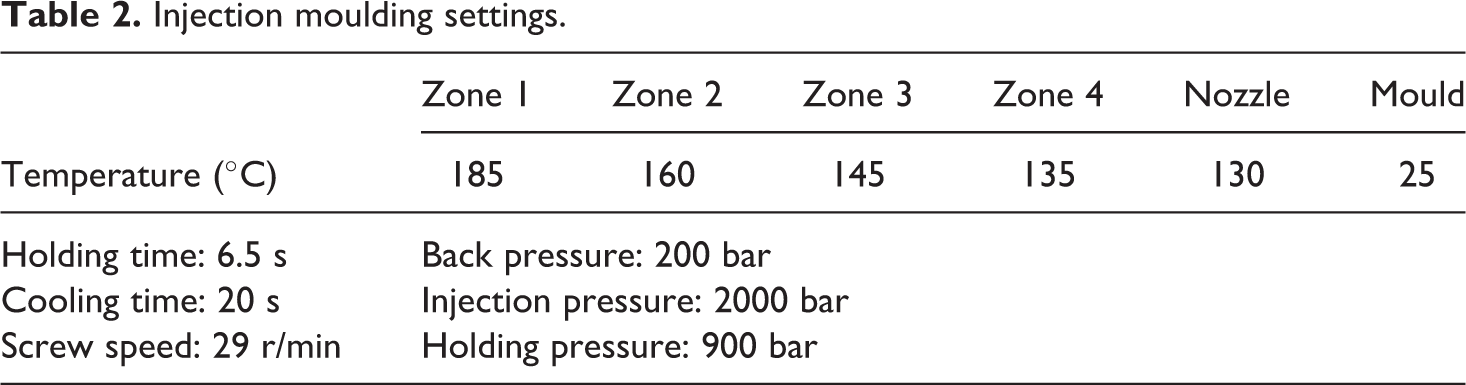
All injection moulding was carried out using an Arburg all rounder 221 K injection moulding machine fitted with an ISO 294-1 mould. Standard tensile and impact specimens were produced for testing. All materials were dried at 80°C for 6 h prior to moulding to remove any moisture retained during the extrusion process. The injection moulding conditions used are as shown in Table 2.
Injection moulding settings.
Characterisation of composites
Tensile testing
The tensile strength of composite specimens was analysed in line with ASTM standard D 638-10, using a Llyod LRX tensometer set up in tensile mode. Specimens were mounted and strained at a rate of 2 mm/min until failure occurred. Five specimens per batch were tested, and the average strength was calculated.
Flexural testing
Three-point bending tests were carried out on a Llyod LRX tensometer in compression mode at a rate of 2 mm/min to a maximum deflection of 5 mm. Five specimens per batch were tested, and the average flexural modulus was calculated. The volume fraction of nanoclays used was calculated using equation (1).

where φ F is the weight fraction of nanoclays, ρm is the density of the matrix, wf is weight of nanoclays, ρf is density of the nanoclay and wm is the weight fraction of matrix.
X-Ray diffraction
X-Ray diffraction (XRD) was performed on a Phillips PW1720 power x-ray diffractometer (PANalytical, The Netherlands). Scans were carried out on injection moulded PHB and PLA nanoclay composites. All measurements were run from 2° to 10° (2θ) at a step size of 0.02° and 2.5 s per step. The interlayer spacing of nanoclay platelets was calculated using equation (2).

where n is an integer (in this case 1), λ is the wavelength of x-rays (in this case 1.54 Å); d is the the interlayer spacing and θ is the diffraction angle.
Compostability
The composting in this study was carried out using a rotary aerated composter supplied by Joraform AB. This was filled with organic waste and wood pellets at a ratio of 10:1 and a rate of 1 kg per day. The temperature and humidity were measured daily using a Vaisala temperature probe. Composite samples were dried for 24 h at 60°C and their weight was recorded. Samples were then sealed in a mesh bag that was placed in the compost. The composter was rotated once daily with the samples inside to ensure even surface exposure. Samples were removed on a weekly basis, washed and dried at 60°C. Post drying, samples were weighed again and the weight loss was recorded as the percentage mineralisation of the composite.
Optical microscopy
Composite pellets were placed between two layers of Teflon and pressed under a load of 30 ton at a temperature of 180°C for 20 s to produce films of 1 mm thickness suitable for microscopic examination. Microscopy was performed using a Wild M3Z microscope fitted with a JVC TK C1381 video camera for collecting images. Images at 10× magnification were collected and examined using Omninet software (Ominet software solutions).
Results and discussion
Mechanical properties
Effect of nanoclay loading on the mechanical properties of PLA and PHB nanocomposites
The incorporation of nanoclay into the polymer matrix can greatly enhance its mechanical properties. The level of enhancement achieved however is dependent on the level of intercalation and exfoliation achieved during processing. PLA composites produced in this study show a reduction in tensile properties and improvements in flexural properties as can be seen in Table 3. Poorer tensile properties are likely due to the presence of nanoclay agglomerates within the composite. Insufficient dispersion and a lack of molecular bonding between the polymer chains and the silicate layers can limit the levels of intercalation achieved; as a result, silicate layers remain as tactoids and do not offer the same reinforcement to the composite as exfoliated platelets.
Mechanical properties of PLA nanocomposites containing 3, 5 and 7 wt% loadings of nanoclay.
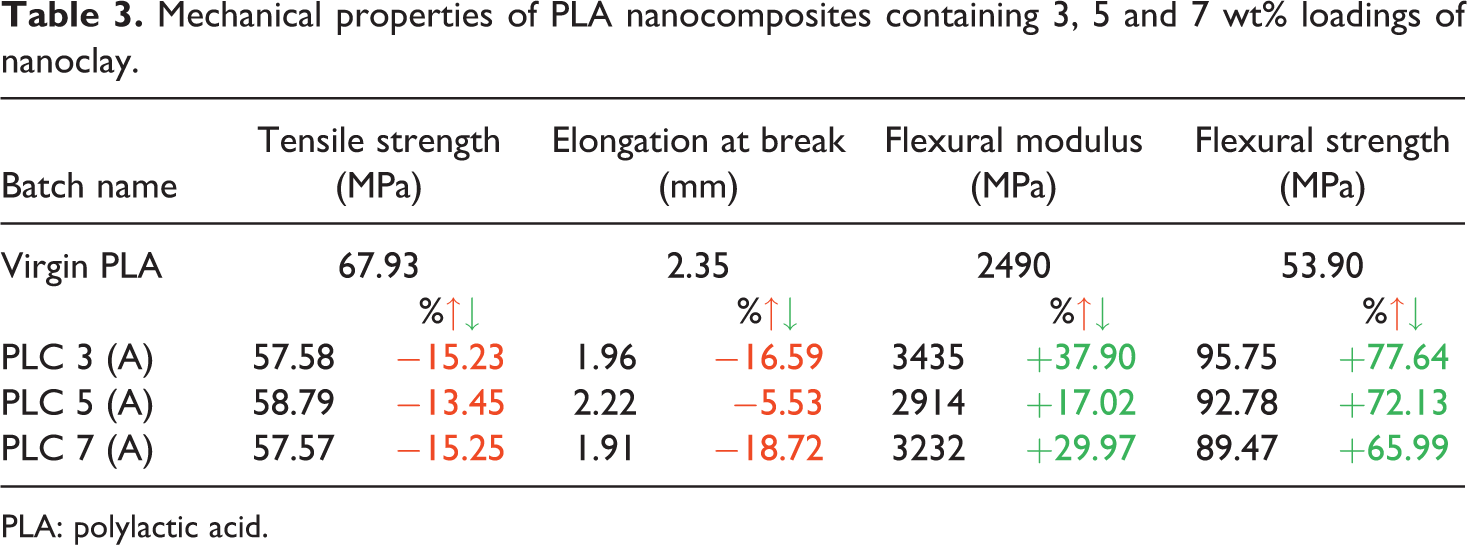
PLA: polylactic acid.
It can be seen in Table 3 that PLC 7 (A) exhibits the weakest tensile properties and also the lowest percentage increase in flexural strength. This would indicate a difficulty in dispersing clay platelets at higher loadings. PLC 3 (A) exhibits the greatest flexural properties of all the composites suggesting that low clay loadings may be more evenly dispersed and therefore offer more flexural reinforcement. PLC 5 (A) exhibits superior tensile properties to PLC 3 (A) and PLC 7 (A), indicating that some level of dispersion has occurred in the composites. Clay loadings of 5 wt% have previously been referred to as the optimum level of clay loading for PLA. 12 The results in Table 3 suggest that whilst PLC 5(A) offers the greatest tensile reinforcement of the nanofilled systems, further dispersion of the nanoclay platelets is necessary in order to improve the flexural properties.
The mechanical properties of PHB nanocomposites are similar to that of PLA nanocomposites in that PHC 3 (A) offers the greatest flexural properties and PHC 5 (A) exhibits superior tensile properties, though the tensile strength of PHC 5 (A) is still lower than that of virgin PHB, as can be seen in Table 4. Again it would appear that 5 wt% is the optimum clay loading for PHB, which is in agreement with results reported by Chang et al. 25 However, the increases are not to the degree that one would expect upon addition of nanoclay indicating that sufficient intercalation and dispersion was not achieved using mixing route A.
Mechanical properties of PHB nanocomposites containing 3, 5 and 7 wt% loadings of nanoclay.
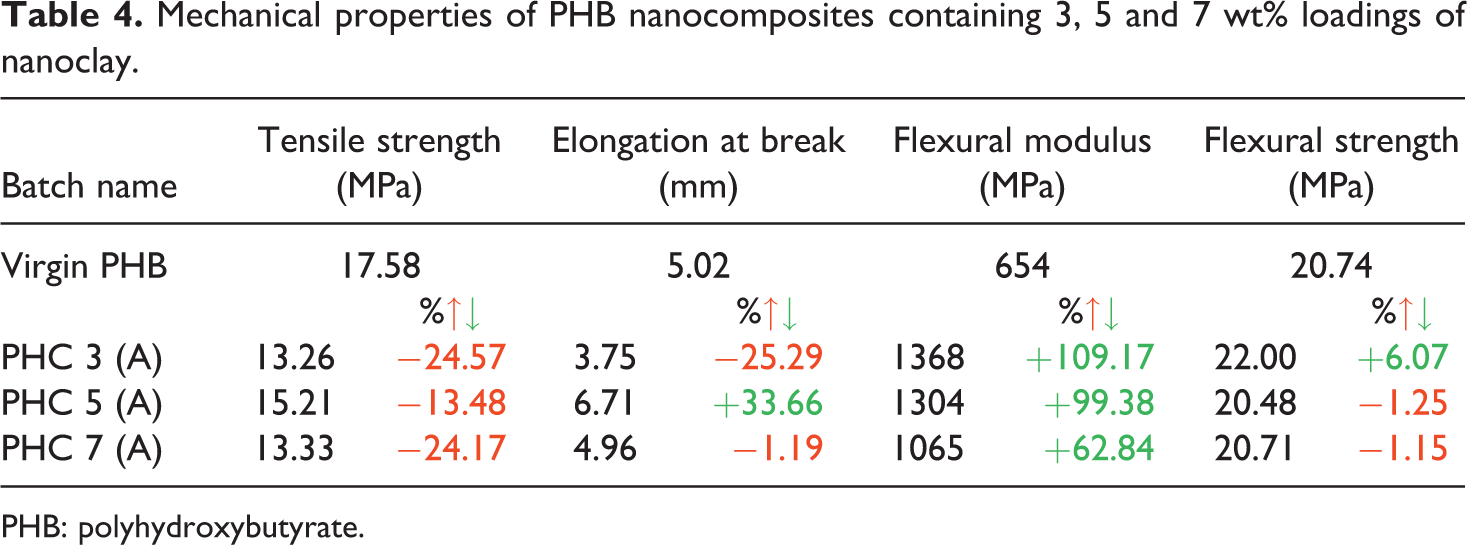
PHB: polyhydroxybutyrate.
Similar results were reported by Carli et al. 26 ; an increase in modulus to the order of 100% was reported whilst tensile strength and other properties such as impact strength were reduced in all cases compared with virgin PHB. Bordes et al. 27 have previously reported increases of 15% in tensile strength of PHB nanocomposites, this increase was attributed to the presence of exfoliated structures within the composite. Pavlidou and Papaspyrides 28 state that exfoliated nanoclay structures are responsible for the majority of the reinforcement within a polymer nanocomposite and that intercalated structures were responsible for much less. They cited increases in modulus and decreases in tensile strength and other properties as evidence that only intercalated structures were obtained. This was observed in composites produced by Botana et al., 29 where intercalated PHB cloister 30B nanocomposites yielded improved elastic modulus results but decreased tensile strength. It would appear from the results discussed above that only intercalation was achieved in composites of both PLA and PHB in this study. The level of intercalation achieved is further discussed in x-ray diffraction section.
The effect of mixing route on the mechanical properties of PLA and PHB nanocomposites
The mechanical properties of both PLA and PHB nanocomposites, produced using five different mixing techniques, were examined to determine whether altering the mixing route could affect the properties of the nanocomposite produced. Composites containing 5 wt% nanoclay for each polymer were prepared. As melt intercalation offers the most cost effective method of producing polymer nanocomposite on a large scale, the aim of this section was to minimise the stages of extrusion with the hope of reducing both cost and processing degradation.
The process of delamination and dispersion of the nanoclay particles requires extended mean residence time and not high shear intensity as might be expected. 30 Increased mean residence time improves delamination and dispersion, but increased shear intensity can decrease delamination and dispersion. Typically a masterbatch will be produced, whereby the nanoclay is introduced to the polymer at a high percentage (40–60 wt%), this will then be let-down to a lower weight percentage (typically 10 wt%) prior to the final processing step, 17 in this case injection moulding. As Table 5 shows, the effect of the process of mixing and the screw configuration chosen can have a considerable effect on the mechanical properties of the composite produced. Mixing routes A and B were designed to investigate the effect of reverse flow mixing elements on the dispersion of nanoclay platelets. As the screw configuration used in mixing route B (screw configuration D contained 150 mm of reverse flow sections on each screw, the residence time of the material in the extruder barrel is extended and the mixing capabilities are increased. PLC 5 (B) exhibits superior properties to those of PLC 5 (A) and virgin PLA in every respect. These mechanical results indicate that an increased level of dispersion has been achieved.
Mechanical properties of PLA composites of 5 wt % nanoclay loading produced using elaboration routes A–E.
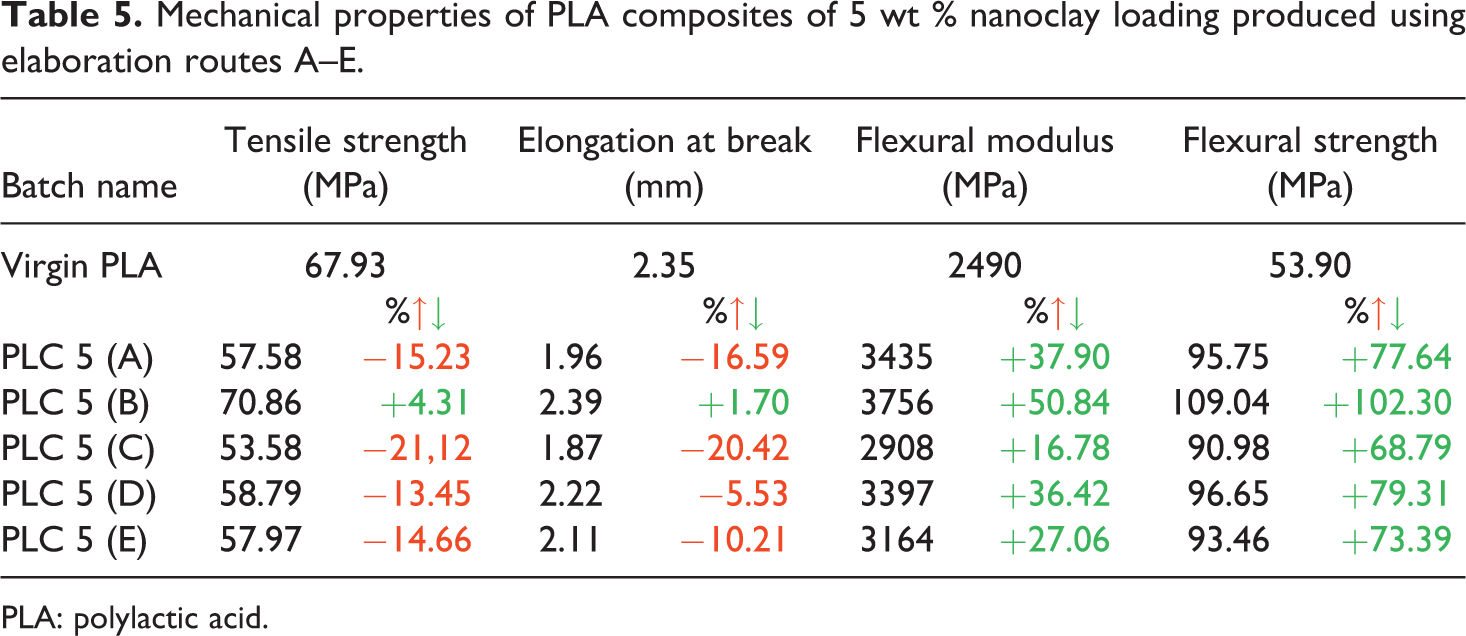
PLA: polylactic acid.
However, mixing routes A and B contained two extrusion processes in order to achieve the desired clay loading content. Whilst satisfactory results have been achieved using mixing route B, additional extrusion processes can be costly and time consuming and may also cause degradation of the material. Mixing routes C, D and E were designed in an attempt to limit the number of extrusion stages whilst striving to achieve comparable results to those of PLC 5 (B).
Mixing route C compared poorly against all other mixing routes. Using this method, 10 wt % clay was added to the polymer in one extrusion stage. The addition of nanoclay using this method is likely to have resulted in uneven dispersion of the clays and little exfoliation due to the reduction in residence time. Mixing routes D and E yielded results that were more comparable to that of route A. Whilst routes D and E consist of one extrusion stage, they differed in the method of clay delivery used. Route D involves the production of a 30-wt% clay masterbatch which was then hand mixed prior to moulding to achieve a 5-wt% nanocomposite material. Whilst the results achieved are slightly better than route C, it would appear that the clay loading of 30 wt % is too difficult to disperse during injection moulding, and it is likely that large agglomerates are formed in the composite. Route E involved the use of a side feeder that fed additional polymer into the extruder at the midway point of the barrel, effectively combining the masterbatch and let-down stages into one single process. Whilst the mixing achieved with this route was not comparable with that achieved in route B, it was advantageous as only one extrusion stage is necessary to achieve a let-down material of 10 wt% loading. The screw configuration D was used for mixing route E, which consisted of reverse mixing sections prior to the point of entry of the side feeder, essentially extending the initial stages of the extrusion process to achieve a masterbatch step. Whilst the results achieved with route E are not in the range exhibited by composites produced using route B, they are comparable with those of composites produced using route A.
The results for PHB composites produced using the same five mixing techniques are shown in Table 6. These differ greatly from those observed for PLA nanocomposites in that PHB nanocomposites produced using routes A and B exhibited some of the weakest mechanical properties, despite the extra extrusion stage.
Mechanical properties of PHB composites of 5 wt% nanoclay loading produced using elaboration routes A–E.
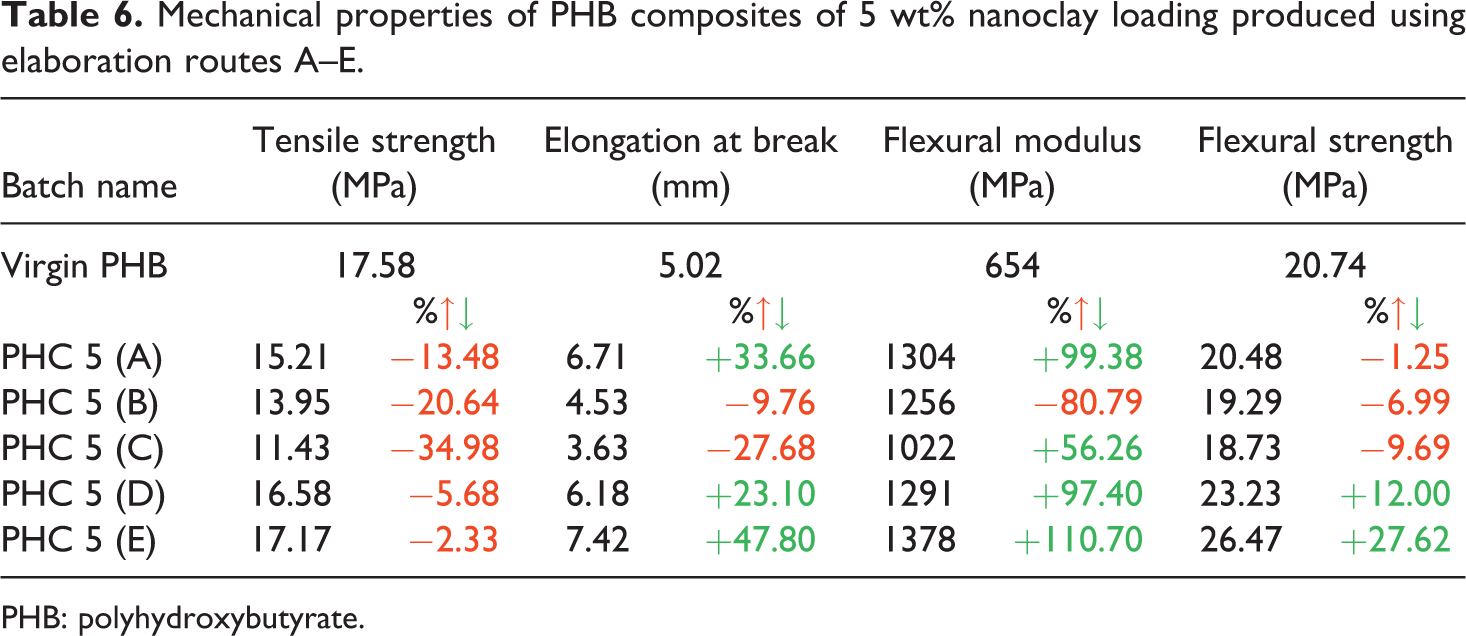
PHB: polyhydroxybutyrate.
This suggests that whilst intensive mixing and an extra extrusion stage may increase nanoclay dispersion, thermally unstable PHB may be damaged by the excessive level of processing. 31 These results would indicate that a single-stage production process for PHB nanocomposites is necessary. Single extrusion routes D and E compared favourably with routes A and B, with mixing route E yielding a nanocomposite exhibiting improved mechanical properties in every aspect. The results exhibited for PHC (5) E exceeded those of virgin PHB in all aspects except tensile strength; elongation at break, flexural modulus and flexural strength increased by 47.8, 110.7 and 27.62%, respectively. The increase in tensile strength when compared with other mixing routes would indicate that some level of exfoliation has been achieved in PHC (E). Whilst the mechanical properties do not surpass those of fully exfoliated structures, 27 they do indicate that a single-stage extrusion process, where the stages of masterbatch and let-down are combined into one, is a viable means of producing PHB nanocomposites. In fact, results obtained for PHC 5 (E) compare favourably with those in other literature, with Carli et al. 26 reporting a 100% increase in modulus and a 20% decrease in tensile strength compared with a 110% increase and 2% decrease shown in the same properties by PHC 5 (E). Botana et al. 29 reported an increase of 12% in modulus and a 9% decrease in tensile strength. In both the aforementioned studies, nanocomposites were prepared using a mixing route similar to mixing route C.
From the results obtained in this study, it is clear that a single extrusion process is the best option for PHB nanocomposites to avoid degradation of the polymer. The results from routes D and E were the most promising and were comparable and in the case of PHC (E) better than those reported elsewhere in the literature for intercalated composites. The results from PLA nanocomposites indicate that the polymer is not as susceptible to thermal degradation during processing. The incorporation of reverse mixing elements into the screw configuration appear to have increased the levels of intercalation achieved and possibly resulted in partial exfoliation, as indicated by the increase in tensile strength of PLC (B). The flexural results obtained for PLC 5 (B) are superior to those reported by Sinha et al., 32 in that study well-ordered intercalated PLA nanoclay composites were reported that exhibited increases of 16% in flexural modulus and 41% in flexural strength compared with virgin PLA. The increases seen for PLC (B), (50% increase in modulus and 102% increase in strength) suggest that this composite may display a certain degree of exfoliation that will be further explained in x-ray diffraction. The results obtained from PLC 5 (E) indicate that well-intercalated structures were likely obtained and the increases in this composite also exceed those of other reported works. 33 This suggests that the development of a one-stage process to combine the masterbatch and let-down stages into one extrusion stage may also be viable for PLA.
When comparing the results obtained for both PLA and PHB composites in this study with those in the literature reported for partially exfoliated nanocomposites, Bordes et al. 27 for PHB and Paul et al. 10 for PLA, it can be seen that there is still the possibility to improve the levels of exfoliation achieved. Processing conditions can account for increases in the exfoliation of nanoclays; however, a key factor is the interaction between the polymer and the organic modifier present between the silicate layers. The incorporation of MA-grafted compatibilisers has been investigated previously by Drzal et al. 23 for PHB composites, whereas the preparation of PLA nanocomposites compatibilised with PLA-g-MA has been reported by Plackett 33 and Petersson et al. 34 with varying success.
The effect of compatibiliser incorporation on the mechanical properties of PLA and PHB nanocomposites
In order to fully evaluate the viability of a single-stage extrusion process as a means of producing polymer nanocomposites, the inclusion of compatibilising agents was examined. PHB-g-MA and PLA-g-MA were used in conjunction with each polymer using the two most successful mixing routes from the previous section. Grafted polymers replaced the virgin polymers in the masterbatch stage of each process to achieve a final clay loading of 5 wt% and a compatibiliser loading of 7.5 wt%.
When compatibilisers of each polymer type were incorporated into their respective composites, mechanical properties were greatly improved in almost all instances as shown in Table 7. The enhanced molecular bonding possible when pendant anhydride comes into contact with the organic content of the I.44P nanoclay may be responsible for an increase in dispersion of the silicate layers and therefore a greater stress transfer between polymer and silicate. PLA composites with compatibilisers incorporated at the masterbatch stage exhibited improved flexural properties compared with their uncompatibilised counterparts, 8% and 17.05% increases in terms of flexural modulus and flexural strength, respectively, in the case of PLC MA (E).
Mechanical properties of PHB and PLA-compatibilised composites compared with virgin base materials.
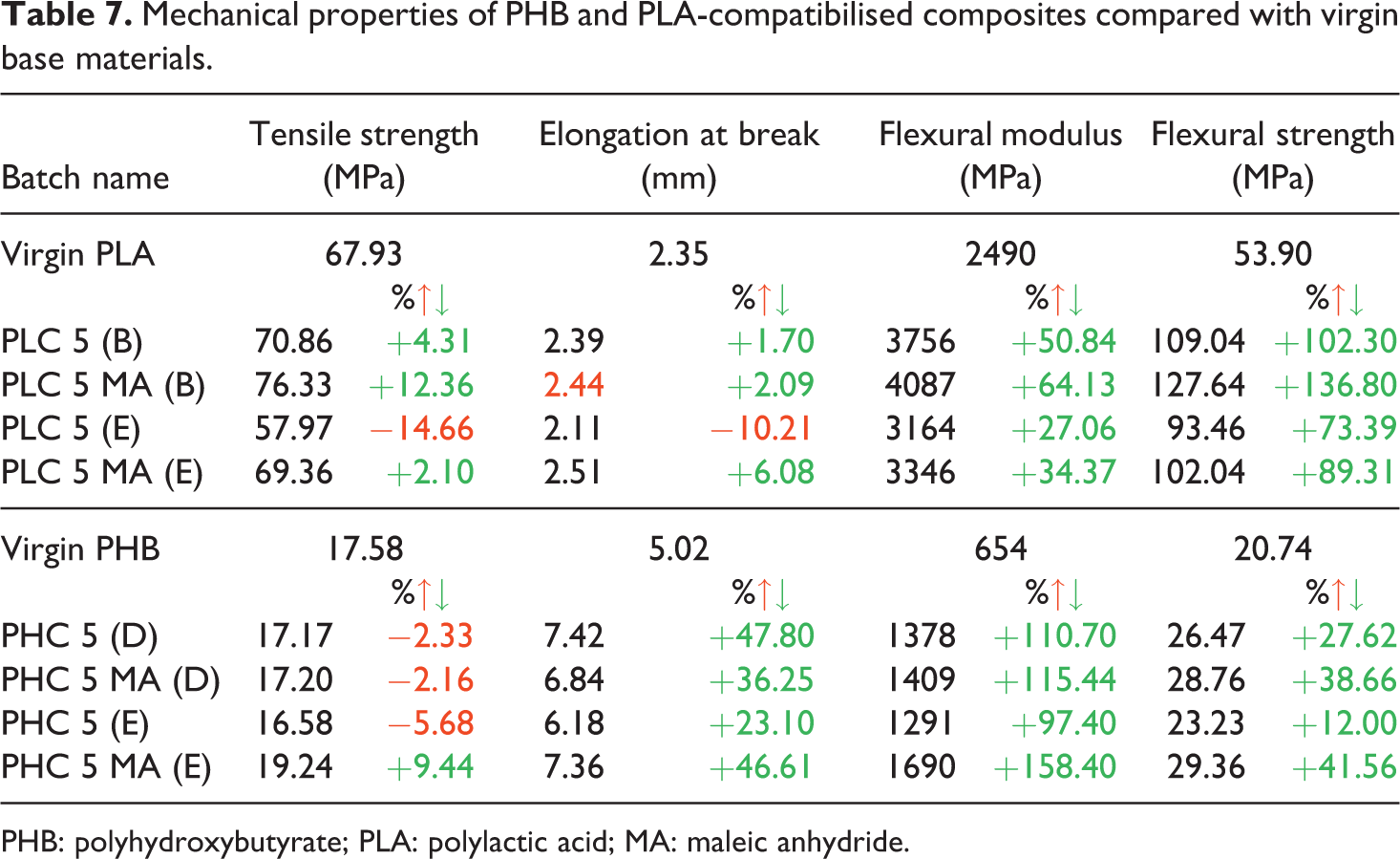
PHB: polyhydroxybutyrate; PLA: polylactic acid; MA: maleic anhydride.
Tensile properties also improved, although more so in the case of PLC 5 MA (E) than PLC 5 MA (B), with tensile strength increasing by 16 MPa for PLC 5 (E) compared with PLC 5 MA (E), as opposed to an increase of 8 MPa between PLC 5 (B) and PLC 5 MA (B). Similarly for elongation at break, PLA composites produced using mixing route E exhibited enhanced mechanical properties upon addition of compatibilisers when compared with those produced using mixing route B, perhaps due to the reduction in extrusion stages. These increases in tensile strength indicate the presence of exfoliated structures in the nanocomposites. 28 Petersson et al. 34 report increases in the tensile modulus and strength that are comparable to those seen in this work, whilst Plackett 33 reported mixed results for compatibilised systems which did not indicate any beneficial effects from the addition of PLA-g-MA. The optimisation of clay loading and mixing route in this study prior to the incorporation of PLA-g-MA may have led to a greater degree of success compared with other reported works.
PHB nanocomposites also exhibited improved mechanical properties with the incorporation of a compatibiliser. PHC 5 MA (D) in particular showed improvements when compared with virgin PHB and PHC 5 (D). A single-stage masterbatch/let-down (MB/LD) process (mixing route E) also yields an effective nanocomposite material, proving that this is a viable method, particularly for thermally sensitive polymers such as PHB. The flexural properties of these composites are improved compared with uncompatibilised nanocomposites in this work and in the literature as previously discussed, 26,27,29 with PHC 5 MA (E) exhibiting an increase of 158.40% in flexural modulus when compared with virgin PHB. The incorporation of PHB-g-MA would appear to have increased polymer silicate interaction and aided in the intercalation and dispersion of the nanoclay. Increases in the intercalation of PHB composites was previously reported by Drzal et al., 23 the incorporation of PHB-g-MA into 5 wt% nanocomposites yielded an increase of 25 Å in the interlayer spacing and a reduction in the peak intensity relating to a partially exfoliated structure. Unfortunately no mechanical results for these intercalated/exfoliated composites were supplied with which to compare with the results herein.
X-Ray diffraction
The x-ray diffraction data for composites of each polymer type are interesting to observe in light of the mechanical results. Mixing routes are shown to have a considerable effect on the diffraction angle observed for I.44P montmorillonite in all composites. A shift in the diffraction peak from 3.9° for pristine I.44P to 2.3° for PLC 5 (B) represents the largest increase in interlayer spacing of all uncompatibilised composites produced as seen in Figure 3. The corresponding data in Table 8 shows that this shift in diffraction peak represents an increase of over 15.73 Å in interlayer spacing to give a d-spacing of 38.37 Å. Comparatively PLC 5 (C) and (E) exhibit interlayer spacing of 31.75 and 33.18 Å demonstrating the importance of the masterbatch let-down process in the intercalation and exfoliation of layered silicates by melt intercalation. It is also evident that a secondary diffraction peak can be observed in Figure 3 which corresponds to silicate layers with a smaller d-spacing, which have perhaps been damaged during the extrusion process. In the case of PLC 5 (B), the secondary peak occurs at a higher angle than that of any of the other PLA nanocomposites indicating that the organic content of some silicate tactoids have been degraded and the d-spacing has decreased. This is evident in the shift of the typical I.44P peak from 3.9° to an angle of 5.06° representing a reduction of 5.18 Å in interlayer spacing. The secondary peak in other PLC composites occurs at slightly lower diffraction angles of 4.32 and 4.74 for PLC 5 (C) and PLC 5 (E) suggesting that the degradation of organic content was not as prevalent in these composites. 35
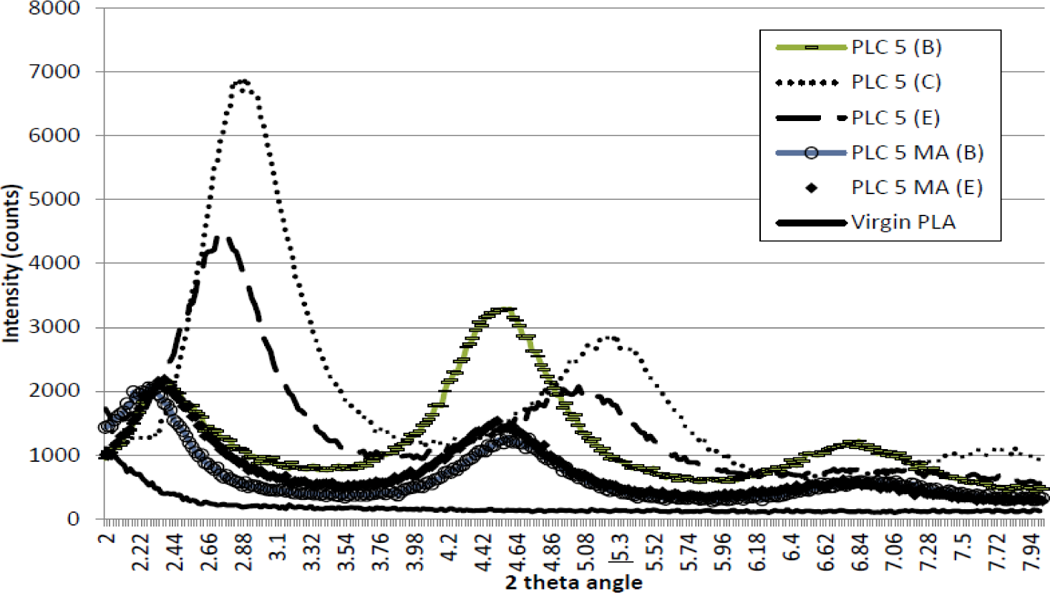
XRD data taken from 2° to 8° for PLA nanocomposites compared with virgin PLA. XRD: x-ray diffraction; PLA: polylactic acid.
X-Ray diffraction data for PLA and PHB nanocomposites produced using various elaboration routes and compatibiliser addition.
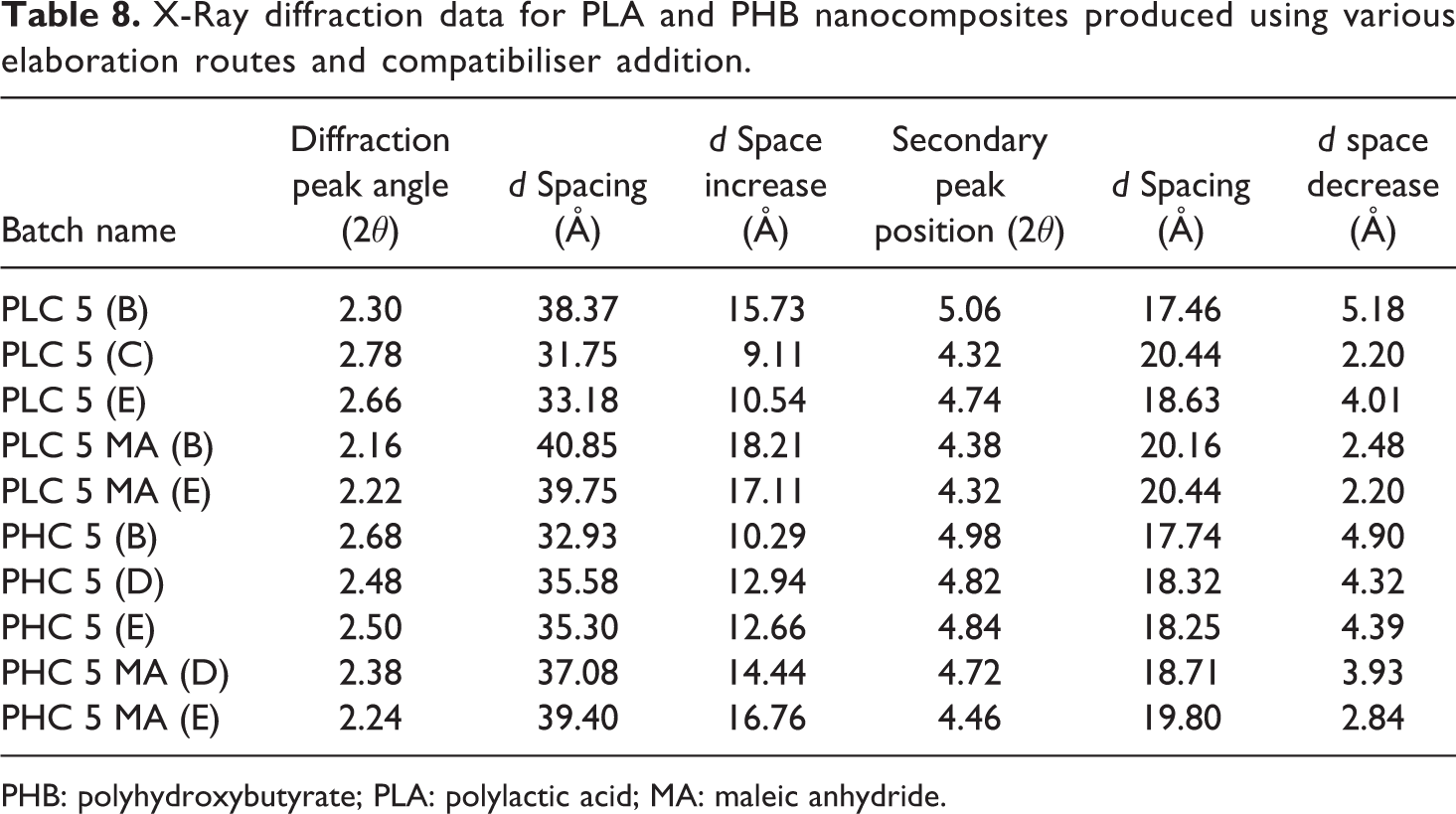
PHB: polyhydroxybutyrate; PLA: polylactic acid; MA: maleic anhydride.
The incorporation of compatibilised PLA also affects the interlayer spacing achieved in PLA nanocomposites as shown in Table 8. PLA 5 MA (B) has a diffraction angle of 2.16° corresponding to a d-spacing of 40.85 Å, almost double that of pristine clay and almost 2.5 Å greater than that of its uncompatibilised counterpart, PLC 5 (B). The single-stage MB/LD process (mixing route E) also compares favourably with other composites when compatibilised PLA is incorporated, interlayer spacing increased from 33.18 to 39.75 Å when PLC 5 (E) and PLC 5 MA (E) are compared. The results obtained from XRD of PLA nanocomposites correlates to the mechanical data discussed previously. Of the uncompatibilised composites, PLC (B) exhibits the greatest interlayer spacing (38.37 Å); this correlates to the increased flexural modulus, strength and tensile strength compared with PLC 5 (C) and PLC 5 (E) that exhibited interlayer spacing of 31.75 and 33.18 Å, respectively. The high levels of intercalation achieved, particularly in composites produced using mixing route B and in composites containing PLA-g-MA, (PLC 5 MA (B) has an interlayer spacing of 40.85 Å), correlate to the considerable increases observed in both tensile and flexural properties.
Other works report much higher diffraction angles for melt-intercalated PLA nanoclay composites. Sinha et al. 36 report a diffraction peak at 3.16° corresponding to an interlayer spacing of 28 Å for PLA nanocomposites. Whilst Krikorian et al. 37 reported interlayer spacings of 38.08 and 36.03 Å for PLA nanocomposites, slighty lower than those reported in this study which indicates that greater levels of intercalation were achieved in this work.
Similar results can be observed for PHB composites in Figure 4. Interlayer spacing increased in correlation with the mechanical results reported previously. PHC 5 MA (E) exhibits the largest increase in d spacing of all PHB composites. It is notable that the position of the secondary peak position for PHB composites is, in general lower than that of PLA composites, likely due to the lower temperatures used during processing resulting in less thermal degradation of the clays organic content. 35 Drzal et al. 23 previously reported an increase of 25 Å in the interlayer spacing of PHB nanocomposites, from 19 to 44 Å, with the incorporation of PHB-g-MA, corresponding to a shift of the diffraction peak relating to nanoclay to a 2θ angle of 2°. Drzal et al. 23 stated that this shift in diffraction angle coupled with the decrease in the intensity of intercalation peak at 2θ = 2° indicates a greater number of exfoliated clay plates. Whilst the decreases in diffraction angle for compatibilised PHB nanocomposites in this study are not to the level reported by Drzal et al., 23 they are still considerable and accompanied by reductions in peak intensity. This indicates that a mixture of exfoliated and well-intercalated structures was obtained, particularly in the case of PHC 5 MA (E). In comparison with XRD data of uncompatibilised PHB composites reported in other literature the composites in this study are far superior. Carli et al. 26 reported no shift in the diffraction peak in PHB nanoclay composites, indicating that agglomerate structures were obtained. Botana et al. 29 reported only slight changes in the diffraction angle of PHB nanoclay composites, citing them as the presence of a more disordered layer stacking system due to partial intercalation.
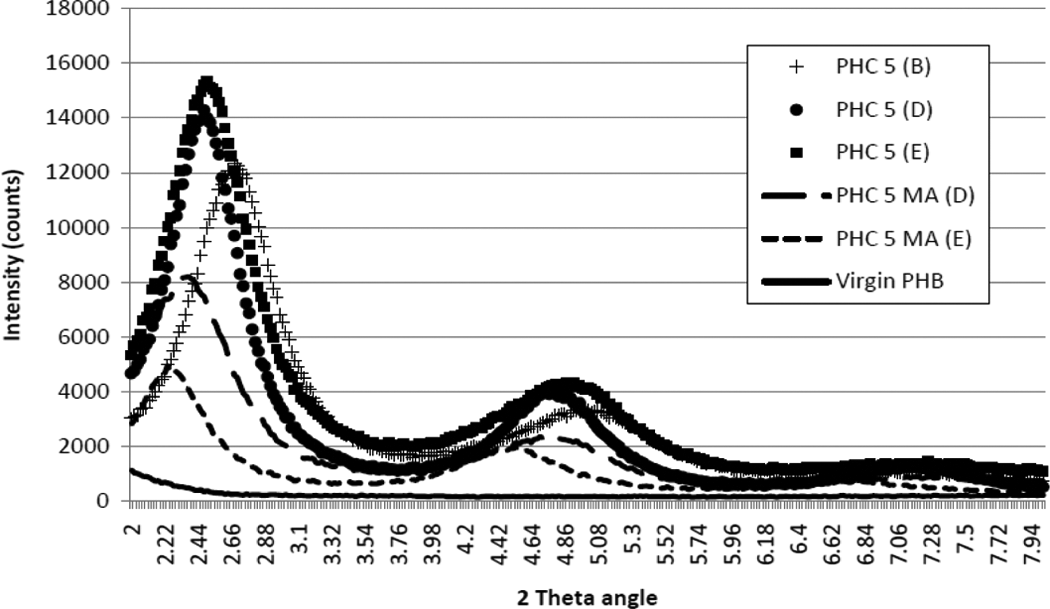
XRD data taken from 2° to 8° for PHB nanocomposites compared with virgin PHB. XRD: x-ray diffraction; PHB: polyhydroxybutyrate.
Compostability
The compostability of the nanocomposites was examined using optical microscopy. It was observed that PLA nanocomposite samples break down at a faster rate than that of virgin PLA in a composting environment, as shown in Figure 5. The increased levels of intercalation achieved in certain composites, as shown previously using XRD, would also seem to affect the rate at which biodegradation occurs. It is especially interesting to examine the images taken after 3 weeks in compost. When comparing image C with image O in Figure 5, it can be seen that surface degradation is much more prevalent in the composite sample. The occurrence of this surface degradation appears to be more prevalent in composites where high levels of intercalation were observed, when comparing images C, G and K in Figure 5, it can be seen that the level of degradation increases considerably.
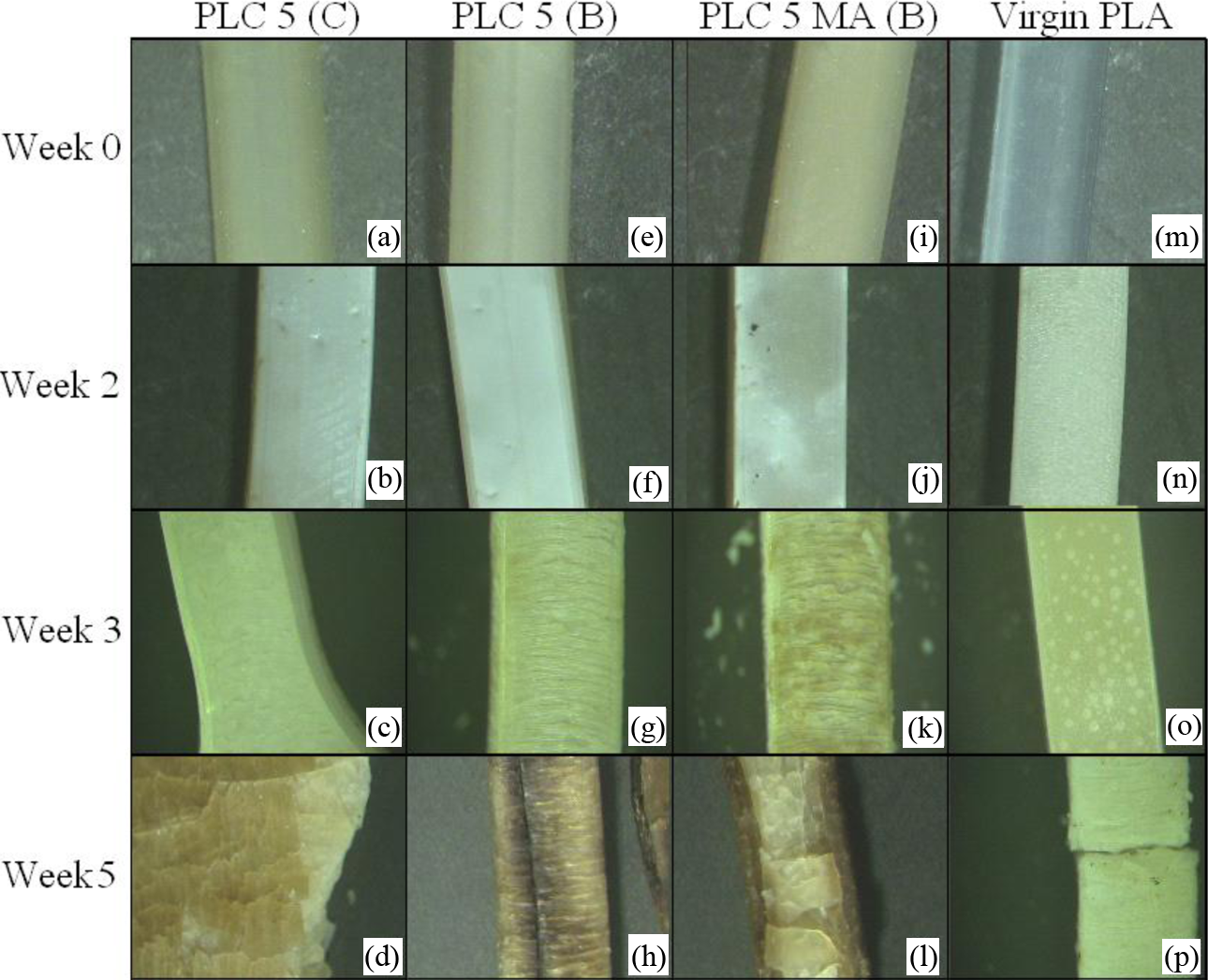
Microscopic images of PLA nanocomposite samples (×10 magnification) taken over a 5-week period compared with virgin PLA. PLA: polylactic acid.
These results are in keeping with findings previously reported by Fukishima et al. 14 where it was shown that nanoclay increased the rate of degradation of PLA composites in a composting environment due to the presence of hydroxyl groups belonging to the silicate layers of the clays, which being finely dispersed in the PLA, may play a catalytic role on hydrolysis of the ester groups of the matrix.
Similar compostability trends can be seen for PHB nanocomposites, though the rate of degradation is not to the same extent reported for PLA composites. Differences in the rate of biodegradation can still be seen by microscopic examination as shown in Figure 6. It is evident from these images that surface degradation occurs at a faster rate in composite materials than in virgin PHB. This becomes particularly noticeable after Week 3 and the difference escalates at Week 5. Similar to the results reported for PLA composites, the rate of biodegradation appears to increase as the levels of silicate intercalation increase. Samples shown in image K exhibit the early stages of surface degradation followed by cracking and peeling of the composite in image L. This is exhibited to a much lesser extent in images C, D, G and H, where the same levels of exfoliation were not achieved, though evidence of degradation can still be seen in images in D and H (highlighted by the red circle).
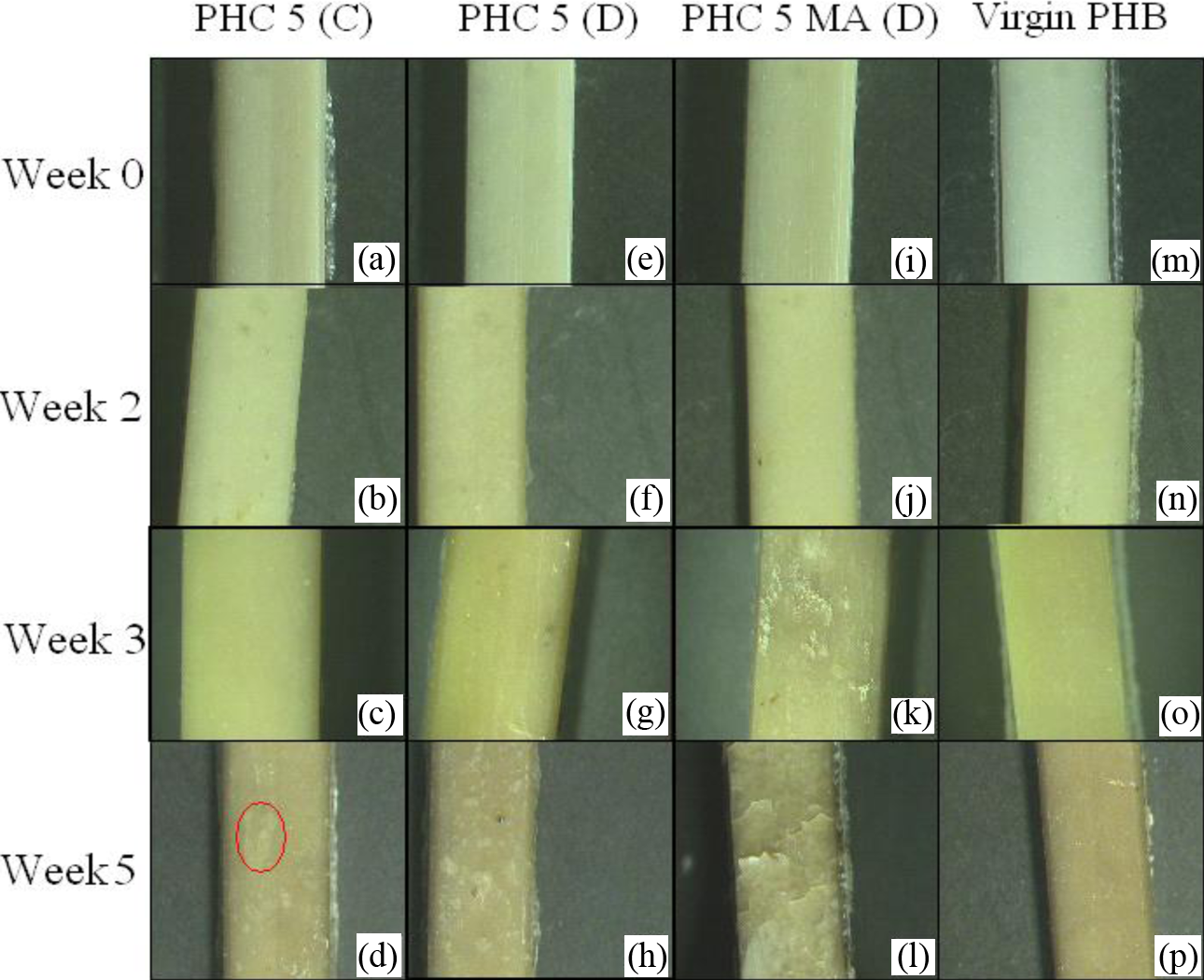
Microscopic images of PHB nanocomposite samples (×10 magnification) taken over a 5-week period compared with virgin PHB. PHB: polyhydroxybutyrate.
Conclusion
It can be deduced that the optimum clay loading for both PLA and PHB nanocomposites is 5 wt%. Composites produced with 7 wt% loadings showed the poorest mechanical properties indicating that above 5 wt% tactoids may be difficult to disperse and intercalation may become difficult. It was deemed possible to reduce the number of extrusion processes necessary for melt intercalation as extrusion can be a costly process and cause polymer degradation. Routes, C, D and E were designed to limit the extrusion processes to a single stage. It was shown that even in the presence of reverse mixing blocks, nanoclays were difficult to disperse using route C. Route E offered a viable option for single-stage extrusion of nanocomposites, effectively combining the masterbatch and let-down stages into one with the use of a side feeder and reverse flow sections. The results from composites produced using this method were comparable with route A in the case of PLA and in the case of PHB offered the best method of production. Further development of the process with the incorporation of compatibilisers for both polymers led to considerable improvements in the mechanical properties. The levels of intercalation responsible for the mechanical properties were observed using XRD and increases in interlayer spacing correlating to the mechanical properties observed. The improvements in intercalation were also shown to affect compostability of both composites. Composites with increased interlayer spacing degraded faster and the nanocomposites in general degraded at a faster rate than the virgin polymers. Although full exfoliation was not achieved in the case of either polymer, considerable increases in the interlayer spacing was observed, indicating intercalation of the polymers into the clay layers.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported in parts by grants from Enterprise Ireland and the Athlone Institute of Technology Research and Development fund.