
Abstract
Polymer composites are an important class of materials widely being used for many applications. But the main concern of non-degradability and adverse environmental impact of the polymer matrices and the synthetic reinforcements have given forth the need of environmental-friendly polymer matrices and reinforcements used in them. An attempt of such kind is to use the natural plant fibres as the reinforcements that have no harmful impact on the environment and also, they are cost effective. With growing interest in natural fibres in recent years, a lot of work is being done in various directions, which need to be gathered up for a specific interest. So, the present article is an attempt to review and discuss the research works that have evaluated the natural plant fibres as reinforcements in polymer composites. Natural fibre composites show variation of properties such as fibre’s source, type and structure. Interfacial adhesion between the fibre and the matrix is the most important factor when tensile properties of natural fibre composites are under consideration. The interfacial strength can be improved by some chemical modification of fibre surface, which changes the adhesion between fibre and matrix. These features of natural fibres as compared to synthetic fibres are motivating manufacturers and the end users to switch to natural fibre-based products.
Introduction
A composite is defined as a material containing at least two constituents, which are matrix and reinforcement. Reinforcement is usually a discontinuous phase surrounded by or imbedded in a continuous phase known as matrix 1 and this embedment increases the strength of the matrix. 2 Reinforcement phase can be used in various forms, for example, flakes, fibres or particles depending on the type of properties required by the composite, whereas the matrix can be a polymer, metal or ceramic material like concrete. 3 -5 On specific terms, polymer composites containing natural fibres are materials containing fibres in a polymer matrix, 6 as shown in Figure 1.

Components of NFPCs and composite application.
Polymers are divided into main categories of thermosets and thermoplastics. Thermoplastics have tendency to soften on heating, for example, polypropylene (PP) 7 and polyethylene (PE). 8 These polymers have abundant use in composite field because of their thermoplastic nature and these can be used for various preparation techniques, for example, injection moulding, blow moulding, extrusion and so on. 9,10 Thermosets or cross-linked polymers, on other hand, are cured and become hard when heated, for example, epoxies or phenolic. Due to this behaviour, thermosets exhibit definite values of properties, that is, modulus, strength, and so on. 11 Natural fibres are used because of their biocompatible nature, low cost and they are not dangerous to the environment. 12,13 They also impart considerable mechanical properties to the composite due to which the research in this field has increased. Over the last two decades, researchers have been studying and evaluating the effectiveness of using plant-based natural fibres for composite preparation because of their degradable nature and sufficient mechanical properties. 14 -16
There are different types of plants-based natural fibres classified into two major categories, wood-based natural fibres and non-wood-based natural fibres, as shown in Figure 2. The subcategories include bamboo, flax, wool, kenaf, jute, hemp, okra, sugarcane bagasse, hemp, banana leaf, pineapple, coconut shell, rice husk, wood or other fibrous materials. These fibres find a variety of applications in paper industry and polymer composites. 17 -19

Classification of plant fibres. 15
The current research on the natural fibres predicts their overwhelming role in near future because of their sustainable nature. Growing economical awareness and higher cost of petroleum-based synthetic fibres have increased the need to use natural fibres. 11 However, there are certain limitations of natural fibres, for example, poor durability and water absorbance. 20 -22 Water absorbance by natural fibres results in the decrease in interfacial strength of matrix fibres. 23 -25 Fibre interfacial strength is very important as many physical properties depend on the interface. 26 Many researchers report to overcome the poor interfacial strength problem by modifying the fibre surface with the help of sodium hydroxide (NaOH) or acidic environment depending on the nature of the matrix. 27 -29 Therefore, surface treatment of fibres or both of fibre and matrix is a fundamental step to improve the properties of the polymer composite. 30 For example, NaOH-treated bamboo fibres composite shows improvement in its strength, 28 but the strength of the alkali-treated bamboo fibres decreases, as mentioned by Huang and Young. 31 Silane treatment, on the other hand, is also getting attention as this is highly useful for improving the wear performance of the composite. 32 Similarly, improvement of thermal and surface properties can also be attained when natural fibres are subjected to enzymatic treatment 33 and this improvement occurs due to better fibre/matrix adhesion provided by the enzymes. 34 Along with chemical modification, physical modification techniques such as plasma treatment are also important. Plasma treatment is highly beneficial in case of natural fibres and is used to remove surface contaminants from the fibre surface. Along with the removal of contaminants, it also increases the fibre roughness, which, in return, is helpful in mechanical interlocking. 35 -37
Because of the lower density of natural fibre, the specific tensile modulus of hemp, jute and flax fibres is higher than E-glass synthetic fibres. 38,39 This property is highly recommended for applications, where weight reduction is first priority. At the same time, the increase of volume fraction of fibres up to certain limit initiates cracks in the composite in fibres orientation. 40 Table 1 gives the mechanical properties of commonly used natural and synthetic fibres. Tensile properties may vary within the fibres even when harvested from the same cultivation. Properties of the composite are affected not only by fibre type and treatment but also by environmental conditions to which the composite is exposed. 66
Mechanical properties comparison of plant fibres and synthetic fibres. 41

Table 2 indicates the chemical composition of plant fibres with three major components, that is, lignin, cellulose and hemicellulose. Cellulose contains
Chemical characteristics of natural fibres. 42

Proper orientation of fibres improves properties of natural fibre-reinforced polymeric composites (NFPCs) as well as matrix–fibre interaction, 68 dimensions of cell, 69 defects present inside, 70 physical properties like shape 11 , associated chemical properties, 71 angle of microfibrills 72 and structure. 73 Figure 3 compares the impact of orientation of the plant fibres and glass fibres on the tensile modulus of their composites with various polymeric matrices, showing that unidirectional thermosets depict a wide range of tensile modulus for both plant and glass fibre-reinforced plastics. Generally, both the tensile strength and the modulus of the polymer composites are directly related with each other depending on the orientation of the natural or synthetic fibres; however, the modulus of elasticity is much more affected by fibre/matrix interaction. As shown in Figure 4, in case of NFPCs, both thermoset and thermoplastic composites display a wide variety and range of tensile strength (although lesser than glass fibre-reinforced polymeric composites) depending on the characteristics of the matrix and reinforcement and on fibre/matrix adhesion characteristics. In addition to type of fibre, strength of the composite also depends on aspect ratio of fibre, treatment nature, extraction method and ability to be aligned within the composite. 76

Comparison of tensile modulus of

Evaluation of tensile strength of (a) NFPCs and (b) GFPCs (redrawn with permission from Pickering et al. 74 ).
For performance improvement, hybridization techniques are also in practice, which involves reinforcement of more than one type of fibres in the matrix. 77,78 Hybrid composites are classified into three types, such as intraply: composite in which lamina contains two or more than two fibres, interply: composite containing stacking plies made of two or more than two materials, and intermingled: which is same as intraply with random mixing. 79 A lot of research is being carried out on hybrid composites in which natural fibres were used along with synthetic fibres. 80- 84 Hybrid composite combines properties of the fibres used in hybridization. It is also possible to use polymer blend just like Vignesh et al. used the mixture of synthetic and natural resin in their study. 85 Das 86 studied the effect of waste paper by making its hybrid with jute fibre-reinforced composite. Omri et al. 87 studied the hybrid composite of wool and Alfa fibres and suggested that wool fibres (WFs) can change the properties like thermal stability of the composites. Bansal et al. 88 compared bamboo fibre composite with hybrid of bamboo/jute and bamboo/coir composite. Hybridization resulted improvement in the hardness and strength of bamboo composites. Sarikaya et al. 89 also researched on mechanical performance of epoxy composite reinforced with eucalyptus, birch and palm fibres.
Different natural fibres were analyzed by researchers to study the fibres effect on matrix properties. For example, polylactic acid (PLA), a biodegradable and bio-derived 90 polymer having strength and tensile modulus in the range of about 70 MPa and 4 GPa, 91,92 respectively, when reinforced with natural fibres, finds a variety of applications in packaging 93 and textile sector. 94 When PLA is reinforced with flax fibres, the composite shows about 50% higher strength compared to similar PP/flax fibre composites, which are used today in many automotive panels. 95
The major advantages of natural fibres which make them suitable for certain applications are light weight, low cost, environment-friendly, and so on. 13 Natural fibres show many advantages in comparison to synthetic glass fibres, which are useful for various industrial applications, for example, in automotive industry. 96- 98 The use of NFPCs in interior of cars has increased as they are being used for door-trim panels, 99 boot linens, and so on. Audi, Ford and Mercedes are also using these composites in wheel arch, door trim panels and bumpers. 100,101
NFPCs find a variety of applications in civil engineering due to their resistance to environmental attack. 102 Their properties like lightweight, biodegradability and high stiffness to weight ratio increase their use in building industries. 103 Sisal fibre and coir fibre composites are widely used to replace asbestos in roofing components. 104 For low-cost houses, NFPCs are commonly used in ceiling, walling and roofing 105 but the moisture absorption by NFPCs restricts their outdoor use for longer periods of time, which calls for further research to investigate proper fibre treatment and choice of matrix that may overcome these deficiencies.
In the previous paragraphs, it was given the brief introduction to composite, matrix and fibre phases, types of composites based on the matrix materials with more focus on polymer matrix-based composites. Also, the common types of natural fibres, their chemical composition, general characteristics and applications are discussed, whereas the subsequent sections of this article will review the research done in the previous two decades on natural fibre-based polymer composites prepared with different types of natural fibres. The main focus will be on the effect of type of fibres, type of fibre’s treatment and process parameters on the mechanical properties of natural fibre-reinforced polymer matrix composites. This article also tries to draw comparison of various natural fibres and their use in composite industry, and how these fibres are more effective than synthetic fibres. Furthermore, this review will help the researchers or end users in the selection of some specific natural fibres for certain application.
Bamboo fibre-reinforced polymer composites
Fuentes et al. 106 investigated the effect of adhesion on mechanical behaviour of bamboo fibre-reinforced polymer composites and various aspects like interfacial energy, spreading coefficient, work of adhesion and wetting tension were studied. Dynamic wetting properties study of bamboo fibres indicated that fibres surface is a well-defined wetting system. Bamboo fibres were mechanically extracted locally by the authors in their institute from bamboo culms, whereas the matrices used in composites were PP, polyethylene terephthalate (PET), polyvinylidene fluoride (PVDF), and maleic anhydride-grafted polypropylene (MAPP) polymer films that were received from suppliers Propex (USA), Goodfellow (UK), Solvay (USA), and Dupont (USA), respectively. Fibres were first cleaned and added in autoclave for 1 h under a pressure of 3 bars and temperature of 150°C. Contact angle measurements and surface energy components of fibres and matrix helped to analyze and conclude that the adhesion between matrix and fibres is improved. Pull-out test and three-point bend test also confirmed this improvement in interfacial strength. All the results indicated that best wetting parameters were obtained in PVDF-bamboo fibre composite, showing positive spreading coefficient and great adhesion. Wetting tension value was also high for PVDF-bamboo composite with strong interfacial interaction.
Wong et al. 48 studied the mechanical properties and fracture behaviour of composites using a polyester matrix and short bamboo fibres (4, 7 and 10 mm in length and 300–380 µm in diameter) treated with 6 or 8 wt% of NaOH solution. The composites with 40% and 50% v/v fibre content were produced by hand lay-up method and the specimens were cured at room temperature (RT) for 24 h. They observed 24% increase in value of tensile strength for 10 mm/40 vol.% fibres as compared to the neat polyester, as depicted in Figure 5. However, they report a decrease in Young’s modulus of the composites when compared with neat polyester and they explain it by Hooke’s law. An increase in fibre length significantly improves composites failure strain more than the composites yield strength, which is in fact the sign of increase in ductility. Resultantly, elastic modulus, the ratio of stress and strain by definition, decreases. So, the authors conclude that an increase in yield strength is not a guarantee that elastic modulus will also get improved.
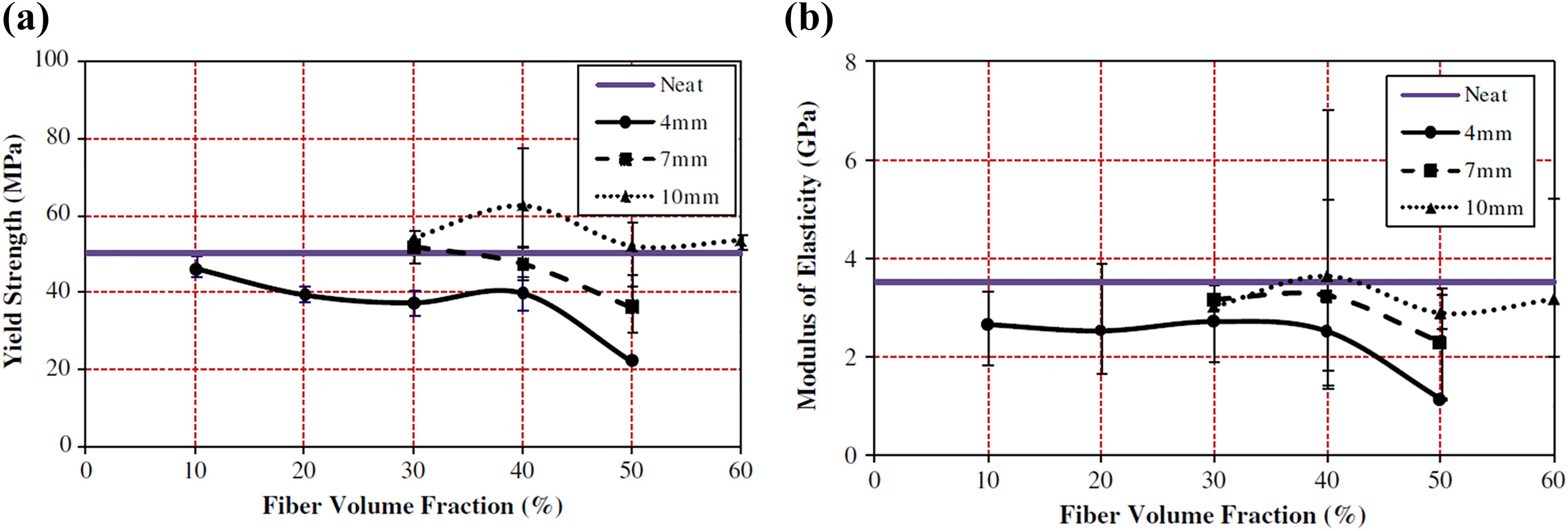
Graphs showing volume fraction effect on (a) yield strength and (b) modulus of elasticity (reprinted with permission from Wong et al. 48 ).
As for the fracture toughness, all the composites showed increase of toughness when compared to clean polyester but maximum toughness was shown by 10 mm/50 vol.% composite. Crack pinning and deflection result in occurrence of toughening mechanism inside the composite leading to dissipation of energy through fibre damage, fibre debonding and matrix plastic deformation.
Manalo et al. 28 analyzed the mechanical properties of bamboo fibres/polyester resin (AROPOL 1472/25P infusion, glass transition temperature (T g) = 110°C) composites prepared by vacuum bagging process. Bamboo fibres were obtained by steam explosion process followed by washing in tap water and drying at RT (25°C). The dried fibres were then given alkali treatment by soaking in three concentrations of NaOH (4%, 6% and 8% by volume of water) solution for 3 h at RT to study the effect of NaOH concentration on the fibres and composites properties. The composites were produced by vacuum bagging (92 bars pressure) with treated and untreated fibres with 20% by weight in each case. Composite specimens were cured at RT for 24 h followed by oven curing at 80°C for 5 h. RT mechanical properties of produced composites were evaluated under bending, tension and compression modes for four set of specimens (0, 4, 6 and 8 wt% NaOH) and after finding optimum level of treatment, the composite was further tested at elevated temperatures (40°C, 80°C and 120°C). Composite with fibres treated with 6 wt% concentration of NaOH showed optimum increase in mechanical properties because of improvement in interfacial strength. However, mechanical properties were reduced for composite having fibres treated with 8 wt% of NaOH because of degradation and substantial delignification, which produced weak bonding of fibres with matrix. Mechanical properties also vary with temperature. Tensile and flexural strengths show enhancement as the temperature reaches 80°C, because at this temperature, the matrix slightly softens, but this makes the fibres to get rearranged and to be pulled in the loading direction causing better stress transfer. On the other hand, stiffness and compressive strength are decreased at 80°C as these properties are governed by the matrix of composites. When temperature was further increased up to 120°C, this produced decrease in mechanical properties because the temperature is greater than T g of polyester (110°C) that softens the matrix to much extent. Overall conclusion drawn was that alkali treatment of fibres increased the composite mechanical properties at RT, 40°C and 80°C because the testing temperature is well below T g of polyester resin (AROPOL 1472/25P infusion) but with further increase of temperature to 120°C, the properties are decreased due to extensive matrix flow and poor interfacial bonding.
Wang et al. 107 studied the effect of elementary fibre variability on strength of bamboo fibres. Tensile strength of these fibres, tested for five different groups based on diameters (i.e. 584.3, 508.8, 398.4, 317.3 and 196.6 µm), exhibits statistical distribution. The average strength of fibres decreases from 568 MPa to 483 MPa as fibre diameter increases from 196.6 µm to 584.3 µm. An analysis of variance test on fibre diameter was performed, which explains that the variation in the diameter across and among the fibres has a large effect on the tensile strength. Modified Weibull model agreed with experimental results, which states that elementary fibres have a certain effect on fibre strength. Along with elementary fibres, angle between microfibril and fibre axis, and bonding between elementary fibres are also dependent variables as tensile strength distribution is significantly affected by dimensionality of the composite.
Lu et al. 43 investigated the effect of surface modification (by NaOH solution and silane coupling agent) of bamboo fibres on the properties of epoxy-E44 composites. Small blocks of bamboo cellulose fibres (BCFs) were extracted from bamboo pulp followed by drying at 105°C in an electric oven. The extracted blocks were crushed in a universal grinder to make cellulose powder. BCFs are treated with 2 wt% of NaOH. Container containing 2 wt% of NaOH and 10 g of cellulose fibres was placed on a magnetic stirrer for reaction. Coupling agent treatment involved the treatment of BCF with 3% of KH560 solution for 3 h. Epoxy/BCF composites were prepared by casting method that involved the addition of BCF in a mixture of epoxy and curing agent T-31. Three types of composites were made using unmodified fibres and fibres modified with NaOH and KH560. Scanning electron microscopy (SEM), Fourier transform infrared (FTIR) and mechanical tests showed that both alkali treatment and coupling agent treatment improved the percentage elongation and tensile strength of the composite. Figure 6(a) shows untreated fibre containing impurities and amorphous cellulose. Figure 6(b) shows the NaOH-treated fibres with dislodged impurities on the surface, whereas Figure 6(c) shows KH560-treated fibres having tiny thin film on the surface. Alkali treatment changes cellulose fibre into cellulose fibrillation with much smaller diameter, resulting in the increase of surface area for contact of fibres with epoxy. In case of coupling agent treatment KH560, chemicals make reaction not only with cellulose but also with epoxy matrix; silane molecules linked with epoxy to enhance the interfacial strength. Coupling agent (KH530) treated and NaOH-treated fibres composite showed 71% and 31% improvement in tensile strengths, respectively, when compared with unmodified fibres composite.

SEM images of (a) virgin BCF, (b) NaOH treated BCF and (c) KH560 treated BCF (reprinted with permission from Lu et al. 43 ).
Jena 44 studied short bamboo fibre composites to find mechanical dependence of composite and to perform vibration analysis. Short bamboo fibre-reinforced polyester composite beams were prepared by 10 and 15 wt% of fibres using hand lay-up method in a mould with dimensions of 900 × 274 × 15 mm3. The evaluated mechanical properties like impact strength, hardness and tensile strength were high for composite with 15 wt% fibres composite, whereas flexural strength was high for 10 wt% fibre loaded samples. Frequency measurement from theoretical and finite-element analysis showed that frequency can be altered as bamboo fibre weight percentage varies. Same results were obtained in case of vibrational analysis, which revealed that vibrational parameters were altered with respect to weight fraction of bamboo fibres.
Hebel et al. 46 examined the tensile strength of bamboo fibre-reinforced epoxy composite made by hand lay-up method followed by curing in hot pressing at temperatures ranging between 80°C and 140°C, whereas pressure was maintained between 15 MPa and 25 MPa. Tensile tests results revealed that by varying temperature and pressure of hot press, interface strength between fibres and matrix is varied. The authors observed the maximum value of tensile strength 180 MPa at a particular combination of temperature/pressure and concluded that any deviation from this range has a negative effect on the mechanical properties.
Buson et al. 108 analyzed the mechanical and physical characteristics of bamboo fibres modified by alkalization in 1% NaOH and acetylation chemical treatment in acetic anhydride solution and acetic acid. These treatments modify the fibre surface by introducing acetyl functional group to the fibres resulting in hydrophobic behaviour but at the same time causing better adhesion of the fibres to the polymer matrices. Tensile test results presented that alkaline-treated fibres showed maximum tensile strength and tensile modulus, as compared to untreated and acetylated fibres. Acetylated fibres showed decline in tensile behaviour up to 28.3%, as compared to untreated fibres. Thermal stability, on the other hand, was largest for acetylated fibres because of higher binding energy. XRD analysis showed high crystallinity for alkaline fibres.
Inacio et al. 47 assessed the mechanical and thermal properties of composite reinforced with bamboo fibre and having a matrix of talc filled with PP/ethylene–propylene–diene monomer (EPDM). MAPP is also added as compatibilizer. Then, 22 factorial experimental designs with central point were used for composite manufacturing in a twin screw extruder. Compatibilizer levels were varied as 2 and 6 wt%, whereas fibre content changes from 20 wt% to 40 wt%. Composite with neither compatibilizer nor fibre was also prepared to find the dependence of compatibilizer and fibres on composite. Figure 7 shows the SEM images of samples with and without compatibilizer. Composite with the absence of compatibilizer showed holes, gap and fibre pull-out, which refers to lack of adhesion, whereas other image shows the composite with 6 wt% compatibilizer and it can be seen that no gaps are present and fibres are coated with polymer, which refers to improved adhesion. The compatibilizer had positive effect on only tensile and flexural strength, fatigue life; it affects negatively the tensile elongation at break and impact strength of the material. It was also concluded that the increase of fibre volume fraction also enhances the tensile and flexural modulus while the decrease was observed in impact strength and elongation at break.

SEM micrographs for composite (a) 40 wt% fibres with the absence of compatibilizer and (b) 40 wt% fibres with 6 wt% compatibilizer (reprinted with permission from Inácio et al. 47 ).
Wang et al. 109 worked on Weibull model of the failure behaviour (fibre breaking and matrix cracking) in unidirectional composites with bamboo reinforcement. Monte Carlo method was also used to characterize the failure properly. CYDF-175 epoxy was used as matrix and blasting extraction process was used for bamboo fibre extraction. Composite with 32 wt% of fibres having average length of 170 mm was prepared in a mould, where fibres were placed and epoxy was allowed to seep in assisted by heating in a vulcanization moulding machine at 80°C for 10 min. Then, the prepared composites were hot pressed under a pressure of 15 MPa for 5 h at 100°C. Tensile tests were performed and fracture surface was studied by various methods. One method involved using shear-lag model to study stress profiles responsible for fibres breaking event. Monte Carlo model along with simulation scheme was also used to estimate mechanical properties. It was also revealed that composite dimensions had certain effect on distribution of tensile strength. Overall, the results obtained by the author are useful for developing a comprehensive understanding of the mechanical performance of plant-based fibre-reinforced composites.
Song et al. 110 examined the fatigue characterization of structural bamboo materials. They also used the Weibull method to study failure morphology of bamboo composite subjected to flexural loading. Analytical model has also proposed to assess the relationship between number of cycles and extension damage. Strip shape samples were made with span-to-depth ratio of 16:1. For fatigue observation, strips were analyzed under in-situ characterization technique, such as telephoto macro lens. Strips were also tested in three-point bend test with a span length of 64 mm and displacement control of 0.1 mm/min. Along with anisotropic testing, samples were also analyzed under two different modes. Mode A refers to loading on the side with higher fibre density and mode B belongs to loading on the side with less fibre density. Flexural study along with failure mechanism and crack propagation was observed. It was concluded that on higher and lower fibre density, anisotropic behaviour was shown by bamboo. Logarithmic linear relationship was being observed by stress level as a function of cycle numbers, whereas loading on low fibre density, higher fatigue limitation and fatigue life was observed. Crack propagation leads to anisotropic crack behaviour in both bending configurations, indicating the importance of microstructure in fatigue.
Lu et al. 43 used 20 wt% treated bamboo fibres in epoxy matrix as treatment modifies the fibres surface to enhance the properties of the composites. Manalo et al. 28 also used 20 wt% bamboo fibres (modified by NaOH treatment) but with polyester matrix. On composites, it is observed that silane-treated fibres gave better properties to the composite, as compared to alkali treated fibres, which can be seen by the values of tensile strength given in Table 3. It is also suggested that concentration of the solution is very important in obtaining specific strength of the composites. Jena 44 used polyester as matrix with 10 and 15 wt% of bamboo short fibres. When 15 wt% fibres composite was compared with 20 wt% of NaOH-treated fibres composite, huge difference in tensile strength was observed, which suggest the importance of fibre treatment and fibre length. Fibre treatment like NaOH exposed the cellulose content of the fibres and increased roughness, which in return form good adhesion with matrix. Inacio et al. 47 also suggested a good matrix, which is talc-filled EPDM toughened PP having a compatibilizer of MAPP. He also used 20 wt% bamboo fibres. From all of the composites, composite having 20 wt. % fibres gave best properties, which changes as compatibilizer content varies but modulus of the composite affected more by fibre content than by compatibilizer. As discussed above, compatibilizer helps in making good adhesion of fibres and matrix.
Comparison of tensile properties of bamboo-reinforced composites.

NaOH: sodium hydroxide; EPDM: ethylene–propylene–diene monomer.
Jute fibre-reinforced polymer composites
Mishra and Biswas 49 studied the properties of jute fibre-reinforced epoxy composite, where fibres were arranged in bidirectional arrangement. Hand lay-up method was used with different amount of fibres, that is, 0, 12, 24, 36 and 48 wt%. To check actual density of prepared composites, water immersion technique was used. Tensile test results showed that as the fibre content increases, the tensile strength and modulus values also increase. In terms of voids formation, maximum voids appeared in composite containing 12 wt% of fibres, whereas minimum void content achieved in neat epoxy. Void formation decreases as fibre loading increases. Similar to tensile results, hardness and flexural properties also increased with fibre loading but properties like interlaminar strength and flexural strength showed high dependence on void content.
Pereira et al. 111 investigated the epoxy composites reinforced with jute fibres and studied their impact properties. Diglycidyl ether of the bisphenol A epoxy resin was used along with 13 parts of hardener triethylene tetramine. Four types of composites were prepared based on the fibre volume, that is, 0, 10, 20 and 30 vol.% of fibres. Charpy samples were then prepared with 2.54-mm-deep notch at an angle of 45°. It was revealed that tenacity increases as fibre volume increases, which respond to low shear stress at matrix/fibres interface. Fibres above 20 vol.% showed incomplete rupture due to bend flexibility.
Arao et al. 75 examined the strength characteristics in injection moulded jute/PLA composite. A detailed analysis was performed on pellet made by twin screw extruder with various screw configurations. Tensile test was performed onto the composite with short fibres and fractured surface was characterized for fibres geometry, fracture surface and dispersion rate. A chemical LA-1(Nisshinbo Chemical Inc., Japan) was used with the PLA matrix to suppress the hydrolysis and a recrystallizing agent was used to enhance the crystallinity of PLA matrix. PLA, LA-1, jute and recrystallizing agent were used in 46, 2, 50 and 2 wt%, respectively. Long fibre pellet (LFP) was prepared in a twin extruder coupled with an impregnation head. Extruder causes plasticization of PLA and head helps to infuse the PLA into jute. Similar method was followed for short fibre pellet (SFP). LFP and SFP were injection moulded (180°C) to get dumb-bell structure. SEM images of LFP and SFP (mix) are shown in Figure 8, where it can be seen that fibre pull-out and low interfacial shear strength (IFSS) were observed in LFP, whereas fibres which are pulled out showed bare surface of jute fibres. Low value of IFSS is because of hydrophilic nature and anisotropic property of fibre. When fractured surface of SFP was observed, fibre pull-out can also be seen and many short fibres are coated with PLA, which refers to increase of IFSS in SFP (mix). It was noted that tensile strength decreased by the addition of fibre, but modulus value increased by fibres addition. Excessive segregation occurred when LFP was used in injection moulding step but this also increased the aspect ratio of jute fibres.
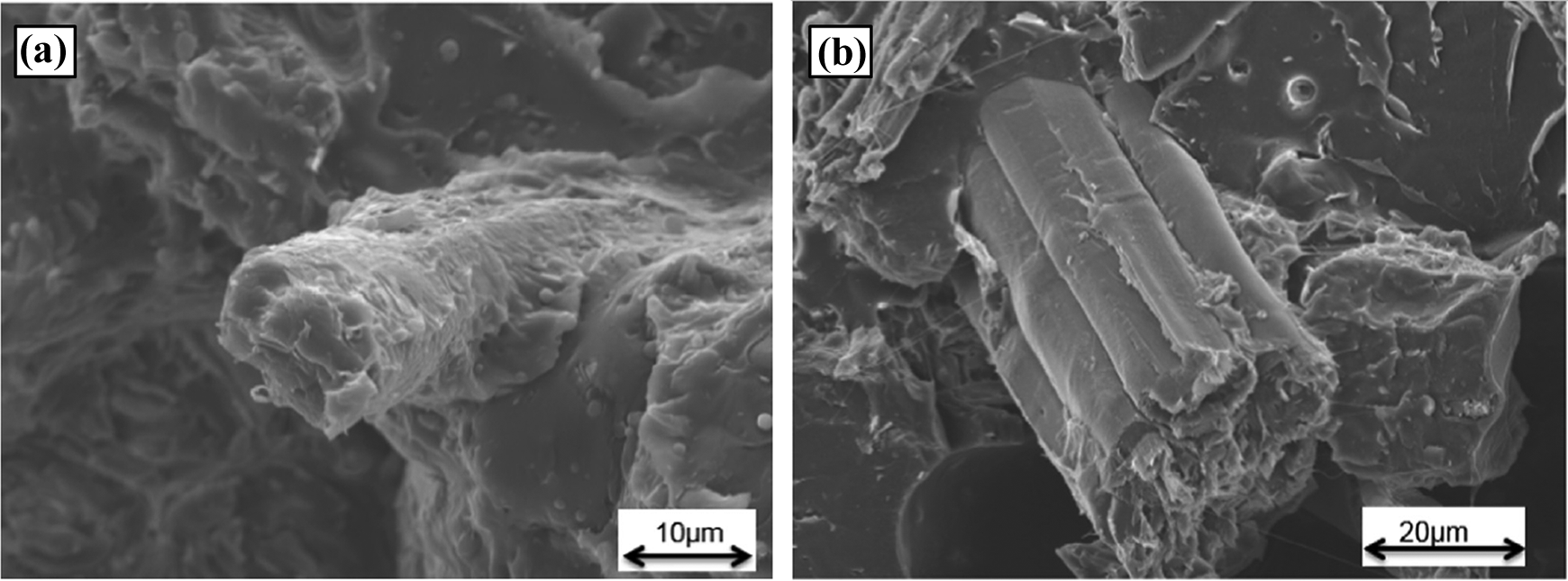
SEM micrographs of the fractured surfaces under tensile test (a) SFP (MIX) and (b) LFP (reprinted with permission from Arao et al. 75 ).
Khan et al.
50
studied the mechanical properties of woven jute fabric composite with poly(
Mishra and Biswas 49 and Biswas et al. 45 used jute fibres with epoxy matrix. Mishra used 12 and 24 wt% of bidirectional jute fibres, whereas Biswas used 52 wt% unidirectional jute fibres in epoxy matrix and from the values of tensile strength and tensile modulus, it is revealed that fibre content is very important in obtaining good mechanical properties. Increase of these properties with fibre content is due to the fact that as fibre content increases, the stress is properly transmitted and distributed among the fibres. Khan et al. 50 studied the importance of wrap and weft direction along with fibre treatment, and it can be seen that wrap direction gives better properties when used with PLLA matrix and with the addition of treatment properties improved further. Table 4 concludes that fibre’s direction and orientation are the important factors influencing the composite properties.
Tensile properties comparison with respect to treatment and orientation of fibres in jute-reinforced composites.

PLLA: poly(
WFs-reinforced polymer composites
Conzatti et al. 53 investigated the WFs-reinforced biodegradable polyester (BPE) composite. As obtained WFs and pretreated WFs were used to produce composites, the effect of treatment on fibres was studied. WFs with a diameter of 20 µm were used and mixed with BPE. Fibres were cut into 2 cm length. WFs were also subjected to treatment with polyvinyl alcohol (PVA) for 2 h and dried under vacuum for 24 h. Two types of samples were prepared one with untreated WF and one with WF treated with PVA. WFs (20, 30 and 40 wt%) were used for composite preparation by melt blending at a temperature of 160°C. Optical microscope with CCD camera was used to measure fibre dimensions in composite. For this purpose, BPE matrix was diluted with CH2Cl2 and 150 fibres length were measured in each sample. Elastic modulus and yield strength of the composites were greater than the neat BPE matrix. Also, the value of modulus increases with an increase in wool content, whereas break stresses of composite were lowered than that of BPE. As shown in Figure 9(a), SEM micrographs of composite containing WFs depict that the interaction between WF and BPE was improved by the treatment of the fibres. Figure 9(b) shows well-distributed WFs in BPE matrix with good degree of adhesion due to PVA treatment.

SEM micrographs of BPE-composites containing (a) BPE-WFPVA-30 wt% and (b) 40 wt% (reprinted with permission from Conzatti et al. 53 ).
Kim et al. 52 examined the continuously extruded short WF/PP composite sheets. Uniform thickness was ensured by rolling the extruded sheets. Three different grades of PP were used (PP-H5300, PP-HP400 L and commercially available PP) along with suitable addition of MAPP Licocene compatibilizer to bring change in mechanical properties, as determined by Taguchi analysis. Tensile and flexural strength depends mostly on the type of PP and MAPP content, whereas WFs content was less prominent factor in the mechanical behaviour because of fibre agglomeration. PP-H5300 showed better adhesion with fibres than PP-HP400 L, as observed in scanning micrographs. From all three grades, PP-HP400 L gives good wettability and dispersion.
Alomayri and Low 112 studied the production and mechanical properties of cotton WFs-reinforced fly-ash geopolymer composites. Four samples with 0.3, 0.5, 0.7 and 1 wt% of fibres were prepared. Fibres were first added to dry fly-ash in Hobart mixer to form homogenous mixture followed by the addition of alkaline activator (obtained by combining sodium silicate grade D solution with NaOH solution). The mixture was then casted into silicon moulds with dimensions of 80 × 20 × 10 mm3 and cured at 105°C for 3 h. Synchrotron radiation diffraction, SEM, Rockwell hardness, compressive test and impact tests were performed on all specimens. Increase in impact resistance, hardness resistance and compressive strength was observed for these composites with reinforcement up to 0.5 wt%. Further increase in cotton fibres content produced reduction in mechanical properties because of agglomeration of fibres, voids formation and deprived dispersion of reinforcement within the corresponding matrix.
Conzatti et al. 113 studied the composites with short WFs (18 µm in diameter and 2 cm in length) and PP produced by melt blending using 60 wt% of WFs and 40 wt% of matrix. Compatibilizer CO/PP CO5 (PP grafted with maleic anhydride) was also used in the PP matrix. It was concluded by thermogravimetric analysis (TGA) that thermo-oxidative and thermal stabilities of the composite were greatly enhanced by the interaction of PP with wool and this interaction improved further in the presence of compatibilizer. Elastic modulus was also observed to be increased. Compatibilizer used was effective but strength of the composite was lower than the PP matrix because of melt blending, which decreased the fibre length. Study revealed that to reduce fibre breaking, fibre modification and use of more efficient compatibilizer are important factors as they improved matrix/fibre interaction.
Conzatti et al. 54 studied the functionalization effect of silane-based agent on WFs. PP-based composite containing upto 20 wt% of WFs was manufactured using melt blending procedure. WFs were used in different forms, that is, as received, oxidized or functionalized with silane-based coupling agent to examine the effect surface modification of fibres. PP HP520 H and PP grafted with maleic anhydride CO/PP CO5 (CO5) were used as matrix. For composite preparation, PP and CO5 pellets were added in mixture chamber with the addition of 20 wt% of fibres on matrix melting. Composite with uncut fibres was also produced by placing fibres between 0.3-mm-thick PPCO5 sheets and moulding them at 180°C. FTIR and SEM analyses show the presence of trimethoxy silane on silanizing preoxidized wool, which refers to good adhesion between the fibre and the matrix. All composites showed enhancement in thermo-oxidative stability when compared to neat polyolefinic and the value predicted by the addition of components. Mechanical behaviour of the composites revealed that reinforcing effect on matrix was much lower than expected because of fibre fragmentation. This fragmentation effect was somewhat relieved by silanization but not eliminated completely because of fibre length, which is insufficient for crossing the critical value.
Kim et al. 51 studied the flammability and mechanical performance of PP/WF composite with its dependence on ammonium phosphate and polymer viscosity. Ammonium phosphate (APP) enhances the fire retardancy of the composite. Short fibres (30 wt%) were blended with PP and other chemicals in a compression moulding setup to prepare composite sheets (130 × 130 × 3 mm3). Figure 10(a) and (b) shows the SEM images of PP-wool and PP-wool-APP sample fractured through tensile tests. It is clearly observed that PP-wool sample contains less number of voids, as compared to PP-wool-APP sample, because of hydrophilic nature of APP, which leads to poor adhesion between wool and polymer. Tensile tests show enhancement of modulus by the addition of APP in PP-wool-APP composite, but at the same time, APP addition reduced the tensile strength of APP-wool-PP composite, as compared to PP-wool composite. Cone calorimeter results indicated that fire-retardant properties of PP-wool 30 wt% composite increase with the addition of APP 20 wt%. Peak heat release rate decreases by 82%. Along with cone calorimeter, optical images of PP-APP also indicated improvement in APP dispersion with PP having high melt flow index. Charring effect of wool and APP shows that the formation of compact structure prevents heat to enter into flame zone.
SEM micrographs of tensile fractured samples: (a) PP-wool 30 wt% and (b) PP-wool 30 wt% with APP 20 wt% composites (reprinted with permission from Kim et al. 51 ).
Chang et al. 55 investigated the mechanical and thermal properties of wool powder (WP)/polypropylene carbonate (PPC) composite. PPC had a molecular weight of 82,000, whereas WP had a particle size of 4.02 µm in diameter. PPC/WP composites were prepared with different percentage of WP, that is, 0, 0.5, 1.0, 2.0 and 4 wt%. When tensile properties were checked, all the composites showed increase in properties as compared to neat PPC but composite with 2 wt% of WP showed maximum tensile strength and tensile modulus. All tests concluded that PPC thermal and mechanical properties were greatly improved by the addition of 2 wt% WP because of improvement in adhesion between WP and PPC.
Kim et al., 51 Kim et al. 52 and Conzatti et al. 53 used WFs for composite preparation. Tensile properties of 30 wt% fibres composites are compared. Kim used PP and studied the dependence of APP on its properties. By the addition of APP in WF composite, modulus of the composite significantly improved because of high stiffness of the particles, but at the same time, tensile strength decreases in the presence of APP and 30 wt% WFs. Kim also studied the MAPP effect on different grades of PP. When 30 wt% of WFs is added along with 2% of MAPP, maximum value of tensile strength and modulus was obtained. When PP-B1452 was used with 30 wt% fibres and 6% MAPP, tensile strength is almost same as that of composite formed by PP with 30 wt% fibres and 20 wt% APP, but modulus value for later composite was high due to high stiffness of APP particles. Excessive MAPP content shows negative effect on composite strength, which is found in Mohanty et al. studies 114 and can be seen by values given in Table 5. BPE matrix is used with 30 wt% WFs by Conzatti. Thirty wt% of treated WFs were used for composite preparation with better properties than untreated fibres composite. Treatment of fibres with PVA improved the wetting properties of the fibres. Treatment of fibres with hydrogen peroxide increases its composite properties, as investigated by Conzatti et al. 54
Tensile properties assessment with respect to wt. % and treatment of fibres in different wool-reinforced composites.

PP: polypropylene; MAPP: maleic anhydride-grafted polypropylene; PPC: polypropylene carbonate; APP: ammonium phosphate; MPTS: [3-(methacryloyloxy)propyl]trimethoxysilane.
Hemp fibre-reinforced polymer composites
In a study by Sair et al., 58 alkali-treated natural hemp fibres (diameter of 22.5 µm and length of 5–10 mm) were used as reinforcement with polyurethane (PU) to get better thermal conductivity and mechanical properties. PU was obtained by prepolymerization of polyol and polyisocyanates. First, fibres and polyol were mixed under constant stirring for 20 min, and then, polyisocyanate was added (1:1 ratio of polyol and polyisocyanate). Mixed product was then poured in to the mould and cured for 48 h. Composites with different fibre content, for example, 0, 5, 10, 15, 20, 25 and 30 wt% were made to test the effect of fibre loading on properties. Mechanical analysis proved that composite with 15 wt% of fibres showed maximum bending and tensile modulus, as compared to other samples. Thermal conductivity increases linearly with fibre density, as revealed by conductivity test.
Naughton et al. 59 used hemp fibres (mat form) as reinforcement in a polyester (Crystic 2-414p) matrix to study the fire-retardant properties by bench scale method. Compression moulding process was used for composite preparation and curing was done using aluminum mould in electrically heated hydraulic press. Tensile strength is observed to be increased with an increase in fibre content. During fire retardancy test, one important finding was the relation of char layer with fibre content, which seems to be directly proportional with each other. Gases were also formed due to decomposition of hemicellulose, which delayed the ignition of the composite. Study revealed that at low temperatures, the probability of mechanical degradation of the composite was high and resistance in fire performance increased with the increase in thickness and fibre content.
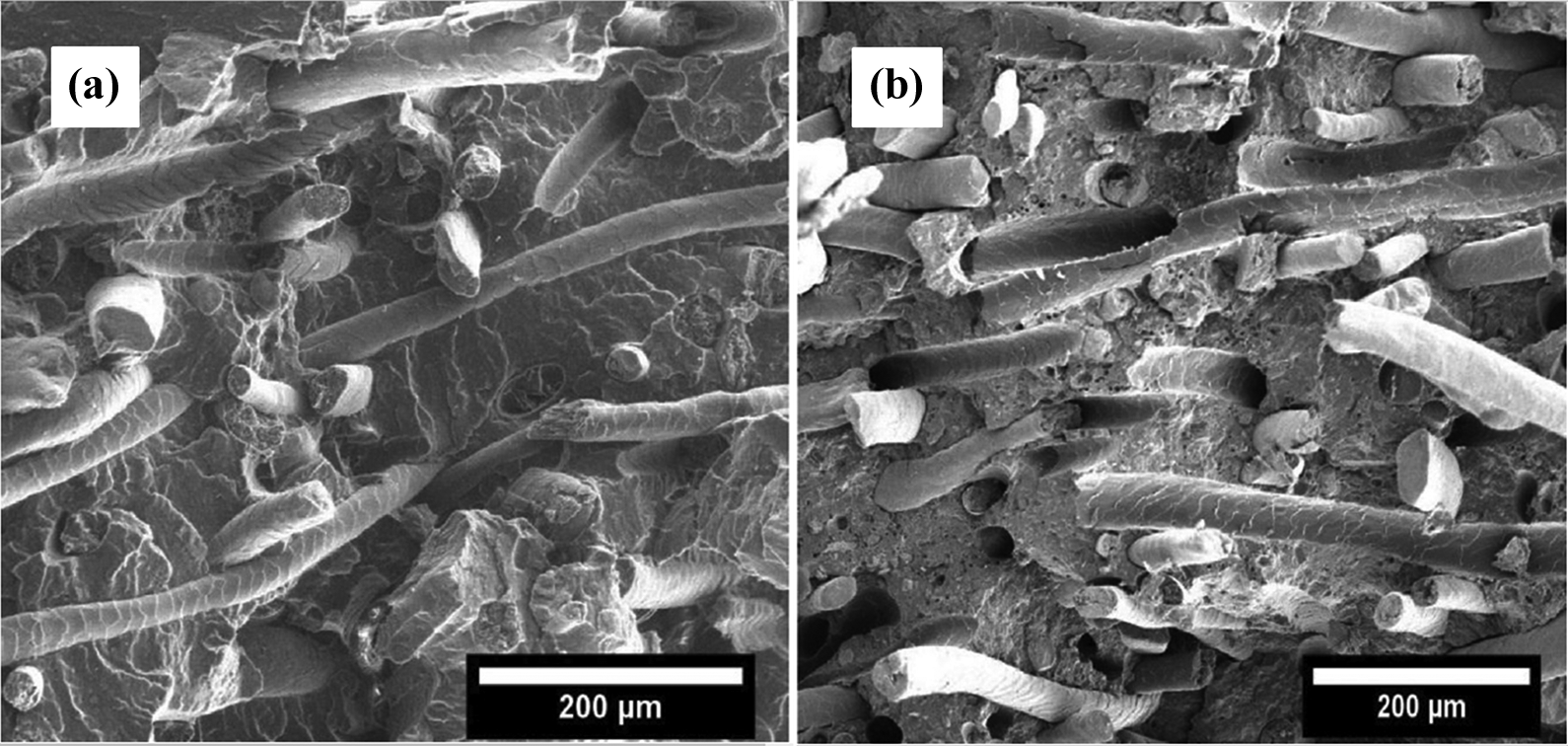
Sawpan et al. 56 studied the mechanical performance of polylactide biocomposites reinforced with hemp fibres. Random short fibres and aligned long fibres were chemically treated (alkali and silane treatment) before using them as reinforcement. Twin extruder was used for composite preparation, where chopped short fibres and PLA pellets were compounded inside the extruder. For preparation of long fibre composites, compression moulding was used. The composites with different fibre contents, that is, 30, 35 and 40 wt%, were prepared to find the mechanical dependence of treatment and fibre content. The SEM microstructures of fractured samples with different fibre content are shown in Figure 11. It is indicated that as fibre content increases, interaction between fibre/equipment and fibre/fibre interaction also increases, which resulted in increase of short fibre population. Increase in fibre content increased the tensile strength, Young’s modulus and impact strength. One limitation in injection moulding is its low melt flow as fibre content changes to more than 30 wt%. In terms of fibre treatment, it was seen that tensile properties and impact properties increase with fibre treatment. When long fibre composites were tested, mechanical properties improved further indicating the importance of alignment. Composite with 35 wt% of treated long fibres showed the maximum value of tensile strength and Young’s modulus value.

SEM images of fractured surfaces of composite with untreated and treated hemp fibres projected to tensile test (a) 10 wt%, (b) 20 wt% and (c) 30 wt% fibres (reprinted with permission from Sawpan et al. 56 ).
Islam et al. 57 studied the effect of alkali treatment of hemp fibres (long aligned and short random) on properties of PLA polymer composites. Crystallinity affect in PLA was found to be more in the presence of fibres, as compared to neat PLA. Compression moulding process was employed for the preparation of composite by making fibre mat sandwich between PLA sheets. Degree of crystallinity and thermal characteristic of the composite revealed that the treated fibre composite performed better than the untreated fibre composite. The treated and aligned long fibre composite showed clear improvement in IFSS, but IFSS is greatly affected by water, which causes PLA degradation. In composites made with aligned and random short fibres, there was no significant reinforcement effect.
Ahmad et al. 115 studied the dynamic mechanical properties of the epoxy matrix composites with PET/interwoven hemp reinforcements. Different types of composites were prepared by two-step vacuum diffusion process with different combinations of reinforcements like woven hemp, woven PET and interwoven hemp/PET hybrid. After complete preparation of the composite, curing was performed at RT for 12 h. Thermal behaviour and moisture degradation changes with hybridization of woven hemp (HH), interwoven hemp/PET (HP) and woven PET (PP). TGA on interwoven hybrid composite shows decrease in final residue percentage with PET fibre hybridization. Hybrid composite of interwoven hemp/PET showed highest values of tensile and flexural properties, as compared to woven hemp and PET composite. Water absorption test concluded woven hemp composite adsorbed highest percentage of water, whereas PET helped in reduction in water uptake. Interwoven hemp/PET composite showed maximum storage and loss of modulus when tested under dynamic mechanical analysis.
To summarize, tensile properties of hemp fibre composites were determined by different researchers. Different matrices were used with hemp fibres, and it is observed that the choice of matrix and fibre treatment are very important for obtaining required mechanical properties. Sawpan et al. 56 and Islam et al. 57 used PLA as the matrix but different fibre treatments. When 30 wt% fibres were used and treated with NaOH, maximum tensile strength and modulus were observed as compared to silane treatment. This is explained by increase in the –OH group as alkali treatment involves removal of a material from fibre and increase of surface area, which results in strong bonding. Treated fibres also increase the PLA crystallinity. Sair et al. 58 used PU and surface-treated fibres with NaOH and 3-aminipropylltrimethyl silane. He also used different percentage of fibres to check the dependence of properties on fibre content. When 20 wt% treated fibres were used in PU, they give better value of modulus as compared to 30 wt% fibres. Also 30 wt% fibres with PU matrix gave low value of modulus when same percentage of fibres was used with epoxy matrix. Furthermore, Naughton et al. 59 revealed that tensile strength of the hemp fibres exposed to heat also decreased, as indicated by the values given in Table 6.
Tensile properties of different hemp-reinforced composites.

NaOH: sodium hydroxide.
Coir fibres polymer composites
Tran et al. 116 tried to understand the interfacial characteristics and adhesion of coir fibres (untreated and treated with 5 wt% NaOH for 2 h at RT) with PVDF, PP and MAPP matrices. Selection of matrix for composite preparation was based on the difference in surface energies and chemical bonding between PP and PVDF. The produced composites were analyzed by contact angle measurement, fibre pull-out test, flexural mechanical test and X-ray photon spectroscopy (XPS), which were used for studying the prepared composites. Wetting experiment and XPS results predict the most suitable matrix for fibres. Fibre pull-out test and transverse three-point bend test revealed the practical adhesion in single-fibre composite that was supported by the wetting experiment and XPS results. Pull-out test indicates the brittle fracture of the interface between the coir and the matrix, indicating a strong bond between the fibre and the matrix used. The fibre–matrix interfacial adhesion was evaluated by kink force displacement curves method and Zhandrov method, and the results obtained from both of these methods were similar to each other. In case of thermoplastic composites, surface energy dominates the adhesion process as no formation of covalent bond occurs at the interface. No bond formation reveals that PVDF is the most suitable matrix for coir fibres as compared to PP matrix. Treatment of fibres with alkali also improves the adhesion of fibres. In case of MAPP matrix, the increase in interfacial strength occurred, but no change in adhesion was seen.
Yan et al. 60 studied the alkali treatment effect on mechanical properties and microstructure of coir fibre and coir fibre-reinforced epoxy matrix composite produced by vacuum bagging. Fibres were treated with 5 wt% of NaOH for 30 min. SEM microstructures, as shown in Figure 12, revealed that alkali treatment produces clearer and rougher surface, which is required in strong bonding of the fibres with the matrix. Coir fibre-reinforced epoxy composites with treated fibres show higher values of tensile strength, tensile modulus and flexural strength, but composites with untreated fibres show increased tensile strain and flexural strain values.
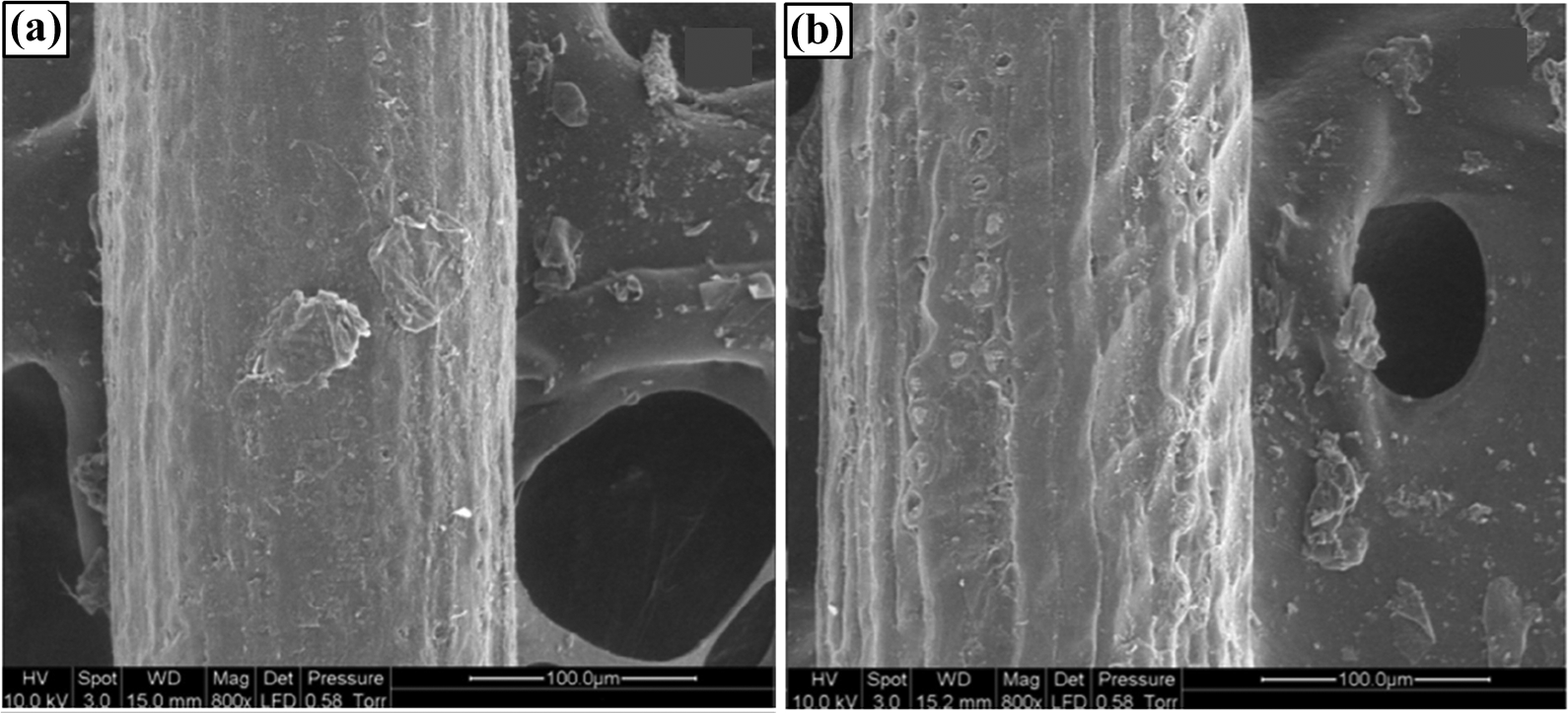
Coir fibres SEM images showing fibres surface (a) untreated and (b) alkali-treated (reprinted with permission from Yan et al. 60 ).
Mir et al. 62 investigated the physicomechanical properties of chemically treated coir fibre/PP biocomposites. Chemical treatment in hydrochloric acid, sodium bicarbonate (NaHCO3) and basic chromium sulphate increases the compatibility between fibres and matrix. For composite preparation, coir fibres with a length of 3 mm were added (10, 15 and 20 wt%) in a beaker containing PP. Voids were removed by drying matrix at 100°C. Mixed fibres were then taken into die and pressed in hot pressing machine for 20 min at a pressure of 30 kN and temperature maintained was170°C. SEM images of the treated composite are shown in Figure 13, and it can be seen that there is no specific difference present in fibres and matrix showing improved and very good interfacial bonding. This improvement is because of the fact that –OH group in raw coir fibres is converted into hydrophobic group, which interacts with hydrophobic PP and enhances the bonding. It was concluded that tensile strength of composite first increases with increasing fibre content and then decreases. Also, 5 h of fibre treatment produced the best mechanical properties in the composites. As a result of fibre treatment, water absorption capacity was also decreased as observed in water absorption test.
SEM micrographs of 20 wt% fibre composite treated in (a) basic CrSO4 for 3 h and (b) basic CrSO4 and NaHCO3 for 5 h (reprinted with permission from de Oliveira Filho et al. 82 ).
dos Santos et al. 61 examined the sodium carbonate effect on coir fibre-reinforced epoxy and polyester matrices composites produced by hand lay-up method. Tensile and flexural properties were significantly higher for coir–polyester composite than the coir–epoxy composites. Results show that the treatment of fibres produced swelling in internal structure causing densification of fibres, which result in increased tensile and flexural properties of the fibres and ultimately of the composite. High fibre–matrix interaction in polyester composite showed higher impact strength than epoxy composite.
Yan et al. 60 used epoxy matrix with 22 wt% of randomly oriented coir fibres treated with NaOH, getting high tensile strength and modulus for the treated fibres composite as compared to untreated fibres composite. Random orientation causes only those fibres to act, which are perpendicular to the applied load. dos Santos et al. 61 compared epoxy and polyester matrices reinforced with 30 wt% of fibres that were treated with sodium carbonate. This treatment helped in increase of swelling and roughness. Epoxy showed higher tensile strength, whereas polyester showed higher tensile modulus, as provided in Table 7. Tensile modulus of the composite mainly depends on the modulus of the matrix and fibres. Fibre treatment with sodium carbonate breaks the bonding between hemicellulose and cellulose and causes hydrogen bond formation, which gives strength to the fibres. Mir et al. 62 also used coir in PP matrix and studied the dependence of fibre content on composite, where fibres were also treated with basic chromium sulfate and NaHCO3 salt in acidic media. By this treatment, –OH group is converted into –OH–Cr groups. Raw coir shows hydrophilic nature, whereas PP is hydrophobic, so they do not interact well with each other, as a result, weak interface is formed. By increasing the fibre content, this weak interface between fibres and the matrix increases resulting in a decrease in tensile strength.
Tensile properties of coir-reinforced composites with variation in matrix and treatment.

NaOH: sodium hydroxide; NaHCO3: sodium bicarbonate.
Banana fibre-reinforced polymer composite
Amir et al. 63 explored the effect of fibre configuration on properties of banana fibre-reinforced PP composite. PP matrix was anhydride grafted with MAPP coupling agent (PP = 95% and MAPP = 5%). Three different types of composites, PP/raw banana fibre, PP/banana yarn and PP/banana mat, were prepared by a screw extruder machine, followed by lamination in a compression moulding machine for 20 min at a temperature of 175°C and pressure was 10 tonnes. Mechanical test results, recorded for all three composites made by different configurations, show that PP/banana yarn has maximum value of tensile and flexural strength when compared with unreinforced PP. SEM analysis of the fractured surface shows the intact bonding between the PP matrix and the banana yarn, confirming the result that PP/banana yarn composite gives us better mechanical properties.
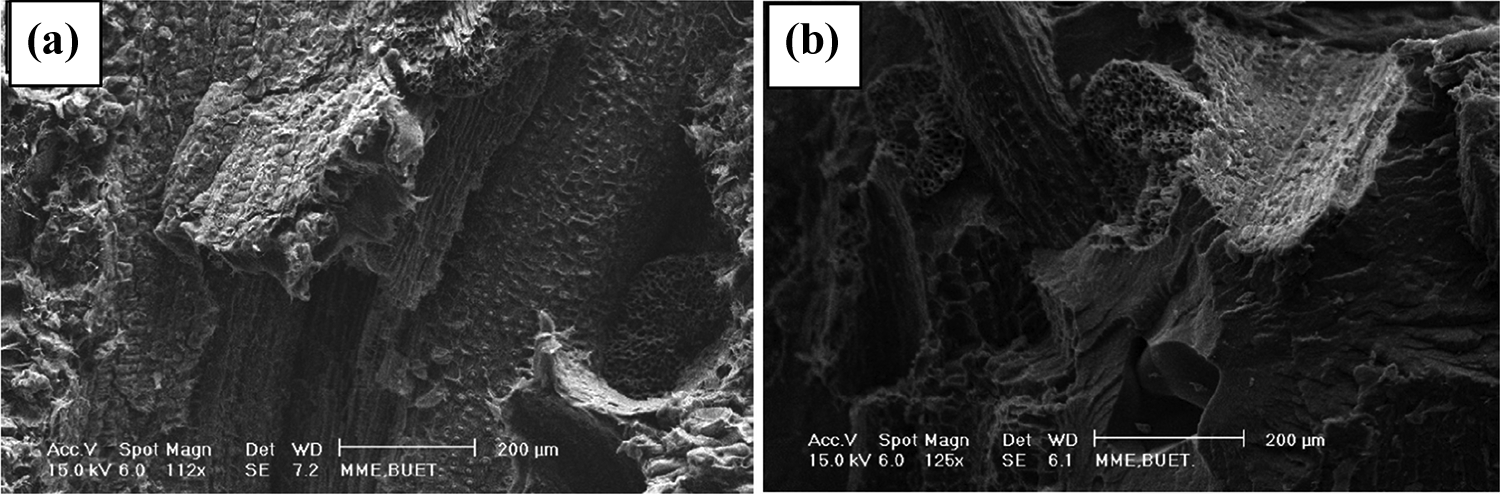
Ramesh et al. 65 studied the mechanical properties and processing of banana fibres (50 and 60 wt%)-reinforced epoxy matrix composites made by hand lay-up method, followed by lamination (three layers) in a compression moulding arrangement. It was found that the maximum tensile strength of 112.58 MPa was obtained for composite with 50 wt% fibres and 50 wt% of epoxy. Flexural strength also got the maximum value for the same composite, whereas impact strength was the highest for the composite with 60 wt% of fibres. The SEM micrographs of the fractured surface are shown in Figure 14, which suggest that fracture occurred was due to mechanical loading, matrix failure and crack formation in the matrix. Overall results obtained concluded that composites prepared using 50 wt% of banana fibres and 50 wt% of epoxy gave the best mechanical properties, making it suitable for different applications.

SEM micrographs of banana fibre-reinforced composite under the influence of (a) tensile loading and (b) flexural loading (reprinted with permission from Ramesh et al. 65 ).
Muktha and Keerthi Gowda 117 inspected the fire resistance and water absorption behaviour of untreated banana fibre polyester composites prepared by hot compression moulding method. Various composites were made with randomly oriented banana fibres, one with 3 mm and the other with 5 mm thickness. Fibre volume fraction was also different in different samples, that is, 5%, 10%, 15%, 17.5% and 20%. The 3-mm-thick specimen predicts less water absorption capacity and fire resistance, as compared to 5-mm specimen. Moisture content test and fire resistance test showed that as the fibre volume increases, burning rate starts decreasing, indicating better thermal stability of the composite. 118 Water absorption is directly proportional to fibre volume, and absorption rate rises, as fibre loading increases.
Jordan and Chester 64 studied the treated banana fibre-reinforced low-density polyethylene (LDPE) matrix composites. To find most suitable treatment for banana fibres, two different chemical treatments (peroxide treatment and permanganate treatment) were designed and applied, per the procedure described by Joseph et al. 119 Peroxide treatment was performed in 6 wt% solution of dicumyl peroxide and acetone, where fibres were immersed for 30 min. Permanganate treatment was performed in a solution of potassium permanganate and acetone for 1 min. Screw extruder was used to prepare composite. Pellets of LDPE and banana pseudostem fibres were mixed to form a molten composite, which is then forwarded to injection moulding machine. It was revealed that the treatment of fibres enhances the interfacial bonding between the matrix and fibres. Tensile and flexural properties were checked, and it was seen that untreated banana pseudostem fibres showed considerable increase in properties, especially in tensile stiffness as the fibre volume increases which is same as that of permanganate-treated composite, but certain decrease in properties was observed as the fibre volume reaches 20%. Also it was observed that permanganate treatment does not have significant effect on the composite, as seen through the values of tensile strength and modulus in Table 8. Permanganate treatment increases the roughness of fibres and fibre breakdown as they rub with each other during processing, resulting in no effect of treatment just like untreated fibres.
Tensile properties of different banana-reinforced composites with different fibre content and matrix.

LDPE: low-density polyethylene; PP: polypropylene; MAPP: maleic anhydride-grafted polypropylene.
Discussion
According to the literature reviewed in the previous section, it may be summarized that tensile properties of natural fibre-reinforced composites depend on the fibre type, fibre treatment, matrix type and process parameters employed. Tensile strength of natural fibre polymer composites with various chemical treatments and matrices is abridged in Figure 15.

Comparison of tensile strength of NFPCs.
Overview of the results plotted in Figure 15 suggests that tensile strength of the composite depends on fibre volume fraction inside the composite, where maximum tensile strength is shown by bamboo/epoxy composite containing 70% of bamboo fibres and 30% matrix only. Along with fibre %age, surface treatment and type of matrix also play an important role. When the same amount of bamboo fibres was used in epoxy with different chemical treatments, it is observed that KH 560-treated bamboo fibres gave high value of tensile strength than NaOH-treated bamboo fibre composite. This is due to improvement of interfacial bonding between fibres and the matrix. Just like fibre treatment, different types of matrices exhibit different strength, as indicated by the values of tensile strength of wool/PP + MAPP composite. When 30% wool/PP composite contains 2% of MAPP, tensile strength is higher, but it decreases as MAPP content reaches 6%. Matrix content in any composite also has relation with tensile properties because matrix content beyond certain limit produces voids in composite and these voids behave as crack initiation site during load application. Similarly, large amount of matrix distributes the fibres long distance away from each other and the fibres strengthening effect is reduced and the mechanical properties of composite are affected.
Different plant fibres exhibit different values of tensile strength so their addition in polymer matrix imparts different properties to the matrix. For example, 24% jute fibres in epoxy give more strength than 30% hemp fibres in the PLA matrix. To get better values of tensile properties, many important factors need to be optimized. In Figure 16, these important factors are summarized on which the properties of NFPCs are dependent.

Factors affecting NFPCs properties.
Tensile properties of the composite are also strongly affected by the orientation of the fibres deployed during composite preparation and their adhesion characteristics with the matrix. The optimum strength of the composite is achieved only when the fibres are arranged in the direction of the applied load. So in case of randomly oriented fibres, only those fibres bring strength to the composite that are oriented in the direction of load applied.
The fibres arranged longitudinally along the loading direction also provide hindrance for crack initiation and propagation in the composite. This means fibre morphology, that is, the way fibres are oriented and distributed inside the matrix becomes very critical as far as mechanical properties of the composite are concerned. Rough surface morphology imparts better mechanical properties to the composite because of mechanical interlocking phenomenon involved. Sometimes, fibres are also coated with a compound (physically or chemically), which forms good interfacial bonding with the matrix. Fibre treatment also changes the fibre morphology inside the matrix by modifying the fibre structure, such as crystallinity and degree of polymerization. Crystallinity of the composite plays a very important role in obtaining useful characteristics. Some treatments introduced nucleation agents on the fibre surface, which when embedded inside the matrix imparts high crystallization rate. For getting high mechanical strength and modulus, fibres need to be used in such a manner that should impart high crystallinity and small cross-sectional area. 120- 123
NFPCs exhibit special properties of being lightweight and less expensive as compared to the other synthetic fibre composites. So, NFPCs are widely being used in a variety of applications, for example, in aircraft industry, automobile and transportation parts producers, and bullet proof stuff manufacturing industry. For example, in aircraft industry, engineers are using these materials for interior panelling of aircrafts. 124 In present days, almost all the main international producers of automotive and transportation parts are using these materials and their use is increasing day by day. 125,126 These materials are also being used to produce bulletproof panels, where ramie fibres are employed with epoxy matrix. 127 In recent years, NFPCs have also drawn huge attention in the field of wind turbine as they induce biodegradable and non-hazardous properties to the turbine. 128 In short, NFPCs have gathered huge commercial success and the factors responsible for that success are shown in Figure 17.

Brief summary of factors responsible for success of NFPCs.
However, apart from a number of advantages and many useful applications in various sectors, natural fibres still have some limitations. One of the main limitations is the ability of natural fibres to absorb moisture, which makes the composite swell and decrease its strength. Natural fibres are also subjected to aging and degradation problem, which restricts their use for longer periods of time. 129,130 In addition, adhesion of natural fibres with the matrix is also lesser strong when compared with synthetic fibres. However, this weak adhesion problem can be and is being solved by surface modification of fibres.
Conclusions
This review article presented brief introduction to composite, matrix and fibre phases, types of composites based on the matrix materials with more focus on natural fibre-reinforced polymer matrix-based composites. Also, there were comprehensively discussed the common types of natural fibres, their chemical composition, general characteristics, and applications. It was also reviewed the research done in the last two decades on natural fibre-based polymer composites prepared using different types of natural fibres with special focus on fibre treatment and the mechanical properties.
Because of comparable mechanical properties and being environmental-friendly and cost effective, natural fibre polymer composites have gained much interest in recent decades. Mechanical properties are greatly improved by choosing the most suitable natural fibre type, extraction method, treatment and processing method. As a large variety of natural fibres that exhibit a range of strength are available, they may impart variable strength to the polymer matrix composites. Among most of the natural fibre types reviewed in the article, bamboo, hemp and jute fibres show higher values of strength than others. Their incorporation inside the matrix give high value of strength and the strength value can further be improved by surface modification that enhances the interfacial strength leading to the improved tensile properties of the natural fibre composites. These successful research have evolved many applications in various areas, including automobile and transportation sector, bullet proof panels manufacturing and air craft industry. To extend the application range of these composites, further research is also required and a positive future is expected in this area.
Challenges and future prospects
NFPCs exhibit remarkable properties as compared to synthetic fibre-reinforced polymer composite, but not all natural fibre composites show good strength like sisal and jute fibres. For natural fibres, it is needed to develop processing methods and designs to achieve properties that allow the use of natural fibres composite in load-bearing applications just like synthetic fibres composites. Proper maintenance methods must be developed to avoid failure during service.
Suppliers of natural fibres should focus on the pretreatment of fibres before supplying so that fabrication time can be reduced. Along with that scientists also have prominent role in overcoming problems in long-term stability and moisture absorption for NFPCs used in outdoor applications. As natural fibres have a variety of applications, the production of natural fibres on large scale also needs a serious attention.
Footnotes
Acknowledgements
The authors fully acknowledge the financial support from Pakistan Science Foundation.
Author contributions
Muhammad Ramzan Abdul Karim and Danish Tahir contributed equally to this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Pakistan Science Foundation under project no. PSF/Res/KPK-GIKI/Eng. (170).