
Abstract
This paper deals with fabrication and characterization of unique polyphenylene ether/polystyrene/nylon-6/glass composites. Compounding of ternary blends with glass fibres was performed using twin screw co-rotating extruder. Test specimens were fabricated by compression moulding and injection moulding. Effect of maleic anhydride, fibre type (chopped and long), fibre content (30 wt. % and 40 wt. %) and fabrication method (compression moulding and injection moulding) on mechanical and thermal properties was studied. Maleic anhydride negatively influenced mechanical and thermal properties. Composites with 40 wt. % chopped fibres showed superior mechanical strength and those with 30 wt. % long fibres showed superior thermal properties, tensile and flexural moduli. Injection moulded specimens exhibited superior mechanical and thermal properties. The composites were studied for moisture content, density, melt flow index, glass transition temperature, thermal degradation temperature and mechanical properties. Interfacial strength was examined using scanning electron microscopy.
Keywords
Introduction
Polyphenylene ether (PPE) has high dimensional stability, superior fire and moisture resistance, low thermal expansion coefficient and notch insensitivity.1,2 However, its applications are limited because of poor processability.2-4 It can be improved by blending it with polystyrene (PS).3,5 Solvent resistance and mechanical properties of PPE can be improved by blending it with nylon-6. 2 PPE/PS blends are weak in resistance to hydrocarbons and halogens and are prone to stress cracking.2,6,7 PPE/nylon-6 blends are high in melt viscosity and prone to colour shifting due to UV exposure.2,7 Nylon-6 is crystalline and PPE is amorphous. Nylon-6 has amide group and PPE has phenolic group. They are thermodynamically immiscible and hence blending PPE with nylon-6 needs maleic anhydride (MA).7-9 It is difficult to process long fibres and distribute them in polymer because of feeding inconsistency in extruders. 10 It is easier to feed chopped glass through side feeder. 11 During processing fibre/matrix de-bonding and voids are caused by fibre bundles. 12 Nylon-66 with long/chopped fibre13,14 was compounded in twin screw extruder. 15
Effect of screw speed in nylon 66/glass fibre compounding was studied. The authors observed decrease in tensile and impact properties due to fibre attrition at higher screw speed in both chopped and long fibres.16-19 Glass fibres (4.5 to 6.0 mm long) with polypropylene was compounded in twin screw extruder. Length of fibres in the compounded pellets was 1.5 to 3.0 mm and in the injection moulded was 0.2 mm20,21 causing low impact strength. 22
In long fibre composites impact properties are strongly influenced by length, content and distribution of fibres.21,23,24 In nylon 66/PP, length of fibres in pellets was 4 to 10 mm, injection moulded were 1 to 3 mm long and compression moulded were 6 to 10 mm.25,26 PP-g-MA was added as coupling agent promoted polymer/fibre adhesion.15,27
Compression moulding can be used for long and chopped fibres and it has ability to effectively mould large and complex parts with low material wastage and fibre breakage. Injection moulding encounters fibre attrition but yields superior mechanical properties and smoother surface appearance.21,12 Peters 20 reported fibre breakage in injection moulding due to high stresses induced by melt flowing through the gates or within the mould cavities. Hence, compression and injection moulding have advantages and limitations. 22
Polyphenylene oxide (PPO/PA6/glass showed inferior mechanical properties due to poor glass / polymer adhesion. 28 Authors 29 studied effect of glass fibre in PPO/high impact polystyrene (HIPS) and reported decrease in mechanical properties with fibre above 23.1 wt. % due to greater melt viscosity, disordered fibre orientation and size of voids.
Effect of MA was studied by preparing ternary blends with and without MA. Ternary blends with 40/40/20 wt. % prepared by twin screw extrusion showed superior mechanical and thermal properties when prepared without MA. 30 Glass reinforced composites of binary blends of PPE/PS and PPE/nylon-6 are reported in the open literature. Authors reported decrease in tensile and bending strengths for glass fibre content greater than 23%. 29 Open literature sugests that MA is used as compatibiliser in amorphous and crystalline polymer blends. Maleic anhydride is hazardous and should be avoided. Glass fibre reinforced ternary blends of PPE/PS/ nylon-6 is not reported so far. This paper is an attempt to study the glass reinforced composites of ternary blends of PPE/PS/nylon-6 (40/40/20 wt. %) using the best mass percentage of the polymers and compare the mechanical and thermal properties with and without maleic anhydride. The paper first time reports the properties of the composites considering injection moulding and compression moulding along with chopped and long fibres. PPE/PS/nylon-6/glass pellets were prepared using TSE. Test specimens were prepared by injection moulding and compression moulding and characterized for tensile, impact and flexural properties, heat distortion temperature (HDT), vicat softening temperature (VST), and thermal stability, moisture absorption and melt flow rate. Rule of mixtures was used to compute the properties.
Experimental details
Materials and processes
PPE (PX-100 L, Mitsubishi Engineering, Singapore), PS (SC201LV, Supreme Petrochem Ltd, Mumbai), Nylon-6 (PA6 LUHS1, Loxim, Ahmedabad), MA (39125 K05, SD fine chemicals, Bangalore) and E-glass (Jushi, China), chopped glass (352B, dia. 14 to 17 μm, fibre length 4.5 mm) and long glass (300, dia. 14 to17 μm) were used.
Pellets were prepared using twin screw extruder, Figure 1(a) (OMEGA 40, Steer Engineering, Bangalore), length to dia ratio of the screw 1:44, speed 300 rpm and temperature 160 °C to 280 °C. Vacuum was applied (barrel 8) before the metering zone. For compounding with chopped fibres, the polymers were directly fed to the intake barrel (1) and chopped fibres through side feeder barrel (5). For compounding with long fibres, they were fed directly at (5). The materials were passed through melting barrel (4), mixing/distribution at barrels (7) composed of conveying and kneading elements in Figure 1(b). In TSE, dynamic stirring elements (DSE) and fractional mixing elements (FME) were employed for achieving lower energy and shear rate resulting in lower melt temperature. Function of these screw elements are mixing, wetting of fibre and their distribution enabling retaining longer fibres and hence superior mechanical properties.

(a) Schematics of PPE/PS/nylon-6 ternary blend with chopped and long glass fibre using twin screw co-rotating extrusion and (b) Zones/barrels of extruder used for compounding.
Hot melt was directly compression moulded at 230 °C, 10 MPa, breathing time 60 sec and dwell time 30 sec. Mould plate dimensions were 290 x 240 x 5 mm3. Specimens were cut to size using CNC miller and aged at 23 °C for 16 hours.
For injection moulding the hot melt was passed through a die and water bath for quenching and palletizing. The pellets were passed through injection moulding machine (L & T, 100 tonnage, S-series) at 260 °C and back pressure 1.0 MPa. The specimens were aged at 23 °C for 16 hours as per ISO 527 for injection moulding.
Design of experiments
PPE/PS/nylon-6/glass specimens were fabricated using L8 array and parameters (Table 1).
Experimental array for PPE/PS/nylon-6/glass.

Testing of specimens
Mechanical testing of PPE/PS/nylon-6/glass
Tensile tests were conducted on specimens (150 x 10 x 4 mm3) using instron UTM, model 5569 A, (TA instruments division, Bangalore), as per ISO 527 at 5 mm/min. Tensile fractured surfaces were studied using SEM (1E5 X) after gold sputtering (JSM-IT, model 300LV, Mysore, India). Flexural tests were conducted on specimens (80 x 10 x 4 mm3), using the same Instron UTM as per ISO 178 at 2 mm/min. Un-notched Izode impact tests were conducted on specimens (80 x 10 x 4 mm3) using model 7611, (CEAST, Bangalore) as per ISO 180, hammering with 5.5 J. Density was determined by using 10 mg samples at ambient temperature as per ASTM D792 using (Mettler Toledo, Chennai, India). Fibre length was determined as per ASTM D 5630 (Intertek, Bangalore). Specimens were heated to 600 °C for 1 hour in the burn-off test to determine the fibre length.
Thermal characterization
Glass transition temperature (Tg) and melt temperature were determind using DSC as per ISO 11357 (Model TGA 4000 Perkin Elmer, Bangalore). Specimens weighing 10 mg were heated and cooled from 30 °C to 300 °C at 10 °C/min using N2 gas @ 50 ml/min. Tg was estimated by using Fox equation (1) applicable for amorphous blends and composites: 31

where
Addition of glass to the blend increases its Tg and the shift in Tg can be estimated as per Kwei using equation (2):

where Tgc and Tgo are Tg of composite and polymer respectively, ΔTg∞ is maximum Tg shift for the composite and B an empirical constant is 1.8 for glass fibres. φf is the weight fraction of glass fibre.
To determine total crystallinity, equation (3) was used:

where ΔHf is the measured enthalpy of the sample’s melting, % crystallinity is calculated for nylon-6 for which ΔH100 = 230 (±20) J/g, 32
TGA as per ISO 11358 was performed on 10 mg specimens by heating from 30 °C to 900 °C at rate of 10 °C / min using N2 gas @ 50 ml/min (Model Q 200, TA instruments Bangalore).
HDT of specimens (80 x 10 x 4 mm3) was measured at two loads, 0.45 MPa and 1.82 MPa, as per ISO75, using(model 6921, CEAST, Bangalore) by increasing temperature at 2 °C / min till the specimen deflected by 0.25 mm.
VST was determined as per ISO 306 by applying 50 N at 120 °C / hr (model 6921, CEAST, Bangalore).
Moisture content was determined as per ASTM D6930 using (model MA160 -1, Sartoriu, Bangalore). Melt flow index (MFI) was determined as per ISO 1133 (model 7028, CEAST, Bangalore). It measures the capability of the melted polymer to flow when pressure is applied. MFI is inversely related to viscosity of the melted polymer at test conditions (280 °C at 5 kg load).
Grey relational analysis
In grey relational analysis (GRA), the experimental mechanical properties of specimens S1 to S8 were normalized between zero and unity by adopting ‘Larger the better’ quality characteristic as given by equation(4). The grey relational coefficients (GRC) were computed from the normalized experimental responses to correlate between the desired and actual data according to equation (5). Grey relational grade (GRG) was computed for the overall evaluation of the multiple responses (mechanical properties) by averaging the GRC according to equation (6).

where xi (k) is grey relational value, min yi (k) is the smallest value of yi (k) for the kth response, and max yi (k) is the largest value of yi (k) for the kth response.

where quality loss function (

where n is the number of properties under consideration. Based on Gi values, the specimens were ranked from best to worst.
Results and discussion
Mechanical properties
Table 2 presents the mechanical properties of PPE/PS/nylon-6 (40/40/20 wt. %) and PPE/PS/nylon-6/glass, prepared with and without MA.
Mechanical properties of the ternary blends and composites.

TS: Tensile strength, TM: Tensile modulus, EB: Elongation at break, FS: Flexural strength, FM: Flexural modulus, IS: Impact strength, FB: Fibre length.
Initial study of PPE/PS/nylon-6 (40/40/20 wt. %) prepared without MA showed highest TS 65.74 MPa, TM 62 GPa, FS 82.22 MPa, FM 2.42 GPa and IS 20.82 KJ/m2. The blends were reinforced with glass fibres using compression moulding and injection moulding.
Injection moulded (S6) with 40 wt. % chopped fibres and without MA showed highest tensile and flexural strengths, Figure 2(a). The specimens retained fibre length because of moderate injection pressure. Uniform fibre wetting and fibre distribution in injection moulding lend superior mechanical properties. Compression moulded specimens showed inferior mechanical properties due to poor fibre wetting and formation of randomly oriented fibre bundles. Impact strength was highest in S5 due to long fibres, higher fibre content (40 wt. %) and compression moulding. Tensile and flexural moduli were superior in injection moulded S4 with 30 wt. % long fibres, Figure 2(b). While chopped fibres (40 wt. %) yielded superior tensile, flexural and impact strengths Figure 2(c), long fibres yielded superior tensile and flexural moduli (Table 2). Addition of MA increased viscosity of the composites and did not show improvement in mechanical properties, Figure 2(d).

Mechanical properties of glass fibre/PPE/PS/nylon-6: (a) and (b) Compression moulding vs. injection moulding, (c) Chopped vs. long glass fibre, (d) with and without MA.
Grey relational analysis (GRA)
Grey relational (Lin, 2004) 33 grades and normalized values as per equation (4) and (5), for PPE/PS/nylon-6/glass (S1 to S8) are presented in Table 3.
Grey relational grade and normalized value grades.

For GRA, experimental mechanical properties of specimens S1 to S8 were normalized between zero and unity by adopting ‘Larger the better’ quality characteristic as given by equation (4). Grey relational coefficient (GRC) was computed from the normalized experimental responses to correlate between the desired and actual data according to equation (5). Grey relational grade (GRG) was computed for the overall evaluation of the multiple responses (mechanical properties) by averaging the GRC as per equation (6).
Specimen calculation for S1 specimen:
Applying equations (4 -6) for PPE/PS/nylon-6 with 30 wt. % chopped glass fibre composites prepared with MA, compression moulded
Tensile strength, max = 112.10 MPa and min = 54.01 MPa (Table 2).
I. Normalized value
i. 
ii. xi(k) =
II. Deviation sequence (1 – Normalized values)
1 – 0 = 1
1 – 0.4964 = 0.5036
where xi (k) is grey relational value, min yi (k) is the smallest value of yi (k) for the kth response, and max yi (k) is the largest value of yi (k) for the kth response.
III. Grey coefficients

i.
ii.
where quality loss function (
IV. Grey average



where n is number of experimental responses.
Grey coefficient, average and grey ranking computed as per (6) for the properties of PPE/PS/nylon-6/glass (S1 to S8) are presented in Table 4.
Grey and normalized coefficient and grey average and ranking.
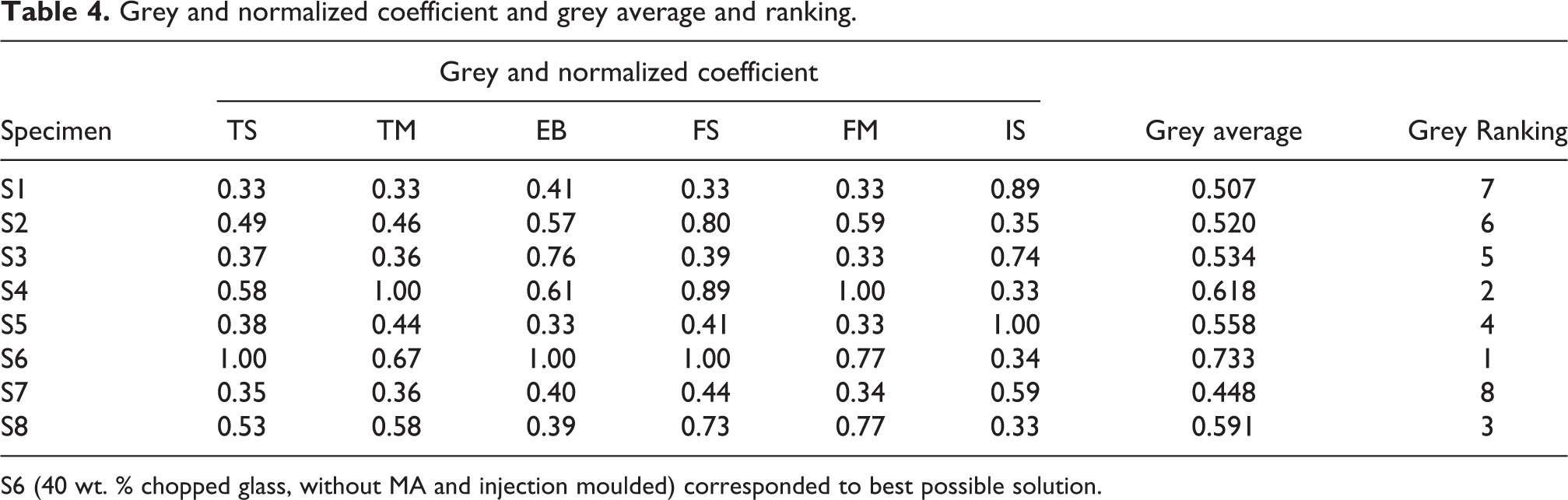
S6 (40 wt. % chopped glass, without MA and injection moulded) corresponded to best possible solution.
Fibre length in PPE/PS/nylon-6/glass
Fibre length was measured in S1–S8 (Table 1) considering 200 fibres/specimen (S1–S8).34,35 Mean and standard deviations are presented in Table 2. Fibre length was lesser in Injection moulded. Impact properties are directly related to fibre length in compression moulding. S3 of maximum fibre length were superior in impact strength and HDT. S6 with shortest fibre length were superior in tensile and flexural strengths. S4 with longest fibres were superior in tensile and flexural moduli.
Moisture, density, heat distortion, vicat- softening and melt flow rate
Density by weight displacement method, moisture content by weight loss method, Heat distortion temperature by applying 0.45 MPa and 1.82 MPa, Vicat Softening temperature and MFR of glass/PPE/PS/nylon-6 (S1–S8) are presented in Table 5.
Moisture, Density, HDT, Vicat softening, and MFR of PPE/PS/nylon-6/glass.
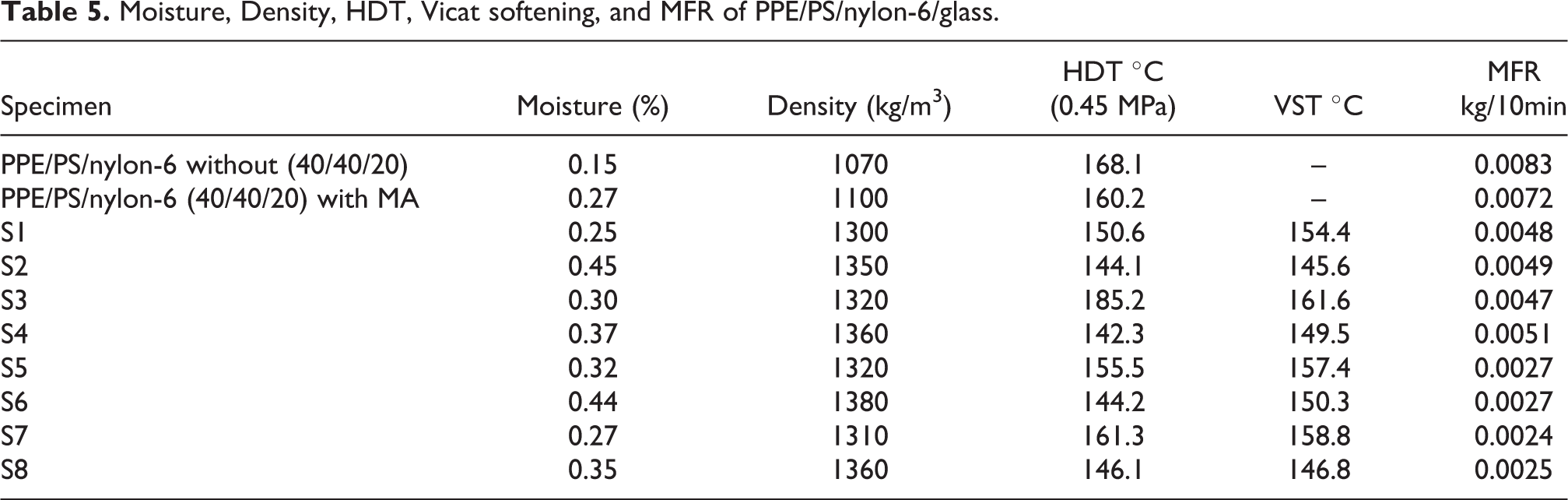
Moisture content in PPE/PS/nylon-6 was 0.27% and 0.15% processed with and without MA respectively (Table 5). Highest moisture content was observed in S2 (injection moulded, with 30 wt. % chopped fibres with MA). This indicated that addition of MA promoted undesirable moisture absorption. S6 (40 wt. % chopped fibre, without MA) showed highest density due to greater fibre content, injection moulded and with high moisture because glass fibre being crystalline tend to absorb more moisture (Table 5).
MFR was less with higher glass content (40%) due to increase in viscosity in Table 5. Addition of glass fibre increases viscosity and decreases MFR. Addition of MA increases viscosity and decreases processability. Compression moulded specimens showed higher HDT and VST (Figure 3) due to long fibres and without MA (S3). Compression moulded specimens with long fibres showed greater dimensional stability. HDT decreased with increase in fibre content. Long fibres increase stiffness of specimens, making the breakdown an energy consuming process because of greater inter-molecular forces of attraction in compression moulded specimens.

HDT and VST of PPE/PS/nylon-6/glass.
Thermogravimetric analysis (TGA)
TGA was performed using 10 mg specimens. Table 6 shows thermal stability of polymers, ternary blends and PPE/PS/nylon-6/glass.
Results of thermogravimetric analysis of PPE/PS/nylon-6/glass.

Based on experimental results of TGA and HDT, it was observed that Initial decomposition temperature (IDT) at 5% weight loss was positively correlated with HDT, in all the cases. IDT and HDT values are presented in Table 6.
PPE has least VOC, highest residual mass and degradation temperature at 900 °C indicating high thermal stability, Figure 4(a). VOC has hazardous implications and has environmental issues. VOC possess high vapour pressures (low boiling point) and their major classes are gaseous alkanes, alkenes, aromatic hydrocarbons, and oxygenated compounds. Nylon-6 has highest VOC content and it can cause health hazards such as cancer, skin allergy and asthma. 36 MA contains higher VOC and hence ternary blends processed with MA showed greater VOC, Figure 4(b). Glass fibre did not contribute to VOC. Specimens processed without MA i.e. S3 to S6 showed higher thermal stability than those with MA i.e. S1, S2, S7 and S8, Figure 4(c). Specimens without MA i.e. S4 (long fibre, 30 wt. %, injection moulded) and S6 (chopped fibre 40 wt. %, injection moulded) showed low VOC, high degradation temperature and highest residual mass indicating superior thermal stability, Figure 4(d). During polymerization, monomers seldom complete the chemical reaction. Thus, some amount of un-reacted monomer remains in the polymer. In emulsion polymerization, conversion of monomers is usually 90%. It is mandatory to remove un-reacted monomers and other VOC. Monomers with VOC often have strong and offensive odours limiting their applications. 37

TGA: (a) PPE, PS and nylon-6 (b) PPE/PS/nylon-6 neat blend (c) PPE/PS/nylon-6 reinforced composite and (d) VOC on with MA and without MA.
Differential scanning calorimetry and crystallinity studies
DSC of PPE, PS and nylon-6, their blends and composites using specimens 5 ± 2 mg are shown in Table 7 and Figure 5(a). Tg and melt temperature are obtained from Figure 5(b). Theoretical Tg computed as per (1) closely agreed with the experimental results
DSC results of PPE, PS and nylon-6, their blends and composites.

Tg (°C): Glass transition temp, Tm (°C): Melt temp, Tc: Crystalline temperature, ΔHf,: Enthalpy of the sample’s melting,
PS solubilizes PPE and hence reduces its Tg because both PS and PPE are amorphous and have phenolic structure. Nylon-6 is crystalline and hence shows sharp melting point. Addition of MA to the ternary blend did not significantly alter their Tg, Tm and Tc (Table 7). Addition of glass fibre to the ternary blend increased their Tg (Table 7).
Theoretical Tg of the blends and composites was computed using Fox equation (1). 31

where
Computation of Tg of PPE/PS/nylon-6 based on DSC (Table 7) using (1):

where 488 K, 373 K and 320 K correspond to the Tg of PPE, PS and nylon-6 respectively in 40/40/20 wt. %.

Tg of the composite is computed as per equation (2) of Kwei 38
Change in Tg due to the addition of reinforcement (glass) to the matrix is given by

where Tgc and Tg0 refer to Tg of the composite and unfilled polymer (here polymer blend) respectively, ΔTg∞ is maximum shift in Tg due to the reinforcement and B is an empirical constant which is obtained from experimental data. B = 1.8 for glass reinforcement and φf is its weight fraction.
Specimen calculation for Tg of specimen S8. Experimental Tg based on for S8 = 145.47°C.
The same was estimated using Kwei equation (2) as:

ΔTg∞ = 20.64 / 0.5132 = 40.21°C, which corresponds to the maximum Tg shift.
Using this, Tg of the composites with glass 30 wt. % was computed using Kwei equation (2) as:

Experimental and computed Tg of the composite specimens closely agreed with each other (Table 7).

DSC: (a) Neat polymers, (b) 40/40/20 with and without MA, (c) specimen S1 to S4, (d) specimen S5 to S8.
Based on DSC results, % crystallinity was computed using equation (3):

where ΔHf is the measured enthalpy of the sample’s melting, ΔH100 is the enthalpy of 100% pure crystalline sample’s melting; % crystallinity is calculated for nylon-6 for which ΔH100 = 230 (±20) J/g. % Crystallinity of specimen S1 = (17.26/230) × 100
Specimens of 30 wt. % and 40 wt. % glass, without MA and injection moulded showed (Table 7) highest enthalpy of melting and crystallinity (S4 = 8.59%, S6 = 8.60%) respectively. Addition of glass increases crystallinity of ternary blend. Glass fibres promote nucleating effect which significantly increases crystallinity of the composites. Injection moulded specimens showed higher crystallinity.
Scanning electron microscopy
Figure 6(a) and (b) correspond to PPE/PS/nylon-6 with 30 wt. % chopped glass, processed with MA. The micrographs revealed fibre pull out, voids and weak fibre/matrix interface. This is evidenced by inferior mechanical properties. Weak fibre/matrix interface is due to the presence of MA. In compression moulded (Figure 6(a)) specimens greater number of fibre bundles were observed whereas in the injection moulded (Figure 6(b)), the fibres were well distributed.

SEM micrographs (700 X) of tensile fracture surfaces of glass fibre reinforced PPE/PS/nylon-6 (40/40/20) / glass composites: (a) to (h) S1 to S8 specimens.
Figure 6(c) of S3 (30 wt. % long fibre, compression moulded, without MA) revealed good wettability and very less fibre breakage due to lower stress concentration in longer fibres. This is evidenced by superior impact strength and HDT. S4 (Figure 6(d)) which are injection moulded revealed absence of voids, cavities and fibre pull out, good wettability and smooth fracture surface. Superior tensile and flexural moduli were obtained for these specimens. S5 (Figure 6(e)) with 40 wt.% chopped fibre without MA and compression moulded revealed more number of voids, fibre pull out and poor wetting, evidenced by inferior mechanical properties. Figure 6(f) of S6 corresponds to chopped fibre injection moulded composites without MA. The micrographs revealed good fibre/matrix wetting, absence of voids and fibre pull out. It is evidenced by superior mechanical properties. Figure 6(g) and 6 (h) of S7 and S8 correspond those processed using MA.
In twin screw extruder due to the rotational flow of the melt, the fibre orientation becomes irregular. Regularity in fibre structure is difficult to achieve in compression moulding as the melt is directly transferred from the twin screw extruder to the compression moulds (Figure 6(a), (c), (e) and (g)) and pressure is applied. In injection moulding the pellets obtained from twin screw extruder are used. In the pellets, fibre orientation is achieved through the die. Further, the screw in the injection moulding machine yields uniform distribution of the fibres in the composites, Figure 6(b), (d), (f) and (h), further increasing fibre wettability.
Figure 6(h) corresponds to the micrographs of injection moulded composite with 40 wt.% long fibre processed with MA. The interfacial strength in the specimens is poor due to the presence of MA, which is evidenced by the poor mechanical properties of the composites. The weak interfacial strength is because the phenolic rings present in both PPE and NH groups in nylon-6 hinder compatibility with MA and hence negative effect on the mechanical properties. Addition of MA to PPE/nylon-6/glass increases the viscosity and fibre attrition leading to their random orientation in the composite. The specimens prepared without MA showed superior interfacial strength and hence increased mechanical properties.
Fibre wettability is achieved by incorporating dynamic stirring elements (DSE) and fractional mixing elements (FME) in the twin screw extruder as shown in Figure 1 (b). Mixing, fibre wetting and fibre distribution with length retention are the functions of these screw elements leading to superior tensile and flexural properties of the composites. Presence of MA decreased fibre wettability (Figure 2(d) S1, S2, S7 and S8 specimens) and mechanical properties (Table 2).
Conclusions
PPE/PS/nylon-6/glass specimens were fabricated and tested for mechanical and thermal properties based on design of experiments. Effect of maleic anhydride as compatibiliser, fibre type (chopped and long fibres), fibre loading (30 and 40 wt. %) and moulding process (compression and injection moulding) on the properties of the composites was studied and the following conclusions were arrived at:
PPE/PS/nylon-6/glass prepared without MA, compression moulded, 30 wt. % long fibre showed highest heat distortion temperature and vicat softening temperature. The composites find high temperature applications. Composites prepared with 40 wt. % chopped fibres, without MA and injection moulded showed highest tensile and flexural strengths. This is supported by the findings of grey relational analysis and confirmation test. Scanning electron micrography revealed good interfacial bonding, absence of voids and fibre pullout along with good fibre distribution.
Composites prepared with 30 wt. % long fibre, without MA and injection moulded exhibited highest tensile and flexural moduli. They are most thermally stable with least volatile organic compound, higher residue and hence are environment friendly. But, highest impact strength corresponded to compression moulded specimens with 40 wt. % chopped fibre and without MA. Addition of glass fibres to PPE/PS/nylon-6 blend significantly decreased volatile organic compound and increased thermal stability. Addition of maleic anhydride did not contribute to the mechanical properties of PPE/PS/nylon-6/glass. MA requires significant infrastructure for storage and is hazardous as it causes irritation to the respiratory tract, eyes and skin in the workers. Thus, the results of the research find commercial importance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Dr. Babu Padmanabhan, STEER Engineering Private Limited, Bangalore.