
Abstract
Recycled bamboo fiber-reinforced chemically functionalized ethylene propylene rubber (R-BMBF/CF-EPR) composites have been developed by extrusion and injection molding by Palsule process without any fiber treatment and without compatibilizer. Scanning electron microscopy (SEM) shows good R-BMBF/CF-EPR interfacial adhesion in the composites, and Fourier transform infrared (FTIR) confirms that esterification and the hydrogen bonding between functional groups of CF-EPR and of R-BMBF impart this interfacial adhesion. Mechanical, dynamic mechanical, and thermal properties and the effect of water absorption on tensile properties of the composites have been evaluated. Tensile properties of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites are higher than those of CF-EPR and increase with increasing R-BMBF in the composites. Storage modulus and loss modulus of the composites increase with increasing fiber contents in them but decrease with increasing temperature. Water-absorbed wet composites show thickness swelling and reduced tensile properties relative to the respective dry composites but higher tensile properties than the dry CF-EPR. Thermal stability and degradation of the composites is also reported.
Keywords
Introduction
Eco-friendly natural fibers are replacing conventional inorganic and synthetic fibers as reinforcements for polymeric composites due to their renewability, abundant availability, and good properties. Natural fiber/polymer composites offer techno-economic advantages such as good properties, low manufacturing cost, higher financial returns to farmers cultivating them, and commercial and engineering applications. 1 Natural fiber/polymer composites have been reviewed, 2 and their characterizations and properties in general 3 and their mechanical 4,5 dynamic mechanical, 6 thermal, 7 and chemical 5 properties have also been reviewed.
Natural fiber-reinforced rubber composites have been reviewed. 8 In spite of their higher cost compared to polyolefins, thermoplastic elastomers (TPEs) have been used for automobiles and other applications. 9 Efforts are now being made to replace TPEs by reinforced TPEs. This has encouraged studies on natural fiber-reinforced TPE composites, for example, coir fiber-mixed maleic anhydride-grafted ethylene–propylene copolymer mixtures, 10 jute fiber-reinforced ethylene–propylene copolymer composites, 11,12 and coir or sisal fiber-reinforced PP (polypropylene)-based ethylene–butane copolymer composites 13 . However, only a few reports are available on natural fiber/thermoplastic elastomeric composites and their dynamic mechanical properties, and the effects of the absorbed water on their properties have not been investigated.
Natural fiber/polymer composites may be made even more eco-friendly using recycled natural fibers as reinforcements, as their use reduces postconsumer waste and maintains trees due to reduced demand for raw natural fibers. Limited attention has been paid to recycled natural fiber-reinforced polymeric composites, for example, recycled newspaper fibers 14 -16 and recycled chopstick fibers 17,18 -reinforced polylactic acid (PLA) composites and PP composites have been reported.
This study evaluates the potential of recycled bamboo as a reinforcing fiber and of chemically functionalized ethylene–propylene rubber (CF-EPR) as matrix for their composite and studies the processing, morphology, fiber/matrix adhesion and mechanical, dynamic mechanical, and thermal properties and the effect of absorbed water on them.
Because of its efficient mixing with additives and good properties, EPR offers special and general-purpose applications. 19 In view of EPR being processable in the same temperature range (135–160°C), EPR being used as a matrix for natural fiber composites, and EPR offering easy processability and good properties, chemically functionalized-ethylene propylene rubber (CF-EPR) has been selected as the thermoplastic elastomeric matrix to develop a composite in this study.
Bamboo fibers are grass fibers. These are easily available, low cost, renewable, and contain 60–70% holo-cellulose (cellulose and hemicelluloses) and 21–31% lignin. 20
Bamboo fibers offer low density (0.6–1.1 g cm−3), good tensile strength (140–230 MPa), good tensile modulus (11–17 GPa), and good thermal and physical properties. 20 Bamboo fiber-reinforced polymer composites have been developed and reviewed. 21 Recycled bamboo fibers obtained from their postconsumer used products would offer wealth from waste if utilized as reinforcing fibers for polymer composites and make the composites even more eco-friendly. Therefore, recycled bamboo fibers (R-BMBF) have been selected for this study, which evaluates the effect of R-BMBF on the dynamic mechanical properties of the composites and also the effects of absorbed water on the properties of the composites, in view of R-BMBF being a hydrophilic fiber.
Polar hydrophilic natural fibers and nonpolar hydrophobic polymer matrix are incompatible in their composite with a weak fiber/matrix interfacial adhesion that prevents load transfer from the matrix to the reinforcement, limiting the mechanical properties. The three known processes for manufacturing natural fiber/polymer composites with improved fiber/matrix interfacial adhesion are as follows: (1) The fiber treatment process uses physically and/or chemically treated natural fibers. This process has been used to develop sodium hydroxide (NaOH)-treated sisal or coir fiber-reinforced ethylene–butene–propylene copolymer composites, 13 and has also been reviewed. 22 (2) The compatibilizer process uses a coupling agent to impart adhesion between the natural fiber and the polymer matrix in the composite. This process has been used to develop sisal/coir fiber-reinforced ethylene–butene–propylene copolymer composites with maleic anhydride-grafted polypropylene (MAPP) as the compatibilizer. 13 This process has been reviewed in general 23 and also only for polyolefin composites. 24 (3) The Palsule process uses a chemically functionalized polymer as a matrix that develops adhesion with the natural fiber in the composite. 25 -31 A combined fiber treatment and compatibilizer process has also been used to develop natural fiber-reinforced polymer composites. For example, NaOH-treated coir or sisal fiber-reinforced ethylene–butene–propylene copolymer composites have been developed using MAPP as a compatibilizer 13 and NaOH-treated jute fiber-reinforced ethylene–propylene copolymer composites have been developed using maleic anhydride grafted ethylene–propylene copolymers (MAEPC) as a compatibilizer. 11,12
This study also extends the Palsule process, which has successfully been used for natural fiber-reinforced functionalized polyolefin composites 25 -31 to thermoplastic elastomeric matrix composites by developing R-BMBF-reinforced chemically functionalized EPR composite.
Experiments
Materials
CF-EPR functionalized with 0.75% maleic anhydride grafting was obtained from ExxonMobil Chemical Asia Pacific, Singapore as a commercial product Exxelor VA 1803. Its reported melt flow index and density are 3.3 g/10 min (230°C/2.16 kg) and 0.86 g cm−3, respectively. Reinforcing R-BMBFs were prepared from postconsumer used bamboo articles. After washing under running water and drying, R-BMBFs were chopped to an average 3-mm lengths. The composites were developed without any fiber treatment and without any compatibilizer.
Compounding and processing of the composites
R-BMBF and CF-EPR were dried separately in a hot air oven and then in a vacuum oven at 55°C for 24 h and at 50°C for 4 h, respectively. R-BMBF and CF-EPR were mixed manually in appropriate amounts to develop 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites. The mixtures were compounded using a commercial co-rotating twin-screw extruder with a screw diameter and length to diameter (l/d) ratio of 21 mm and 40:1 at a screw speed of 165 r min−1. Temperatures of the five zones of the extruder were varied from 135°C to 155°C as follows: 135°C, 140°C, 145°C, 155°C, and 150°C. The strands of the extruded composites were pelletized and dried in a hot air oven for 5 h at 60°C. A commercial injection molding machine used for molding samples of the composites was operated with the feed zone temperature and nozzle temperature of 140°C and 150°C, respectively.
Mechanical properties
Following the ASTM standard D 638-14, tensile properties of CF-EPR and R-BMBF/CF-EPR composites were evaluated by recording an average of five samples for each of the materials on a universal testing machine (Instron-3365, Norwood, MA, USA) with a crosshead speed of 50 mm min−1 at room temperature.
Dynamic mechanical thermal analysis
The dynamic mechanical thermal properties of CF-EPR and R-BMBF/CF-EPR composites were studied by a dynamic mechanical analyzer (NETZSCH, DMA 242 Instrument, Selb, Germany) using rectangular samples of 60 × 13 × 3 mm3. The tests were conducted on a three-point bending mode between the temperatures of –125°C and +50°C at a heating rate of 3°C min−1, frequency of 1 Hz, and amplitude of 10 µm.
Morphology
Morphology of the tensile fractured samples of R-BMBF/CF-EPR composites was studied by field-emission scanning electron microscope (FESEM; Model Mira 3 Tescan). Gold-coated samples were placed on the aluminum stub and examined using an accelerating voltage of 10 kV.
FTIR analysis
In view of the similar chemical nature of all the composite compositions, Fourier transform infrared (FTIR) spectra of the matrix (CF-EPR) and of only the intermediate 25/75 R-BMBF/CF-EPR composite were recorded by the Perkin Elmer (Waltham, MA, USA) Spectrum Two FTIR Spectrometer (between 4000 cm−1 and 400 cm−1) using thin transparent pellets of the material prepared by pressing the material with potassium bromide powder, as all other composite compositions are chemically the same.
Water absorption and thickness swelling test
Water absorption by CF-EPR and the R-BMBF/CF-EPR composites and their subsequent thickness swelling were investigated according to the ASTM D 570-98 (Reapproved 2018) standards at room temperature. Three samples of CF-EPR and all the R-BMBF/CF-EPR composites were dried using a vacuum oven at 75°C for 2.5 h, cooled to ambient conditions in a desiccator, their weight and thickness were measured immediately, and then the samples were immersed in distilled water. For measurements, the samples were taken out of water periodically, surface dried with a clean and dry cloth, reweighed, and immediately submerged into water. The weight and thickness measurements were performed at regular time intervals until the specimen achieved water absorption saturation.
Thermal analysis
Thermal analysis of R-BMBF, CF-EPR, and all the R-BMBF/CF-EPR composites was performed by the EXSTAR (Tokyo, Japan) TG/DTA 6300 thermo gravimetric analyzer using approximately 10 mg samples of the materials at a heating rate of 10°C min−1 from room temperature to 800°C under nitrogen atmosphere, with a flow rate of 200 mL min−1.
Results and discussion
Tensile properties
The tensile stress (MPa) versus strain (%) curves of CF-EPR and of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites recorded in Figure 1 show one representative curve for CF-EPR and one representative curve for each of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites. Table 1 records the results of the tensile tests as an average of five samples of CF-EPR and five samples of each of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites. The tensile modulus of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites (recorded as an average of five samples) are 6.07, 12.77, and 20.47 MPa, respectively, which are approximately 180%, 488.5%, and 843%, respectively, higher than that of the CF-EPR (2.17 MPa). The 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites have tensile strengths of 0.80, 1.08, and 1.29 MPa, respectively (recorded as an average of five samples), which are approximately, respectively, 82%, 145.5%, and 193% higher than that of CF-EPR (0.44 MPa). The average of the results of five samples of CF-EPR and of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites indicate that the elongation at break of CF-EPR and of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites are approximately 326.53%, 151.41%, 105.51%, and 76.57%, respectively. Thus, relative to CF-EPR, the elongation at break of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites are lower by approximately 53.65%, 67.68%, and 76.55%, respectively.

Tensile stress versus strain curves of (a) CF-EPR and of (b) 15/85, (c) 25/75, and (d) 35/65 R-BMBF/CF-EPR composite.
Tensile properties of CF-EPR and the R-BMBF/CF-EPR composites.

CF-EPR: chemically functionalized ethylene propylene rubber; R-BMBF: recycled bamboo fiber.
The tensile properties of the R-BMBF/CF-EPR composites (except their elongation at break) increase with the increasing R-BMBF contents in them indicating better stress transfer from CF-EPR to the R-BMBF and reinforcement of CF-EPR by R-BMBF in the successfully formed composites.
Dynamic mechanical thermal properties
Glass transition temperature
The peak of the tan δ versus temperature curves of the matrix and composites (Figure 2) indicates the glass transition temperatures (Tg) of CF-EPR and the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites as −37°C, −44°C, −44°C and −43°C, respectively. As the glass transition occurs over a range, Tg of each of the 15/85, 25/75, and 35/65, R-BMBF/CF-EPR composites may be recorded as approximately −44°C indicating that the Tg of the composites is only marginally (approximately 7°C) lower than that of CF-EPR.
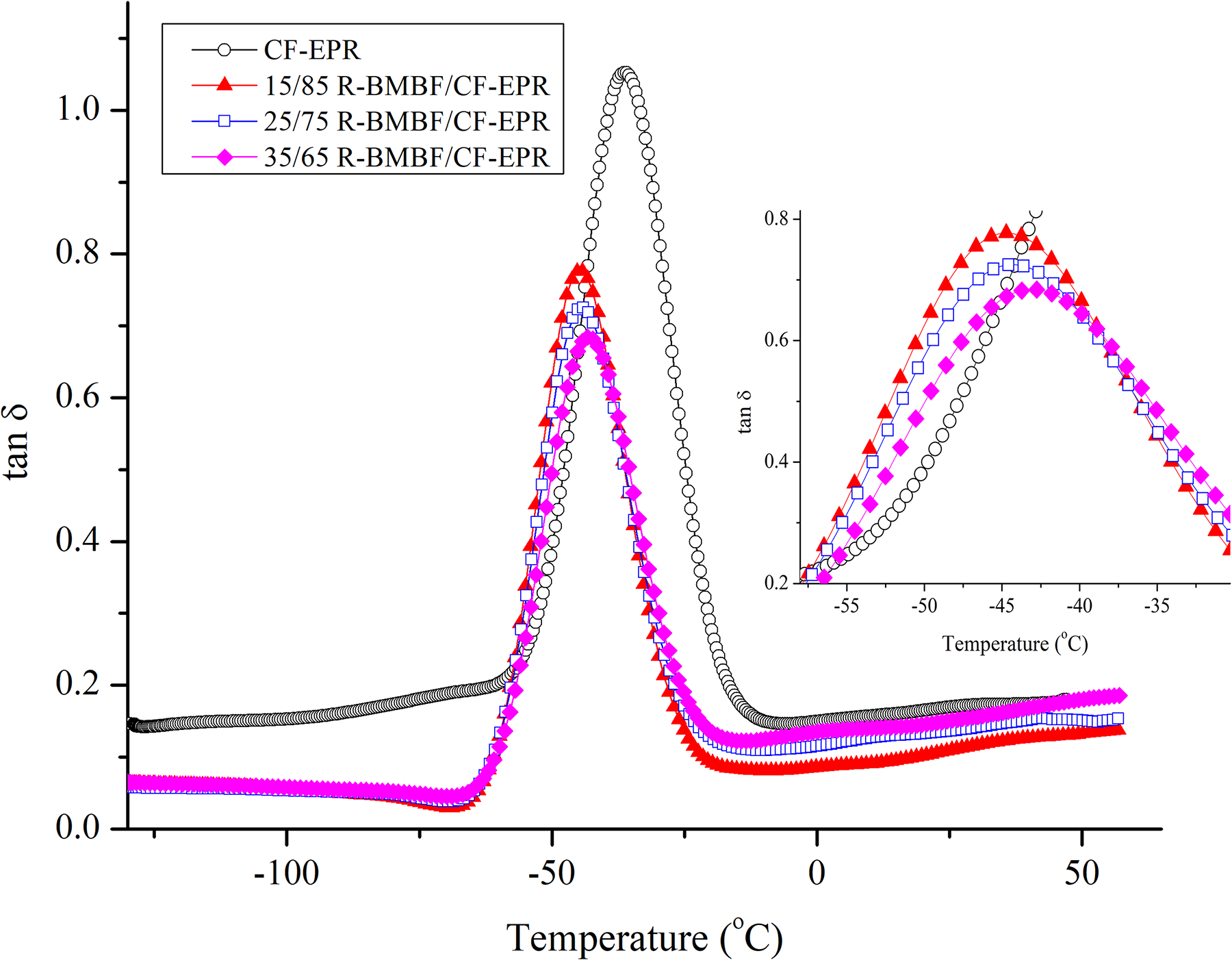
Tan δ versus temperature curves of CF-EPR and the R-BMBF/CF-EPR composites.
This lowering of the Tg of the composites relative to the matrix is due to the plasticizing effect of the constituents of reinforcing natural fibers. 32 During the extrusion processing of R-BMBF and CF-EPR to form the R-BMBF/CF-EPR composites, oils, waxes, moisture, and some lignin and cellulose of R-BMBF get released, which act as plasticizers, and their plasticizing effect on the R-BMBF/CF-EPR composite reduces the Tg of the composite relative to the matrix, as has been observed for other natural fiber composites including kenaf (KNF)/PP. 32
With the increasing amounts of reinforcing fibers in the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites, there is an insignificant increase in the Tg of the composites because of an insignificant or only a marginal increase in the plasticizing components of these fibers, including, oils, waxes, moisture, some lignin and cellulose, and therefore even their accumulated relative effect is insignificant. This observation is similar to the wood fiber-reinforced polystyrene (WF/PS) composites 33 wherein the 20/80, 30/70, and 40/60 WF/PS composites show a marginally lower Tg than the matrix 33 and also WF-reinforced styrene maleic anhydride (SMA) copolymer composites 33 wherein the 20/80, 30/70, and 40/60 WF/SMA-7 and also the 20/80, 30/70, and 40/60 WF/SMA-14 composites show marginally lower Tg than the matrix. 33
Storage modulus
Storage modulus (E′) indicates the energy stored in a material and shows the stiffness of the material. The storage modulus (E′) versus temperature curves for CF-EPR and for the R-BMBF/CF-EPR composites are recorded in Figure 3. The curve for CF-EPR shows its glassy region between −125°C and −55°C, the glass transition region between −55°C and −10°C, and its rubbery plateau region between −10°C and 50°C. However, for the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites, their respective storage modulus curves (Figure 3) show their respective glassy region between −125°C and −60°C, the glass transition region between –60°C and −20°C, and the rubbery plateau region between −20°C and 50°C. The difference is due to the difference between the Tgs of CF-EPR (−37°C) and of the R-BMBF/CF-EPR composites (which are around −44°C). In all the three regions, E′ of CF-EPR and of the R-BMBF/CF-EPR composites decrease with increasing temperature. E′ values of CF-EPR and of the 15/85, 25/75, and the 35/65 R-BMBF/CF-EPR composites are the highest in their respective glassy regions, intermediate in their respective glass transition regions, and the lowest in their respective rubbery plateau regions. In the glassy region, CF-EPR macromolecular chains and the composite components are almost solid, frozen, and highly compact exhibiting only vibrational and oscillational motions that impart high E′ value to CF-EPR and to the R-BMBF/CF-EPR composites. In their respective glass transition regions, CF-EPR macromolecular chains and the components of the R-BMBF/CF-EPR composites gain mobility and exhibit rotational motions that decrease the E′ of CF-EPR and the composites, relative to the glassy region. In the rubbery plateau region, CF-EPR macromolecular chains and the components of the R-BMBF/CF-EPR composites gain higher mobility and tend toward translational motions that decrease the E′ values of CF-EPR matrix and of the R-BMBF/CF-EPR composites. Similar decrease of E′ of matrix and composites with increasing temperature for the same reasons has also been recorded for cellulose fiber/polystyrene (CF/PS) composites, 34 flax, hemp, and kenaf-reinforced polyamide (FXF/PA-6, HPF/PA-6, KNF/PA-6) composites, 35 hemp fiber-reinforced cellulose-filled epoxy, 36 and also glass–sisal/unsaturated polyester hybrid composites. 37

Log E′ versus temperature curves of CF-EPR and the R-BMBF/CF-EPR composites.
Relative to the E′ of CF-EPR in its glassy region, in its glass transition region, and in its rubbery plateau region, all the 15/85, 25/75, and the 35/65 R-BMBF/CF-EPR composites show higher E′ in their respective glassy regions, their glass transition regions, and their rubbery plateau regions, and the E′ of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites increases with increasing R-BMBF contents in them in all the three regions. This appears to be due to the fiber/matrix interfacial bonding between R-BMBF and CF-EPR, which offers higher restrictions to macromolecular motions of the components of the composites with increasing fiber contents in them, relative to CF-EPR. Similar results of higher E′ of composites with reference to the matrix and increasing E′ of composites with increasing fiber contents in them, for the same reasons, have also been recorded for jute fiber-reinforced HDPE and PP (JF/HDPE and JF/PP) composites, 38,39 CF/PS composites, 34 and flax, hemp, and kenaf-reinforced polyamide (FXF/PA-6, HPF/PA-6, KNF/PA-6) composites. 35 This fiber/matrix interfacial adhesion is investigated and established by scanning electron microscope (SEM) and FTIR analysis, as discussed later in this study.
Loss modulus
The loss modulus (E′′) indicates the energy dissipated as heat per cycle under deformation. In a composite, in addition to the matrix, the fibers also contribute to heat dissipation. Figure 4 shows the loss modulus (E′′) versus temperature curves of CF-EPR and of the R-BMBF/CF-EPR composites. As the Tgs of the composites and of CF-EPR are not the same, the glass transition regions and the rubbery plateau regions of the R-BMBF/CF-EPR composites and CF-EPR are not in the exact same temperature range.
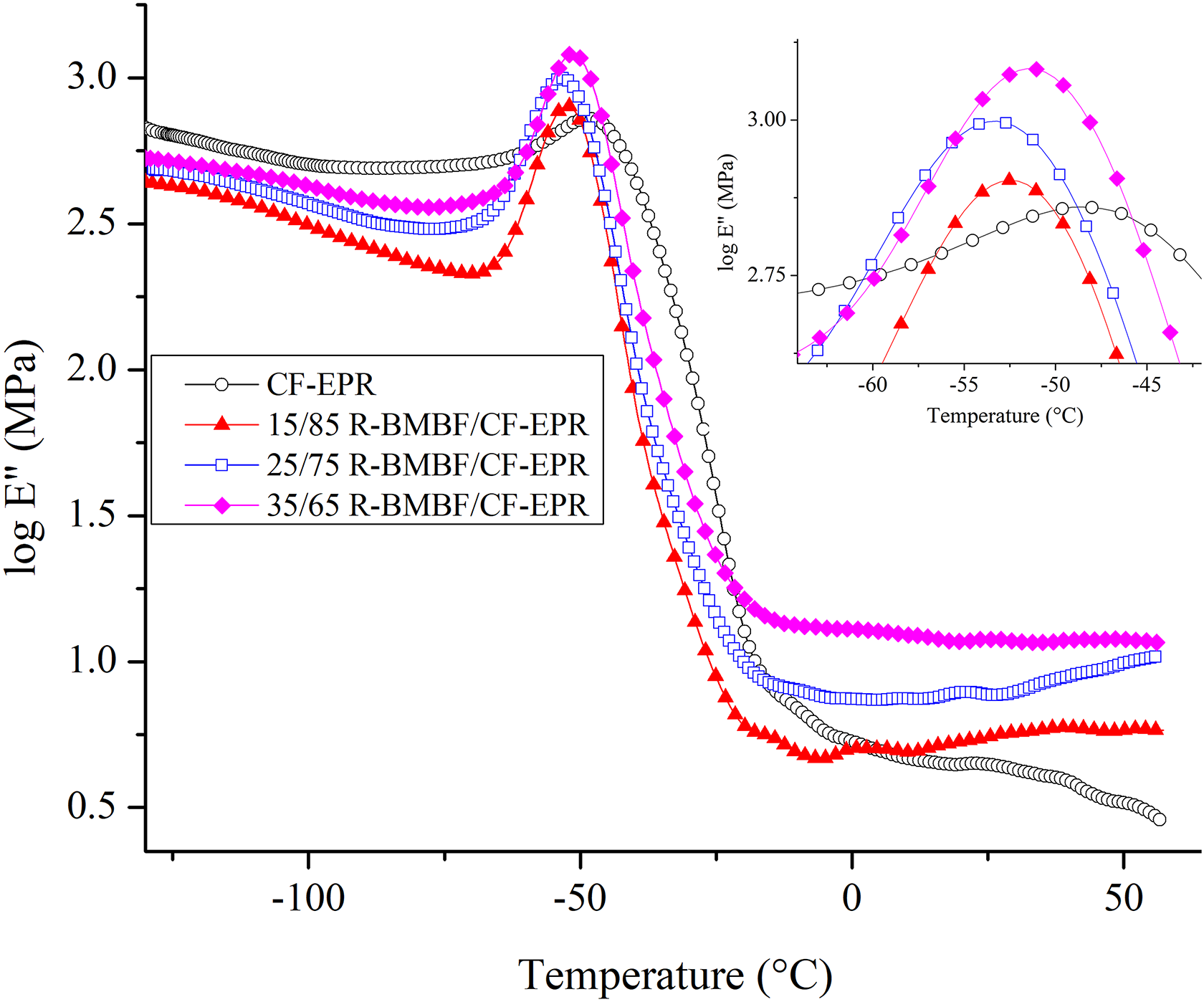
Log E′′ versus temperature curves of CF-EPR and the R-BMBF/CF-EPR composites.
In its glassy region, CF-EPR matrix shows higher E′′ than of all the R-BMBF/CF-EPR composites in their respective glassy regions. This is similar to other composites, for example, natural fiber-reinforced thermoplastic biopolymer matrix composite of sisal fiber/PLA (SSLF/PLA) 40 and also the thermoset matrix composite of royal palm fiber/epoxy (RPF/EPX), 41 wherein the matrix polymers, PLA and epoxy, show higher E′′ than the respective composites in the glassy region.
However, relative to the E′′ of CF-EPR in its glass transition and rubbery plateau regions, all the R-BMBF/CF-EPR composites show higher E′′ than that of CF-EPR in their respective glass transition and also rubbery plateau regions and in all the three regions—glassy region, glass transition region, and rubbery plateau region—the E′′ of 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites increases with increasing R-BMBF contents in them. The higher E′′ of composites relative to CF-EPR matrix and its increase with increasing reinforcing R-BMB fibers in them is because of the reinforcing fibers reducing the flexibility and constraining the segmental mobility of the composites relative to the matrix, offering internal friction and thereby enhancing the energy dissipation. Similar results for the same reasons have also been observed for jute fiber-reinforced HDPE (JF/HDPE) composites, 38 CF/PS composites, 34 hemp fiber-reinforced cellulose-filled epoxy, 36 and glass–sisal/unsaturated polyester hybrid composites. 37
Loss tangent
The loss tangent or damping factor is the ratio of E′′ to E′ (tan δ = E′′/E′), and the damping value is known to attain a maximum in the glass transition region and beyond this region, it decreases in the rubbery region. In the glassy region, macromolecules of the CF-EPR matrix and of the R-BMBF/CF-EPR composites are in glassy, solid, frozen-in state in which their units only oscillate and vibrate because of which the materials show low damping and the composites show lower damping than CF-EPR matrix because of reinforcing fibers imparting additional restrictions on vibrations, oscillations, and mobility of constituents of the composite. Similar observations for similar reasons have been reported for jute fiber/polypropylene (JF/PP), 39 CF/PS, 34 flax, hemp, kenaf-reinforced polyamide (FXF/PA-6, HPF/PA-6, KNF/PA-6) composites, 35 and banana fibers/polyester (BF/PE) 42 composites.
In the glass transition region, the macromolecules of CF-EPR matrix and of the R-BMBF/CF-EPR composites gain higher energy and perform rotational and some translational motions dissipating the excess heat as energy that increases the damping of the materials. The composites, however, show lower damping than the matrix polymer and because of reinforcing fibers imparting restrictions on constituents of the composites, 15/85 R-BMBF/CF-EPR composite with the least amount of fibers shows the highest damping, 35/65 R-BMBF/CF-EPR composite with the highest amount of fibers shows the lowest damping, and 25/75 R-BMBF/CF-EPR composite with the intermediate amount of fibers shows intermediate damping, within all the composite compositions. Similar observations for similar reasons have been reported for JF/PP, 39 CF/PS, 34 flax, hemp, kenaf-reinforced polyamide (FXF/PA-6, HPF/PA-6, KNF/PA-6) composites, 35 and banana fibers/polyester (BF/PE) 42 composites.
With increasing temperature in the rubbery plateau region, the macromolecules of the CF-EPR matrix exhibit higher translational motions in a cooperative manner and their collective energy manifests in higher damping, thus marginally increasing the damping of CF-EPR, but the damping of the R-BMBF/CF-EPR composites shows relative lower damping than matrix CF-EPR due to additional restrictions on their mobility due to reinforcing fibers, as is evident from the tan δ versus temperature curve in Figure 2. Similar observations for similar reasons have been made for KNF/PP composites. 43
Effectiveness of R-BMBF as reinforcement in the composites
The peak height of the tan δ versus temperature curves (Figure 2) for the composites decreases with increasing amount of fibers in the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites. A low peak height of the curve for the composites relative to the CF-EPR matrix (as discussed above) indicates reinforcement of the matrix by the fibers in the composite, as is evident from the decrease in the peak height of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites with increasing fiber contents in them.
Homogeneity in the R-BMBF/CF-EPR composites
Modified versions 44 -46 of the Cole–Cole plots 47 have been applied for polymer composites wherein semicircular curves indicate homogeneity and irregular shape indicates the heterogeneity in a composite system. Cole–Cole plots of CF-EPR and all the R-BMBF/CF-EPR composites (Figure 5) indicate that the curve of CF-EPR is not far from a semicircular arc because of microheterogeneities in CF-EPR due to polyethylene, propylene, and maleic anhydride, but the curves for all the composite compositions are almost semicircular and smooth arc exhibiting proper dispersion and distribution of the reinforcing R-BMBF in CF-EPR matrix in the composites.
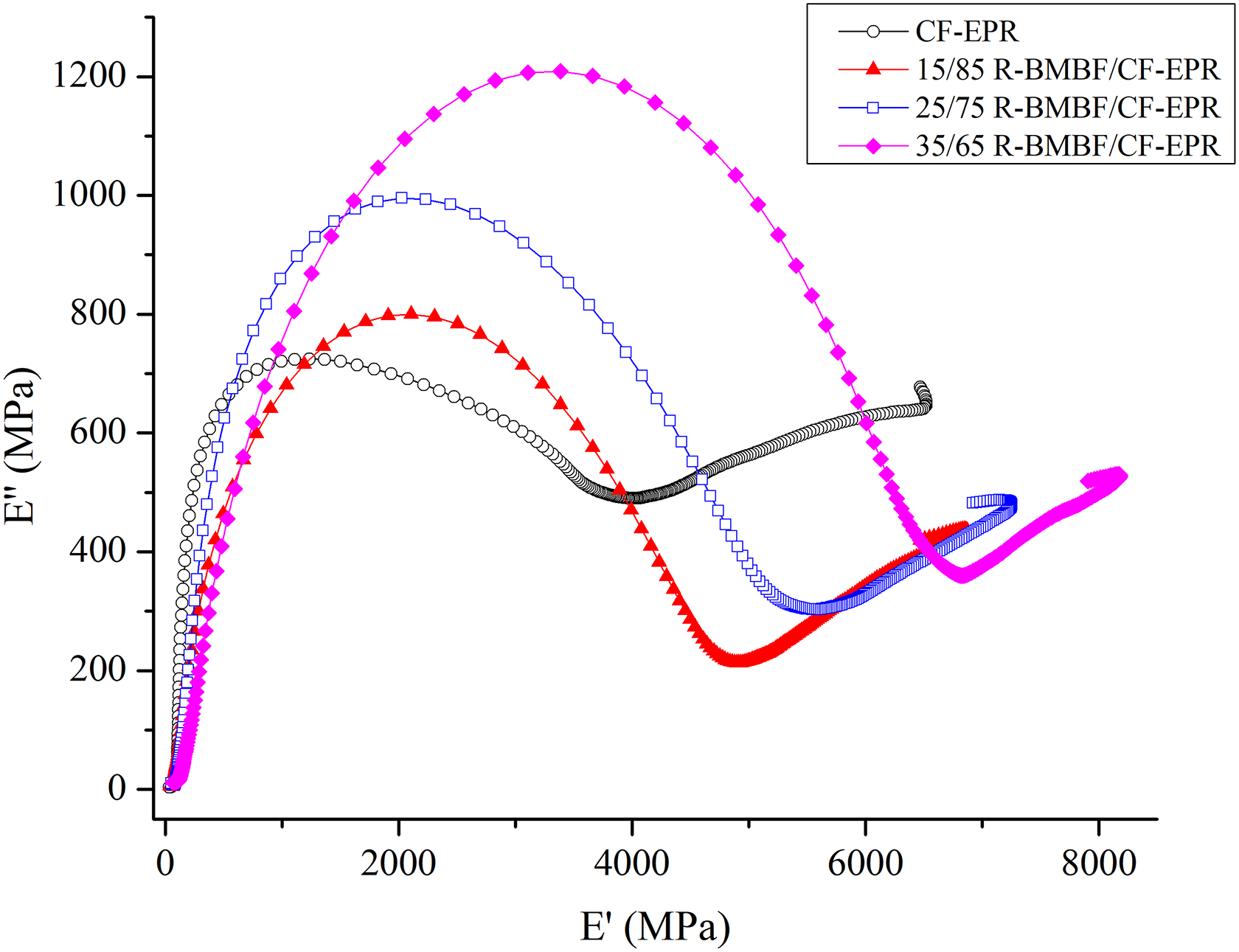
Cole–Cole plots of CF-EPR and the R-BMBF/CF-EPR composites.
Morphology
The FESEM micrographs (Figure 6) of the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites show R-BMBF covered with CF-EPR establishing strong and effective interfacial adhesion between reinforcing R-BMBF and CF-EPR matrix in the composites.

FESEM images of the tensile fractured (a) 15/85, (b) 25/75, and (c) 35/65 R-BMBF/CF-EPR composites.
During processing and compounding of CF-EPR and R-BMBF in the extruder, there is a possibility of breakage of the fiber tips or ends, therefore, the final length of R-BMBF in the R-BMBF/CF-EPR composites would be less than the original 3 mm, but the exact length of all the fibers inside the processed 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites may not be worked out accurately, as it is not possible to measure the final length of fibers by SEM as the fibers are embedded inside the composite. Moreover, the oils, waxes, and surface materials of R-BMBF may get sheared off from the fiber during extrusion processing, which may decrease the diameters of the fibers inside the processed composite. However, the higher tensile properties of the composites relative to the matrix confirm that the fiber/matrix interfacial adhesion is due to the fibers being covered with the matrix during and after processing, and therefore, the SEM shows the diameter of fibers covered with matrix as an average of 29 µm for the 15/85, 36 µm for the 25/75, and 24.5 µm for the 35/65 R-BMBF/CF-EPR composites, respectively.
FTIR analysis
FTIR spectroscopy of CF-EPR and only of the intermediate 25/75 R-BMBF/CF-EPR composite (Figure 7) has been performed to study the chemical interactions imparting interfacial adhesion between R-BMBF and CF-EPR in the R-BMBF/CF-EPR composites, as all other composite compositions are chemically the same. In the spectra of CF-EPR, the bands at 1463, 1378, and 720 cm−1 are from bending vibration of CH2 aliphatic group and CH3 aliphatic group and from rocking vibration of CH2 aliphatic group of CF-EPR, respectively. The spectra of CF-EPR also confirm the grafting of maleic anhydride onto EPR by showing two characteristic bands between 1700 cm−1 and 1800 cm−1, specifically at 1790 cm−1 and 1714 cm−1, which, respectively, arises from the asymmetric stretching vibration of C=O of a cyclic anhydride and from symmetric stretching of C=O of maleic acid which may form due to moisture absorbed by CF-EPR (Figure 8(a)). The bands appearing at 2850 cm−1 and 2920 cm−1, being in between 2800 cm−1 and 3000 cm−1, correspond to symmetric and asymmetric methylene (C–H) stretching. The spectra of the composite (Figure 7) shows two new bands at 1722 cm−1 and at 1114 cm−1 originating from C=O and C–O stretching confirming the formation of esters as shown in Figure 8(b). The band at 3415 cm−1 shows hydrogen bonding between MA of CF-EPR and hydroxyl (–OH) groups of the components of the R-BMBF and also between the two CF-EPR molecules (Figure 9). This esterification and hydrogen bonding imparts good interfacial adhesion between R-BMBF and CF-EPR in the composite due to the use of functionalized EPR.

FTIR spectra of CF-EPR and of the 25/75 R-BMBF/CF-EPR composite.
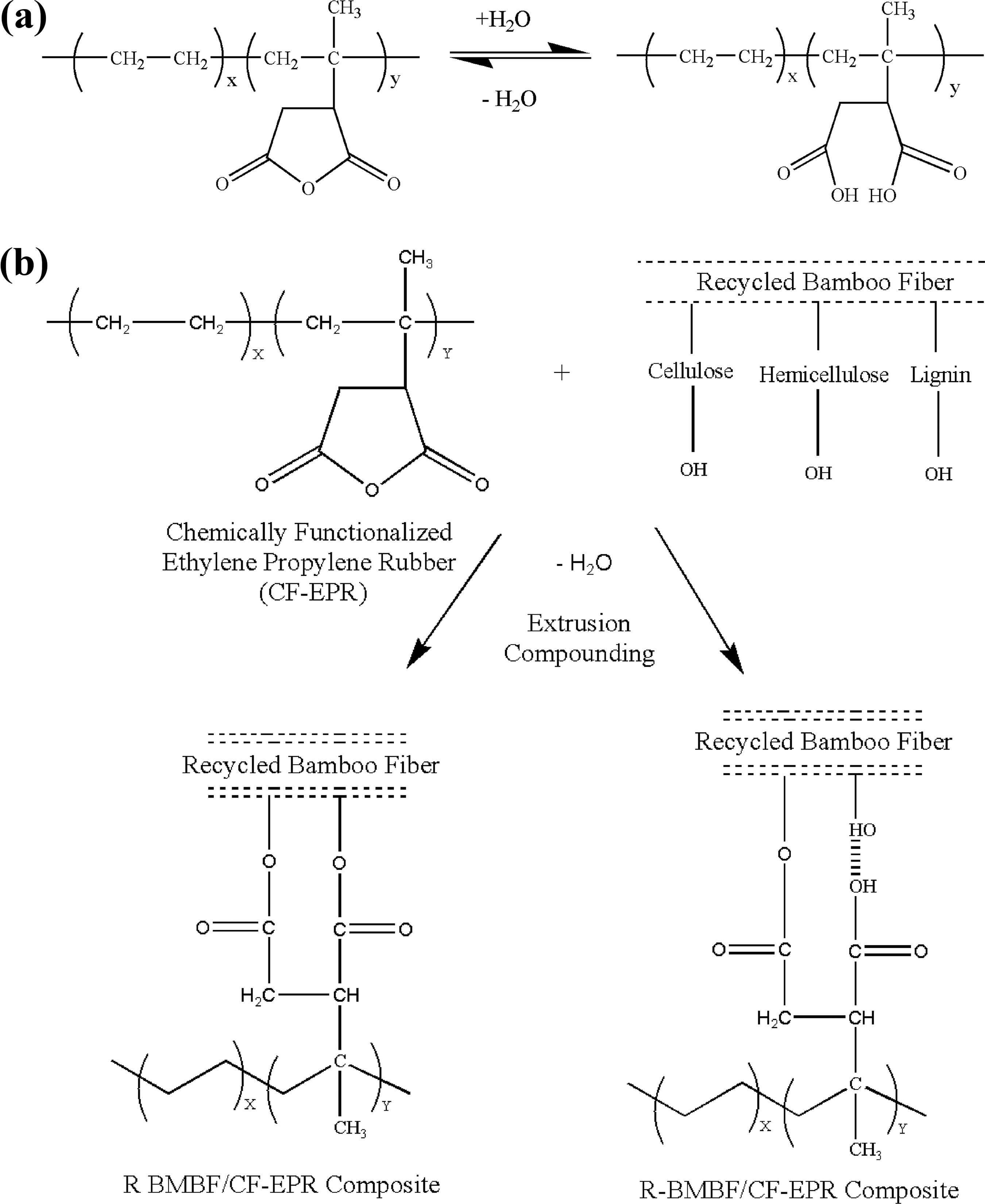
(a) Formation of maleic acid from maleic anhydride of CF-EPR and (b) formation of esters between hydroxyl group of recycled bamboo fiber and maleic anhydride group of the CF-EPR.

Hydrogen bond formations (a) between hydroxyl group of recycled bamboo fiber and maleic anhydride group of CF-EPR matrix and (b) between two CF-EPR molecules.
Water absorption and thickness swelling
Figure 10(a) shows the graph for water absorption (%) versus immersion time (hours) for the CF-EPR and R-BMBF/CF-EPR composites. CF-EPR achieved saturation in 6720 h with 0.66% absorbed water, while 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites achieved water absorption saturation after 7460, 7660, and 7890 h, respectively, and had absorbed 4.11%, 6.99%, and 9.76% water, respectively. The amount of water absorbed by the R-BMBF/CF-EPR composites is higher than that absorbed by CF-EPR, and increases with the R-BMBF contents in them increasing from 15% to 25% to 35%. The R-BMBF/CF-EPR composites absorb water due to the hydrophilic nature of R-BMBF due to the −OH groups of their lingocellulosics and thus water absorbed by the composites increases with the increasing R-BMBF contents in them.

(a) Water absorption behaviors and (b) thickness swelling of CF-EPR and the R-BMBF/CF-EPR composites.
The graph of thickness swelling (%) versus immersion time (hours) (Figure 10(b)) for CF-EPR and the R-BMBF/CF-EPR composites shows that the thickness swelling of the composites increases with immersion time in water until saturation of absorbed water. Water-absorbed wet CF-EPR and the wet 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites show 1.21%, 3.33%, 4.1%, and 4.61% thickness swelling, respectively, upon saturation of absorbed water. The composites show higher thickness swelling than CF-EPR matrix and their thickness swelling increases with the increasing R-BMBF contents in them.
Tensile properties of wet materials
Tensile properties of the wet CF-EPR and the wet R-BMBF/CF-EPR composites, evaluated after the composites achieved water absorption saturation (Table 2), indicate that compared to the respective dry materials, the tensile strengths of wet CF-EPR and of the wet 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites are lower by 2.27%, 7.5%, 12.03%, and 14.72%, respectively, and their tensile modulus are lower by 5.99%, 9.06%, 14.64%, and 16.31%, respectively. Compared with the respective dry materials the elongation at break of the wet CF-EPR and of the wet 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites are lower by 3.31%, 8.77%, 10.99%, and 14.86%, respectively. Absorbed water acts as a plasticizer and reduces load transfer from matrix to fiber. Absorbed water adversely affects the tensile properties of the composites and the reduction in the tensile properties is higher for the composites with higher R-BMBF contents in them because of the amounts of –OH in R-BMBF increasing with their increasing contents in the composites. However, the tensile properties of the water-absorbed wet R-BMBF/CF-EPR composites are higher than those of the dry CF-EPR matrix.
Tensile properties of the wet R-BMBF/CF-EPR composites after water absorption.
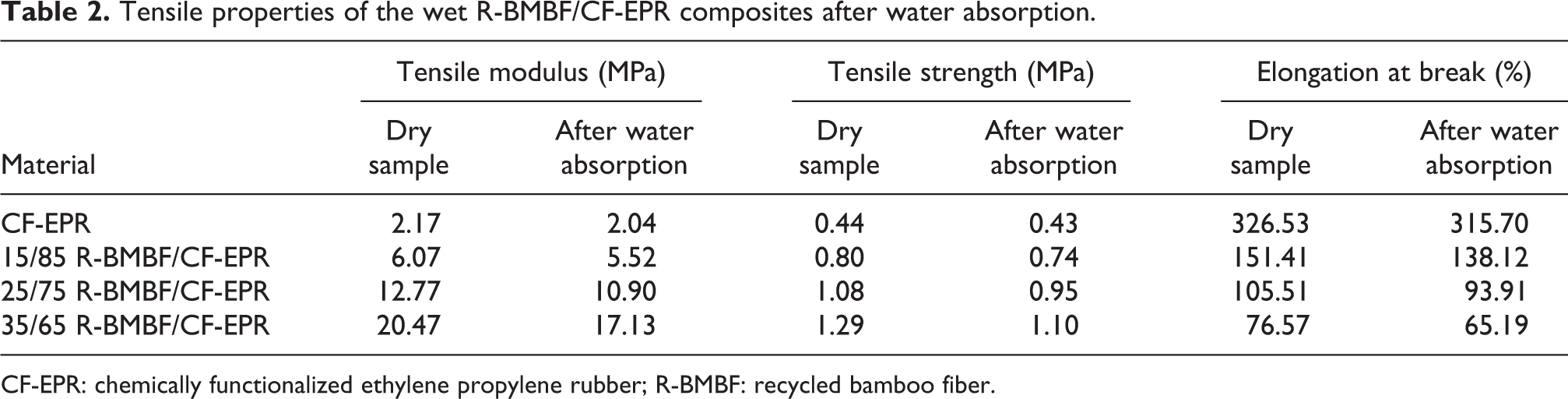
CF-EPR: chemically functionalized ethylene propylene rubber; R-BMBF: recycled bamboo fiber.
Thermal analysis
Thermal degradation of R-BMBF, CF-EPR, and the R-BMBF/CF-EPR composites has been analyzed from their thermogravimetry (TG) and derivative thermogravimetry (DTG) thermograms (Figure 11). R-BMBF shows approximately a 5% weight loss between 50°C and 100°C (with DTG peak at 65°C) due to the release of adsorbed moisture and volatiles. Degradation of lingocellulosics and other components of R-BMBF appears to have initiated at 246°C and finally, the fibers degrade almost completely upto 800°C, leaving a residual mass (char residue) of 5.16%. Within this range, the maximum rate of their degradation for R-BMBF is observed at 338°C. CF-EPR demonstrates the onset of degradation at 311°C without release of moisture or other volatiles and shows a maximum rate of degradation at 457°C and finally leaves 0.58% char residue at 800°C. The R-BMBF/CF-EPR composites show thermal stability between those of R-BMBF and CF-EPR as their thermal degradation initiates in the range of 275–290°C, which is higher than the temperature of initiation of degradation of R-BMBF (246°C) but lower than that of CF-EPR (311°C). With the content of the fibers in the composite compositions increasing, the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites become relatively less thermally stable, their initiation of degradation starts at decreasing temperature at 289°C, 281°C, and 274°C, respectively, and all the three composite compositions show a maximum rate of degradation within a small temperature range at 461°C, 463°C, and 468°C, respectively, because their constituents are chemically the same. Finally, the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites show increasing residual mass of 0.95%, 1.49%, and 1.96%, respectively, at 800°C, and thus, all the composite compositions degrade within the range of 275–290°C and are relatively less thermally stable than the CF-EPR matrix.

(a) TG and (b) DTG curves of (inset (a)) R-BMBF, (inset (b)) CF-EPR, and of (inset (c)) 15/85, (inset (d)) 25/75, and (inset (e)) 35/65 R-BMBF/CF-EPR composites.
Conclusion
Development of R-BMBF/CF-EPR composites, as the natural fiber-reinforced functionalized TPE composites by Palsule process, using twin-screw extrusion followed by injection molding without any fiber treatment and without using any compatibilizer demonstrates that a CF-TPE can be used for a composite and that the developed composites are more environment friendly due to the use of recycled bamboo fibers as reinforcements. Relative to CF-EPR, R-BMBF/CF-EPR composites have higher tensile properties and higher E′ and E″, which increase with increasing R-BMBF contents in the 15/85, 25/75, and 35/65 R-BMBF/CF-EPR composites, and confirm the formation of the composites and also the reinforcement of CF-EPR by R-BMBF. SEM micrographs exhibit good adhesion between R-BMBF and CF-EPR in the composites and FTIR establishes that this fiber/matrix adhesion is due to the formation of esters and hydrogen bonds between hydroxyl (–OH) groups of components of R-BMBF and MA of CF-EPR. Composites absorb increasing amounts of water with increasing fiber contents in them and the absorbed water lowers the tensile properties of the composites relative to the dry composites; however, the absorbed water saturated wet composites show higher tensile properties than the dry CF-EPR. Thermal stability of the R-BMBF/CF-EPR composites is lower than that of the CF-EPR and the composites start degrading at around 275°C.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by MHRD, Govt. of India, in the form of a Fellowship of the Indian Institute of Technology, Roorkee to Dinesh.