
Abstract
In engineering, composites have indicated a more profound influence in the recent development of materials with high strength to weight ratio. The purpose of this work is to identify the different and specific properties which a composite possesses when various reinforcement fibres are used in different epoxy matrix material. Composite materials have a major role to play with meeting that requirement. Many natural fibre composite materials possess good mechanical properties but still lack in satisfying applications requirements and alternate for which is seen as sandwich natural fibre composites. In this investigation, an effort has been made to study the mechanical properties exhibited by sandwich epoxy composite reinforced with various commonly used natural fibres, namely Aloevera, Kenaf, Sisal, Jute and Flax. The polymer resin used as matrix is also varied using Epoxy LY556 and Epoxy GY250. The originality of this work is in the use of Epoxy GY250 to fabricate sandwich composites with five commonly available natural fibres and compare its performance to the more widely used Epoxy LY556. It has been determined through various mechanical tests, which particular epoxy resin bonds better with the natural fibres namely, jute, sisal, aloe vera, kenaf and flax thereby providing better tensile, impact and flexural properties. The investigation is hoped to provide an insight into how the environmentally friendly natural fibres interact with the varying matrix resins and how this interaction affects the mechanical properties of said composites.
Introduction
Composite material is a combination of two or more materials that results in better characteristics and properties than those of the individual components when used alone. 1 The constituents of a composite are commonly referred to as reinforcement and a matrix. Composite materials with their high strength and stiffness, combined with low density allowing for a weight reduction in the finished part which is of considerable advantage in engineering. 2 The strength and stiffness are contributed to a large extent by the reinforcing phase. Industries, in recent years, have shown a growing interest in hybrid composites of natural and synthetic in nature due to their effective weight reduction and environmental friendly reasons. 3
Sandwich composite is a layered construction which is formed by bonding two thin facing sheets to a relatively thick core. It is a construction where the facings resist most of the applied in-plane, edgewise loads and flatwise bending moments. The thick core spaces the facings and acts in transmitting shear between them. The core also helps to provide shear rigidity to the sandwich. 4
The applications of natural fibre-reinforced composites are growing rapidly because of their mechanical properties, low cost, processing advantages and low density. The availability of natural fibres in Asia is in abundance and natural fibres show added advantages above traditional reinforcement materials in terms of renewability, cost, recyclability and biodegradability. The performance of natural fibre-reinforced composites depends significantly on the fibre, matrix and the ability to transfer the load from the matrix to the fibre.
Bamboo, sisal, kenaf, coir and jute are some natural fibres which possess properties enabling their use in composite components for reduction in weight and cost. 5 These fibres are advantageous as they are renewable, non-abrasive to processing equipment and at the end of their life cycle can be incinerated to recover energy as they have high calorific value. 6
Fibres derived from renewable natural resources possess the potential to be a biodegradable alternative as reinforcing materials to synthetic fibres. 7 Various advantages such as low cost, low density, biodegradability, better thermal properties, and low energy consumption during processing are seen in natural fibres.8, 9
Jute, amid the commercially available crop fibres, has an extremely high proportion of stiff natural cellulose. This makes it a boon to combine Jute with epoxy and polyester resins to fabricate composites also it has been used to form high performance concrete. Studies have shown that the adding of natural jute natural fibre to this type of concrete helps prevent spalling. 10
Linoleum fibres have a mechanical behaviour similar to composites including glass or carbon fibres. In terms of stress and displacement values, composites including linoleum fibres can be used in aerospace applications with limited loads. 11
The fibres in kenaf are found in the bast and core. The bast constitutes 40% of the plant. Kenaf is one such natural fibre extracted from Hibiscus cannabinus. It shows potential as reinforced fibre in thermosets and thermoplastics composites. 12 More recent research and development work have demonstrated the plant’s suitability for use as building materials, textiles, adsorbents, livestock feed, and fibres in new and recycled plastics. 13 Studies have shown that Kenaf–Epoxy reinforced composites can be employed as an alternative friction material. When tested these composites showed friction coefficient well within the suitable range for material used in friction applications. 14
The aloe vera fibre has a low specific weight, therefore resulting in a more significant specific strength and stiffness than glass. This is an advantage especially in parts designed for bending stiffness. It is a renewable resource where CO2 is used while oxygen is given back to the environment and the production requires little energy. It is producible with lesser investment at low cost, which makes the material a good choice for low-wage countries. It requires friendly processing, no wear of tooling, and no skin irritation. Thermal recycling of such fibres is possible, whereas glass fibres cause problems in combustion furnaces. Aloe vera reinforced polyester and epoxy composites are being studied recently for the above reasons. But some studies show that introduction of aloe vera fibres in polyester or epoxy matrix had a minor effect in improving the strength. 15
Hemp fibre collected from the outer layer or the bast of the Cannabis sativa plant. This fibre conducts heat, dyes easily, blocks ultraviolet light and is seen to have natural anti-bacterial properties. Hemp hence finds use in many industries such as paper, biodegradable plastic, construction and fuel. Automobile companies are employing hemp fibre to reinforce door panels to ensure higher safety standards. It has been seen that the introduction of hemp fibre contributes hugely towards improving the load-bearing capabilities of epoxy resin composites. Wear study of hemp reinforced epoxy composites clearly showed that hemp, when added as reinforcement, lowered the coefficient of friction, providing better wear resistance. 16
Sisal is a surface rough and strong fibre is being increasingly used in composite materials applications for cars, furniture and construction as well as in plastics and paper products. Sisal fibres are obtained from the plant agave sisalana, a native of Mexico. The hardy plant grows well all year round in hot climate and dry regions which are very often unsuitable for other crops. 17 Sisal can be cultivated in almost all soil types other than clay and has very low tolerance to very moist and saline soil conditions. Sisal is used very widely in numerous applications such as string, twine, ropes, yarn and which can also be woven into carpets, mats and various handicrafts. Competition offered by synthetic fibres like glass, has reduced the demand for sisal in traditional applications. However, growing consumer demands for natural fibres are expanding the markets for sisal in high-value applications such as in reinforcing composites and plastic composites. 18
Renewable resources are finding increasing use in the manufacture of polymers. Specifically, monomers such as carbon dioxide, vegetable oils and carbohydrates are identified to be used as raw material for the production of sustainable materials, including resins, engineering polymers and composites. 19 There is a growing involvement and interest in the construction of composite materials from biosourced, recycled materials and waste resources. Automakers are finding application of biocomposites in the design of lightweight parts. Hybrid biocomposites that are made of bioresourced materials have led to rapid advances in manufacturing. 20
Industries are increasingly conscious of the environment and becoming aware that the planet and people cannot be exploited in order to continue to prosper. The textile market is dominated at present by manmade fibres, the environmental impact of such has become highly noticeable. Conventional methods of producing synthetic fibres is not environmental friendly as they employ materials which are not renewable, energy intensive to manufacture, are not biodegradable and difficult to recycle. 21 Biological or biologically derived biopolymers are an effective source of fibres which are petroleum free. They exhibit a substantial positive impact by decreasing the dependence on fossil fuels as well as the carbon footprint. They may even offer considerable cost and durability benefits when compared to synthetic textiles. 22
Fabrication
The natural fibre-reinforced polymer composite plates are fabricated using epoxy as resin through compression moulding process. In this process, the predetermined amount of charge of polymer is placed in the bottom half of a heated mould cavity. The plastic material is preheated prior to inserting into the mould cavity in order to reduce the temperature variation between the material and the mould cavity. The mould cavity is closed using the upper movable half mould and pressure is applied to gradually compress the material into the mould cavity. This ensures that the raw material is squeezed outward to form in the shape of the mould cavity.
Fibre content and length of reinforcement fibre are seen to be the major factors to influence mechanical properties of composites. When reinforcing epoxy with bamboo fibre the optimum weight ratio was found to be 16 percent. For a natural fibre-reinforced composite to possess good mechanical properties the determination of optimum fibre length and content becomes important. 23
Material
The raw materials to produce the sandwich composites were fibre mats of Jute, Flax, Aloe vera, Kenaf and Sisal. The matrix is epoxy of two types, namely LY556 and GY250. A curing period ranging from 2 to 3 hours is ensured for proper bonding between resin and reinforcement fibre sandwiched between two sheets of AA 6061. 24
The natural fibres are procured in mat form of dimension 300 × 300 mm. Further details about the fabrication are as given below. Ratio of fibre to resin by weight = 1:3 (fibre:epoxy) Epoxy: Hardener = 10:1 After fabrication thickness of composite plates = 5 mm to 6 mm
Mechanical testing
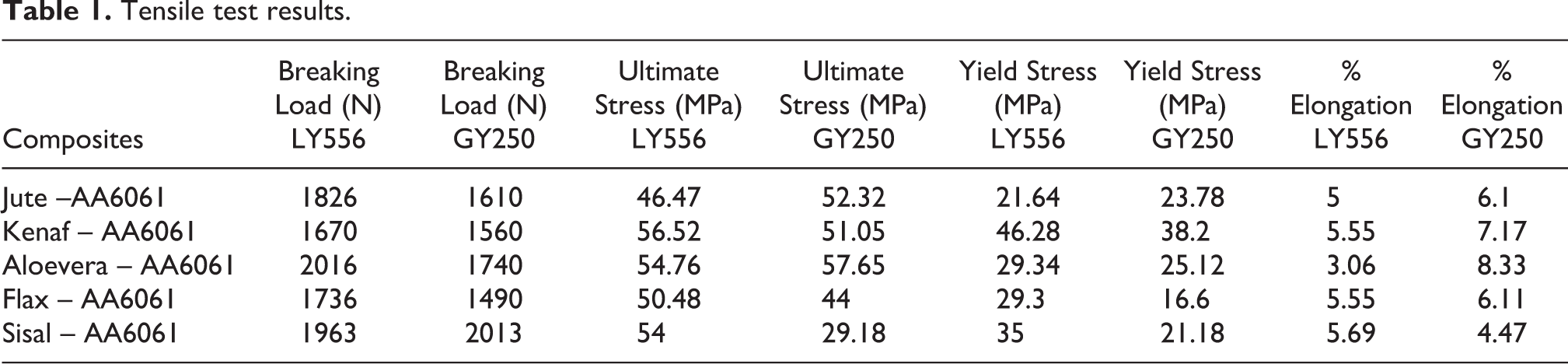
Tensile test was carried out using Universal testing machine, MET MECH LAB at Chennai. The testing was done according to ASTM D 638 standard at a cross-head speed of 0.5 mm/min. The determination of elongation and tensile modulus is carried out using an extensometer/strain gauge. 25 On the basis of the reinforcement and type of reinforcement, it is analysed if testing in more than one orientation is necessary. 26 From this test, tensile properties of the sandwich composites were determined. Figure 1 shows one set of specimens after tensile testing. Table 1 is the results obtained of said test.

Tensile test (a) AA 6061 – Sisal GY250, (b) AA 6061 – Sisal LY556.
Tensile test results.
A simple specimen shape according to ASTM D 790 was used for the flexural test. The thickness and width of the specimens were measured and recorded. The cross-head speed was set at 3 mm/min. Load was applied to the centre of a specimen producing three points ending at a specific rate. 27 Flexural strength readings were calculated.
Figure 2 shows some test specimens after being subjected to 3 point bending test. The results obtained for breaking load, ultimate stress are tabulated in Table 2.
Flexural test (a) AA 6061 – Sisal GY250, (b) AA 6061 – Sisal LY556.
Flexural test results.

A notch according to ASTM D 256 standards is cut on the rectangular specimens before carrying impact testing. 28 The width and thickness of the specimens were measured via vernier caliper and the readings were recorded. The notched specimens are then clamped precisely in a vice maintaining a rigid position on the Izod impact tester. 29
Shown in Table 3 below, is the impact load observed for various natural fibres with different epoxy polymers.
Impact test results.

Hardness is measured as Shore Hardness where Shore A or Shore D scale, as shown in Table 4. It is preferred for rubbers/elastomers and also commonly employed to determine hardness of softer plastics such as polyolefins, fluoropolymers, and vinyls. Softer rubbers are tested on Shore A scale while the Shore D scale is used for harder rubbers. Durometer is the term used to refer to the measurement of hardness as well as the testing instrument itself.
Hardness test results.

Results and discussion
The fabricated natural fibre-reinforced epoxy sandwich composite plates are subjected to various mechanical tests to better understand their properties which would enable placing them in suitable applications.
The graph in Figure 3 shows the breaking load values of the natural fibre-reinforced epoxy and AA 6061 sandwich composites. It is clearly seen from the graphs that the sandwich composites having Epoxy LY556 exhibit higher breaking load values than those of Epoxy GY250. The results hold good for all tested fibre reinforcements suggesting that LY 556 epoxy resin forms a better bond with the natural fibres used. The breaking resistance is seen to be higher when aloe vera is used as reinforcement in LY556 matrix and when sisal fibre reinforcement in GY250 epoxy matrix. This shows that bonding between the fibres and facing sheet varies according to the polymer used as matrix. Aloevera fibre, when used to reinforce LY556 resin matrix will hence provide better yield stress results.

Tensile test – breaking load (N).
Figure 4, shown above, indicates the Ultimate stress and Yield stress values noted during tensile testing of the various specimens. Kenaf fibre used as sandwich layer seems to exhibit larger ultimate stress and yield stress values in comparison to other fibre reinforcements. This holds true for both matrices.
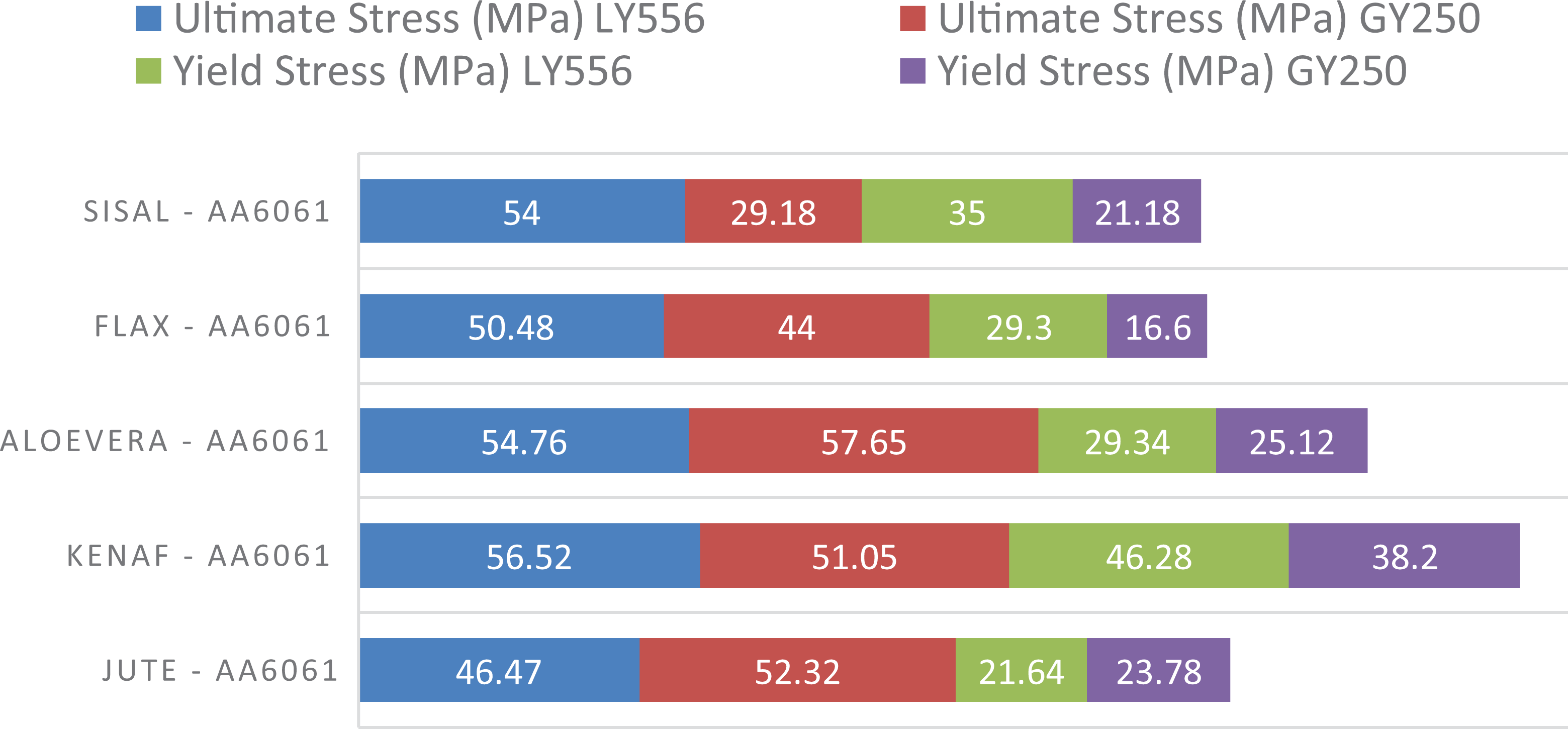
Tensile test – ultimate stress and yield stress of sandwich composites.
The sisal fibre shows better interfacial bonding with Epoxy LY556 than with Epoxy GY250 as seen from the higher ultimate strength exhibited when used with the former. There is not a very high significant variation seen in ultimate strength of other fibre-reinforced composites specimens, for both epoxy resins. The yield stress is commonly used in designing products for applications and with respect to that Kenaf–Epoxy as sandwich would be more suitable for use in automotive NVH shield applications. When considering the yield strength it is seen that Epoxy LY 556 shows better results when reinforced with the natural fibres under consideration, compared to yield stress values obtained with Epoxy GY250 as matrix.
The above graph in Figure 5 shows the percentage elongation seen in the tested composite specimens under similar conditions. Epoxy GY250 as matrix shows considerable higher elongation with all reinforcement fibres except in Sisal when compared to Epoxy Ly556. The composite specimens using LY556 as matrix do not show much variation in percentage elongation between various fibre reinforcements. Considerable variation is seen when using GY250, this may go to show that Epoxy GY250 forms a better bond to the fibres and AA6061 facing sheet. Aloevera fibre records the lowest percentage elongation when matched with LY556 and the highest when used in Epoxy GY250.
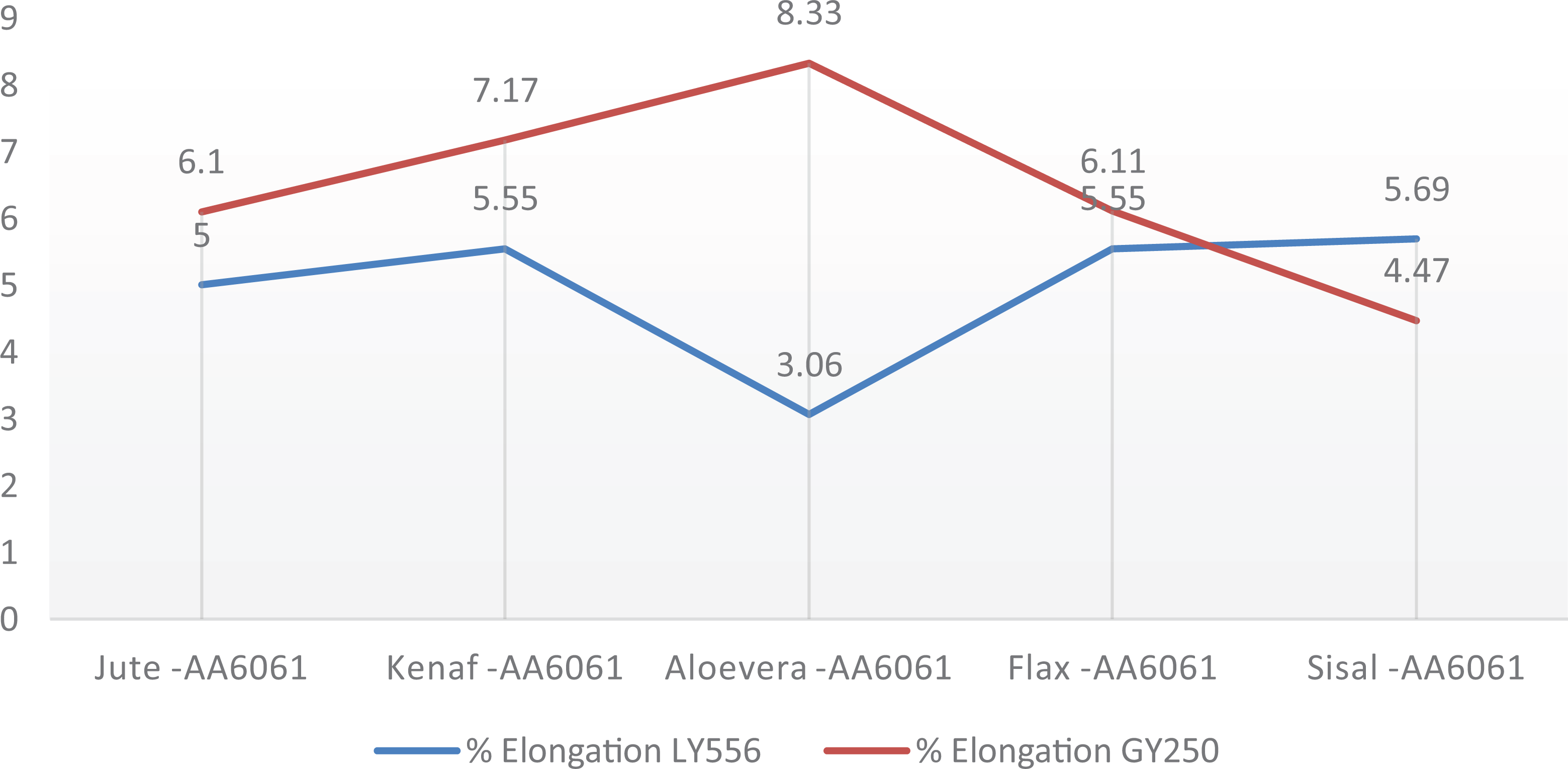
Tensile test – percentage elongation of sandwich composites.
Figures 6 and 7 show the load versus displacement behaviours of the tensile specimens for the two different epoxy resins used. As clearly seen from the graphs the results correlate with the results obtained for ultimate and tensile strength. This shows which particular fibre behaves with good affinity towards which epoxy resulting in good tensile properties. Jute fibre is seen to produce meagre results with either of the matrix material, corresponding with its yield stress behaviour. Sisal fibre is one which presents consistent tensile results with both the resins employed.

Load vs displacement tensile test – epoxy GY 250.

Load vs displacement tensile test – epoxy LY 556.
The graph seen in Figure 8 shows the maximum deflection and deflection at yield point of the tested composite specimens. Jute fibre shows the best maximum deflection and better deflection at yield with Epoxy LY556 as matrix. Whereas Flax displays good results when it acts as load-bearing member in Epoxy GY250 matrix. Which shows that jute fibre has better affinity to LY556 resin whereas flax is better suited when paired with epoxy GY 250. But plastic deformation does not find many applications in engineering and taking this into consideration Flax, sisal and aloe vera fibre-reinforced sandwich composites don’t work effectively with either matrix.

Flexural test – maximum deflection and deflection at yield.
From studying load versus displacement diagrams it is clear that Kenaf fibre as expected performs well with both matrix materials, as also seen in tensile testing. Sisal fibre also exhibits a good flexural load versus displacement properties when compared to the other fibre reinforcements. Aloevera fibre, when used as reinforcement with GY 250 epoxy, presents very poor performance. Relatively when used with LY 556 shows an improvement, meaning it has better interfacial bonding with the latter.
Graphs in Figures 9 and 10 indicate the Breaking load and Ultimate stress values of the sandwich composite specimens observed during flexural testing. It is clear that Sisal and Kenaf fibres possess better properties when used as reinforcement in both polymer matrices. Jute in LY556 and Flax in GY250 show the most insignificant results.

Flexural test – breaking load.

Flexural test – ultimate stress.
The impact resistance seems to be highest in Sisal fibre-reinforced epoxy AA6061 sandwich composite when compared to the others. It shows good results for both types of epoxy resins. It is also noted that epoxy GY250 shows better impact resistance than LY556 even when the same fibre is used as reinforcement.
Testing for hardness did not show much variations between the specimens, the main reason being that the hardness is predominantly that of the AA6061 facing sheet. The limited variation noted is caused probably by the bonding between facing sheet and sandwich fibre layer.
Conclusion
Composite materials based on all-cellulose are getting more and more attention. Focus is now given to environmental aspects: renewable, biodegradable, compo sable, and sustainable. These fibres together form a hybrid structure; such hybrid composites have unique features that can help meet growing design requirements in an economical manner compared to conventional composites. This study focused to compare the mechanical properties of various natural fibre-reinforced AA6061 facing sheet epoxy sandwich composites.
In this investigation, natural fibres like Aloevera, Sisal, Kenaf, Jute and Flax are used as reinforcement for epoxy LY556 and GY250 polymers sandwiched between AA6061 facing sheets, to fabricate sandwich composite panels of various kinds. The uniqueness in this investigation is the use of Epoxy GY250 in addition to the more widely used Epoxy LY556 to identify which resin bonds better with a particular fibre reinforcement in a sandwich composite. On successful fabrication various mechanical testing such as tensile, flexural, impact and hardness have been conducted to identify the mechanical properties of these sandwich composites. From the results obtained the following conclusions have been obtained:
Tensile test results show that Kenaf fibre used as sandwich layer seems to exhibit larger ultimate stress and yield stress values. This holds true for both polymer matrices in comparison to other fibre reinforcements. Epoxy GY250 as matrix shows considerable higher elongation with all reinforcement fibres except in Sisal when compared to Epoxy Ly556. Sandwich composites having Epoxy LY556 exhibit higher breaking load values than those of Epoxy GY250, holding good for all tested fibre reinforcements.
From the flexural test results, it is observed that the Jute fibre presents the best maximum deflection and better deflection at yield with Epoxy LY556 as matrix whereas Flax shows good results when it acts as load-bearing member in Epoxy GY250 matrix. It is clearly identified that Sisal and Kenaf fibres possess better ultimate and yield properties when used as reinforcement in both polymer matrices.
Impact resistance is highest in Sisal fibre-reinforced epoxy AA6061 sandwich composite when compared to the others. It reveals good results for both type of epoxy resins. It is additionally noted that epoxy GY250 indicates better impact resistance than LY556 for the same fibre used as reinforcement.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.