
Abstract
The object of the research was biodegradable hybrid composites based on poly(vinyl alcohol) (PVA), reinforced with cotton/flax woven fabric and 5–30 phr of chestnut shell powder, a waste filler. The influence of the lignocellulosic particles on mechanical, thermal, and thermomechanical properties of the composites determined in static tensile test, thermogravimetric analysis, and dynamic mechanical thermal analysis and evaluated in reference to the materials’ structures assessed by means of optical microscopy. The analysis was complemented with evaluation of physical properties of the composites, such as density and moisture content. It was found that the hybrid composites present favorable properties and addition of the waste filler does not cause a deterioration of the thermomechanical characteristics of the materials. Utilization of the waste filler for production of the PVA-based composites is consistent with the idea of Circular Economy and also allows to obtain materials with properties comparable with the ones of conventional polymers.
Introduction
Nowadays, natural-based fabrics as environmentally friendly, lightweight, and durable materials are increasingly often used as reinforcement for polymeric composites. 1 -6 However, mostly thermoset polymers such as epoxy or polyester resin are used as matrix of these materials. 7 -9 Despite the undeniable advantages of natural fiber-reinforced thermoset composites such as good mechanical properties and low cost, there are also drawbacks, including low affinity of the hydrophobic matrix and the natural filler. What is more, the recycling of the thermoset-based composites is difficult and the resins themselves are not ecologically friendly. Therefore, even if thermoset polymeric-based composites filled with natural fillers, due to replacement of inorganic fibers allows to reduce the disadvantageous impact on the natural environment, assumptions of Circular Economy are not fulfilled.
Poly(vinyl alcohol) (PVA) is one of the few water-soluble polar polymers. 10 Because of its biodegradability, 11 nontoxicity, and biocompatibility, it is often used in medicine, for example, for production of wound dressings. 12 Even though its mechanical properties are comparable with the ones of many polymers, it is rarely used as a construction material, even for nondemanding parts. This situation is caused by its disadvantages such as high moisture absorption, brittleness in a dry state, or low dimensional stability. 13 Even though its production demands high water consumption, it is still a more “green” option, compared with conventional polymers used for production of woven fabric-reinforced composites. PVA has been used as a matrix of polymeric composites, but the majority of papers focuses on utilization of particle-like fillers or short fibers, including sugarcane bagasse, fruit pomace, cellulose nanofiber, wood dust, or graphene. 10,14 -18 Even though this water-soluble material can be easily used for production of laminates, the idea of utilization of PVA as a matrix for fabric-reinforced composites has rarely been studied.
A popular way to improve thermomechanical properties of laminates is creation of hybrid composites, containing a second type of a filler apart from the fabric reinforcement. 19 A recently popular trend among the researchers focuses on utilization of waste fillers, which may simultaneously reduce the price of a final product, help to reduce the ever-growing amount of waste, and, in selected cases, allows to improve the properties of the material. 20,21 What is more, utilization of waste fillers is consistent with the idea of Circular Economy. In the case of the PVA-based composites, application of lignocellulosic, hydrophilic waste fillers may prevent excessive drying of the polymeric matrix.
Numerous waste fillers originating mostly from agricultural and food industry, such as coffee grounds, coconut shells, hazelnut shells, dried distillers grains, and more 22 -25 have been successfully incorporated into polymeric composites. Chestnut (CN) shell powder, which comes from the dried and ground shells of horse chestnut (Aesculus hippocastanum L.) fruits, was found to improve properties of biodegradable polyesters. 26 Its main advantage over many lignocellulosic waste fillers is presence of active ingredients such as saponins which may modify properties of the composites. 27
The aim of the study is to evaluate possibilities of PVA-natural fibers structural composites manufacturing and to assess properties of hybrid flax/cotton fabric-reinforced PVA-based laminates modified by the waste filler—CN shell powder in a course of their potential perspectives and limitations.
Experimental
Materials
For the matrix of the composites, a grade of poly(vinyl alcohol) Selvol Polyvinyl Alcohol 523 characterized by the degree of hydrolysis of 87–89% produced by Sekisui Specialty Chemicals (Osaka, Japan), USA, was chosen. Flax/cotton woven fabric with 56:44 flax to cotton ratio, grammage of 160 g/m2, and 5% shrinkage obtained from a Polish supplier Polski Len was used as the reinforcement. Horse chestnut (CN, Aesculus hippocastanum L.) shell powder with mean particle size of 10.7 µm and aspect ratio of 1.55 was used as the particle filler for the hybrid composites. A more profound characteristics of the filler can be found in our former studies. 28,29
Sample preparation
A multistep approach was used in order to prepare the hybrid composites. First of all, 100 mL of purified water was placed in a 250 mL beaker. Five grams of PVA and a desired portion of CN powder were dry-blended and then added to water, while continuously stirring. The mixture was slowly heated to 70°C in order to ease the dissolution of the polymer. In the next step, square sheets of the woven fabric and the PVA/CN suspension were used to obtain the hybrid laminates using the hand layup method. A sample was composed of three fabric layers, parallel to each other, joined with the polymeric matrix. After preparation, the composites were left to dry in room temperature for 7 days. Slow-drying method was chosen in order to prevent excessive warpage of the samples due to rapid evaporation of moisture. Samples for individual tests were cut from the laminated sheets. Names and components of the fabricated samples are given in Table 1.
Names and composition of the samples.

Methods
Crystalline structure of the woven fabric was evaluated using wide-angle X-ray scattering technique. A Seifert URD 6 apparatus (Schnaittach-Hormersdorf, Germany) with a monochromatic X-ray radiation of λ = 1.5406 Å (CuKα) was used. The crystallinity index was calculated with a deconvolution method, assuming Gaussian function for each peak. The size of the crystallites τ was calculated using the Scherrer formula (1) 30 :

where K—shape factor, K = 1; λ—wavelength, λ = 1.5406 Å; β—full width at half maximum, ϑ—Bragg’s angle.
Density of the composites was evaluated using the hydrostatic method. A 96% solution of ethanol, characterized with the density ρ ethanol of 0.81 g/cm3, was used as the immersion fluid. Firstly, mass of a sample was measured at the air (m 1) and then after immersion in ethanol (m 2). The density of the material ρ was calculated using the formula (2):

The measurements were performed using and AXIS AD200 (Gdańsk, Poland) balance.
Static tensile test was performed using a Zwick Roell Z010 (Ulm, Germany) universal testing machine according to ISO 527 standard equipped with a 10 kN Xforce HP load cell. Samples for the measurement were cut out from the laminated sheets parallel to the warp fibers. Unmodified cotton/flax fabric was tested along with the composite samples. The strain rate of the measurement was 5 mm/min. Elongation at break and tensile strength values were established. The stress–strain curves were also integrated in order to calculate toughness of the material.
The dynamic mechanical thermal analysis (DMTA) was applied to determine the dynamic mechanical properties of the samples. An Anton Paar MCR 301 (Graz, Austria) apparatus was used. The measurements were conducted in torsion mode, at frequency of 1 Hz and a strain of 0.01% in the temperature range of 30°C to 120°C. Storage modulus G′, loss modulus G″, and loss factor tan δ were determined. The position of the G″ maximum was used to define the glass transition temperature (T g) of the composite samples.
In order to measure thermal stability of the samples, thermogravimetric analysis (TGA) method was applied, using a Netzsch TG 209 F1 Libra apparatus (Selb, Germany). The samples of approximately 10 mg were heated from 30°C to 900°C with the heating rate of 10°C/min. The measurements were carried out under nitrogen protective flow. The result of the measurements was thermal degradation temperature values understood as the local maximum of the first derivative of the TG curve (dTG) observed at the lowest temperature.
Microscopic observations of the samples’ surfaces were conducted using a Levenhuk (Tampa, Florida, USA) optical microscope, at a magnification of 10×. The pictures of each sample were digitally captured and processed.
In order to evaluate the humidity of the samples stored at room conditions, the thermogravimetrical method was implemented, with the use of AXIS BTS110 (Gdańsk, Poland) moisture analyzer. Samples of 2 g were dried at 105°C with the sampling time of 10 s, until the difference between three following measurements was lower than 2 mg. The humidity h of a sample was calculated using formula (3):

where m 0—initial mass of a sample (g) and m—mass of a sample after drying.
Results and discussion
Structure of the composites
Figure 1 shows the X-ray diffraction pattern of the woven fabric. Several crystallographic planes typical for cellulose can be noticed: (101) at Bragg’s angle of 16.4°, (101¯) at 18.0°, (002) at 24.3°, and (040) at 35.9°. 30,31 The crystallinity index calculated using the deconvolution method is 54.6%. The size of the (002) crystallites calculated using the Scherrer formula was 58.46 Å.
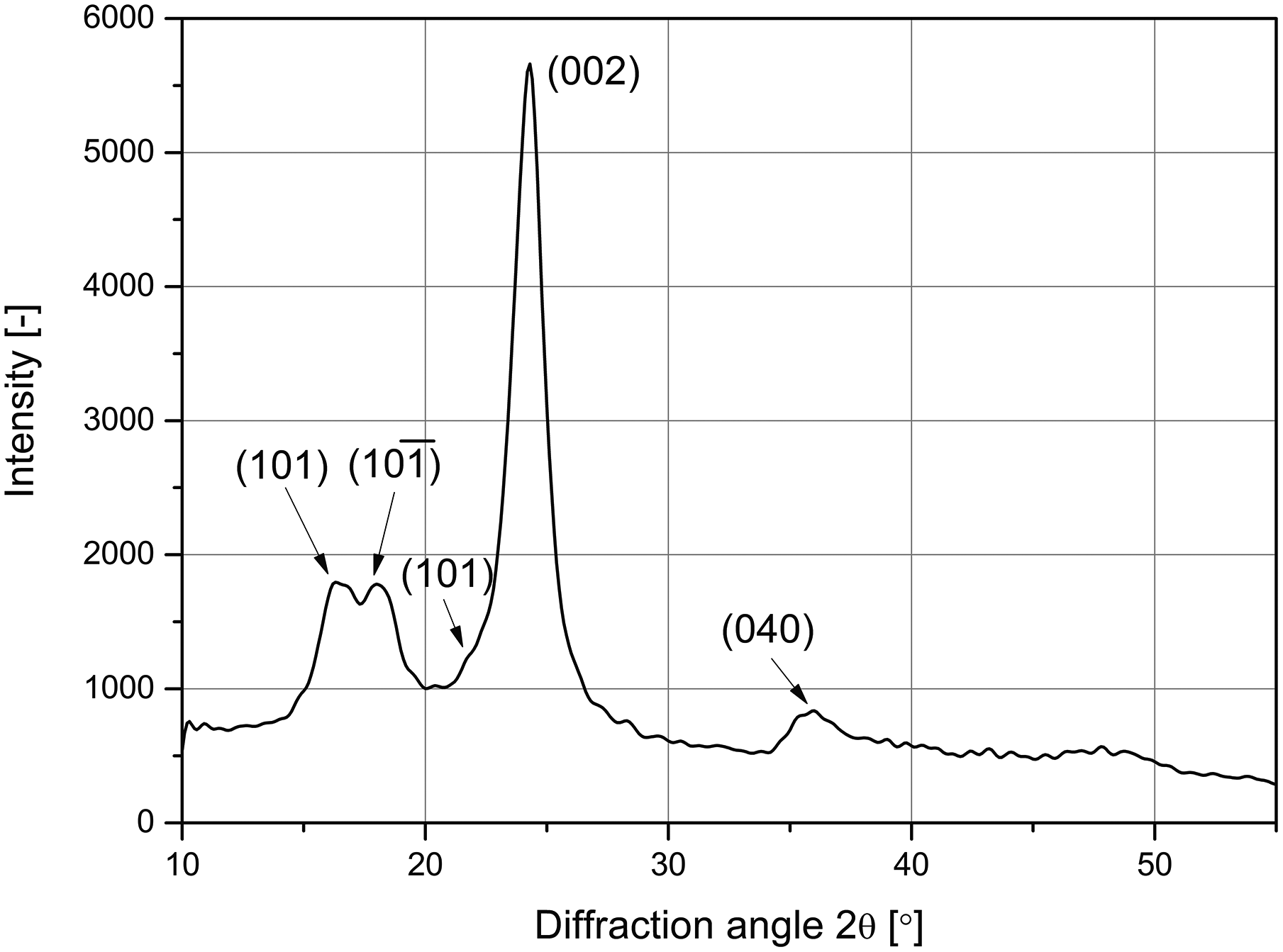
X-ray diffraction pattern of the woven fabric.
Figure 2 shows microscopic images of the composite samples as well as used flax/cotton fabric. In the case of the latter, white cotton (weft) and greyish-black flax (warp) fibers can be easily distinguished. In the image of the sample containing unfilled PVA, the natural fibers are seen as uniformly covered with a transparent layer of the polymer. No porosities or air bubbles are noticeable. In the case of the CN-filled composites, the brown natural particles can be seen on the surface of the fibers as well as in the spaces between them. The CN shell particles are not perfectly dispersed but they tend to form bigger clusters which size is comparable with the thickness of the fibers. The possible explanation may be the hand layup procedure, during lamination of the composites the CN-PVA suspension was not continuously stirred which caused sedimentation and agglomeration of the filler particles. What is more, small air bubbles can be observed on the surface of the CN-filled samples. Their presence may be caused by saponins (mostly aescin) within the CN particles, natural glycosides which act as a foaming agent 27 as well as higher density of the composition which result in air entrapment and hindered degassing during mixing and after manufacturing process. The presence of the porosities in the samples may result in lower density and better damping properties of the material.
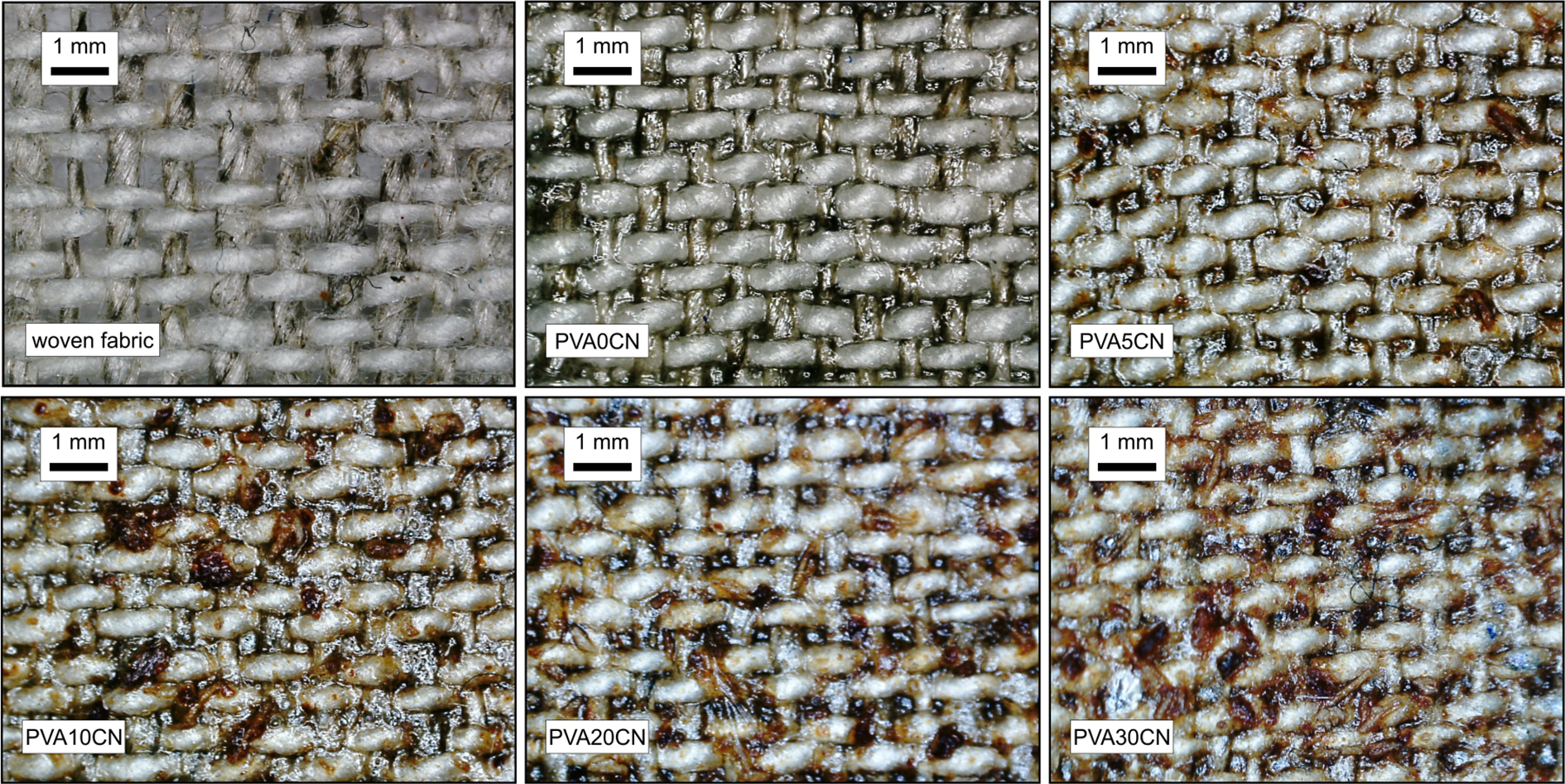
Microscopic pictures of the woven fabric and PVA-based laminates. PVA: poly(vinyl alcohol).
Physical properties
The content of moisture in the samples with different filler content stored in room conditions is shown in Figure 3 (Y-axis on the left). It can be noticed that the samples containing the waste filler reveal higher moisture content in comparison to the PVA0CN sample. Even though the latter contains 2.8 wt% of absorbed moisture, addition of 5 phr of CN particles causes a profound growth of moisture content, up to 3.6 wt%. The amount of absorbed moisture increases in a linear way with growing filler content, achieving 4.3 wt% in the case of the PVA30CN sample. As our previous studies have revealed, there are hydroxyl (–OH) groups on the surface of CN shell particles, 29 which indicates their hydrophilic nature. PVA is a polar polymer which is also permeable to water 17,32,33 ; therefore, its presence on the surface of the filler particles does not limit the possibilities of water absorption. As moisture act as a plasticizing agent for PVA, 13 it can be assumed that the samples with higher CN content should be less brittle than the unfilled laminate.

Moisture content (Y-axis on the left) and density (Y-axis on the right) of the samples with different PVA content. PVA: poly(vinyl alcohol).
The density of the samples with different PVA content is shown in Figure 3 (Y-axis on the right). It can be seen that regardless of the exact value, the density of the CN-filled composites is lower in comparison with the PVA0CN sample. This behavior may result from the presence of air bubbles and porosities within the composites, as the microscopic observations have revealed. The lowest value of 0.86 g/cm3 is achieved by the laminate containing 10 phr of the waste filler and the highest one (among the hybrid composites) of 0.97 g/cm3 was measured for the PVA20CN sample. No correlation of the samples’ composition and density can be found, which may result from the insufficient dispersion of the waste filler—clusters of CN particles found on the surface of some of the samples may violate the results. Nevertheless, the observed reduced density of the hybrid composite samples is an advantageous result.
Thermal properties
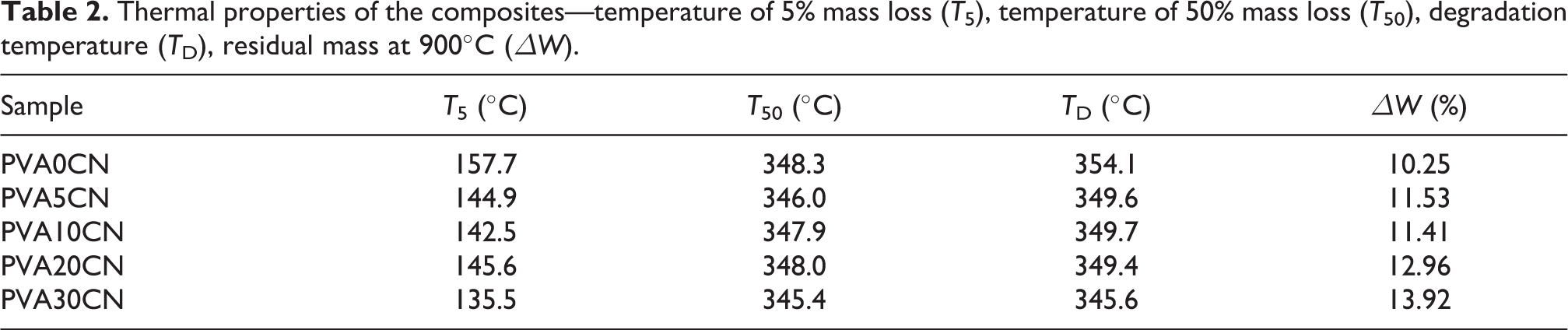
The results of the TGA: the temperature of 5% mass loss (T 5), the temperature of 50% mass loss (T 50), the degradation temperature (T D) of the samples understood as the peak of the dTG curve as well as the residual mass at 900°C (ΔW) of the composites with different filler content are collected in Table 2. The value of T 5 visibly decreases with growing filler content, from 157.7°C to 135.5°C. Mass loss at the temperature range around 100°C is attributed to evaporation of moisture. As the moisture content evaluation has shown, the composites highly filled with the waste filler can be characterized with higher amount of adsorbed moisture, which is lost during heating of the samples. Therefore, it may be concluded that the results of the TGA and the test of moisture content are consistent. It can be observed that the hybrid composites reveal the maximum rate of degradation at lower temperatures in comparison with the PVA0CN sample. T D value of the laminates containing 5–20 phr of CN shell particles is about 5°C lower than the one of the composite without the waste filler and almost constant (349.4–349.6°C). The lowest degradation temperature of 345.6°C was measured in the case of the PVA30CN sample. This result is understandable, as the T D value of the unmodified filler is 307°C. 29 Plant-based or waste lignocellulosic fillers usually reveal higher susceptibility to thermal degradation than polymers and they are often reported to decrease T D values of the composites. 2,4,20,34 Even though the degradation of the CN-filled composites takes place at lower temperatures than in case of the PVA0CN specimen, the thermal stability of the samples is still satisfactory, as the addition of 30 phr of the waste filler results in only a 10°C decrease of T D value. The residual mass after degradation of the sample increases with growing filler content. As our previous studies revealed, 29 CN shell powder does not fully degrade in nitrogen, hence the growth of the residual mass. What should be also underlined is a fact that content of the ashes after CN shell degradation is relatively small. The difference of the residual mass between hybrid composites containing increasing amount of the particle-shaped filler did not strongly influenced residue after degradation. This phenomenon may be interpreted as an advantage in case of utilization by combustion process.
Thermal properties of the composites—temperature of 5% mass loss (T 5), temperature of 50% mass loss (T 50), degradation temperature (T D), residual mass at 900°C (ΔW).
Mechanical and thermomechanical properties
Results of the tensile test for the composite samples with different filler content as well as the unmodified polymeric resin and woven fabric are presented in Figure 4(a) and (b). The highest value of tensile strength is achieved by the laminate without the addition of the particle-like filler. Its Rm value of 70.5 MPa is more than twice as high as in case of the pure PVA resin, it is also considerably higher than tensile strength of the woven fabric. It needs to be noticed that its value is even higher than in some cases of epoxy-based textile-reinforced composites. 8,34 This result suggests a good adhesion between the matrix and the natural fibers. High tensile strength allows to categorize PVA-based flax/cotton composite as an engineering material, therefore it also should be remarked that the PVA-fabric composite may find many industrial applications in specific conditions. Addition of CN shell powder results in a decrease of Rm values. The PVA5CN sample reveals tensile strength of 53.1 MPa. The Rm values of the composites with 10–30 phr of the waste filler stabilize at a constant level of 41–43 MPa. Even though tensile strength of the PVA30CN is only 58% of the Rm value measured for the PVA0CN, the value of 41 MPa is still on an acceptable level, which did not exclude their application as construction material.

Mechanical (a, b) and thermomechanical (c, d) properties of the composites, (a) tensile strength, (b) elongation at break, (c) storage modulus, (d) loss modulus, (e) tensile stress–strain curves.
The highest elongation at break value of 143% was measured in the case of the pure resin. Both woven fabric and the PVA0CN composite break at a similar elongation of 6.7% and 6.4%, respectively. Addition of CN shell powder results in an increase of ε values. Taken into consideration measurement errors, it can be concluded that the CN-modified samples present similar elongation at break values which are independent on the filler content.
The influence of the waste filler on tensile properties of the hybrid composites (both tensile strength and elongation at break) can be explained by simultaneous phenomena: plasticizing of the PVA-based composites by the moisture absorbed by the hydrophilic filler and presence of big clusters of the filler. As the moisture content measurements and TGA have revealed, the samples modified with CN contain more water in comparison with the two-phase hybrid composite. Mechanical properties of PVA strongly depend on the presence of moisture, which causes a decrease of tensile strength and a growth of elongation at break. 13 On the other hand, considerably big clusters of the particle-like filler are points, where the stress can concentrate and fractures may be initiated. 35 The higher the CN content, the bigger the effect of both phenomena which cancel each other, therefore the Rm and ε values remain stable. This behavior means, that up to 30 phr of the waste filler may be utilized for production of biodegradable hybrid composites without deterioration of their mechanical properties.
Toughness of the samples, which is the energy needed to cause the break of a material, was calculated as the area under the stress strain curves shown in Figure 4(e). Its value are collected in Table 3. The highest value is achieved by the PVA0CN sample. Addition of the particle-like filler results in a decrease of the amount of the energy needed to cause destruction of the material. Toughness of the PVA5CN is lower than the one of the binary composite but higher than the one of the remaining hybrid samples, which achieve values around 165 J/mm3. Similarly to the case of elongation at break and tensile strength, toughness of the samples containing 10–30 phr of the waste filler does not depend on the CN content.
Thermomechanical properties of the composites—storage modulus at 30°C and 100°C (

The results of the DMTA, that is the changes of storage modulus and loss modulus of the samples as functions of temperature, are shown in Figure 4(c) and (d), respectively. The storage modulus of the binary composite is considerably higher than the one of the hybrid samples. Even though addition of lignocellulosic filler usually causes an increase of the G′ values, 36 in some cases an adverse effect is observed. 37 It can also be noticed that no correlation between the CN content and storage modulus value can be distinguished, neither in lower nor higher temperature range. This result is consistent with the outcome of tensile strength test, where the mechanical properties of the samples were independent on the waste filler content.
In order to further analyze the ability of the materials to deform before fracture, their brittleness B was evaluated using a formula (4) proposed by Brostow et al. 38

where εb—elongation at break (%), E′—storage modulus determined by the DMTA at a defined temperature, at 1 Hz frequency (Pa).
B values were calculated for the composite samples, using G′ determined at 30°C instead of E′. The results are collected in Table 3. It can be concluded that the least brittle is the PVA0CN composite, whereas addition of the waste filler effects in a more brittle behavior. What’s more, the samples containing 5 and 10 phr of CN shell powder are slightly less brittle than their highly-filled counterparts. This difference has not been reflected during toughness evaluation. The B values of the composite samples indicate that addition of 20–30 phr of the waste filler may have a disadvantageous effect on the deformability of the composites.
Another difference between the samples filled with 0–10 and 20–30 phr of the CN shells is noticeable, when comparing maximum tan δ values (collected in Table 3), which indicate the materials’ ability to dissipate the energy. In the lower filler content range (up to 10 phr of CN), the max tan δ value slightly increases. A subsequent decrease of damping properties revealed by PVA20CN and PVA30CN composites indicate a more elastic behavior due to considerable contribution of filler particles. It needs to be remarked that an excessive content of the particle-like filler may lead to overrigidity of the materials.
In the studied temperature range a visible peak of G″ may be noticed around 40°C, which is accompanied by a decrease of G′. This phenomenon can be attributed to glass transition of PVA. 39 Exact values of T g understood as the maximum of G″ curve are listed in Table 3. The measured T g values are lower in comparison with data commonly found in the literature, which is caused by a relatively low hydrolysis degree of the polymeric matrix. 40 It may be observed that addition of CN shell powder causes a slight but steady increase of T g. This result indicates good adhesion between the matrix and the fillers 37 and is an effect of the immobilization of macromolecules by the added modifiers. 39,41 As the CN particles are considerably large and tend to form aggregates, it is dubious if they can interact with polymeric chains. However, it may be supposed that saponins as low-molecular weight active ingredient contained by the CN shells cause the change of T g. The effect of the filler (either the interaction of the CN particles and the PVA matrix or the modification by saponins) is strong enough to suppress plasticizing of the samples by the contained moisture, which presence usually results in a decrease of T g value. 13
The influence of the filler on thermomechanical properties of the samples can be assessed, comparing the effectiveness of the filler “C” calculated by the formula (5) 42 :

where
The coefficient “C” reflect a decrease of the material’s stiffness after transition to the rubbery state. A high value of this coefficient indicates good effectiveness of the filler, which limits lowering of the stiffness of the material in the highly elastic state. 43 Even though the “C” values are usually calculated in reference to the pure resin, in the presented study the PVN0CN sample was used instead, in order to evaluate the effectiveness of the waste filler. The “C” values calculated for the hybrid composite samples are collected in Table 3. It can be seen that there is no correlation of the filler content and its effectiveness. For all hybrid materials comparable C value occur, which suggest beneficial effect of possibility of high amount of the filler incorporation into polymeric matrix without lowering of the interactions between polymer and particle-shaped filler caused by agglomeration or/and lowered adhesion. In case of all of the samples, binary and ternary composites, a 10-fold decrease of storage modulus is observed due to the transition to the rubbery state. Even though the waste filler influences the value of T g, it does not affect the stiffness of the composite material in the highly elastic state.
Conclusion
Biodegradable hybrid composites based on PVA have been successfully manufactured using the hand layup method, using ground CN shells as a waste filler with a modifying ability. The measurements of thermal, mechanical, and thermomechanical properties of the composites showed that the studied materials can be characterized with good tensile strength and low density. It was observed that addition of ground CN shells which contain saponins results in foaming of the PVA solution and consequently—a decrease of the composite’s density. What is more, the addition of the particle-like waste filler does not deteriorate thermal properties of the composites, on the contrary—the studies revealed that its utilization causes a growth of T g, which indicates strong interactions between all the phases in the composite. Even though the samples filled with the ground CN shells were characterized with lower tensile strength, they were less brittle in comparison with the two phase composite. The reduction of brittleness can be attributed to the plasticizing effect of increased moisture contained by the lignocellulosic filler. The advantageous properties of the composites are an effect of a good affinity between the hydrophilic filler and the water-soluble polymeric matrix as well as a modifying active ingredients contained by the CN shells. It can be stated that PVA-based hybrid composites may be an ecological alternative for conventional polymeric materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Science and Higher Education in Poland under the grant no. 02/25/DSMK/4545.