
Abstract
In this research, regenerated bamboo (viscose)/cotton blended fabrics were treated with low temperature plasma under various treatment conditions (i.e., oxygen flow rate, jet-to-substrate distance, and plasma treatment time) to evaluate how these parameters influenced fabric dyeing properties. It was shown that low temperature plasma treatment can modify polymer surfaces and change the substrate's properties, such as wettability. In this study, plasma-treated fabrics were dyed with mono-functional and bi-functional reactive dyes to check for changes in CIELAB, Δ
Introduction
Environmentally-friendly textile manufacturing processes have grown in recent decades. 1 To make the dyeing of regenerated bamboo (viscose)/cotton blended fabric more environment-friendly, plasma treatment before coloration was used. Plasma treatment is an effective pretreatment for improving and altering surface properties of materials without inducing much change in bulk properties.2,3Plasma treatment was found effective in improving the wettability of fabrics due to surface etching and chemical composition change.4–8 After oxygen plasma treatment, the regenerated bamboo/cotton blended fabric surface became rougher and had more hydroxyl groups in the fabric structure. These physical and chemical changes increased the wettability of the fabric.9–13 With increased wettability and a rougher surface, dye molecules can penetrate the fabric more easily. Thus, dye exhaustion by the regenerated bamboo and cotton fabric increased and less dye was required; production and waste treatment costs declined and the process was more environmentally friendly. In this research, the effect of low temperature plasma treatment on dyeability of regenerated bamboo/cotton blended fabrics was studied.
Experimental
Material
The scoured and bleached fabric used was a 3/3 twill woven fabric with cotton warp (27.8 tex) and regenerated bamboo weft (35.3 tex). The warp density was 30 ends/cm and weft was 25 picks/cm. Fabric weight was 0.02 g/cm2.
Pretreatment
Before plasma treatment, the fabrics were washed with 10 g/L nonionic detergent, Diadavin EWN-T 200% (Tanatex), for 10 min to remove dirt and were then rinsed with deionized (DI) water. The washed fabrics were dried completely in an oven at 70 °C, and then conditioned under standard conditions at 21 ± 1 °C and 65% ± 2% relative humidity (RH) for 24 h according to BS EN ISO 139: 2005, Textiles-Standard Atmospheres for Conditioning and Testing.
Plasma Treatment
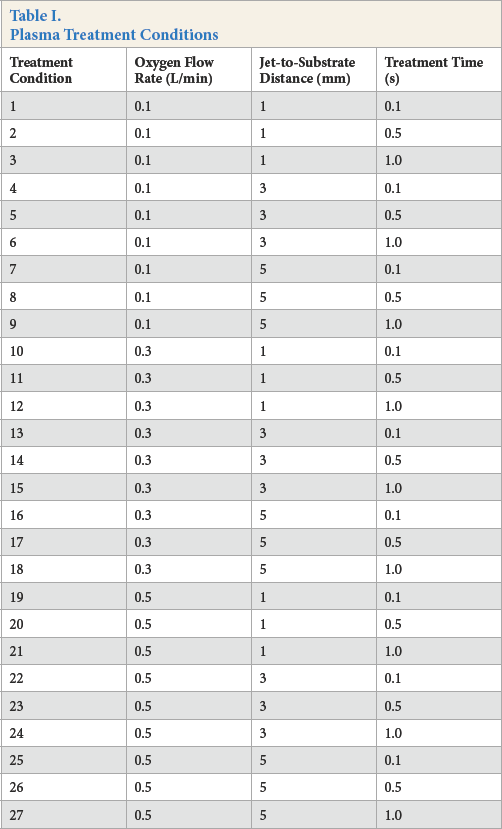
Plasma treatment on regenerated bamboo/cotton blended fabric was carried out using a Surfx Atomfo 400-Series Atmospheric Plasma system. Helium (99.95% purity) and oxygen (99.7% purity) were used as carrier and reactive gases, respectively. Treatment was carried out using a rectangular nozzle, which covered an active area of 1 × 25 mm2 and was mounted vertically above the substrate. This plasma system was designed for continuous processing of treated textile materials.3,4,10 The helium flow rate was kept at 10 L/min during treatment and the output power used was 150 W. The parameters used included jet-to-substrate distance (1 mm, 3 mm, and 5 mm), oxygen flow rate (0.1 L/min, 0.3 L/min, and 0.5 L/min), and treatment time (0.1 s, 0.5 s, and 1 s). The details are shown in Table I. The plasma-treated fabrics were stored under standard temperature and RH for 24 h prior to further evaluation.
Plasma Treatment Conditions
Dyeability
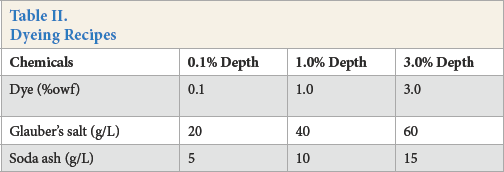
Specimens were dyed with 0.1%, 1% and 3% mono-functional reactive dye (Remazol Brilliant Blue R, C.I. Reactive Blue 19, RB19) and bi-functional reactive dye (Remazol Black B, C.I. Reactive Red 5, RB5) at a liquor-to-goods (LR) ratio of 50:1. Two samples were dyed for each concentration to obtain average results. Conditioned samples (7.5 × 7.5 cm) were used. An oscillating dyeing machine (Tung Shing Machinery) was used for dyeing. The dyeing parameters and the dyeing profile of the specimens are shown in Table II and Fig. 1, respectively. After dyeing, fabric samples were washed with 10% nonionic detergent at 90 °C for 3 min to remove the unfixed and hydrolyzed reactive dyes. The washed fabric samples were then completely dried and conditioned at standard temperature and RH for 24 h. Measurements were made using a Macbeth Color Eye 7000A spectrophotometer. The face of the specimen was measured and conditions for measurement were set as standard observer 2° and illuminant D65. Measurements of two specimens treated under the same parameters were averaged.
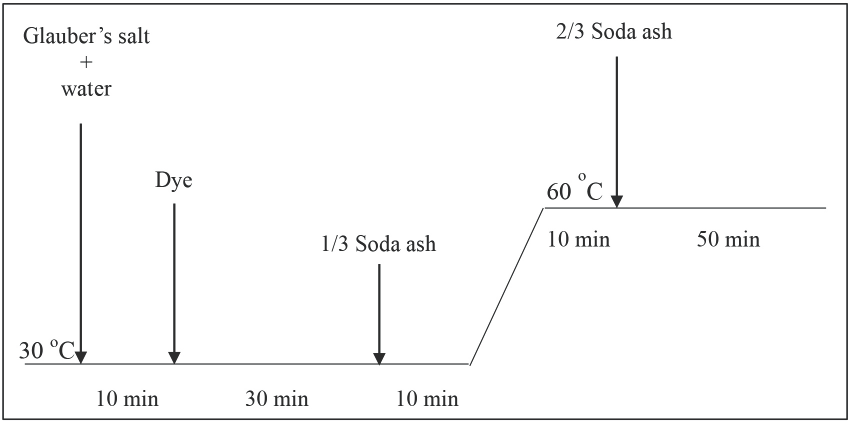
Dyeing profile.
Dyeing Recipes
CIE
Scanning Electron Microscopy
Surface morphology of the treated samples was investigated by scanning electron microscopy (SEM) using a Leica Ste-reoscan 440 with a resolution of 3 nm at 40 k V, and with a magnification of 5000.
Results and Discussion
Color Properties
To study the effect of plasma treatment on fabric color properties, the
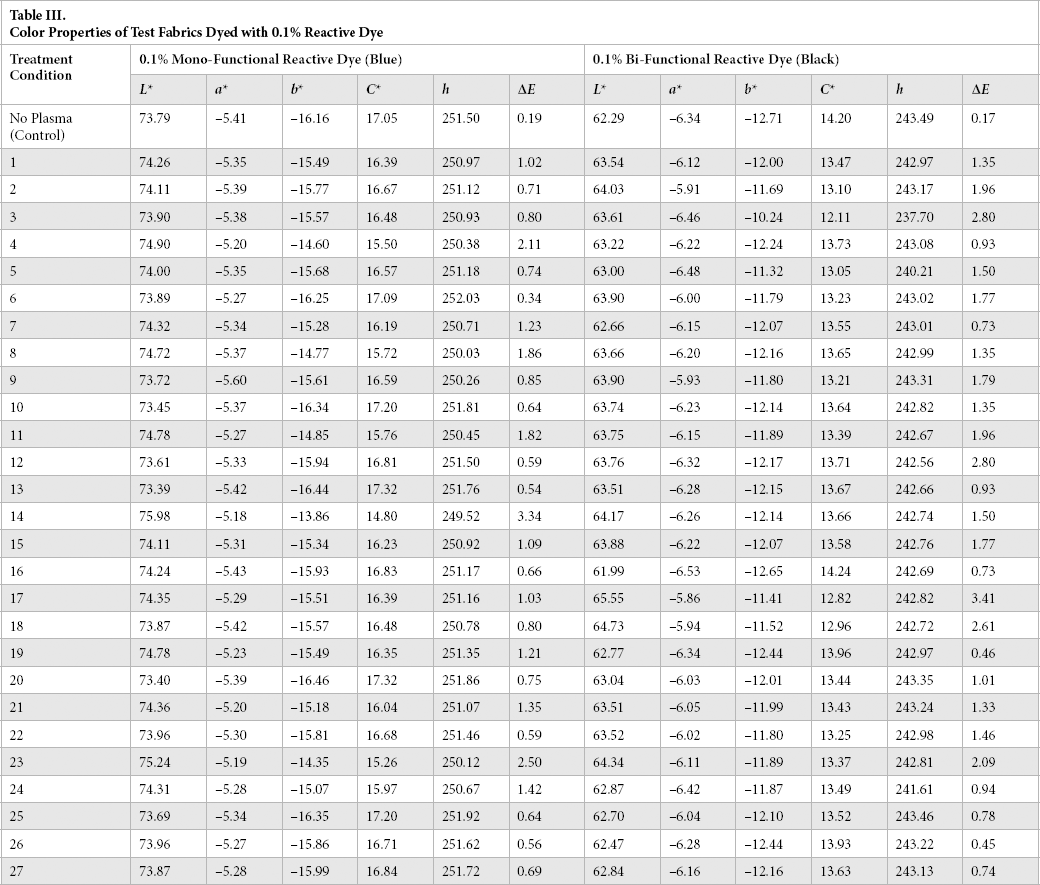
Color Properties of Test Fabrics Dyed with 0.1% Reactive Dye
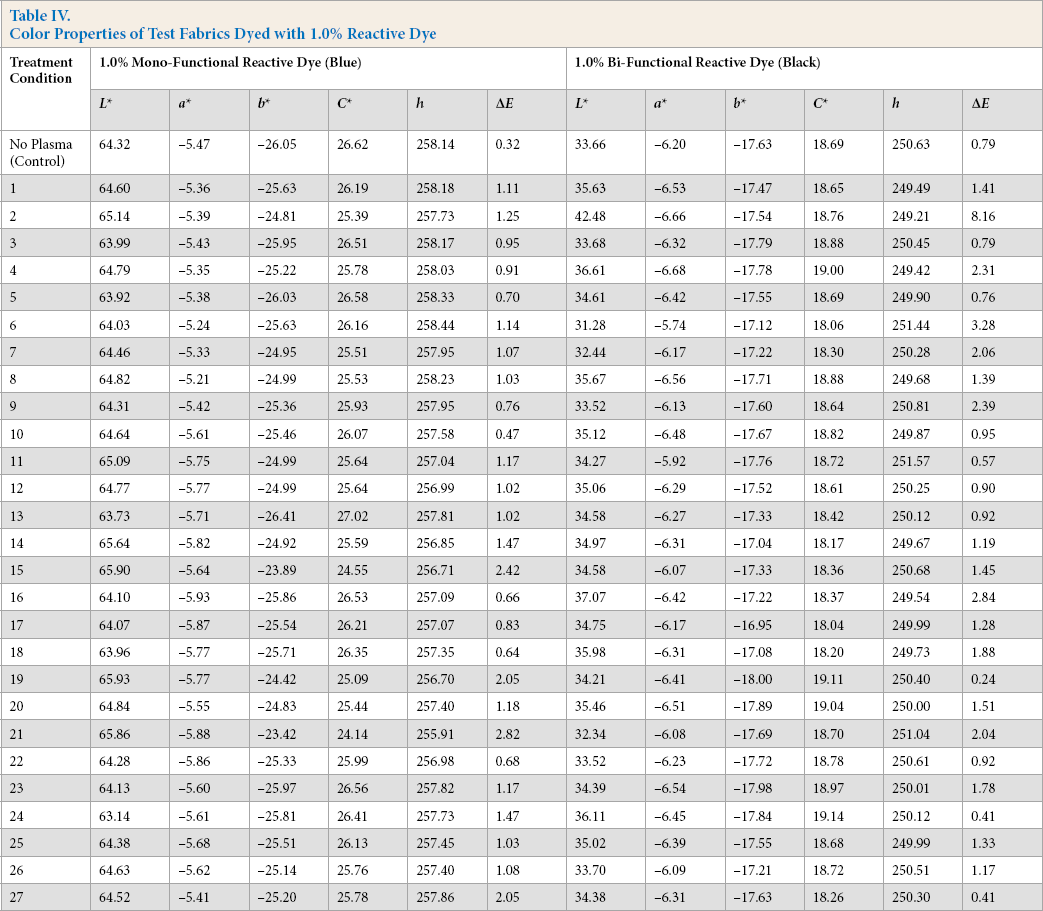
Color Properties of Test Fabrics Dyed with 1.0% Reactive Dye
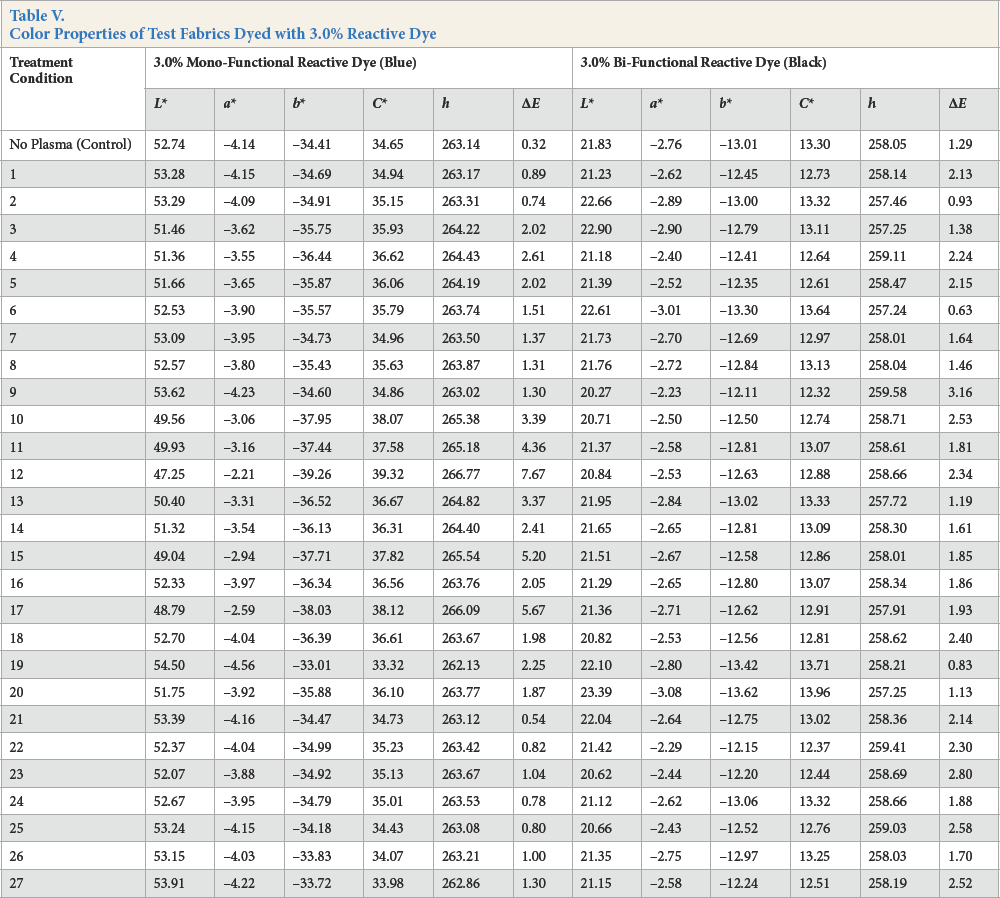
Color Properties of Test Fabrics Dyed with 3.0% Reactive Dye
For plasma-treated fabric dyed with mono-functional reactive dye to 0.1% and 1% depth, the control fabrics (fabrics without plasma treatment) showed high
Plasma-treated fabrics dyed with 3.0% mono-functional reactive dye possessed less lightness, greater redness, and greater blueness than their corresponding 0.1% and 1.0% dyeings. Plasma treatment resulted in significant improvement in dye absorption at relatively higher concentration (i.e.,
Plasma-treated fabrics dyed with 3.0% bi-functional reactive dyes possessed less lightness, greater redness, and greater yellowness than their corresponding 0.1% and 1.0% dyeings. The results further confirm that plasma treatment gave significant improvement in dye absorption at relatively higher concentrations (i.e.,
For the 3% depth dyeing, similar to the 0.1% and 1.0% depth results, the Δ
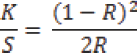
K/S Values
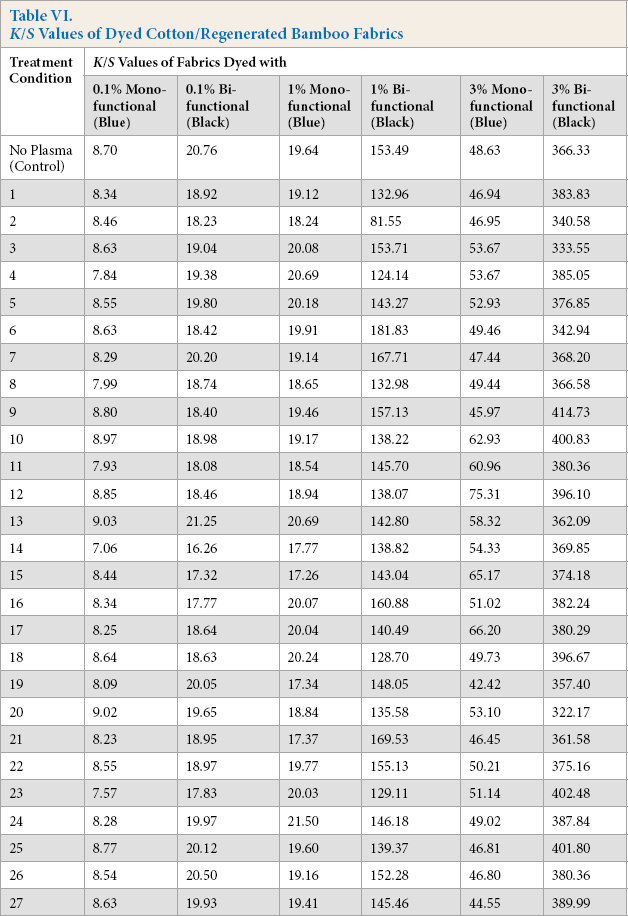
When the fabrics were dyed with 0.1% or 1% reactive dyes, it was found that all plasma-treated fabrics had about the same
SEM Analysis
Fig. 2a shows that the untreated regenerated bamboo fiber had a smooth surface. After plasma treatment, the regenerated bamboo fiber surface (Fig. 2b) became rough and cracks formed along the fiber axis. These cracks may provide new pathway for the dye to enter the fiber and hence increase the color yield.10,11
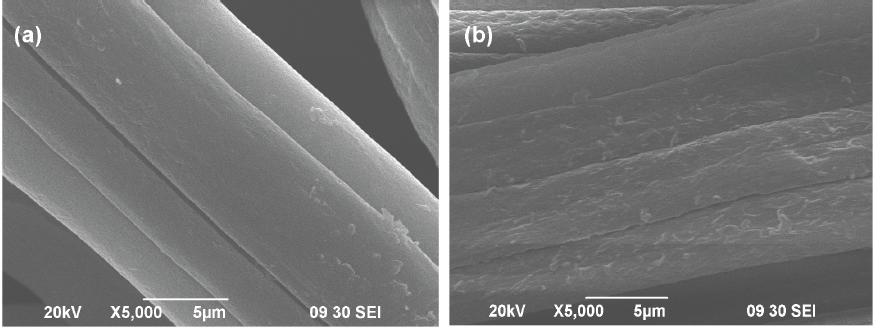
(a) untreated regenerated bamboo, (b) plasma treated regenerated bamboo (oxygen flow rate = 0.5 L/min; treatment time = 0.1 s, jet-to-substrate distance = 5 mm).
Conclusion
In this research, low temperature plasma treatment was imparted to regenerated bamboo/cotton blended fabric under different parameters including oxygen flow rate, jet-to-substrate distance, and treatment time. Effects of plasma-treatment on dyeability were examined with two different reactive dyes and the results confirmed that plasma treatment caused no significant enhancement of color yield in low concentration dyeing. The results also confirm that dye uptake increased only when dyeing was at 3% depth. However, plasma treatment did not alter the shade of the dyed fabric, but affected the color depth.
A study of the wettability of regenerated bamboo/cotton blended fabric is in press. 18 Future work will focus on the systematic study of plasma treatment variables influencing the dyeability of regenerated bamboo/cotton blended fabrics.
Footnotes
Acknowledgements
This work was part of final year project submitted by P. S. Lam in partial fulfilment of the requirements for BA (Hons) degree in the Institute of Textiles and Clothing, The Hong Kong Polytechnic University. The authors wish to express their gratitude towards The Hong Kong Polytechnic University for providing the financial support for this work.