
Abstract
In recent years, researchers and scholars have shown growing interest in exploring the applications of natural fibers in polymer composites, driven by their environmentally friendly and sustainable characteristics. This study endeavors to offer an exhaustive examination of the prominent and widely adopted natural fiber reinforced polymer composites and their diverse range of applications. Furthermore, it provides an overview of different surface treatment methods applied to natural fibers and their influence on the properties of, highlighting the significant variations in properties depending on the fiber type, source, and structure. Bamboo fibers (BF) and recycled chemically functionalized acrylonitrile-butadiene-styrene (r-ABS) composites (BF/rABS) have been blended at 190°C. The composites show a higher tensile and flexural properties than r-ABS. The presence of bamboo fibers functions as stress concentrators, resulting in minimized deformation and consequently reducing the impact strength of the composites in comparison to the matrix. The SEM and FTIR analysis have shown that the adhesion between fiber and the matrix is good which therefore improves the tensile properties of the composite materials. XRD analysis has shown improved crystallinity in composite as compared to matrix.
Keywords
Introduction
In today's fast-paced world, the rapid advancements in electronics and information technology have undoubtedly improved our lives, providing us with an array of innovative gadgets and devices that enhance productivity, connectivity, and entertainment. 1 However, this relentless surge in electronic gadgetry has also given rise to a pressing environmental concern: electronic waste, or e-waste. 2 With each introduction and upgrade of electronic devices, a mounting pile of old and obsolete gadgets ends up in landfills, posing significant threats to our environment. 3
The detrimental impact of plastic waste on our ecosystems and the urgent need for sustainable solutions have been widely recognized in recent years. Plastic materials, particularly Acrylonitrile Butadiene Styrene (ABS), have become integral components in the manufacturing of electronic gadgets. ABS is favoured for its durability and versatility, making it an ideal choice for housing, casing, and structural components of various electronic devices. 4 Efforts to mitigate the environmental consequences of this growing electronic waste crisis have gained momentum. Recycling technology, in particular, has emerged as a powerful tool to reduce the adverse effects of plastic waste on nature. Recycling ABS from discarded electronic gadgets holds great promise in not only reducing waste but also in creating value-added products that contribute to a more sustainable future.
However, recycling ABS is not without its challenges. Multiple processing steps involved in recycling often result in materials with inferior properties when compared to virgin plastic.5–8 This limitation necessitates innovative approaches to enhance the performance of recycled ABS, ensuring that it meets the rigorous demands of electronic applications while remaining eco-friendly. 9
One such innovative approach lies in the realm of natural fiber reinforcement and fabrication of thermoplastic composites.10–13 The reinforcing properties of natural fibers, such as bamboo, have been extensively explored and established in various composite materials.14–16 Bamboo fibers, renowned for their exceptional strength, lightweight nature, and eco-friendliness, offer a compelling solution to the challenges posed by recycled ABS. 17
Natural fibers exhibit polarity and hydrophilic characteristics, whereas polymers are characterized by their nonpolar and hydrophobic nature. This fundamental difference in properties leads to a significant challenge in achieving strong interfacial adhesion within composite materials. Enhancing adhesion can be accomplished through two techniques: either by modifying the fibers via an alkali treatment.18,19 or by modifying the thermoplastic using maleic anhydride.20–22
Santoso et al. reported bamboo fiber-based composites for the replacement for an ABS based car window panel 23 ; and Gama et al grafted BBF with di-isocyanate and reacted with a polyol (DI-PO-BBF)-reinforced ABS to make DI-PO-BBF/ABS composite filaments for its 3D print specimens. 24 To enhance the bonding between ABS and bamboo fibers, Kumar and Palsule employed commercially accessible chemically modified acrylonitrile butadiene styrene (CF-ABS), which is ABS grafted with 0.8% maleic anhydride. 15 Herein we have developed an in situ technique where the alkali treated BF is mixed with r-ABS in presence of maleic anhydride. By reinforcing r-ABS with bamboo fibers, we aim to elevate the overall properties of the composite material, bridging the gap between sustainability and performance for the use of prepared composite in the automobile industry particularly in the side panels of the doors.
This article presents a pioneering study that delves into the uncharted territory of recycled ABS/Bamboo fiber composites. To the best of our knowledge, no literature has yet reported on recycled ABS/Bamboo fiber composite blended in presence of maleic anhydride in a single step. By using recycled ABS, carbon footprint can be reduced by 80%. Since, there are very less natural fiber reinforced ABS composite available in the industry and this study suggest the use of ABS that too recycled in the industry, so the use of natural fiber reinforced ABS composite should be encouraged in the side panels and console of cars in automobile industry where currently polypropylene based composites are used.
Experimental
Materials and Method
r-ABS as free-flowing granules of light brown color was purchase from an Indian recycler at Bhiwadi, Rajasthan. Maleic anhydride of powdered form having M.W. 98.06 is Supplied by Research Lab. Bamboo fiber was purchased from local market (Bhubaneswar), then it was mercerized using 4% NaOH for 12 h at a temperature of 70°C. Further washed, dried thoroughly and chopped into approximately 3-mm length fiber.
Before proceeding with the fabrication of composites, the individual components, namely the bamboo fiber (BF) and the r-ABS matrix, underwent a preliminary drying process. Each component was separately subjected to drying at 80 ± 2°C for a duration of 10-12 h in a conventional air oven. Subsequently, they were further subjected to a 3-4 h drying period at 60 ± 2°C in a vacuum oven. After completing this drying procedure, the components were combined to create various batches of composites, with different weight ratios such as 10/90, 20/80, and 30/70 (BF/r-ABS).
The development of BF/r-ABS composites involved a process where bamboo fiber, treated with mercerization, was mixed with r-ABS. Additionally, 0.5% maleic anhydride was added during the melt mixing process. Melt mixing is accomplished using a twin-screw extruder of co-rotating type [Make and Model: Specific Engineering and Automats, Vadodara, India and ZV – 20]. The extruder operated at 160 r/min by maintain the different temperatures at five different zones in an increased order of spanning i.e. 155°C, 165°C, 175°C, 185°C, and 190°C. The extruder die temperature plays a vital role and which was maintained at 185°C. Following extrusion, the composites were passed through water for cooling, and the obtained granules were dried in a hot air oven. The different samples were obtained as per the relevant dimensions in accordance with the requirement of ASTM standard through injection molding machine of 90 tonnage capacity [Make and Model: Endura-90]. The process parameters were maintained at a screw speed of 120 r/min, feed zone temperature of 180°C, nozzle temperature of 190°C, injection pressure of 80 bar and holding pressure of 100 bar in the injection moulding machine.
Characterization
The thermo-mechanical, and morphological characteristics of the composites were analyzed through established testing procedures. To assess the tensile properties of both r-ABS and BF/r-ABS composites, the ASTM D638-147 standard was adhered to. For evaluating flexural properties, the ASTM D790-178 standard was followed.25,26 The evaluations were conducted on a Universal Testing Machine ((Instron Universal Testing Machine (UTM), USA, model 4302 with IX series, at a crosshead speed of 50 mm/min and a gauge length of 10 mm.) with a 5 kN capacity at a controlled temperature of 23 ± 2°C. The crosshead speed for tensile tests was set at 5 mm/min, and for flexural tests, it was set at 2 mm/min. The tensile, izod impact and flexural test specimens were prepared as per the relevant standards of ASTM D 638 (Type 1 specimen), ASTM D 256 and ASTM D 790 respectively. The 2.5 mm notch was prepared on the impact specimen. All the test outcomes are presented as the mean values obtained from testing of five individual samples. The composite structure was investigated by scanning electron microscopy, which involved examining samples obtained from impact fractures. The microscopy was carried out using a ZEISS EVO-MA model of M/s ZEISS, UK, operating at 5 kV and offering magnification capabilities ranging from 1x to 300,000x. The reason that give rise to adhesion between BF and r-ABS in the composite materials were investigated by using a FTIR Spectrophotometer (PerkinElmer Spectrum IR Version 10.7.2). The spectrum of the specimens were captured within the range of 4000–450 cm−1 in the FTIR spectrometer. The assessment of thermal stability for both the r-ABS and its composite was conducted by using Thermo Gravimetric Analyzer [Make and model: PerkinElmer and TGA-8000]. Both the samples were analysed in the nitrogen medium (flow@200 mL per minute) from room temperature to 850°C, with a heating rate of 10°C per minute. The first and second heating thermal scanning of the samples were analyzed from the room temperature to 200°C with a heating rate of 10°C per minute using Differential Scanning Calorimetry (Make and Model: Perkin Elmer and DSC-8000). The XRD test is performed on a D8 Advance, Bruker. The XRD test is performed to adjust the control parameters, where the starting angle is 5°, termination angle is 90°, the sampling time is 890s, the tube voltage is 40 kV, and the tube current is 40 mA.
Results and discussions
Structural properties and morphology
Fourier Transform Infrared Spectroscopy (FTIR)
FTIR spectroscopy was employed to investigate the 20/80 BF/r-ABS composite (Figure 1), with similar results expected for other compositions. FT-IR spectra of r-ABS and BF/r-ABS composite.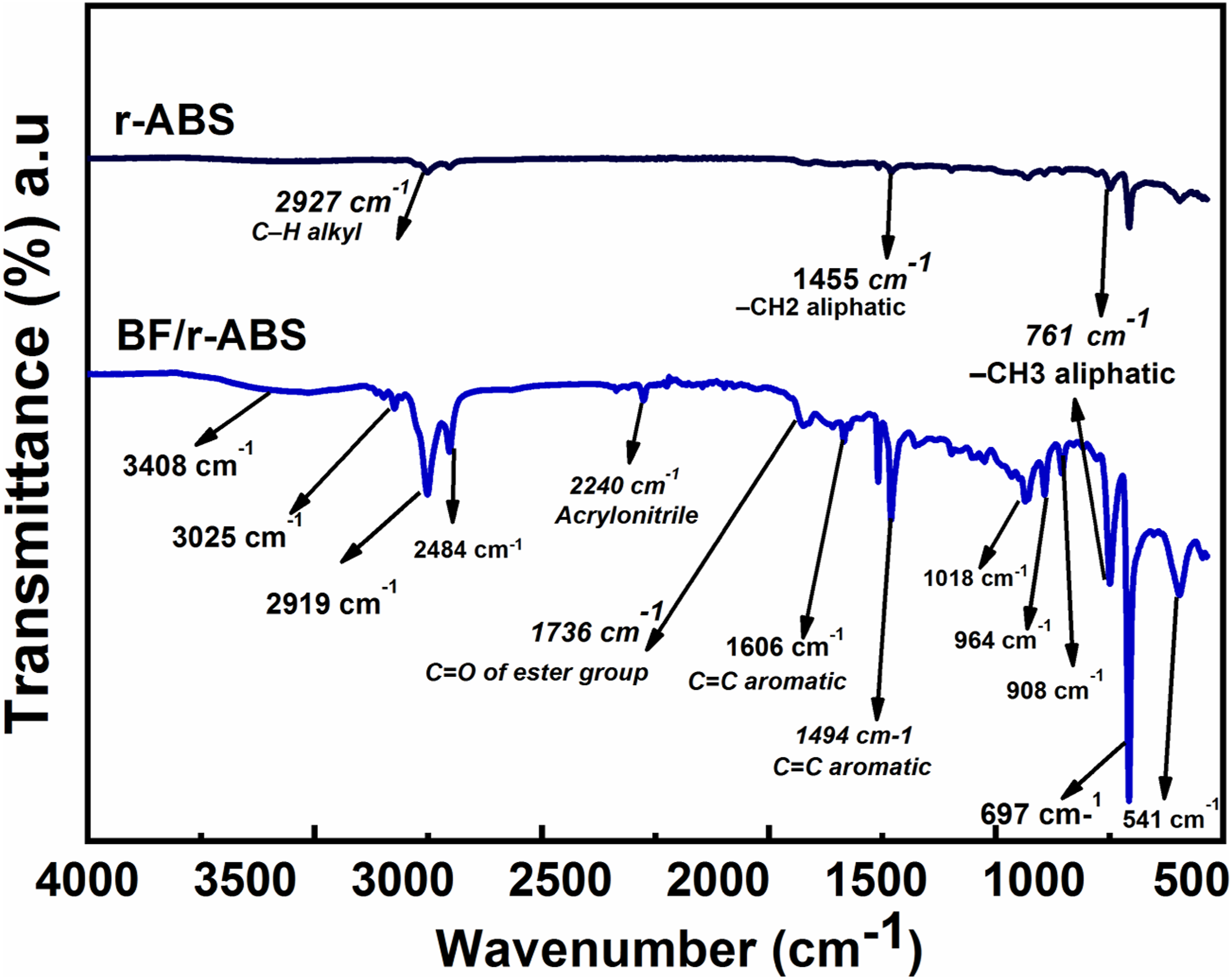
FTIR spectra of r-ABS and BF/r-ABS (20/80).
ABS is a triblock copolymer comprising a blend of polystyrene, polybutadiene (PB), and polyacrylonitrile (PAN). The distinct peak at 2232 cm−1 corresponds to the characteristic acrylonitrile peak within the ABS composite. 7 Aside from these primary characteristic peaks, a few minor peaks were discernible in the spectra, likely arising from either the inclusion of additives in the polymer or the polymer undergoing degradation at the end of its lifecycle. 8
Furthermore, the bands observed at 1602 cm−1 and 1494 cm−1 were attributed to the C=C aromatic stretching originating from the butadiene rubber component within the ABS. 27 In the FTIR analysis of the BF/r-ABS composite, a distinguishing peak at 1736 cm−1 signifies the stretching of the ester group's C=O bond. This stretching is a result of esterification and hydrogen bonding, and it contributes to the interfacial adhesion between the BF and r-ABS within the composite. Similar observations of improved interfacial adhesion have been documented in other composites, such as BBF/CF-PP, recycled BBF-reinforced R-BBF/CF-EPR composites, and various natural fiber/polymer composites produced through the Palsule process.28,29 This phenomenon has also been substantiated in a comprehensive review discussing fiber/matrix adhesion in composites involving natural fibers and polymers, specifically highlighting the adhesion between bamboo and polymers. 30
Scanning electron microscopy (SEM)
Figure 2(a) and (b) represents SEM images of the impact fractured r-ABS, at various magnifications. Where there is no fiber is present. Figure 2(c) and (d) represents the SEM images of the impact fractured r-ABS/BF composite coupled using Maleic anhydride at various magnifications. Where great adhesion among the BF and r-ABS is visible. The matrix is devoid of any gaps and separations. BF (width of 5-50 microns) indicated with arrows and circles in Figure 2(c) and (d). These images shows that the bamboo fiber is deeply embedded within the matrix r-ABS. The impact testing samples of the composites were used in the SEM analysis, in which the fiber breakage were observed in some instances as represented in the Figure 2(d). Despite this, all these observations collectively support the notion of excellent adhesion between the reinforcing bamboo fiber (BF) and the polymer matrix in all the compositions of the composites. The effect of the bamboo fiber due to its reinforcement within the polymer matrix during the preparation of composites established a strong adhesion on the basis of efficient stress transfer between them, which ultimately enhanced the tensile properties of the composites as compared to the polymer matrix. The same adhesion due to the interactions is also discussed earlier in the FT-IR section. (a) and (b) represents SEM images of r-ABS, at various magnifications; (c) and (d) represents SEM images of r-ABS/BF composited coupled using Maleic anhydride at various magnifications.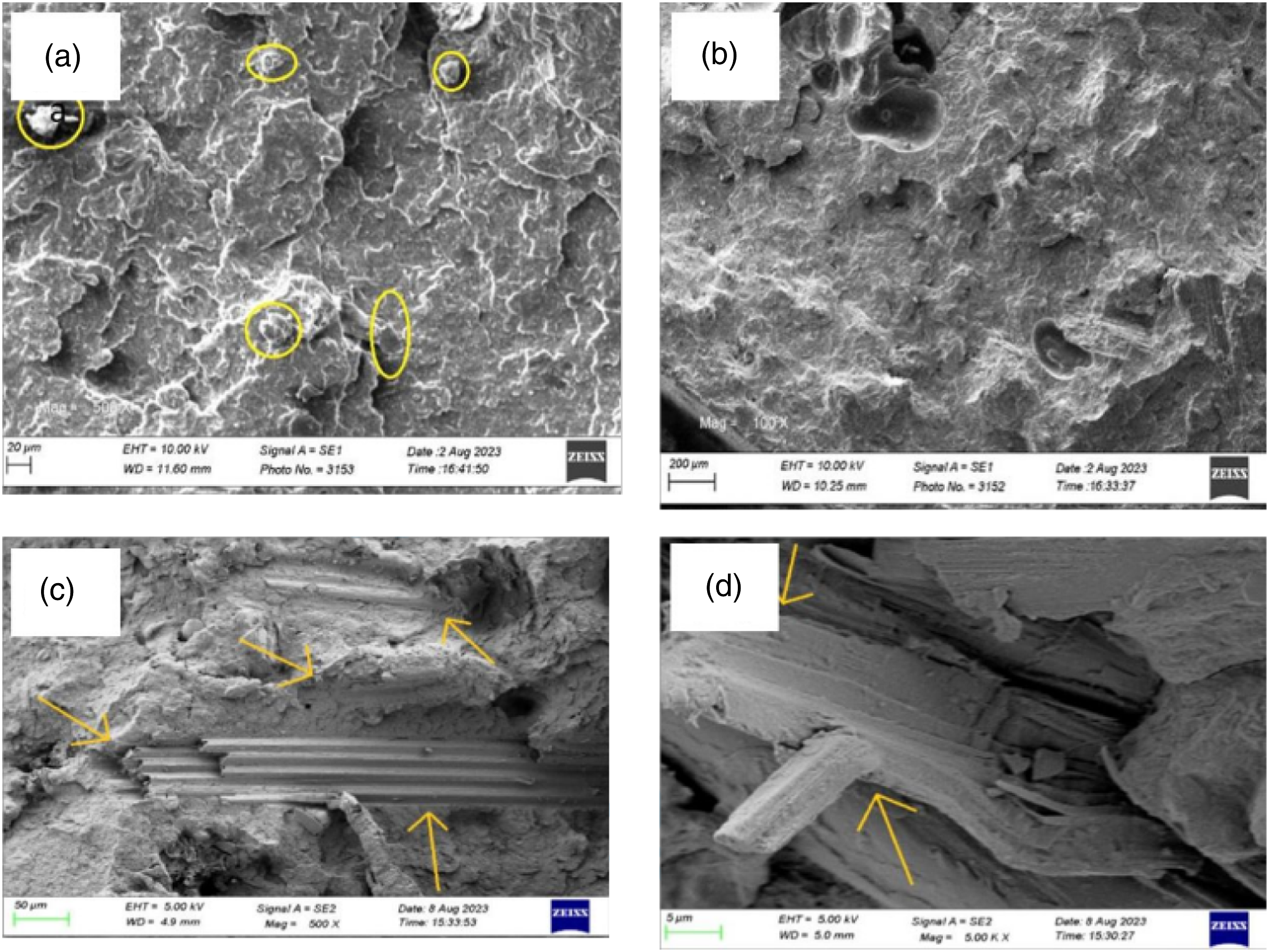
X-ray Diffraction (XRD)
Figure 3 shows the XRD pattern of the matrix r-ABS and composite BF/r-ABS (20/80). The characteristics peak of r-ABS appears at 2θ = 19.347° and other peaks. Peak value of BF/rABS (20/80) composite has shifted to 2θ = 22.062° indicating the interaction among matrix r-ABS and BF. Some peaks which do not belong to ABS are also observed which suggests that additives may have been present in the r-ABS matrix. Similar peaks for ABS were observed by Ming-liang et. al.
31
XRD spectra of r-ABS and BF/r-ABS.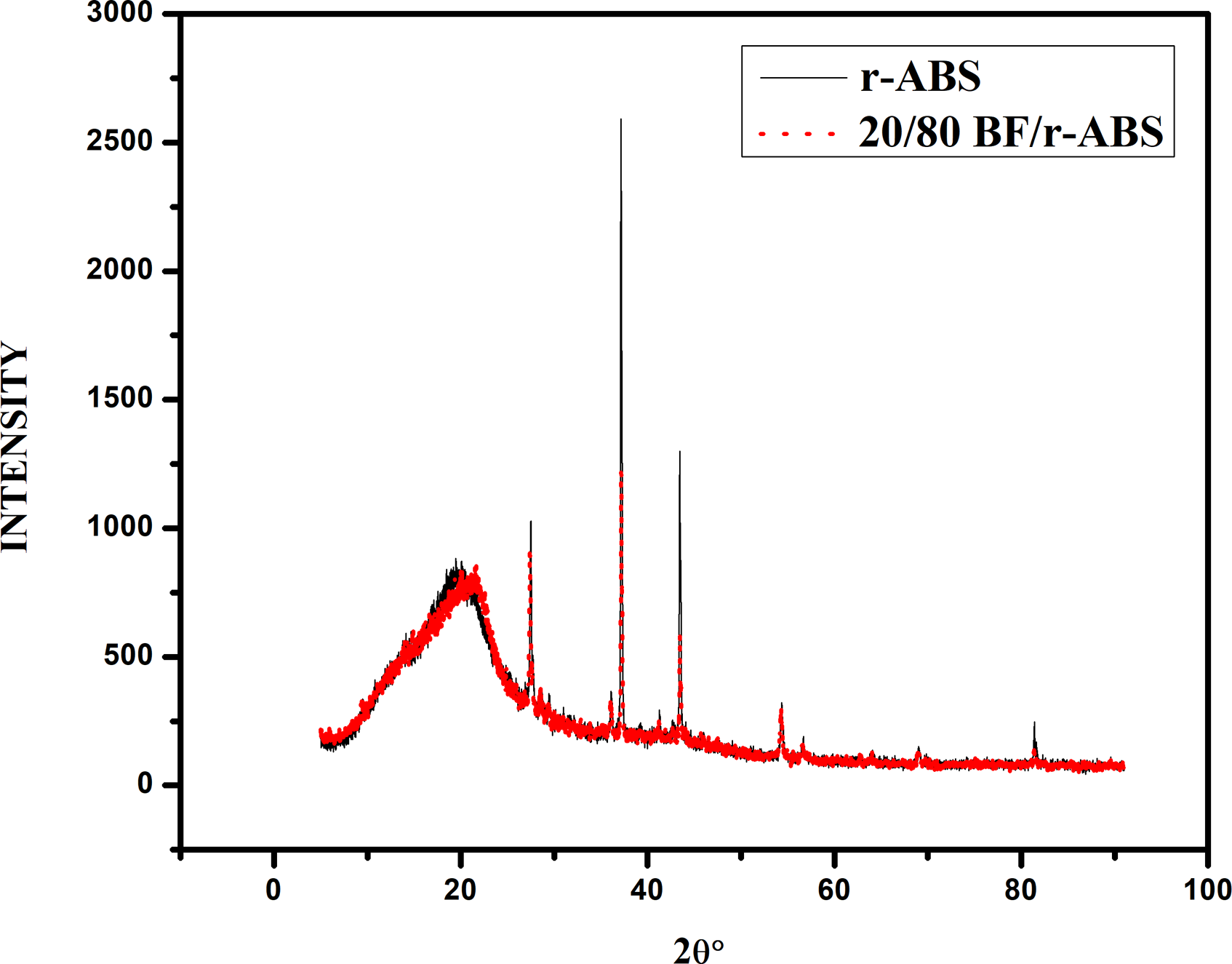
Mechanical properties
Tensile test
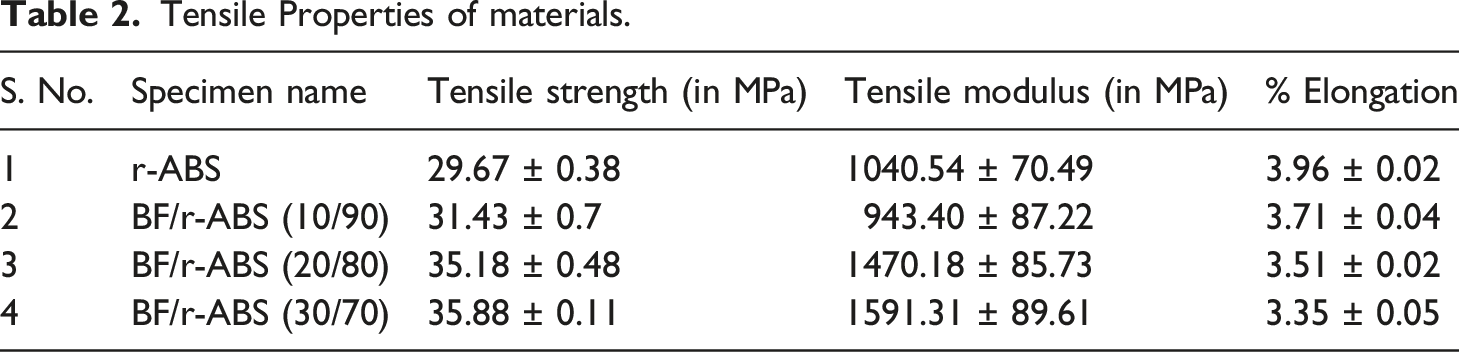
Tensile Properties of materials.
Flexural test
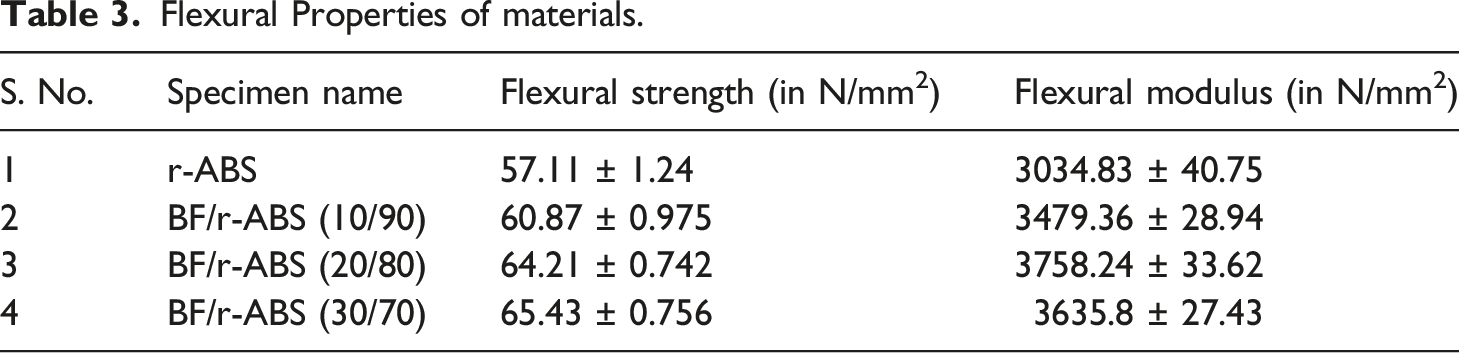
Flexural Properties of materials.
Impact Test
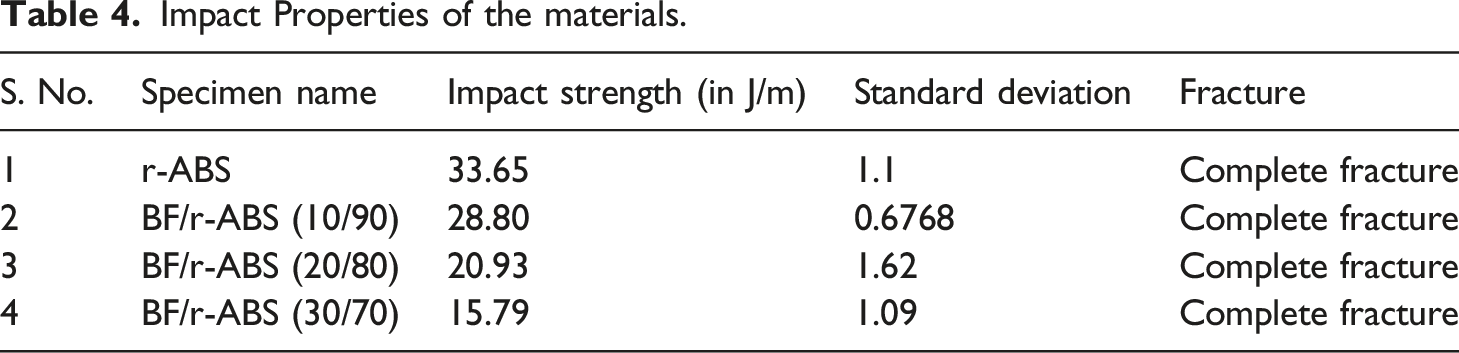
Impact Properties of the materials.
Thermal properties
Thermogravimetric analysis
The DTG and TGA curve obtained from TGA analysis has shown in Figure 4(a) and (b) respectively for r-ABS and BF/r-ABS. The initial and final degradation is observed at a temperature of about 368°C and 435°C respectively with a char residue of 3% weight at 850°C for the r-ABS polymer matrix. Whereas the 20/80 BF/rABS composite has shown the initial degradation, final degradation and char residue of 3.5% at 310°C, 447°C and 850°C respectively. It leaves more residue in case of composites which suggests that it has improved flame retardancy than the matrix r-ABS.
34
Further, the incorporation of bamboo fiber into the polymer matrix increased the final degradation temperature as a matter of thermal stability of the composite due to the reinforcing effect of the bamboo fiber. (a) DTG curves of r-ABS and BF/r-ABS; (b) TGA curve of r-ABS and BF/r-ABS.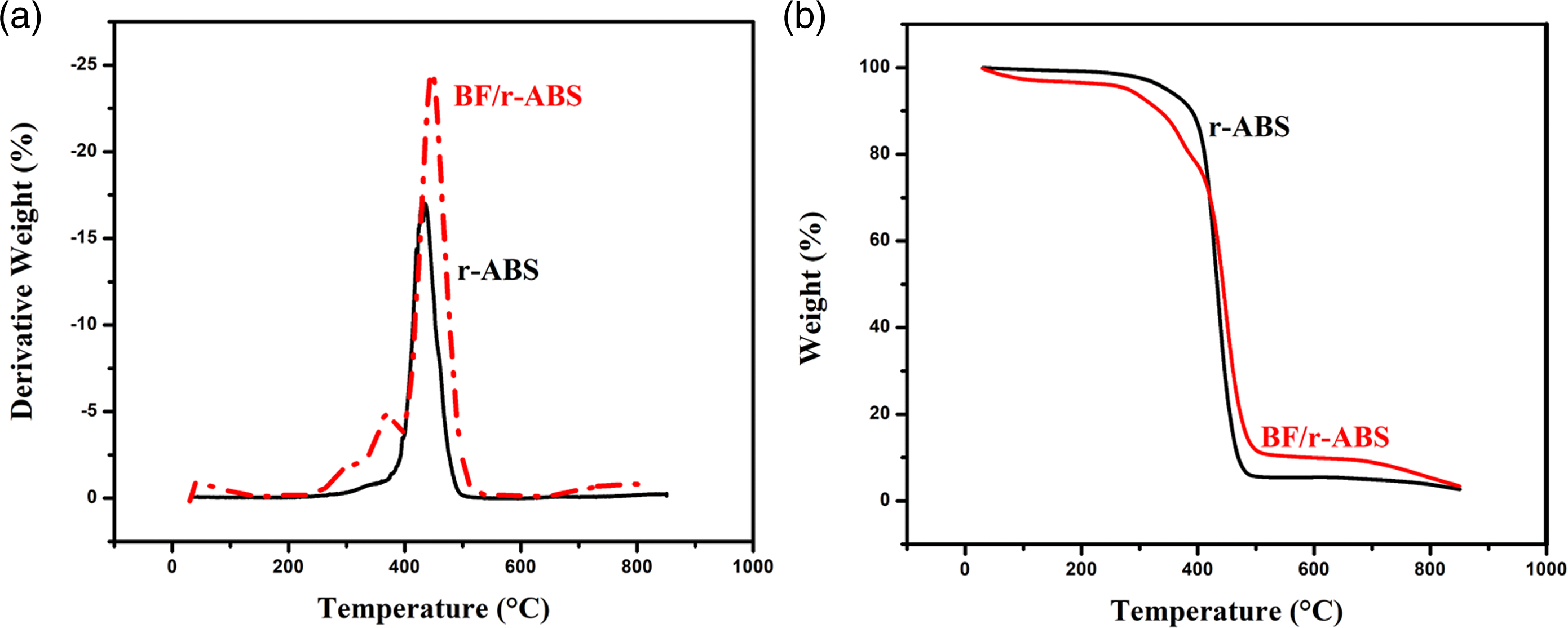
Differential scanning calorimetry (DSC)
Glass transition temperature of materials.

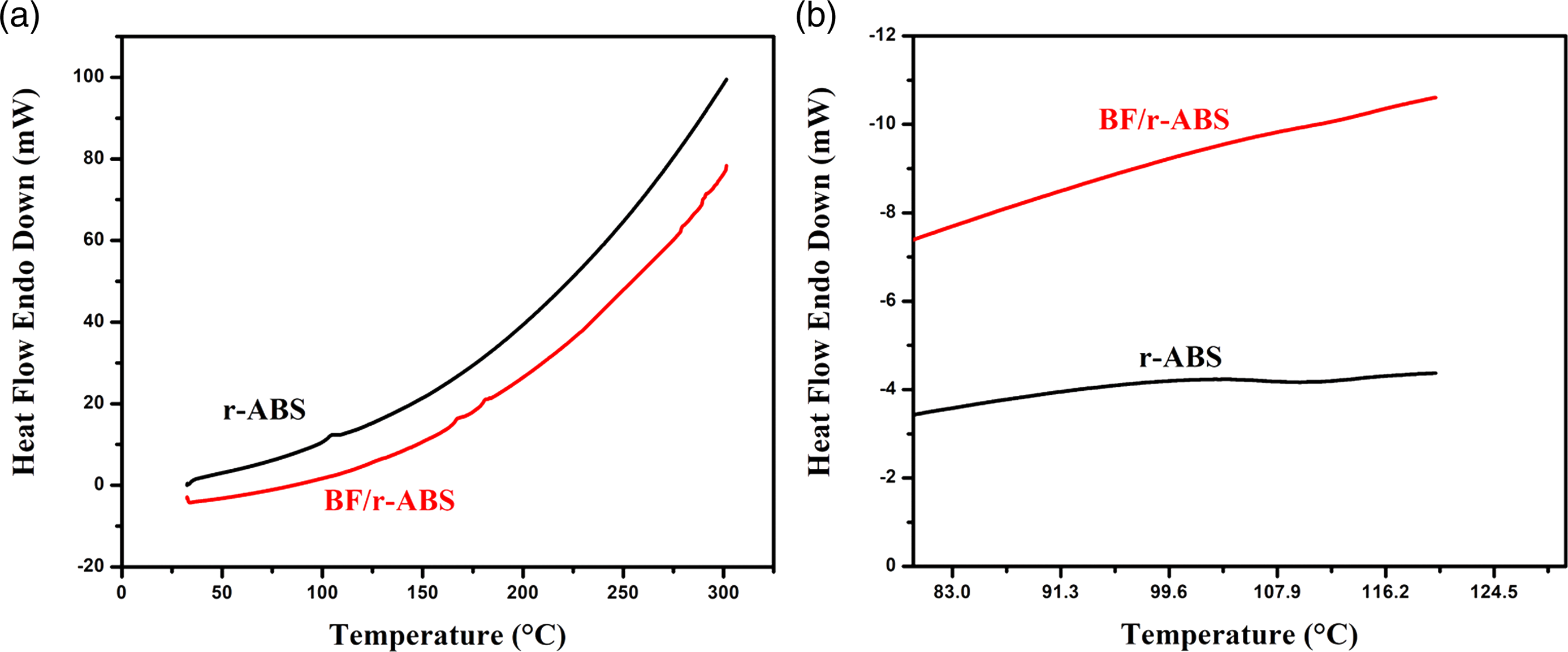
(a) Cooling curves of r-ABS and BF/r-ABs; (b) heating curves of r-ABS and BF/r-Abs.
The cooling curve of DSC represented in Figure 5(a) shows a small transition peak of BF/r-ABS (20/80) at 117°C, which is higher than the transition peak of the matrix r-ABS at 93°C. The transition temperature at 93°C in the recycled ABS may be observed due to the presence of different formulation and ingredients, which subsequently increased significantly in case of the BF/r-ABS composite to 117°C due to the incorporation of fiber into the matrix. The reason behind this phenomenon is the presence of bamboo fibers in the composite, which developes nucleation sites in the polymer matrix. Here in the composite, the bamboo fibers provide surfaces where nucleating sites can initiate more easily compared to the matrix alone. Moreover, as ABS is an amorphous co-polymer, so true Tm (melting temperature) of r-ABS and composite is not obtained in the DSC curve.
Conclusions
This work was carried out to determine the possible use of bamboo fiber as reinforcement into recycled ABS matrix. The value added BF/r-ABS composites were successfully developed by melt mixing method along with maleic anhydride. The composites have shown the better tensile and flexural properties as compared to the matrix r-ABS. At the same time the composite has shown the lower impact results than the matrix polymer. It is also observed that the esterification process resulted the better adhesion among the bamboo fibers and the polymer matrix of r-ABS. This study establishes the application of bamboo fiber reinforced recycled ABS composites in automotive industries.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.