
Abstract
Hybrid networks (unsaturated polyester–polyurethane (UP/PU)) of UP resin and PU prepolymer were synthesized and characterized for their phase miscibility with the help of Fourier transform infrared spectroscopy, differential scanning calorimetry, dynamic mechanical analysis (DMA), and atomic force microscopy. The existence of hydrogen bonded –NH groups, broadened glass transition region, and reduced phase domains evidenced the formation of intermixed phase when compared with the parent UP. The optimum mechanical properties of UP/PU hybrid networks were observed at ∼5 wt% PU content. The composites made from treated jute fibers and UP/PU hybrid networks were evaluated for their physico-mechanical properties. DMA curves showed that UP/PU matrix composites had ∼20% higher storage modulus and ∼17% lower tan δ than the polyester matrix composites. The tensile and flexural strengths of these composites were increased by ∼13% and ∼40%, respectively. During accelerated aging, the UP/PU matrix composites retained ∼15% more tensile strength than the polyester matrix composites. Fractographic evidence, such as resin adherence onto the pullout fiber surface, fiber breakage, and adequate adhesion between the jute fibers and the resin, supported the superior properties of UP/PU matrix composites to polyester matrix composites.
Introduction
The use of unsaturated polyester (UP) resins has been widely employed as matrices for producing jute composites in low-cost housing applications such as panels, profiles, doors, roofing sheets, and so on. 1 –6 However, the ability of these jute composites to retain long-term properties is unfortunately offset by their dimensional instability due to the high water absorption of jute 7 –9 and delamination due to poor toughness behavior of the UP resins. 10,11 It is known that UP resins are usually brittle and exhibits 5–7% volume shrinkage during curing. 12 Several efforts have been made on the modification of UP resins with the addition of various modifiers, such as low profile additives, 13,14 bismaleimide, 15 polyurethanes (PUs), 16 –19 and so on, for making it tougher, improve their shrinkage, and also to achieve an optimum adhesion with reinforcing fibers in the composites. In recent years, it is reported that the mechanical properties of UP resins and their glass/carbon laminates can be significantly improved by their modification through the introduction of urethane moiety. 20 –22 Adding PU prepolymer into the UP resin results in sufficient viscosity during maturation to carry reinforcements to make the prepeg stiff enough during handling in the molds. Because of the terminal –NCO groups, the modified polyester resin may also react with surface hydroxyl group of reinforcements to form a satisfactory fiber–matrix interface. This results in improved dimensional stability (less warpage), low cure shrinkage, and acceptable surface smoothness to the resultant composites. In previous work, 23 –26 attempts on using unsaturated polyester–polyurethane (UP/PU) hybrid networks as matrix resin for producing jute composite laminates have not received much attention necessitating a detailed examination of its suitability as an alternative to conventionally used UP for making dimensionally stable composite building products.
In the present article, we aimed at producing jute composites using UP/PU hybrid networks as the matrix material for making building panels because of its superior toughness and hydrolytic stability compared to the either type of polymer alone. The UP resin was blended with the PU prepolymer having terminal –NCO groups. The mix was analyzed for its phase miscibility with the help of Fourier transform infrared (FTIR) spectroscopy, differential scanning calorimetry (DSC), dynamic mechanical analysis (DMA), and atomic force microscopy (AFM). Based on the results, the polymer composites made from treated nonwoven jute mats and UP/PU hybrid networks were physico-mechanically and fractographically characterized. The samples were also aged for 2 h in boiling water to assess their strength retention properties under humid conditions. The properties of UP/PU matrix jute composites were also compared with the corresponding UP matrix composites to assess their suitability for making building panels.
Experiment
Materials
Isophthalic-based UP resin (viscosity, 650 cps; acid value, 16 mg KOH/g; hydroxyl value, 133 mg KOH/g; styrene, 35%) along with methyl ethyl ketone peroxide and cobalt naphthenate (6% cobalt content) was purchased from M/s Naptha Resins and Chemicals (Bengaluru, Karnataka, India). 4,4′ Diphenyl methane diisocyanate (MDI, Empeyonate CR 100, NCO content, 31%; viscosity, 150 cps at 25°C) was received from M/s Huntsman International Pvt. Ltd (Mumbai, Maharashtra, India). Polyethylene glycol-400 (PEG, molecular weight, 380–420; hydroxyl content, 8.33%) and 1,4-butanediol (Sigma-Aldrich, Kolkata, India) were used as received. Dibutyltin dilaurate (Air Products, Allentown, Pennsylvania, USA) was used as a catalyst. Neopentyl(diallyl)oxy, tri(dioctyl)pyrophosphato titanate coupling agent (LICA 38) was obtained from M/s Kenrich Petrochemicals, Inc. (Bayonne, USA). Commercial grade sodium hydroxide was used as received. Jute fibers extracted from Corchorus capsularis (nonwoven felt, needle punched: weight, 350 g/m2, needling density, 250 punches/cm2, ∼12 mm needle penetration, thickness ∼2 mm, jute: polypropylene ratio: 80:20) was procured from M/s National Institute of Jute and Allied Fiber Technology, India. Poly(vinyl acetate) mat forming grade emulsion was obtained from M/s Pidilite Industries Ltd (Mumbai, Maharashtra, India).
Preparation of samples
Synthesis of UP/PU hybrid networks
A calculated amount of PEG (33.5 g, 4.9 mmol/g), 1,4-butanediol (2.76 g, 22.19 mmol/g), and MDI (100 g, 7.38 mmol/g) was charged in a four-necked resin kettle. The temperature of the mixture was raised to 80°C and stirred well for 2 h under nitrogen atmosphere. The resulting prepolymer was blended with the UP resin containing cobalt naphthenate (0.4 wt%) at different ratios (3, 5, and 10 wt%). The resulting blends were thoroughly agitated and degassed for 2–3 min. Thereafter, methyl ethyl ketone peroxide (1.2 wt% of polyester resin) was added into it. Dibutyltin dilaurate (0.2 wt% of PU) was used for catalyzing the PU reaction. The samples were cast in a brass mold (200 × 200 mm2) to a thickness of ∼5 mm, cured at room temperature for 24 h, and then post-cured at 80°C for 4 h to complete their cross-linking reaction.
Fabrication of jute composites
The nonwoven jute mats were immersed into the ∼5% aqueous NaOH solution for 2 h at room temperature. 27,28 The resulting mats were washed with the running water to remove their water soluble extractives and residual alkali. Subsequently, the mats were treated with pyrophosphato based titanate coupling agent solution prepared in toluene solvent (1 wt% of jute) under a constant agitation for 30 min and then again washed with the toluene to remove excess of unbound coupling agent attached to the fiber surfaces. The said mats were dried to drive off toluene and then placed in an air-circulating oven at 80°C for 2 h to complete polymerization reaction of coupling agent onto the fiber surface.
The composite laminates were produced from treated jute mats (∼50 wt%) and UP and UP/PU hybrid network matrices. In UP/PU hybrid networks, the PU content was ∼5 wt% as optimized on the basis of mechanical properties of hybrid network containing different percentage of PU. Firstly, the molding grade jute mats were prepared by spraying poly(vinyl acetate) emulsion onto them (∼6 wt% of jute), dried them to a hardened state at 80°C for 30 min, and then compressed under a hydraulic press (1 MPa at 100°C for 2 min) aiming at the reduction of their resin consumption during the laminate preparation. The mats were then wetted with the catalyzed UP resin, stacked between the molds (6 mats) and compressed on a hydraulic press (Techo-Scient, Model TSHP 10, Yamuna Nagar, Haryana, India) for 5 min at a pressure of 2 MPa at 120°C. The demoded samples were cured at room temperature for 24 h and then post-cured at 100°C for 2 h under a contact pressure.
Methods
FTIR spectroscopy
FTIR Spectrophotometer (Perkin Elmer, GX Spectrum, Singapore) was employed to collect the spectra of UP and UP/PU hybrid networks. The samples were ground and ratioed against KBr to make pellets. The spectra of samples were recorded in the frequency range between 4000 cm−1 and 400 cm−1 at a resolution of 4 cm−1 with accumulation of 64 scans.
Modulated differential scanning calorimetry
DSC (Model Q 2000, TA Instruments Inc., USA) of the samples equilibrated at −50°C was carried out between −50°C and 200°C at a heating rate of 3°C/min under nitrogen atmosphere. Modulation with ±0.8°C amplitude for 40 s periods was employed. A slow heating rate was selected to allow for a good deconvolution. The resultant reversing (heat capacity component) and nonreversing (kinetic component) signals of the samples were recorded.
Dynamic mechanical analysis
DMA (Model 2980, TA Instruments Inc.) of the samples was carried out under three-point bending mode. The specimen of size 35 × 12 × 3 mm3 was mounted between the arms and a thermal run was recorded from 30°C to 200°C at a heating rate of 5°C/min at 1 Hz. The storage modulus and tan δ of the samples were recorded.
Atomic force microscopy
AFM (Agilent 5500, Germany) was used to measure the internal morphology of UP resin and UP/PU polymer networks. The sample of size 12.50 × 8.0 × 5.0 mm3 was mounted on a metal disk which was then held magnetically under a probe. A 100× microscope was used to view phase contrast in the samples.
Scanning electron microscopy
The fractography of un-aged and aged tensile surfaces of the jute composites was carried out on a Scanning Electron Microscope (Leo 435, USA). Prior to surface examination, the fractured surfaces of failed samples were vacuum coated with a thin film of Au/Pd to render them conductive.
Physico-mechanical tests
Density and water absorption of the jute composites were determined in accordance with ASTM D570 and ASTM D792, respectively. The tensile properties of samples was carried out according to ASTM D638 on a Universal testing machine (Testometric, M500-50AT, UK) at a crosshead speed of 5 mm/min. The flexural test (sample size: 12.7 × 3.2 × 127 mm3) was conducted as per ASTM D790 at a crosshead speed of 5 mm/min and span-to-depth ratio of 16:1. The Izod impact strength of notched samples (size: 64 × 12.7 × 3.2 mm3) was measured in accordance with ASTM D256 using 25J pendulum (Dynisco API). All results were the average value of five measurements.
Accelerated water resistance test
The samples were aged for 2 h in boiling water in accordance with the IS 2380-81 29 and tested for their dimensional stability, tensile properties, and fracture behavior. All results were the average value of five measurements.
Results and discussion
UP/PU hybrid network composite matrix
FTIR spectra of the UP resin and UP/PU hybrid networks are shown in Figure 1. Evidence of reactions between the terminal –NCO groups of PU and the hydroxyl/carboxyl groups of UP can be seen in terms of emergence of new peaks in the spectra when compared with the parent UP. The existence of –NH stretch at 3359 cm−1 due to the urethane linkage, split >CO group at 1719 cm−1 due to the hydrogen bonded carbonyl group, –NHCO band at 1519 cm−1 due to the urethane linkage and lack of –NCO peak at 2270 cm−1 due to its utilization in the reaction clearly supported chemical interaction between the UP and the PU phases. These interactions increased the interpenetration of both networks and also decreased their domain sizes forming an intermixed phase. 30 This can be viewed in the AFM images of UP/PU networks under a phase imaging mode (Figure 2). The UP resin exhibited rigid and coarser microstructures. The phase domains were emerged beyond the surface level with square mean height of 10.6 nm (surface roughness). Contrary to this, the internal morphology of UP/PU hybrid networks was soft wherein PU appeared as a microscopically discontinuous phase. The roughness of microstructure was 5.39 nm only, nearly half to that of the domains of UP (10.6 nm). Under a force-peak mode of AFM, it was found that the average adhesion between the two phases of UP/PU networks was 172 mN and its mean elastic modulus was 4276 mPa. The presence of spherical-shaped domains in the microstructure evidenced the physical immiscibility of phases. The spherical structure, being two dimensional, is also interpreted as interconnecting structures. 30 This tends to increase the molecular interpenetration, and thus the entanglements of both UP and PU networks resulted in improved strength properties. Because of this network entanglements, DMA curve showed a single broadened tan δ peak corresponding to glass transition temperature of the UP/PU networks (Figure 3) showing it substantially miscible. 31,32 Its increased peak height in comparison with UP resin was attributed to the deformation of polymer molecules in-between the cross-links on application of stress. The existence of broadened transition region was also seen in modulated differential scanning calorimetry (MDSC) indicatives of an intermixed phase (Figure 4). The endotherm was appearing more clearly in 109–112°C region of the UP/PU polymer networks due to the mobility of polymer segments when compared with the UP resin. It was surprising to note that UP/PU hybrid networks with 3 wt% PU exhibited transitions at 61.2°C and 93.4°C showing its copolymer morphology contrary to the occurrence of single transition (tan δ peak) in DMA. It is expected that PU phase was not properly trapped in the continuous UP phase. Because of this, phase separation may exist and MDSC thermogram exhibited two transitions. Due to excellent sensitivity of MDSC, the transitions due to the presence of phases can easily be detected as compared to DMA. The UP/PU hybrid networks showed lower glass transition temperature (∼14°C) than the UP resin showing their superior flexibility characteristics.
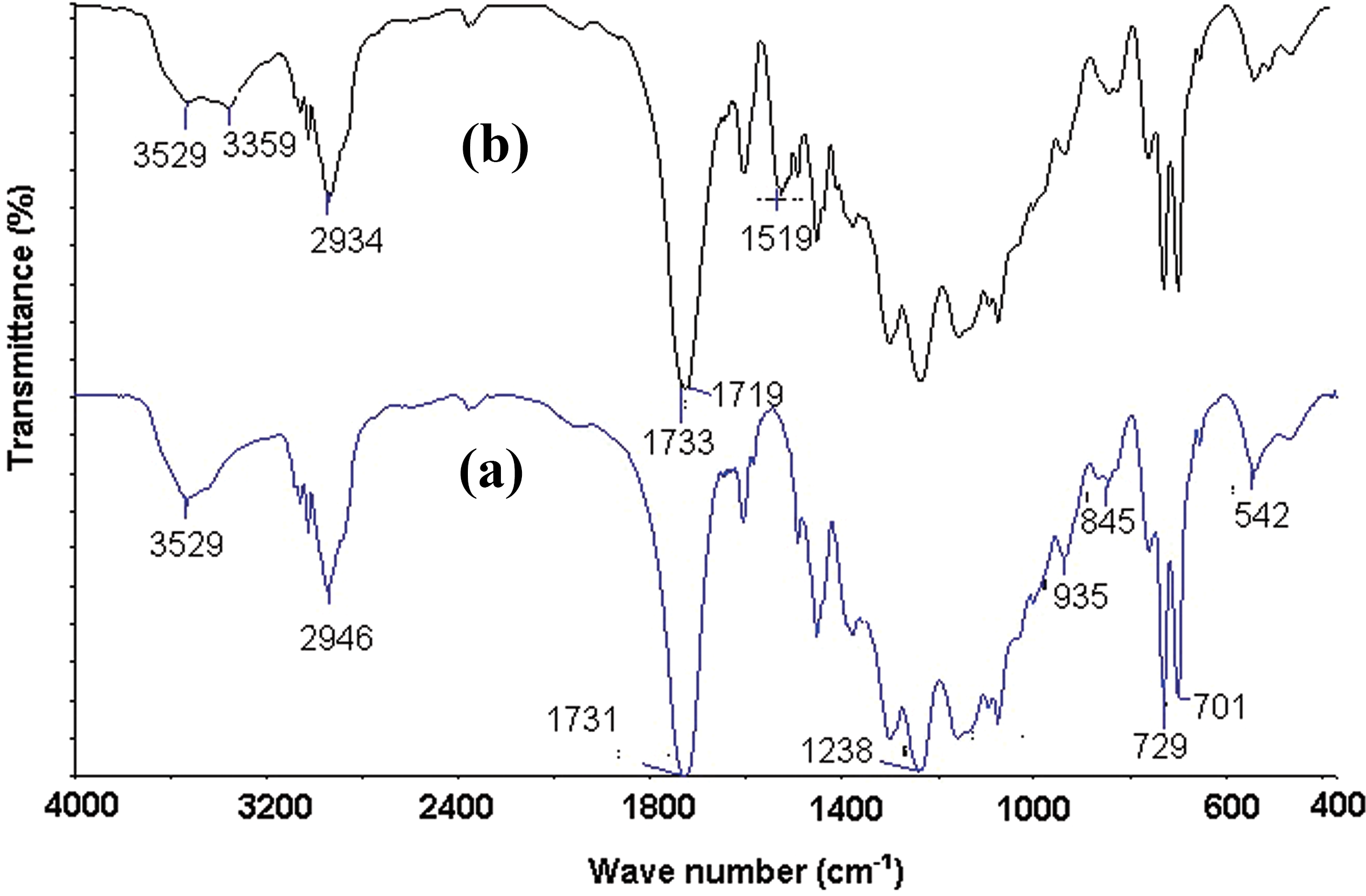
FTIR spectra of resin matrices: (a) UP resin and (b) UP/PU hybrid networks.

AFM images of resin matrices: (a) UP and (b) UP/PU hybrid networks.
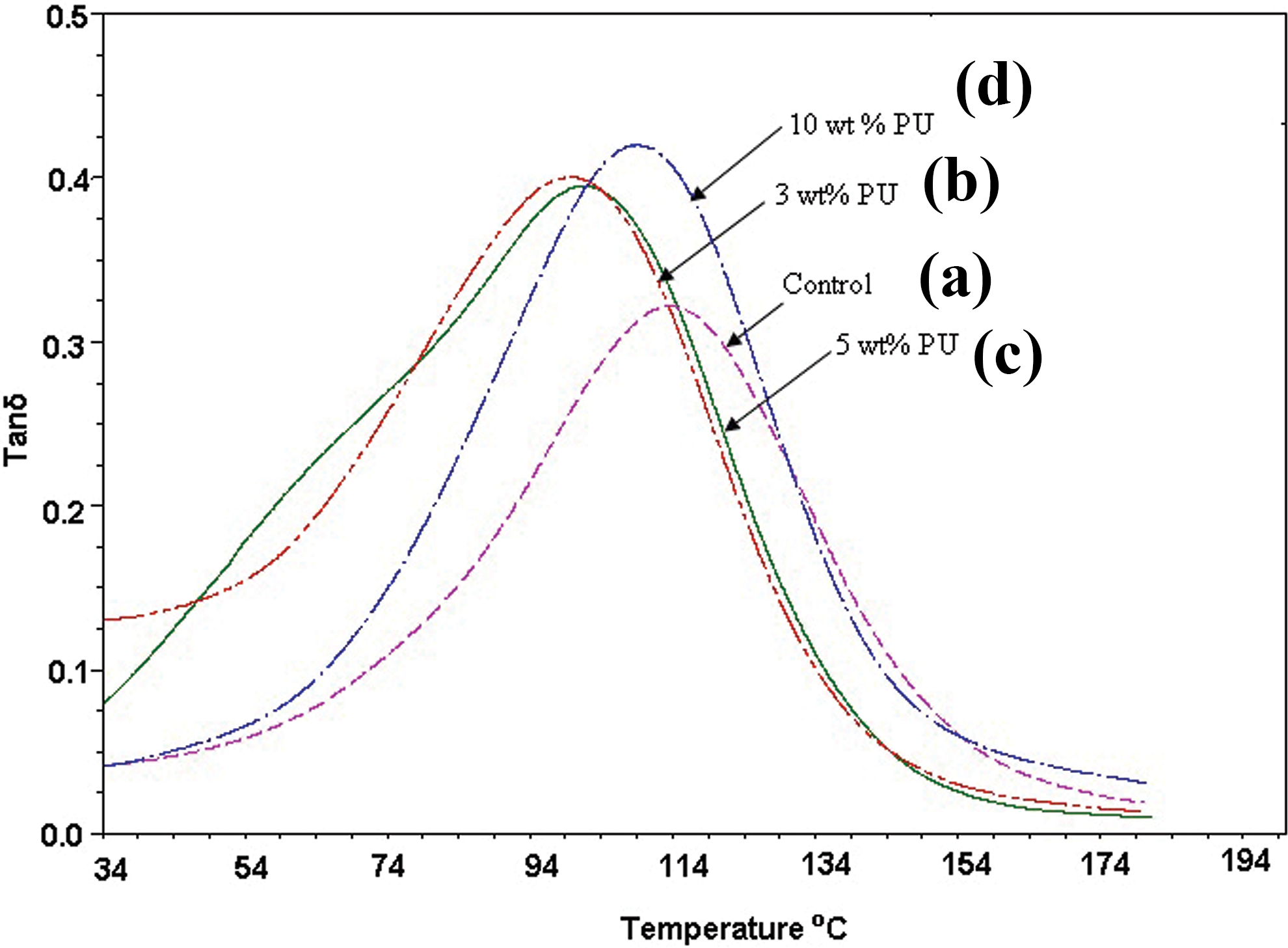
DMA curves of the UP/PU hybrid networks containing different percentages of PU: (a) control, (b) 3 wt%, (c) 5 wt%, and (d) 10 wt%.
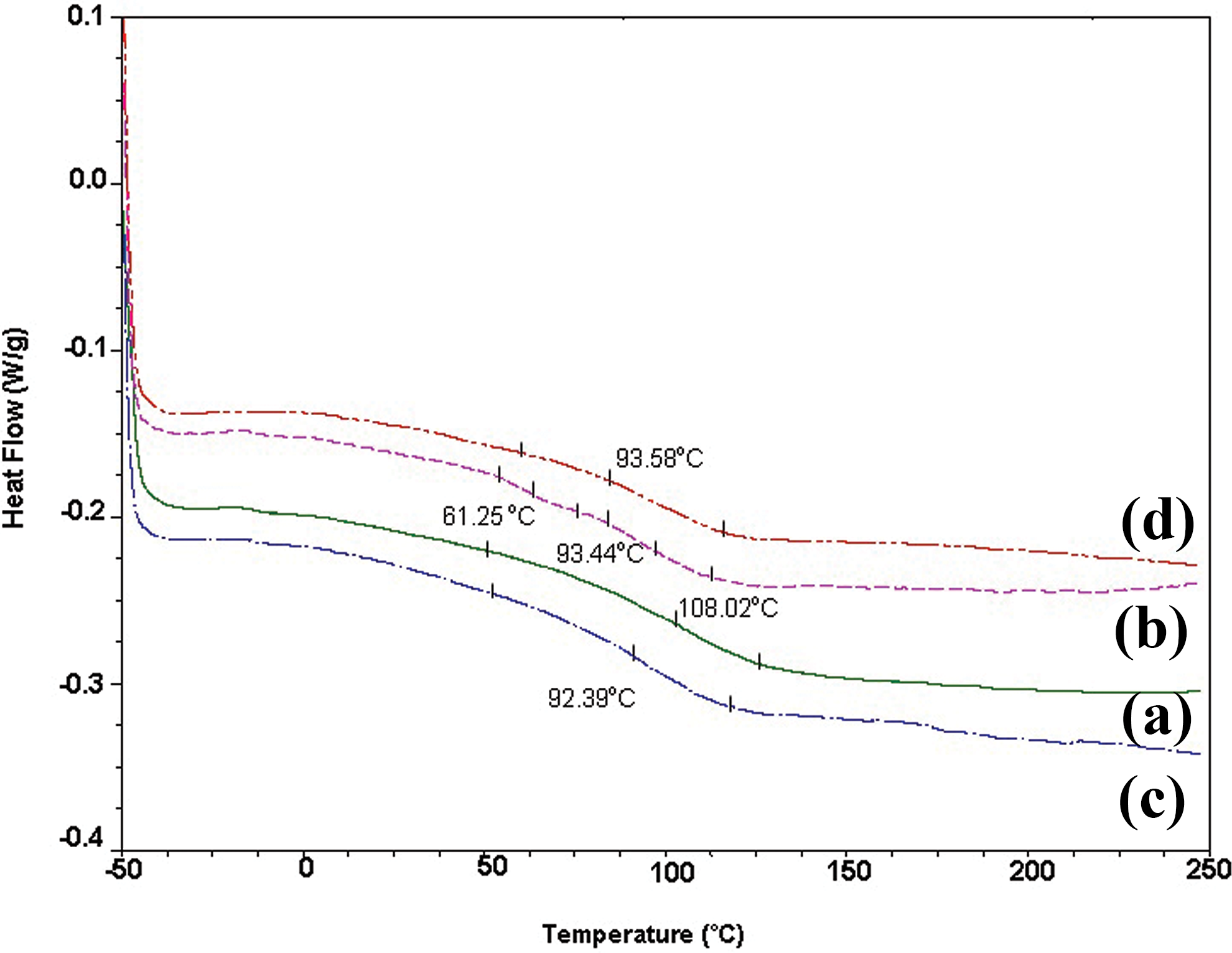
DSC traces of the UP/PU hybrid networks containing different percentages of PU: (a) control, (b) 3 wt%, (c) 5 wt%, and (d) 10 wt%.
Table 1 shows the mechanical properties of UP/PU hybrid networks at different percentages of PU content. It was observed that an optimum strength of UP/PU hybrid networks was obtained at ∼5% PU content. An increase of ∼49% in the tensile strength and ∼71% in the flexural strength was observed over the parent UP resin. The formation of interpenetrating polymer networks 16 between the UP and PU maximized at this level could be responsible for such strength development. Beyond this level, the drop in the mechanical properties was noticed probably due to the separation of constituent phases in the UP/PU hybrid networks. The tensile modulus decreased continuously as the PU content increased in the UP/PU hybrid networks as also reported earlier. 20 The impact strength increased with the increase of PU content resulting from the increased flexibility of UP/PU hybrid networks.
Mechanical properties of UP resin and UP/PU hybrid networks.a

UP: unsaturated polyester; PU: polyurethane.
aStandard deviation is given in parenthesis.
Jute composite properties
The dynamic mechanical properties of jute composites showed a pronounced difference between the storage modulus and tan δ of the UP/PU matrix composites and parent polyester matrix composites 2 (Figure 5). The UP/PU matrix composites retained ∼90% of their storage modulus up to 60°C and then it decreased rapidly as the material approached to glass transition temperature. Contrary to this, the polyester matrix composites exhibited a continuous decline of their storage modulus up to 130°C and then leveled off with increasing temperature. The room temperature storage modulus of UP/PU composites was ∼20% higher than the parent polyester composites and also exhibited higher storage modulus at elevated temperatures showing their superior structural integrity. As can be seen in Figure 5, a peak shift of ∼13°C toward higher temperature was noticed when compared with the UP matrix composite due to the restricted mobility of the polymer chains as a result of adequate interfacial bonding between the jute fibers and UP/PU networks. Tan δ peak height of the UP/PU matrix composites was ∼17% lower than the polyester composites showing their superior elasticity. The tan δ peak was also much broader with distinct transitions probably due to the existence of intermixed phase as viewed in the AFM image. The observed increase was considered mainly due to the superior thermo-oxidative stability of UP/PU networks. It was concluded that using UP/PU hybrid network, it can be possible to produce jute composites with increased stiffness without sacrificing their ductility.

DMA curves of jute composites: (a) UP matrix and (b) UP/PU hybrid network matrix.
The mechanical properties of jute composites made from UP/PU hybrid networks are given in Table 2. It was observed that tensile strength and tensile modulus of the UP/PU matrix composites were increased by ∼13% and ∼8.42%, respectively, when compared with the polyester matrix composites. The difference between the flexural strengths of UP/PU composites and polyester composites was ∼40%. An improvement of ∼27% in the flexural modulus for UP/PU matrix composites was noticed over the parent ones, which is consistent with those obtained with the DMA. It was also noted that the Izod impact strength of polyester matrix composites was ∼10% higher than that of the UP/PU matrix composites. Since the UP/PU polymer network consisted of both hard and soft domains, the impact strength of its composites was controlled by the more brittle phase imparted through the hard domains only. 16 Besides strong fiber–matrix interface, a co-continuous structure of the UP resin and PU in UP/PU networks as reported by Ophir and Wilkes 33 could also be expected to form affecting the impact properties of UP/PU matrix composites.
Physico-mechanical properties of jute composites using UP resin and UP/PU hybrid network matrices.a

UP: unsaturated polyester; PU: polyurethane.
aStandard deviation is given in parenthesis.
Scanning electron microscopic (SEM) images on the tensile fracture surfaces of jute composites are shown in Figure 6(a) to (d). In the case of polyester matrix composites (Figure 6(a) and (b)), the fracture surfaces were rough due to the partial pullout to fibers oriented normal to the fractured plane. The pulled out fibers appeared to be free from the resin anchorage. Debonding at the fiber–matrix interface was also noticed. The existence of white hackle markings and platelet formation supported cracking of the matrix resin in a brittle manner. 34 However, the fiber breakage and fiber fracture in the SEM images were also observed probably due to the higher frictional forces caused by the shrinkage stresses of the UP resin onto the fibers 34 (Figure 6(b)). Contrary to this, the fractured surface of UP/PU matrix composites was comparatively smooth and dominated by the fiber fracture. Most of the fibers were embedded in the matrix (Figure 6(c)). The river markings existed along the fiber–matrix interface suggested plastic flow in the UP/PU resin. 35 The evidence of good fiber–matrix interface can be viewed in terms of deformed resin anchored onto the pulled out fibers which may contribute more significantly to a higher resistance against the crack propagation (Figure 6(d)). It is believed that the hydrolysable neoalkoxy portion of organotitanate coupling agent reacted with the surface active proton of jute fibers to form Jute–O–Ti bond resulting in the formation of organofunctional monolayer onto the jute. 2 As a result, jute fiber surfaces become hydrophobic from their hydrophilic nature. The titanate coupling agent attached onto the jute fibers may help in developing a link with the resin through its pyrophosphato organofunctionality. The pyrophosphato group existed on the jute fiber may react through its –OH group with the terminal –NCO group of UP/PU networks to form a urethane bond between the jute and resin. The possibility may also exist on the reaction between the free –OH groups of jute as observed in FTIR spectra and terminal –NCO groups of UP/PU polymer networks. A possible fiber–matrix interaction is proposed in Figure 7.
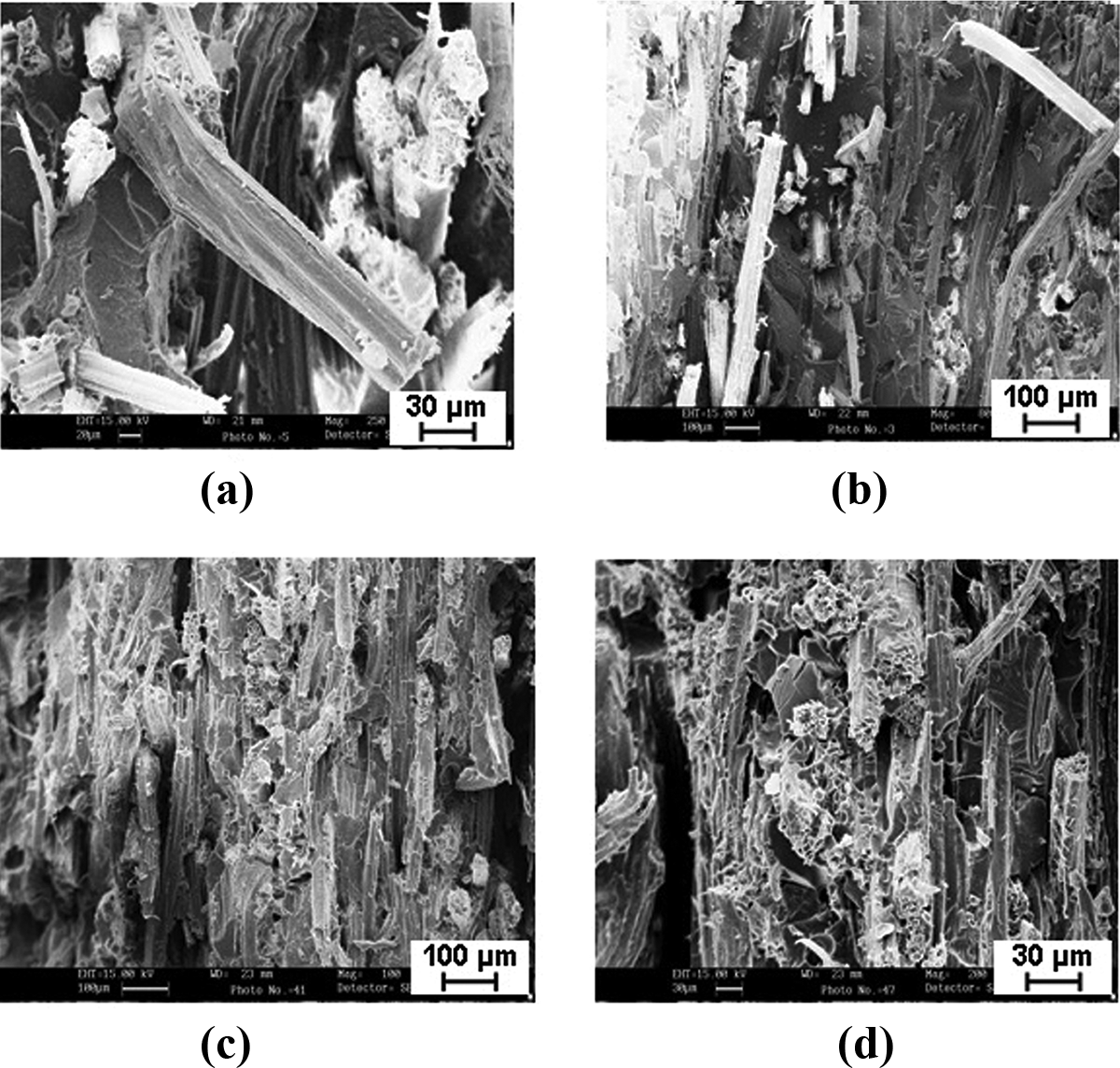
SEM images on the tensile fracture surfaces of jute composites: (a, b) UP matrix and (c, d) UP/PU hybrid network matrix.

Schematic representation of jute fiber–UP/PU hybrid network interface in composites.
Accelerated water aging
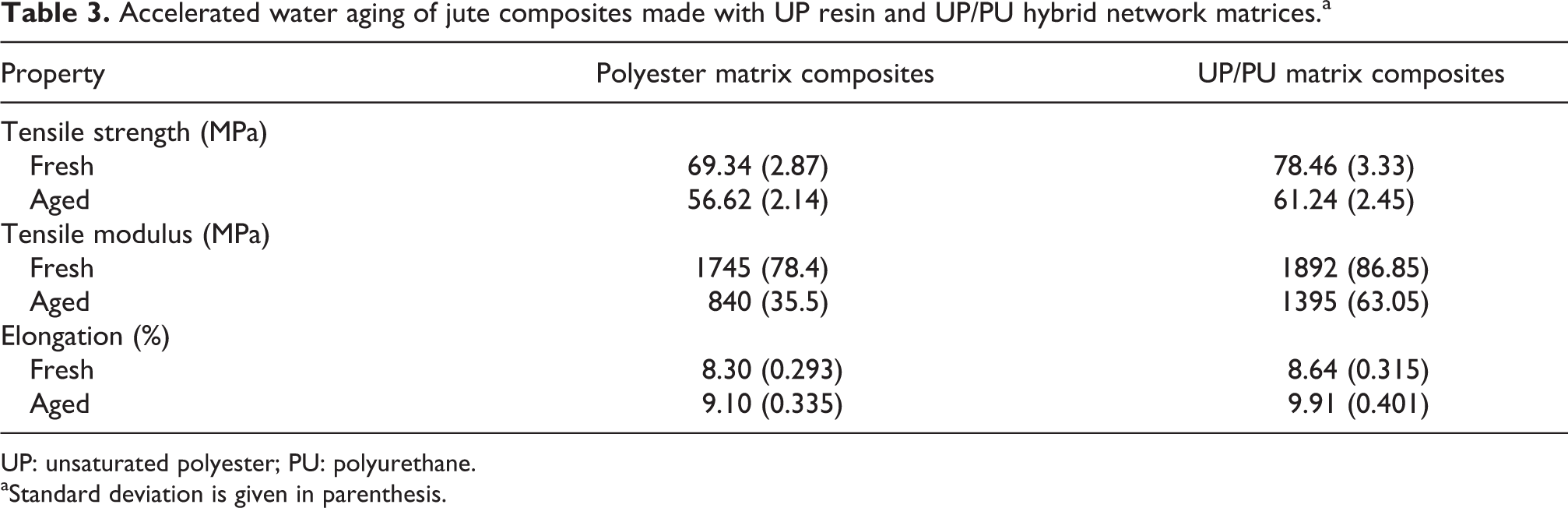
As can be seen in Table 2, the UP/PU matrix composites absorbed ∼31% less water than the polyester matrix composites after immersion into cold water for 24 h at room temperature. The thickness swelling was also reduced by ∼26%. In boiling water aging (2 h), the UP/PU matrix composites had 2–3% less weight gain and thickness swelling than that of the polyester matrix composites. It is known that UP resin contains hydroxyl/carboxyl chain ends besides its sensitive ester group which is prone to the hydrolysis in the presence of water. 36 In UP/UP networks, the chain end groups of UP resin were obscured by the terminal isocyanates of PU through the formation of urethane bonds, and thus resulted in hydrophobic matrix interphase leading to the superior dimensional stability. Under an accelerated aging for 2 h in boiling water, the UP/PU matrix composites retained ∼11.6% more tensile strength than the polyester matrix composites (Table 3). Contrary to this, elongation at break of the UP/PU matrix composites was higher than the polyester composites. Due to the absorption of water, the integrity of composites was disturbed affecting their mechanical properties. 37
Accelerated water aging of jute composites made with UP resin and UP/PU hybrid network matrices.a
UP: unsaturated polyester; PU: polyurethane.
aStandard deviation is given in parenthesis.
Figure 8(a) to (d) shows SEM images on the fracture surfaces of aged jute composites. It was noted that polyester matrix composites exhibited increased fiber pulled out onto the fractured surfaces compared with the unaged samples probably due to the reduced shear strength of the plasticized resin as a result of hydrothermal aging 38 (Figure 8(a)). The pulled out jute fibers appeared to be clean of any adhering resin. The jute fibers were swelled and also split (Figure 8(b)). Contrary to this, SEM images of the UP/PU matrix composites showed less fiber pullout (Figure 8(c)). The resin adherence onto the pulled out fibers was clearly observed even after an accelerated aging showing the evidence of good interfacial bonding between the jute fibers and the UP/PU hybrid networks (Figure 8(d)). The matrix was slightly cavitated. Cavitation increased the size of the plastic zone and that plastic flow contributes to the toughness. 34 Because of these fractographic events, it can be easily explained the superior hydrothermal stability of UP/PU matrix composites to polyester composites.

SEM images on the tensile fracture surfaces of jute composites exposed to accelerated water aging: (a, b) UP matrix and (c, d) UP/PU hybrid network matrix.
Conclusions
The results indicate that hybrid networks of UP resin and PU resin at an optimum ratio can be suitably considered as matrix materials for jute composite manufacturing. The UP/PU hybrid networks had an intermixed phase due to the occurrence of interpenetration of both polymer networks between each other. This was evidenced by the broadened tan δ peak of DMA, large transition region in DSC, adequate phase miscibility observed in AFM in terms of smooth internal morphology (roughness) and satisfactory mechanical properties. The jute composites made from UP/PU matrix exhibited superior physico-mechanical properties and hydrothermal stability than those made with the conventional UP resins. Using surface treated jute fibers resulted in strong fiber–matrix interface in the composites, and consequently, the improved mechanical properties and hydrothermal stability. Work is in progress on performance evaluation of these composites under biological attacks (natural decay and termites) and fire.
Footnotes
Authors’ note
This article forms part of a Supra Institutional Project of Central Building Research Institute (CSIR) R&D program (Govt. of India) and is published with the permission of the Director, CSIR, Roorkee (India).
Acknowledgment
The support provided by the Uttarakhand Technical University, Dehradun, for registering one of the authors as a PhD candidate is thankfully acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.