
Abstract
Natural fiber-based PMC (polymer matrix composites) have recently been increasingly popular because of their reduced product weight, low material costs, and renewable sources. Hybrid composites with different combinations of fibers/matrix are attracting interest from many manufacturing industries and researchers for various applications because of their specialized mechanical and impact properties. Hybridization is one of the most essential and indispensable strategies to improve composite material performance. Hybrid sandwich composites are reviewed to enhance the mechanical properties. They mainly concentrate on improving impact properties with increased energy absorption and penetration behavior, making them competent for advanced applications. The most time-consuming and challenging task is identifying the suitable composite material for a specific application. Selecting a suitable fiber and matrix is a difficult job for impact applications because the impact can cause severe damage to composite used in structural applications. The main objective of this review is to select suitable fiber and matrix combinations for impact application by exploring the literature gap. The Six Sigma DMAIC methodology provides a different approach to the selection of material. The benefit of this methodology is the choice of material has been made based on a twofold decision-making process that provides an accurate result. In addition to this blending, the qualitative approach (Pugh method) and the quantitative approach (Analytical hierarchy process) produce more accurate results during the comparison process, making it easier to choose the best material.
Introduction
The invention of new PMCs with exceptional mechanical properties has broadened engineering’s limits. Corrosion resistance, electrical insulation, ease of fabrication, reduced tooling and assembly costs due to lower energy requirements, greater strength and stiffness, fatigue resistance, and reduced weight than metals PMCs have accepted in almost all engineering applications. Metals are replaced with advanced composites due to their superior mechanical and physical properties, which provide them with good strength and stiffness. 1 Weight reduction results in fuel efficiency and is incredibly valuable in aerospace and logistics applications. The potential to be manufactured to produce good characteristics in numerous directions by proper fiber arrangement in distinct layers of the laminated structure is another factor. The properties of fiber and resin are employed to determine the properties of composites. The reinforcing fiber characteristics, which carry most of the load and their volume, are specifically correlated to the strength and stiffness of the composite. Maintaining fiber positioning and transferring the load between the fiber’s resin plays a vital role. Properties of fiber, resin, and fiber/matrix interface are essential in fabricating high-strength composites.
Most fibers/resins are generated from petrochemical fuel sources and do not decompose in natural environmental conditions. 2 It is challenging to reuse or re-process the composites made out of a thermosetting matrix; however, a small number of composites are used as fillers by powdering them, but most end up in landfills. Disposal and burning in landfills are both ecologically unfavorable and costly. As environmental laws throughout the globe become more robust, composite burning and disposal technologies are expected to grow much more expensive in the future. Furthermore, at the current consumption rates, petroleum resources will be lost globally. 2 As a result, there’s a surge of attention in producing green composites featuring completely disposable, sustainable, eco-friendly, and seasonally available fibers and resins that should be developed, especially those extracted from plants. The recent year has focused on materials with macro-scale properties, such as distinct flexural behavior, derived directly from their (small-scale) design known as mechanical metamaterials. Rationally configured metamaterials may possess properties and attributes not present in natural materials, such as negative Poisson’s ratio (auxetics). “Auxetic materials” is a structure with a negative Poisson’s ratio. Auxetic, which means “tends to expand” and originates from the Greek word “auxetos,” was originally described by Evans and associates in 1991. In order to generate the auxeticity that may be obtained from the natural or artificial design of NPR structure, this material goes through multiple stages of development. It has attracted worldwide attention to its method of enabling multifunctional activities by tweaking the auxetic structure. Materials featuring customized 3D microarchitectures holding a remarkable benefit of mechanical properties including, energy absorption rate, high toughness, an NPR (Negative Poisson Ratio), and lesser density, and can be used for a wide range of applications, ranging from configurable armor to bio-mimetic materials.3,4
Because of their unique qualities, hybrid composites have many real-world uses in various sectors. Their energy-absorbing properties make them perfect for automobile body panels and crash-resistant structures in the automotive industry. In contrast, their application in fuselage panels and wing components in aerospace reduces weight and improves fuel economy. In civil engineering, hybrid composites improve impact resistance in building materials like doors, panels, and earthquake-resistant structures. At the same time, the military offers lightweight ballistic protection in shields and helmets. They are utilized in wind turbine blades to increase performance and fatigue resistance in renewable energy, and the marine industry benefits from their ability to withstand corrosion in boat hulls and underwater pipelines. Furthermore, hybrid composites are used in medical applications such as prosthetics, where customized stiffness and flexibility enhance comfort, and sports equipment due to their strength-to-weight ratio and damping qualities. These uses demonstrate how adaptable and valuable hybrid composites are for meeting particular industry performance needs.
Natural fibers (NF)
NF is either extracted from plants, animals, or minerals and categorized based on their origin; they are directly derived raw materials that can be shaped into filament, thread, or cord. Due to the high efficiency of mechanical properties, high processing benefits, lower cost, and low density, it has become increasingly common in the vehicle and construction industries across the globe. In the mid-1930s, the use of natural fibers in automobiles began when Ford started to use natural fibers like carrots, maize stalks, onions, cabbage, and cantaloupe to build car bodies. In early 1942, the prototype car was made of natural fiber composites (hemp fibers), and durability tests were conducted. Cotton fibers were used to produce Trabant cars in the mid-1950s and were in production until the mid-1990s. 1 In recent years, top car manufacturing companies have used hemp fibers to manufacture car parts.
Classification of natural fibers used in the ballistic study
There are two groups of fibers: the first one is synthetic fibers, which are manmade, and nylon, the first artificial fiber. Second is natural fibers, which are produced naturally from plants (roots, fruits, bast, and leaf fibers), animals (wool which we get from sheep, hairs which we get from human beings, horses, alpaca, goats, etc.), and mineral sources (amosite, crocidolite, tremolite, actinolite, and anthophyllite). Figure 1 depicts the classification of NF. 2
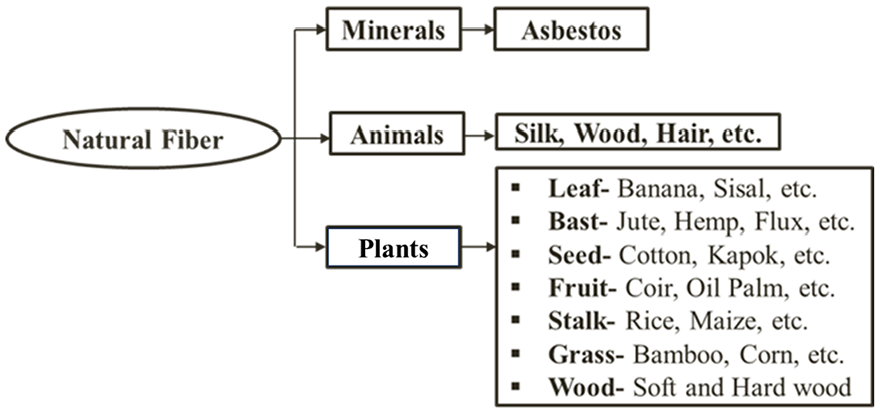
Classification of NF.
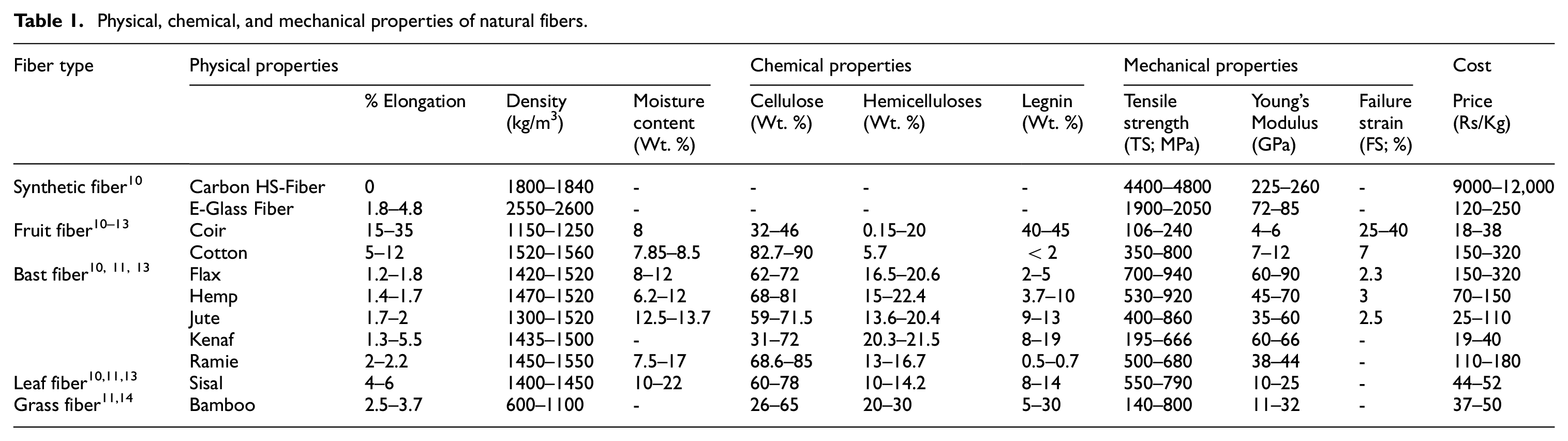
Table 1 lists the physical, chemical, and mechanical properties of NF. Natural fibers have different properties depending on the plant. Plant fibers comprise intricate structures containing lignin, hemicellulose, and cellulose. 5 Due to their exceptional effectiveness, chemical treatments are the most advised. Chemicals like hydrochloric acid, alkaline, silane, peroxide, stearic acid, hydrochloric acid, sodium hydroxide, acetic acid, etc., are frequently used depending on specific requirements. Wax, hemicellulose, and lignin are the amorphous materials eliminated from the fiber surface by the chemical process. 6 It’s essential to remember that flax, ramie, and hemp fibers are cellulose-based on natural fibers with high TS and Young’s modulus. Still, it must be noted that there is a lot of variability in the literature. Fiber-related is typically a significant element in fiber selection. 7 For instance, flax fiber was emphasized in Europe, whereas hemp, jute, ramie, kenaf, and sisal are more significant in Asia. Fibers from renewable resources are bio-based fibers (from vegetable and animal sources). Flax, jute, sisal, and hemp are frequently utilized fibers in composite materials. 8 Naturally available plant fibers have significant advantages over manmade fibers, like being less economical, having good specific mechanical properties, better thermal and sound properties, and good biocompatibility. 9 Table 1 indicates that, while having nearly identical modulus, glass fibers have a significantly higher tensile strength than natural fibers. The value is equivalent to or greater than glass fibers while considering the specific modulus of NF. The significant advantage of natural fiber composites is their higher performance and lower weight, which reduces the cost compared to synthetic fiber composites. Natural fibers have different chemical compositions depending on the type of fiber. Fiber comprises cellulose and hemicellulose because it has the least resistance; moisture absorption, thermal degradation, and biodeterioration are caused by hemicellulose.
Physical, chemical, and mechanical properties of natural fibers.
Polymer materials
In Greek, polymer means “many members,” so a collection of smaller molecules called monomers and a combination of these monomers are known as polymers. Since several chemical reactions are needed for polymerization, polymerization is creating polymers from monomers through chemical reactions. A recent study indicates synthetic polymers are formed using chemical reactions and used to improve engineering technology for various applications. 15 Depending on the kind of bonding found within them, the polymer matrix used to make composites is divided into thermoplastics, thermosetting, and bio-polymers. Table 2 shows the mechanical and physical properties of thermoset polymers. The degree of wetness throughout the manufacturing process is essential for excellent adhesion between fiber and matrix. The viscosity of thermosets can be low, making wetting easier. Moisture and air problems are two issues that can arise. Fiber is dried initially because the moisture content of the fiber may influence the chemical reaction. The moisture content of the fiber may affect the chemical reaction; to avoid this, the fiber must first be dried. The geometry and chemical nature of the natural surface initially encourage the development of air bubbles and dry fiber and gas of the resin to avoid large voids and poor matrix contact, especially during vacuum injection. 8 Thermosetting cannot reshape after curing because of low resistance to impact. 16 Due to the higher crosslinking density, thermosets are highly versatile for high strength, modulus, thermal and chemical resistance, and durability.17,18 Thermosets include polyesters, formaldehyde-phenol, epoxy, and polyurethane. 19 These thermosets are used in various applications to improve efficiency and impact resistance. Different fibers, like natural and synthetic fibers, are used as filler material to produce composite material. Composite thermoset processing is generally based on techniques like manual lay-up and spray-up. 20
Mechanical and physical properties of thermosetting polymers. 21
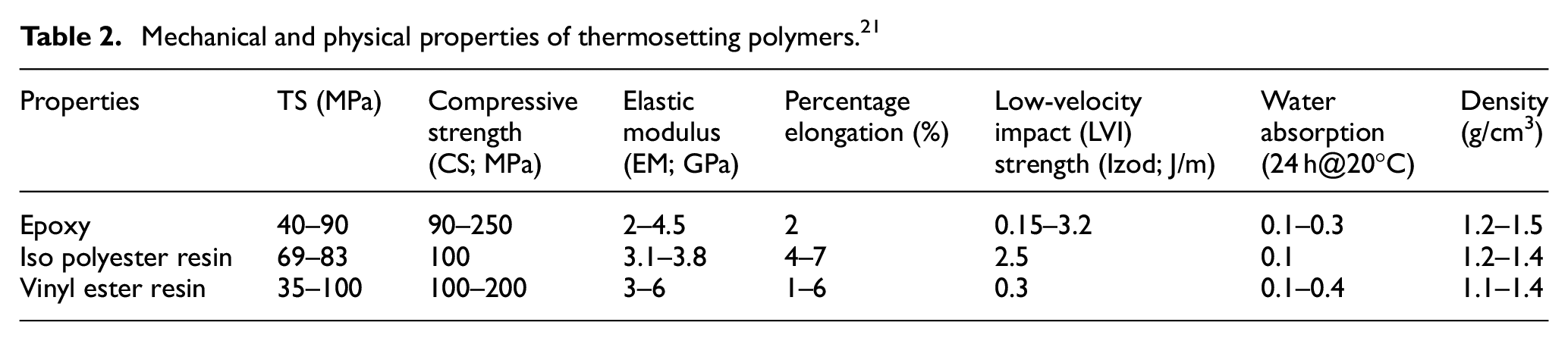
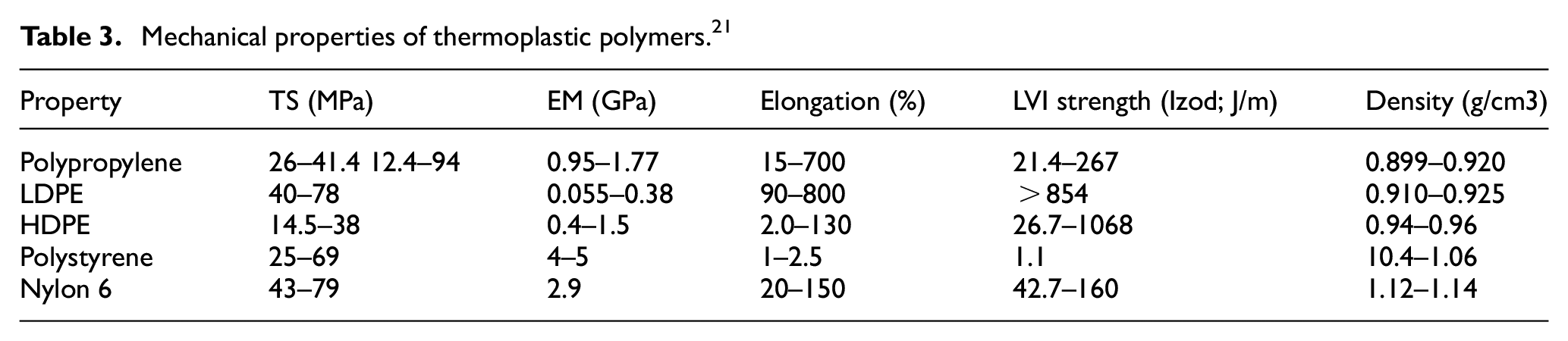
Table 3 shows the mechanical and physical properties of thermoplastic polymers. Thermoplastics are produced in large quantities from plants and are converted by chemical synthesis. Commonly used thermoplastics are polystyrene, polyethylene- LDPE, HDPE (low and high-density polyethylene), PP (polypropylene), and PVC (polyvinyl chloride). 19 Thermoplastic polymers are used as reinforcement for synthetic and natural fibers. 22 Thermoplastics can be shaped and reshaped at different melting temperatures concerning the mold (through reheating). Reusing thermoplastics is not recommended because their physical properties may decrease due to the breakage of polymer links.
Mechanical properties of thermoplastic polymers. 21
The increasing processing viscosity of thermoplastic polymers makes wetting fibers difficult. High temperatures can also create an undesirable modification to the fiber’s surface or even cause the fibers to be destroyed. Despite this, polypropylene is gaining popularity due to its inexpensive cost, suitable processing temperature, and recyclability. Therefore, by applying aggregation pressures alone, unmodified PP will not have sufficient bonding with the fibers. Natural fibers will act solely as reinforcement if better mobility is used. 8
Hybrid composites
In reinforced polymer composites, two or more fibers or the matrix are combined to make a single polymeric matrix, known as hybrid composites. As a result, hybrid composites offer better strength and stiffness, increased fracture toughness, impact and fatigue resistance, and less weight and/or total cost. 23 By carefully positioning the various reinforcements, hybrid composites also enable improved stress distribution and the decrease of material anisotropy. This leads to increased ultimate reliability, fatigue resistance, and damage tolerance. Additionally, hybridization can help reduce costs by substituting more costly elements with less expensive ones, including fillers made of waste materials or natural fibers. Because of their adaptability and flexibility, hybrid composites are essential in fabricating cutting-edge materials for current engineering applications.
During the process of curing, thermoplastic fibers dissolve into the thermosetting matrix in the case of matrix-hybrid composite; in the case of fiber-hybrid composite, the thermoplastic fibers persist in the fiber form after curing. Plastic deformation of the thermoplastic fiber is a key feature that improves the hybrid composites’ EA (energy absorption). The total EA by fibers that melt into a thermosetting matrix is nearly identical to that absorbed by ordinary GFRP (glass fiber-reinforced polymer). This suggests that the quality of fiber impacts the overall EA by the composite when compared to the matrix. In hybrid composites, different matrices show slight differences in total EA. Three parameters determine whether a hybrid effect is positive or negative:
Loading configuration
Arrangement of fiber and the respective
Volume percentages of the two fibers
For any specific fiber, the performance of hybrid composites is a balancing act between disadvantages and advantages. 24 Hybridization can also be accomplished by blending different natural/synthetic fibers.
The production of functionally graded materials (FGMs), whose characteristics differ spatially throughout the structure, is possible through hybridization. This gradation ensures that the composites can show improved energy absorption close to impact zones while retaining their lightweight characteristics elsewhere by changing the type of filler and volume fraction in the core. This approach is frequently employed in fields where strong yet lightweight materials are essential, such as aerospace, automotive, and defense. By utilizing the benefits of hybrid materials, designers may produce composites that are effective and advantageous for the environment and the economy. When hybridization and functional gradation are combined, composites highly adaptive to complicated loading circumstances are produced and are efficient. Better performance and cost savings result from this combination’s reduction of stress concentrations, overall durability enhancement, and material consumption optimization. These characteristics give hybrid functionally graded composites a special fusion of sustainability, efficiency, and versatility, making them an inventive answer to contemporary engineering problems.
Synthetic/synthetic hybrid composites
Synthetic fibers are widely used in various fields due to their specialized material properties, which enable structures to be lighter than metallic ones. Glass fibers, which are low-cost synthetic fibers, can be combined with expensive fibers like carbon fiber to create hybrid composites that are more cost-effective. Carbon/graphite fibers are often preferred due to their high specific modulus, specific strength, and low density. 25
Synthetic/natural hybrid composites
Natural fibers are attractive due to their renewability, low density, cost-effectiveness, high strength, and stiffness. However, they also have limitations, such as low impact strength, limited stability, and high moisture absorption. 26 In various studies, the combination of synthetic and natural fibers in hybrid systems has been found to improve thermal and mechanical properties. Recent research has shown promising results in hybridizing natural and synthetic fibers, which can offer consistent mechanical properties at an acceptable cost compared to single-fiber materials. 27 Synthetic fibers can provide more stiffness, strength, and better moisture absorption than natural fibers. Glass fibers are often combined with plant fibers in hybrid composites, resulting in reduced moisture absorption and increased mechanical properties. 28 Hybridizing synthetic and natural fibers can reduce material costs and reduce environmental impact.
Natural/natural hybrid composites
The variability in the origin of natural fibers results in a wide range of properties, which has limited their use in modern constructions. Natural fiber’s strength, size, and shape are influenced by factors such as the production environment, development, source region, and fermentation technique. 29 However, there are limitations to the hybridization of natural fibers due to several parameters that affect the efficiency of the process. These parameters include the selection of fiber and matrix, interfacial strength, porosity, and fiber orientation. As a result, hybridization of natural fibers must be done carefully to ensure that the resulting composite exhibits desirable properties. 26
Sandwich composites
Sandwich composites are a subset of multi-layered composite structures consisting of skin/facing sheets at the top and the bottom. The core is embedded between them in a classic sandwich configuration. Figure 2 shows two skins/ facing sheets, and the core is sandwiched between them. Foam, honeycomb, corrugated cores, different bio-inspired cores, and other core designs have all been used.
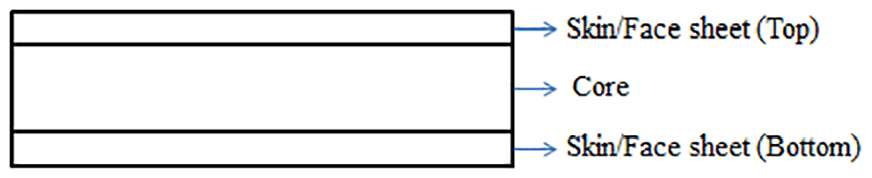
Sandwich composite panel.
The facings materials are rigid, robust, and much thinner than the core, which is light and somewhat flexible. In conventional structural applications, the thickness of the facings rarely exceeds a few millimeters (mm), whereas the core can be over 50 mm thick, but it is usually much thinner. There are exceptions to the dimensions mentioned here, but they rarely warrant the construction of a new theory for the study. A sandwich structure’s facings and core do not have to be homogeneous. In place of a single layer of metal, laminated composites are commonly used. 30
Composite sandwich panels are widely employed in the automobile, aerospace, marine, and defense industries to create lightweight components. They are subjected to various loading situations during serviceability, including targeted bullet impact. Composite sandwich panels can be used as defensive or shielding structures in certain applications. While the face sheets of composite sandwich panels may not withstand the high energy of a ballistic impact, there are other situations where they can provide effective shielding against various threats. Their mechanical properties and failure modes should be studied appropriately. 31 The experimental and numerical study can be conducted for several cases for the impact response of different configuration composite sandwich panels. 32 Experiments have been conducted on the damage mechanisms, piercing energy, and ballistic range of composite sandwich panels subjected to HVI (High-Velocity Impact). 33 The failure initiation in affected sandwich panels was explored in a study, and it was claimed that the failure mechanism is determined by various parameters, including BC (boundary conditions), the nose of a projectile, and skin and core component properties. Deflection and global deformation of the sandwich laminate absorb a lot of energy. Deformation is reduced with an increase in the thickness of the foam core; the overall energy required for piercing the panels is reduced. 34 An experimental investigation was carried out on the rupture of skin and core of different types and the sandwich panel combinations with different impact velocities, and results show that the energy needed to perforate through the panels of the sandwich composite was substantially greater than to perforate through individual parts, indicating that the layers interact during perforation. 35
Flat, conical, and hemispherical-nosed projectiles with impact velocities up to 305 m/s simulate LVI (Low-Velocity Impact), HVI, and quasi-static impact on sandwich panels. Their experiments revealed that perforating a sandwich panel dynamically requires more energy than a sandwich panel quasi-statically. 36 In a study, the effects of HVI on objects of different thicknesses were studied, and the results showed that delamination energy absorption resides over other mechanisms as the thickness increases. 37 The composite’s response to an HVI will significantly differ from that of an LVI. 38 It is not appropriate to generalize a composite sandwich behavior to an LVI to examine the consequences of an HVI. Several research studies were conducted on the impact mechanisms and damage prediction under LVI on sandwich composites. The results show that the impactor and sandwich specimens make contact for a shorter period of time, and the sandwich structure without foam has better energy-absorbing capabilities.39,40
Impact testing
Composite materials during their service life, these structures will likely encounter many kinds of impact loadings. Foreign objects frequently strike engineering structures during maintenance, production, and servicing operations. Laminated composites are more prone to impact damage compared to similar metallic structures. In maintenance or production tool drop, when tires propelled pebbles and small debris from the runway at high speeds, there is a simple example, and these examples show that the projectile mass is large with low impact velocity. LVI (Low-Velocity Impact), HVI (High-Velocity Impact), and ballistic impact are the most common impact scenarios. Composite materials subjected to impact loads at low velocity may suffer internal damage such as delamination, matrix cracking, and fiber breaking throughout service. When these damaged specimens are employed, catastrophic failure could occur due to the onset of internal damage.
Composite laminates’ energy-absorbing properties and impact resistance must be increased to avoid failure. 41 Normal visual inspection does not detect impacts on internal damage in composite materials. Under load, internal damage can occur, resulting in significant strength losses. As a result, appropriate techniques must be employed in the planning phase, and the influence of external items on composite structures must be considered. Due to this impact behavior, there are concerns about the restrictions of composites for structural applications. 42 Several factors influence the impact response of composites in impact testing; the characteristics of fiber on composite materials and fiber type are two major factors. Differentiating the fiber stiffness during the impact can establish local stress distribution. Stacking sequence, arrangement of fiber, and volume fraction are other factors that affect the performance of the composite. Studies on the ballistic performance of composites utilizing various materials have also been conducted. As a result, one option to improve composite’s energy absorption properties is to hybridize them. 43
The NIJ (National Institute of Justice) Standard-0101.06 is designed to defend against gunfire and ballistic impact for personal body armor. The human body, which the MAS (multilayer armor systems) protects, is indicated by the clay witness in accordance with regulations. MAS is the body armor used to guard against low- and high-velocity impacts. It is a composite laminate composed of three layers; the first/striker layer is the entry layer, where the bullet hits the target. It is often fabricated using ceramic material to survive shear plugging. The second/ Intermediate layer comprises natural/synthetic fibers, and the third/Exit layer comprises aluminum alloy to prevent tensile deformation. The 50 mm thick clay witness directly touches the MAS and supports this exit layer. 44 The maximum DOP (penetration depth) cannot be greater than 0.044 m per NIJ standards. Beyond this distance, the projectile’s penetration of the MAS will result in serious injury. With the least count of 0.01 mm, the caliper measures the DOP. Many studies indicate tests were performed in accordance with NIJ Type III specifications used to test flexible or hard materials. The 7.62 mm metal jacket steel bullets weighed 9.6 g and tested to a velocity greater than 800 m/s. 45 Other NIJ standard testing techniques stipulating that the bullet’s jacket is made of copper/copper alloys include Type II, IIA, IIIA, and IV. The velocity of the bullets as they leave the gun and strike the target is measured using doppler radar and optical barriers.
Impact modelling approaches
Various impact modeling approaches have been developed in ballistic impact applications, including theoretical and numerical modeling, experimental and empirical methods, and combinations of two or more approaches. 46
Impact events in applications of composite materials
High-kinetic-energy projectiles will perforate the structure, eventually causing it to fail. Low-kinetic-energy projectiles may not perforate the structure but may cause undesired damage. As a result, it is critical to examine the onset and progression of damage in composites after foreign object impact, as well as the method by which they absorb impact energy, to anticipate the structural behavior of damaged composites under subsequent loads. 49
Figure 3 represents the development from simple analytical models to high-elevated finite element systems at a high level. As predicting capabilities improve, so does the amount of analysis time required. Impact analysis’s primary purpose is to estimate damage, and analytical expressions are employed to offer data on damage initiation. Numerical models can assess the type and pattern of damage to varying degrees of accuracy depending on the modeling technique.
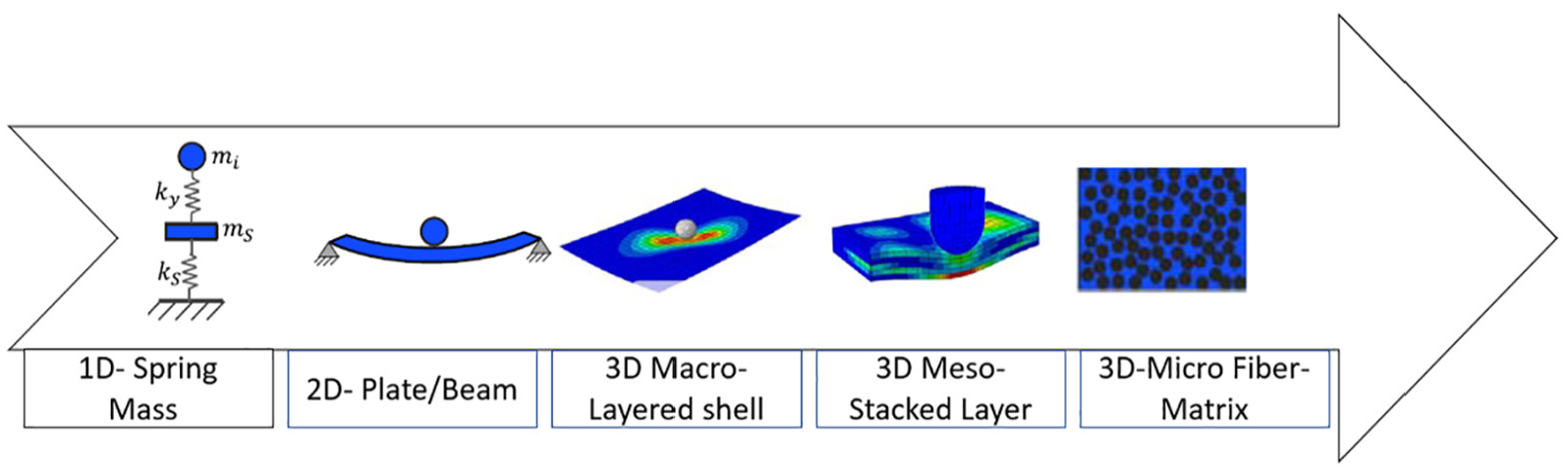
Developmental steps for impact analysis methods. 50
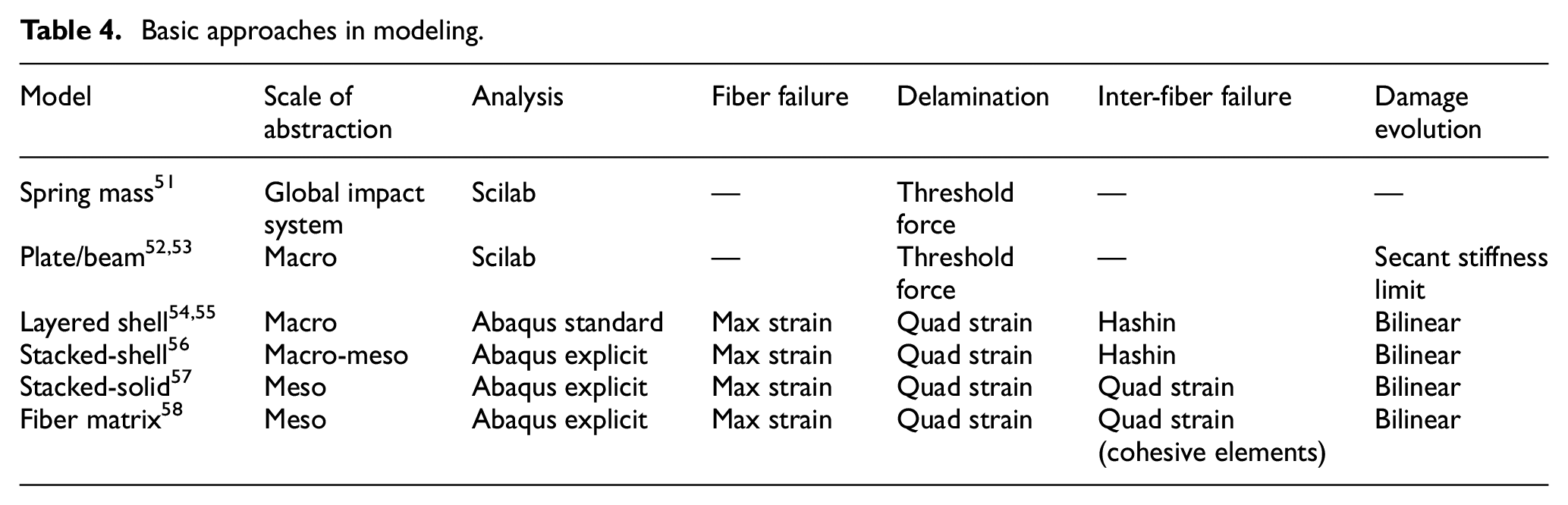
All the models are used in the developmental steps for impact analysis methods, summarizing the essential aspects of the techniques. For these modeling approaches, the scale of approaches, analysis environment, inter-fiber, fiber failure, Delamination, and damage evolution are shown in Table 4.
Basic approaches in modeling.
Ballistic impact
The impact velocity is low with high mass; the effect is termed LVI; it usually occurs with a speed below 10 m/s. Intermediate velocity impact occurs when the range of speed is between 10 and 50 m/s. HVI (Ballistic impact) is the high velocity with lesser mass projectiles used, 59 and the speed ranges from 50 to 1000 m/s. Some research has given different ranges for high velocity, which has 10–200 m/s, and 200–1000 m/s has a ballistic impact. 60 Hypervelocity has a speed range between 2000 and 5000 m/sec. A ballistic impact study can be done with a light gas gun or a ballistic launch system. Internal, external, and terminal ballistics are categories in ballistic impact. A fourth category, intermediate ballistics, can be applied in rare circumstances.
Interior ballistics: An object’s forces and movements are studied inside the launching system.
Exterior Ballistics: An object’s forces and movements are studied when it is launched (free flight).
Terminal Ballistics: Investigate the projectile’s interaction with the target. 61
HVI/Ballistic impacts completely penetrate the target, whereas non-penetrating impacts are called LVI. 62 The ballistic impact is an HVI event in which a component drives a low-mass, high-velocity projectile toward a target. Penetration or perforation may be achievable depending on the target’s geometry, materials’ properties, and projectile parameters. If the initial kinetic energy of the projectile is less than the energy that the object can absorb, the bullet will either stick or rebound. If the projectile’s initial KE is more than the energy that the object can absorb, perforation occurs with a given residual velocity. The ballistic limit (VBL) refers to the starting velocity of a projectile of a given mass when it completely perforates the target with zero residual velocity. 63 Because the penetration process involves multiple complex phases and always some unpredictability, the ballistic limit is sometimes defined as complete penetration with minimal impact velocity. 62 Energy is transferred from the bullet to the target during the ballistic impact. By absorbing the projectile’s KE, polymer composites slow it down. During an impact, various mechanisms occur, including cone formation on the target’s back face, the tension in primary fibers, secondary yarn deformation, matrix cracking, shear plugging, delamination, and friction between the target and projectile.
Whenever a target material is hit by the projectile, projectile energy will be transferred to the target material. A fabric system or composite target absorbs the energy in one of three ways:
No penetration: When the projectile collides with the target material, it bounces/rebounds.
Partial penetration: Penetrates the target material partially before resting within it.
Complete penetration: Penetrates completely by damaging the target material. 61
In the situation where there is no penetration or partial penetration, there is no exit (residual) velocity, and so the equation for energy absorbed (EA) is given by Equation (1)

The energy absorption phenomena are controlled by the fiber’s tensile characteristics, the matrix’s properties, the fiber arrangement in the composite, and the interfacial strength. A projectile’s residual KE is proportional to its initial KE. As a result, the energy required to perforate the target is constant, and energy conservation can be expressed as62,64:

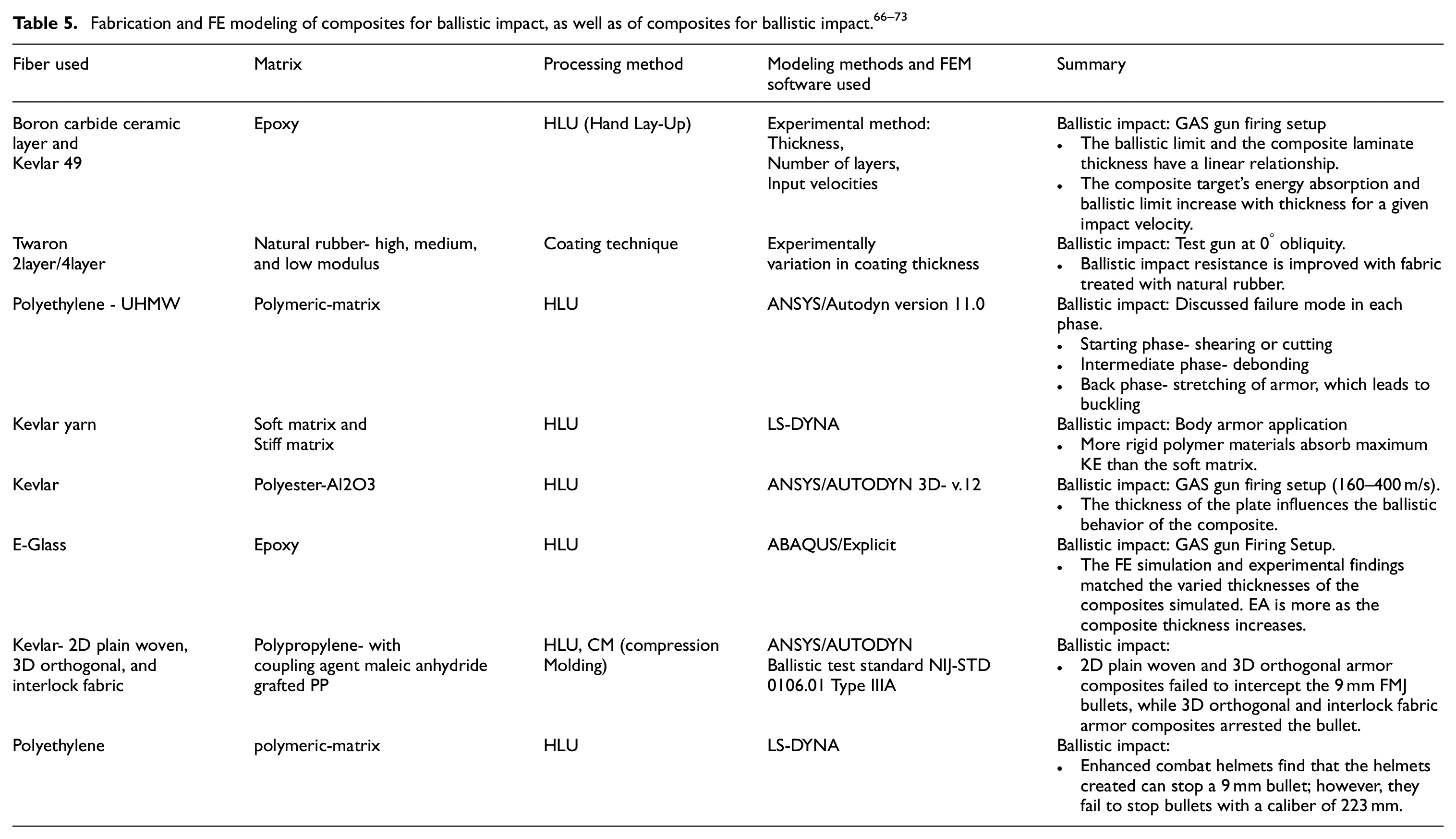
Where mp = mass, Vi = Initial Velocity, VP = incident impact velocity, Vr = residual velocity of the projectile, and EPF = perforation energy. According to the preceding equation, the amount of energy required to perforate the target is unaffected by projectile velocity.46,65 Table 5 details the processing and modeling methods used under ballistic impact.
Materials selection of Hybrid sandwich laminate composite using Six Sigma DMAIC methodology for ballistic impact application
Introduction
For the past two decades, the researcher’s ultimate focus has been to outline the design process precisely, which is the most crucial task in selecting materials. If the suitable material is not selected, it may lead to failure or a reduction in performance. Low cost is not the only criterion for selecting materials, so several MCDM (multi-criteria decision-making) methods have gained popularity in the material selection domain. 74
This review uses the Six Sigma (6σ) DMAIC (D-Define, M-Measure, A-Analyze, I-Improve, and C-Control) methodology to select materials for ballistic impact applications. Six Sigma was already employed in product development to improve product quality using quality tools and techniques. 75 Six Sigma is the statistical method with 3.4 DPMO (Defects per million opportunities) or 99.9997% rate of success. 76 Six Sigma uses five phases of DMAIC to improve the quality of the product by reducing waste. 77 Few researchers have used the Six Sigma DMAIC methodology to select natural fiber, matrix, and fillers for hybrid sandwich polymer composite for ballistic impact applications. DMAIC methodology is a beneficial method for selecting materials because it considers all stages of the process, from raw materials to finished products. It also analyzes material selection before the production process. 78
Figure 4 shows the five phases of the Six Sigma DMAIC methodology and the essential tools used in each phase for the selection of material.
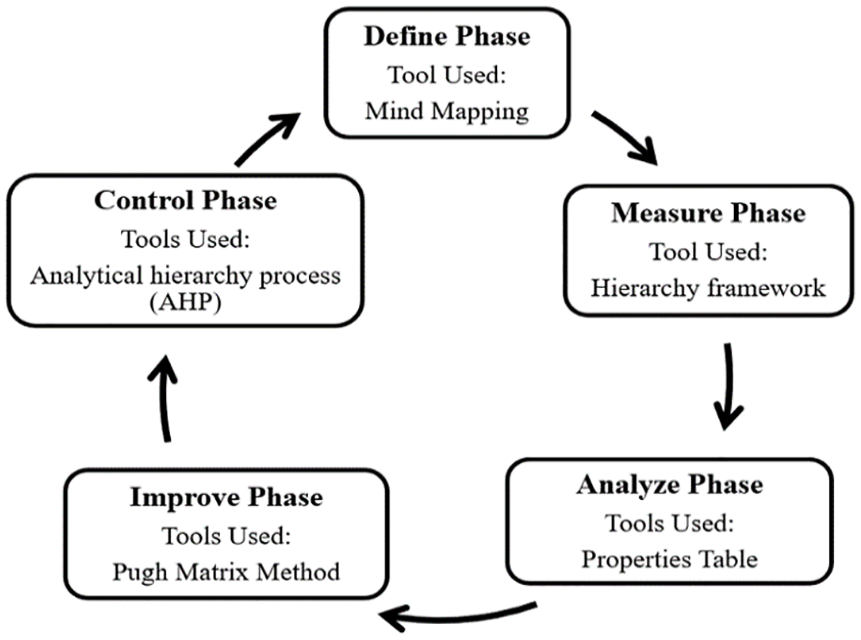
DMAIC methodology process flow for selection of materials.
Define Phase is the first phase in the Six Sigma DMAIC methodology, wherein this phase goal will be set, and the problem will be identified for this mind mapping tool used to develop the chart by collecting the information. The materials selection criteria and alternatives were then developed based on the key aspects in the constructed chart. In the second (measure) phase, hierarchical frameworks produce good results by specifying the hierarchy levels. Priority criteria for material selection were established at every stage of the hierarchy depending on the data collected during the define phase. In the third (analyze) phase, the properties of natural fibers that might be employed to reinforce hybrid sandwich composites are highlighted with material qualities that need to be fabricated. Evaluation and actual outcome are completed using the Pugh matrix method qualitative tool in the fourth (improve) phase. 79 The fifth (control) and last stage are used to verify and monitor whether the obtained results from the improved phase are accurate. The analytical hierarchical process (AHP) tool is used in the control phase to propose selecting the material framework and finding the best appropriate material. The selection of materials process typically begins by defining a set of requirements, which can be divided into rigid requirements (constraints) and soft constraints (objectives). Rigid requirements are those that must be met without fail. These could include minimum strength or durability requirements, maximum weight or size limitations, or regulatory requirements such as restrictions on using certain materials. Soft constraints are more flexible and guide the selection process toward materials that meet certain desirable criteria. These could include cost, environmental impact, ease of manufacturing or processing, or esthetic considerations. By defining rigid and soft constraints, engineers can evaluate different materials and identify those that meet the necessary requirements while satisfying the desired objectives.
Step 1: Define phase
Before initiating the materials selection process, it’s critical to comprehend the factors that affect the material selection, as illustrated in Figures 5 and 6. Cost is a primary and significant aspect when selecting materials for particular products. Variation in the cost of a product changes over time due to increased demand and the availability of the material in the business. Other selection criteria that were examined to ensure the product’s extended life span included biodegradability, reusability, recycling, and corrosion-free materials. The Department of Crashworthiness in automotive industries is trying to acquire high performance by reducing weight by selecting lightweight materials. Toughness is defined as the deformation energy to the unit volume preceding fracture, and it can also be described as the ability to absorb kinetic energy till failure. Toughness is the most crucial criterion for impact applications, as higher toughness means better energy absorption. 80 Toughness qualities need strength and ductility stability.
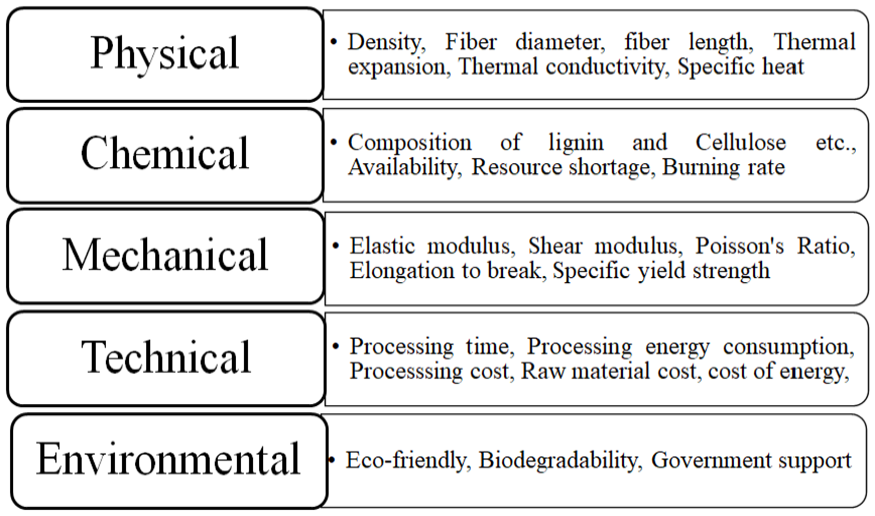
Parameters for selecting the materials.
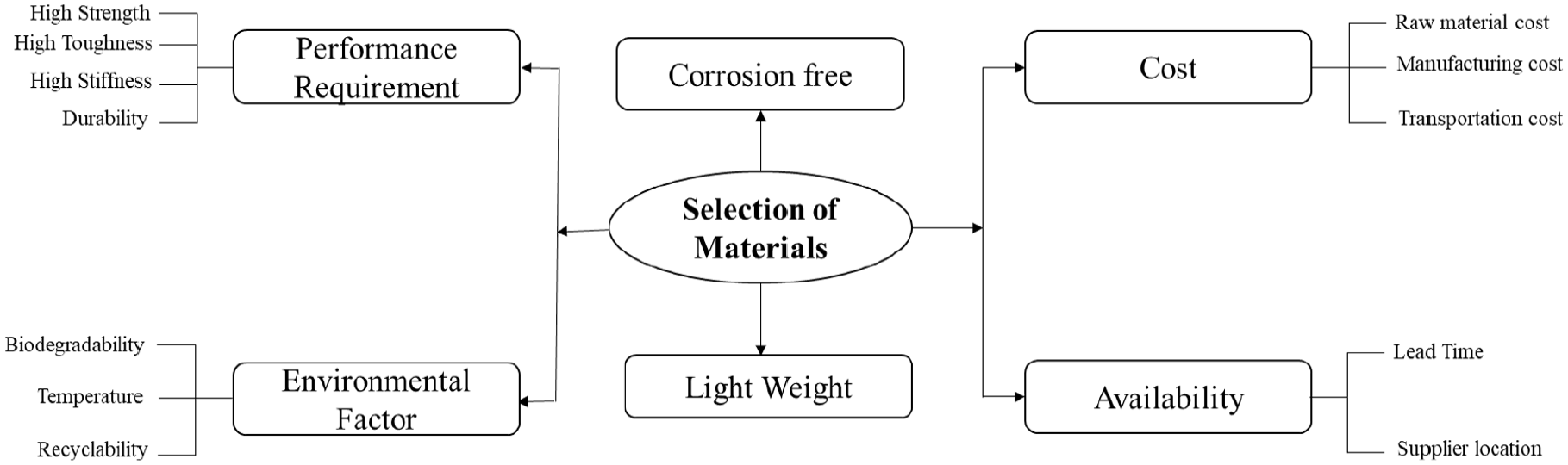
Material parameters mind mapping.
Figure 6 shows the graphical tool that represents mind-mapping material parameters for material selection. It can be a useful tool in the selection of materials for a specific application, as it can help to organize and categorize the different factors that need to be considered. It starts with a central idea and branches out with the main factors to consider. Then, it is organized and compares different materials based on their performance, environmental suitability, cost, and availability. Finally, the mind map is used to decide the best material(s) to use for the ballistic application. Properties of toughness necessitate ductility and strength stability 81 ; as highlighted in Table 6, additional criteria are needed when choosing the best natural fibers and matrix. The PDS (product design specifications) was developed at the initial stage of the research and was used to examine crucial design variables during the material selection process. However, for the sake of brevity, it has not been included here. To obtain the lightweight component, the material must show a significant increase in density. 82 The material must also have a high elongation at break value to provide better toughness. Furthermore, the selected material must always be easily available, have good durability with high tensile strength, prevent fiber cracking with lower moisture content, and be eco-friendly with high biodegradability.
PDS for selecting NF (natural fibers) and matrix.
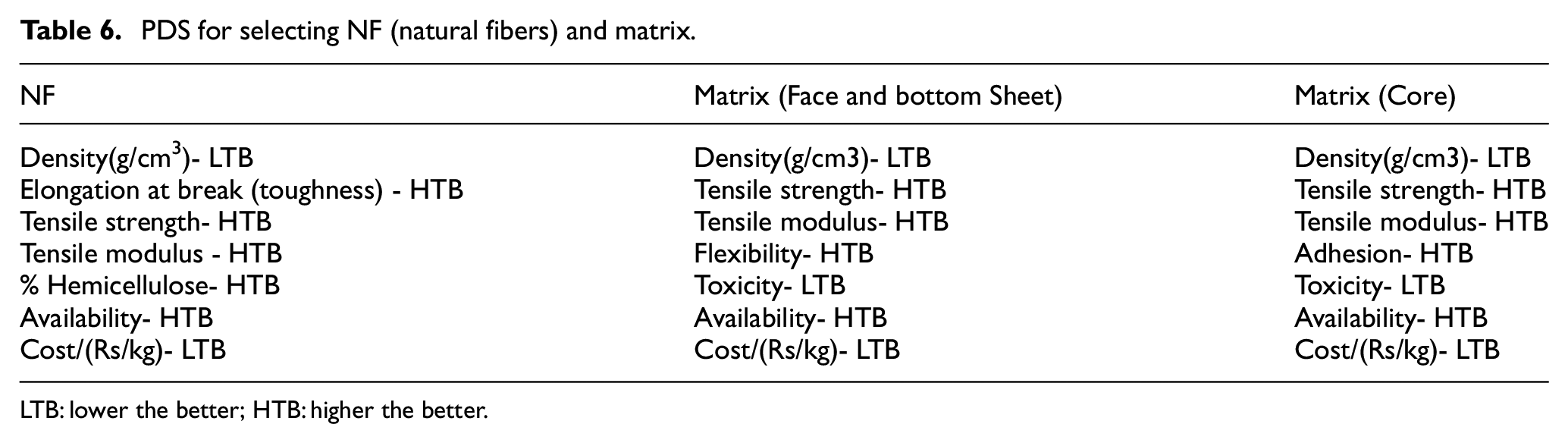
LTB: lower the better; HTB: higher the better.
Both the hybrid and non-hybrid forms and their usage data as PMC are shown in Figure 7. The percentage of NF and their usage data from the past 20 years as PMC for impact application are shown in Figure 8. Non-hybrid PMCs employ NF more than hybrid PMCs. Even though jute fiber has acceptable mechanical properties, the researchers have not completely exposed it for impact application, as shown in Figure 10. 83 Very few or limited numbers of literature use jute fiber in PMC. These studies also focus more on bio-composites for use in impact applications. However, all existing studies focus on producing composites for impact applications. The gap has been identified in producing hybrid sandwich composites for ballistic impact applications.
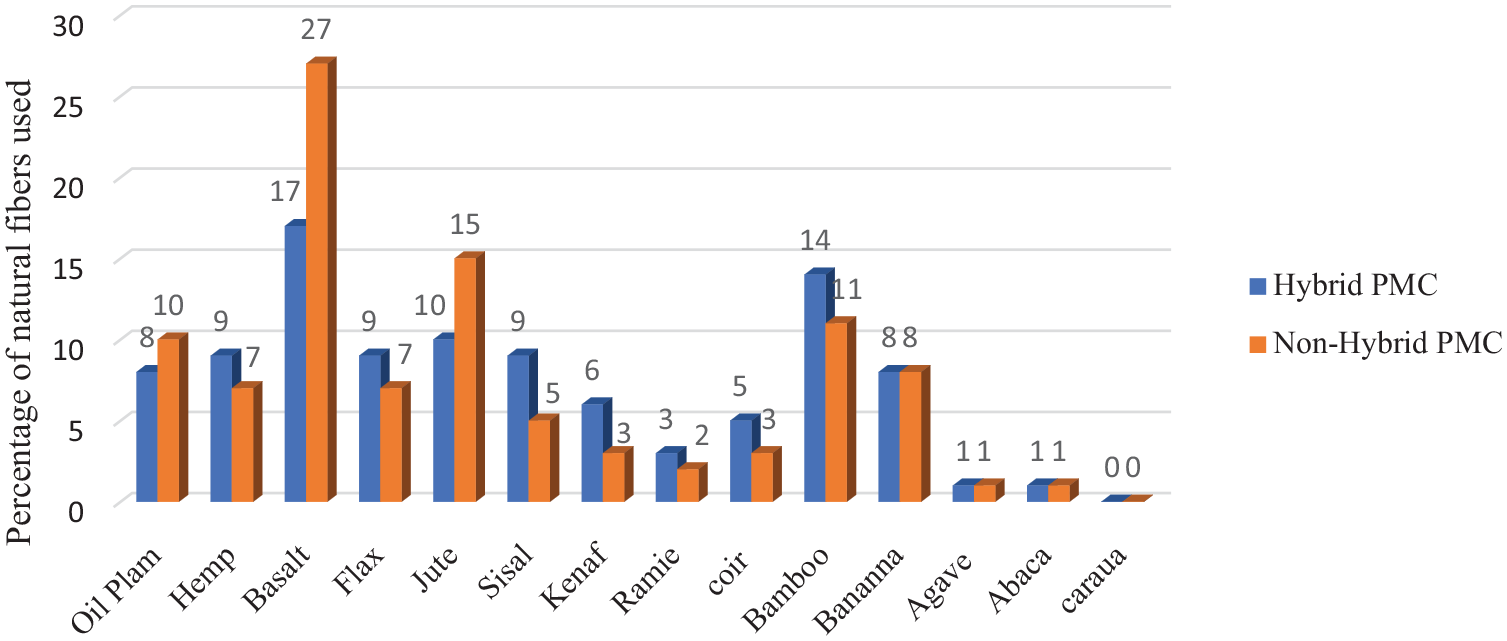
Percentage of NF used in hybrid and non-hybrid PMCs.
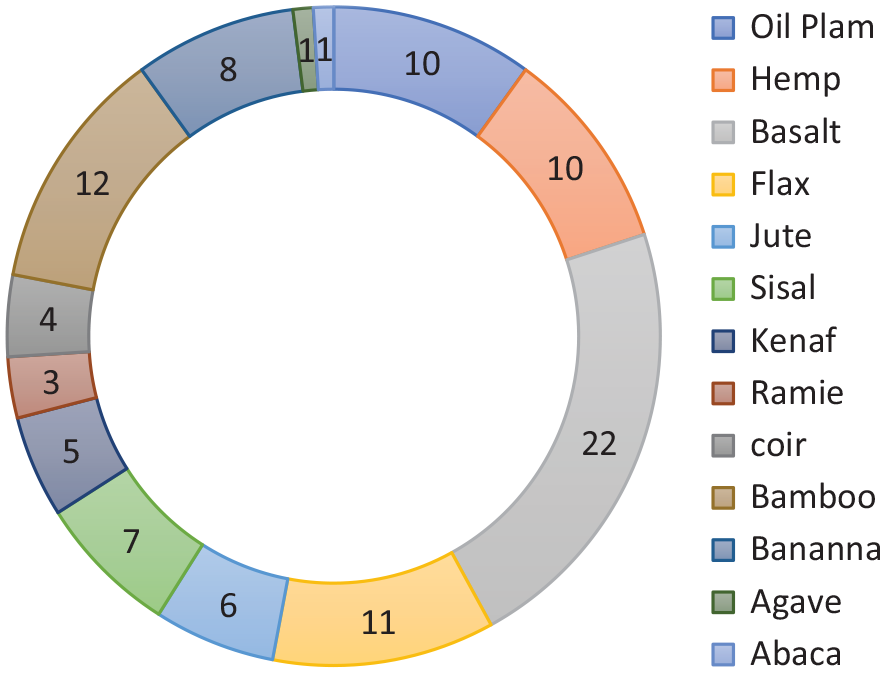
Percentage of NF used for impact application.
To obtain PMC, several matrices are used to reinforce the natural fibers. As shown in Figure 9, epoxy is the maximum and widely used matrix in PMC when natural fibers are employed as reinforcement. Synthetic fibers are employed in the majority of PMCs for impact applications. Figure 10 shows the matrix percentage used in impact applications with natural and synthetic fibers, which indicates epoxy is the most used matrix in combination with natural and synthetic fiber for impact applications. Natural rubber and STF (shear-thickening fluids) are used as matrix material, and synthetic fibers are used for flexible composites. In the case of natural fibers, very few matrix materials like epoxy, PE, PP, and PU are used. Some investigators have studied the impact behavior of the PMC using a variety of polymer-based matrices. Most studies focused on determining the LVI of composites utilized in structural applications. Research does not fully expose natural rubber capable of being employed in PMC exposed to ballistic impact loading.80,81 The amount of deformation in PMCs is defined by the matrix, which has an impact on the local strain and impact resistance.
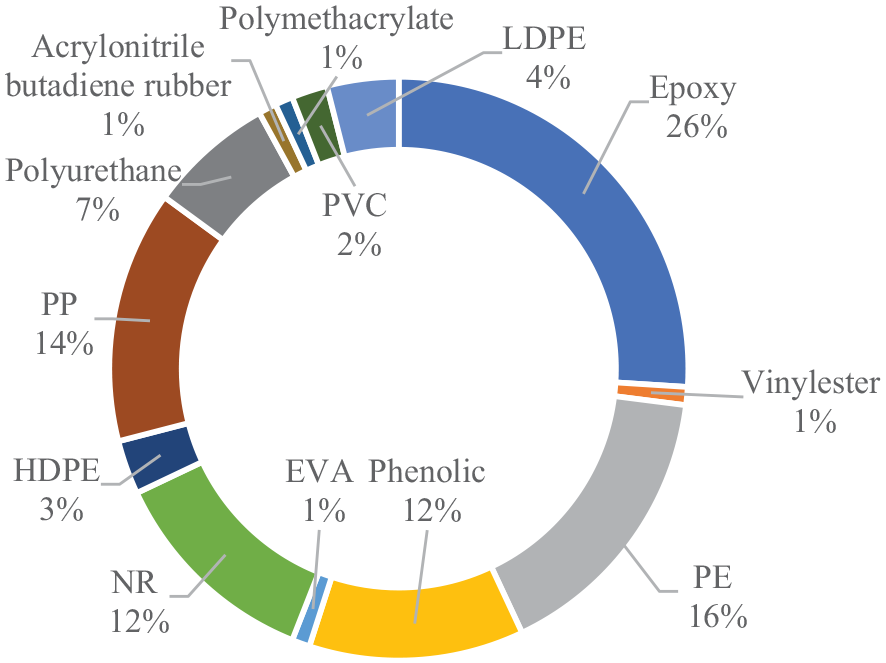
Matrix % employed with natural fibers.
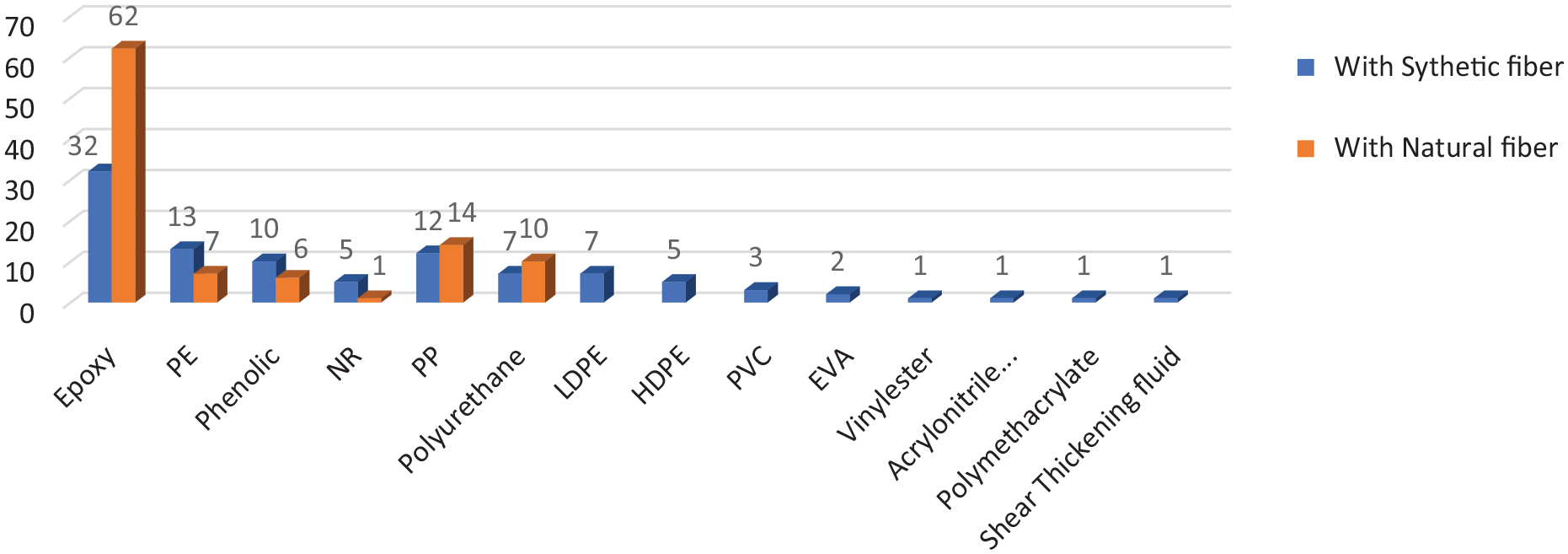
Matrix % employed with natural and synthetic fiber impact application.
According to the review, rubber is a better matrix material for flexible composites than others, preceded by polypropylene (PP), Phenolics, and polyurethane (PU). Since rubber is a naturally occurring biodegradable material, it contributes to producing flexible composites. Less cost made this the best choice as a matrix with the jute fiber. The synthetic matrix used is effectively used in PMC subjected to impact application. The most popular and best synthetic matrix is epoxy, followed by vinyl ester and polyester. Epoxy has a better mechanical property than other matrices, so it best fits core material in hybrid sandwich material. 84 After the literature review, some rigid requirements can be set as toughness, strength, and density, and soft constraints can be set as cost and eco-friendly.
Step 2: Measure phase
This hierarchical structure was categorized into five levels in the measure phase, with the first hierarchy level specifying the ultimate objectives (selection of materials). The rank standards in this hierarchy structure were obtained from Table 6 and Figure 6. Basic requirements or parameters affecting the specified objective, such as material performance, sustainability, and lightweight to maintain wellness while being eco-friendly, with comprehensive definitions, are highlighted in the second level. Parameters one was the third level in the hierarchy, broken down into precise parameters to achieve the objective. Parameter two was the fourth level in the hierarchy, which outlined all NF by prioritizing the parameter one factor. The fifth and last level sets the choices that identify potential methods for selecting the best-suited natural fiber to fulfill the objectives. A study highlighted the VOC (voice of the customer) and the VOE (voice of the environment), and parameters are given consideration. During the bilateral decision analysis, the properties specification aids in understanding the precedence of natural fiber features,85,86 as shown in Figure 11. Similarly, the four levels of the hierarchy framework for matrix selection are described in Figure 12.
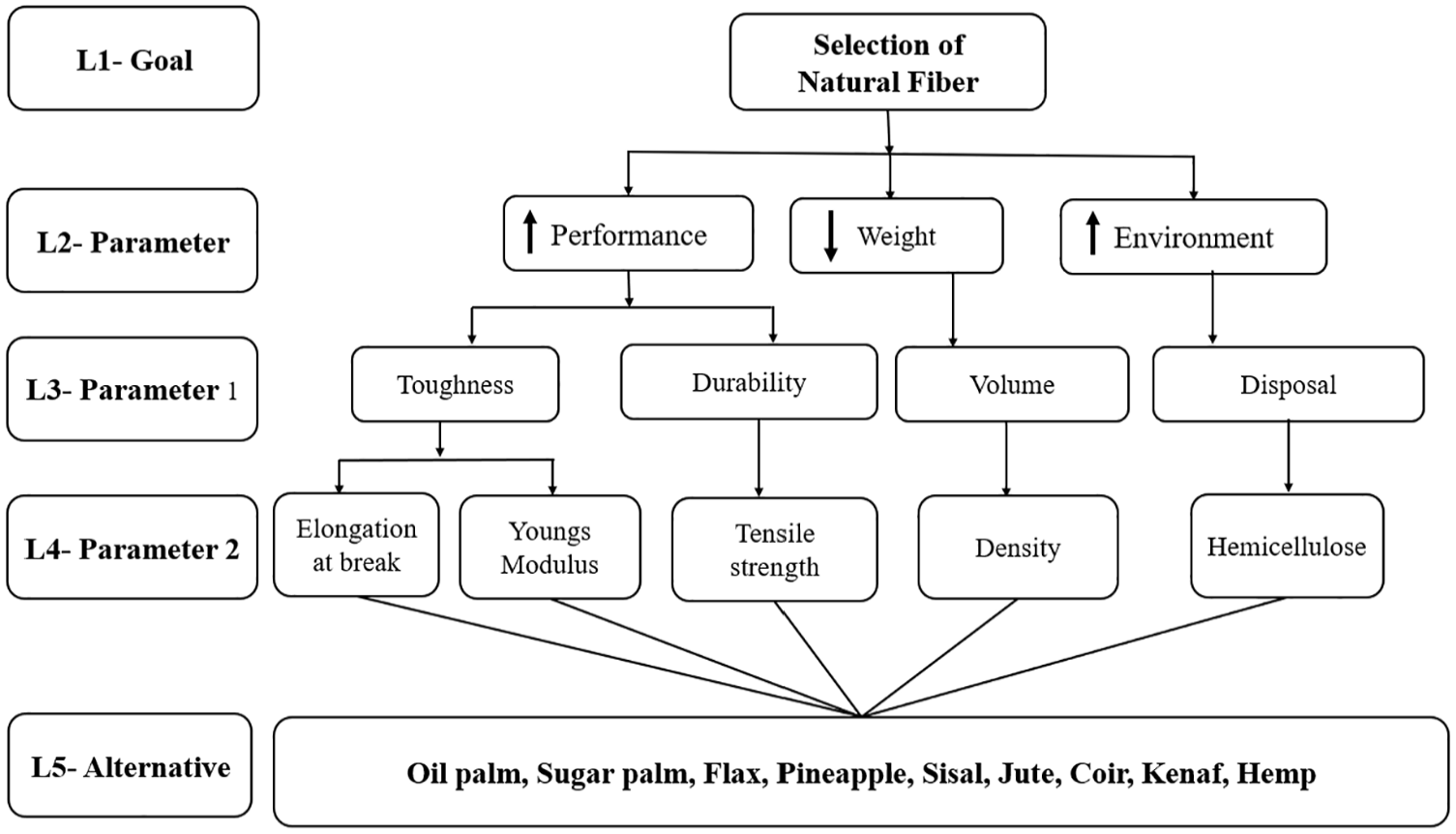
Five-level hierarchy frameworks for material selection (natural fibers).
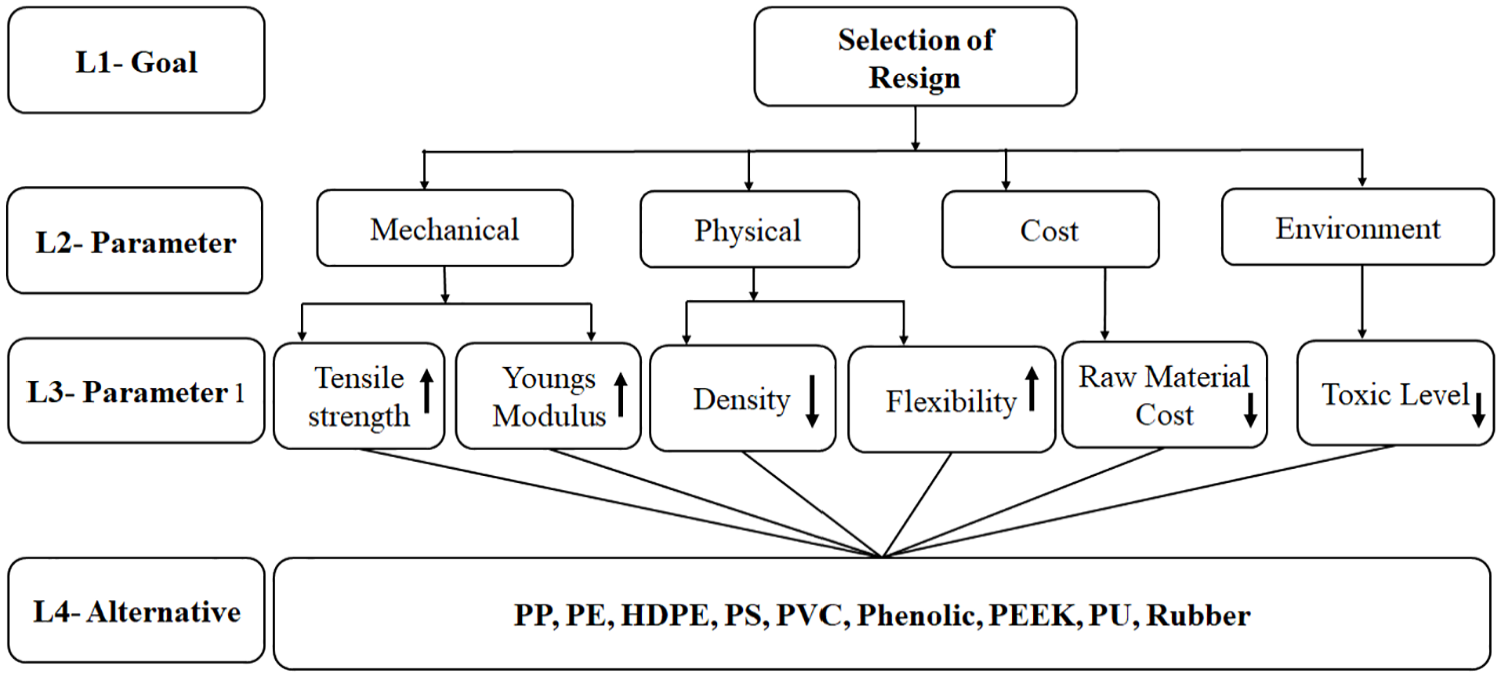
Four-level hierarchy frameworks for the matrix selection.
Step 3: Analysis phase
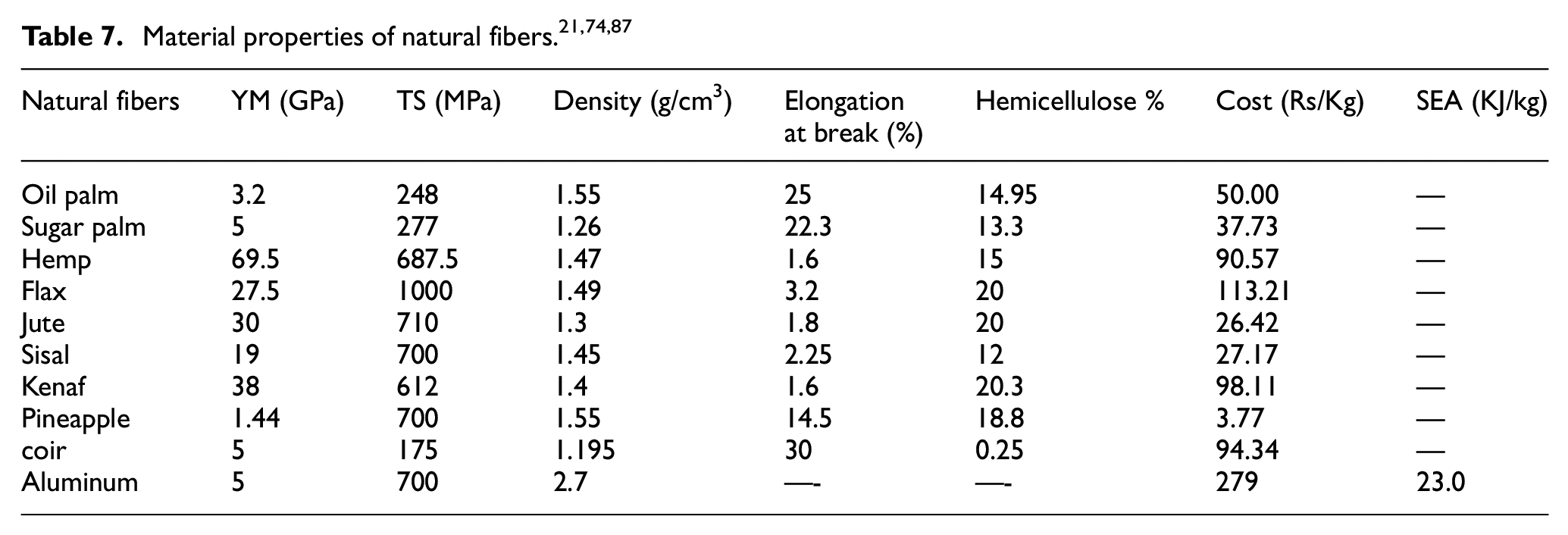
Before beginning the material selection process, the “analyze” phase determines the ability of natural fibers/matrix material properties selection, as indicated in Table 7. This stage assists in identifying the benefits and drawbacks of specific material properties and any issues that may arise at the time of the manufacturing process. Nine NFs are chosen with aluminum to analyze material properties like Young’s modulus, TS, SEA (specific energy absorption), density, and cost.
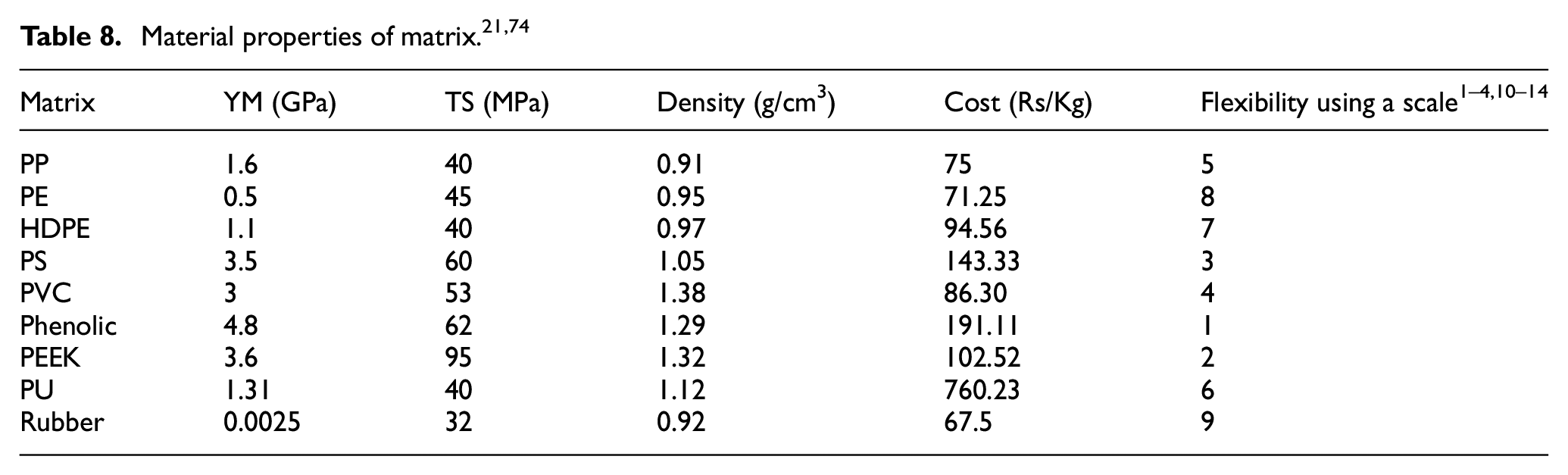
Eight thermoplastic and naturally available matrix matrices were selected to analyze the material properties like YS, TS, density, cost, and flexibility, as shown in Table 8. Flexibility is scaled from 1 to 9, where 9 is very flexible, and 1 is less or not flexible.
Step 4: Improve phase
In the improve phase, the Pugh selection method tool is used in this review, aluminum is set as the datum, and all other parameters of natural fibers are examined. As shown in Table 9, aluminum (Al) is chosen as the datum because it has a higher specific energy absorption capacity than steel (15.77 KJ/Kg). 88
Pugh selection method for natural fibers.
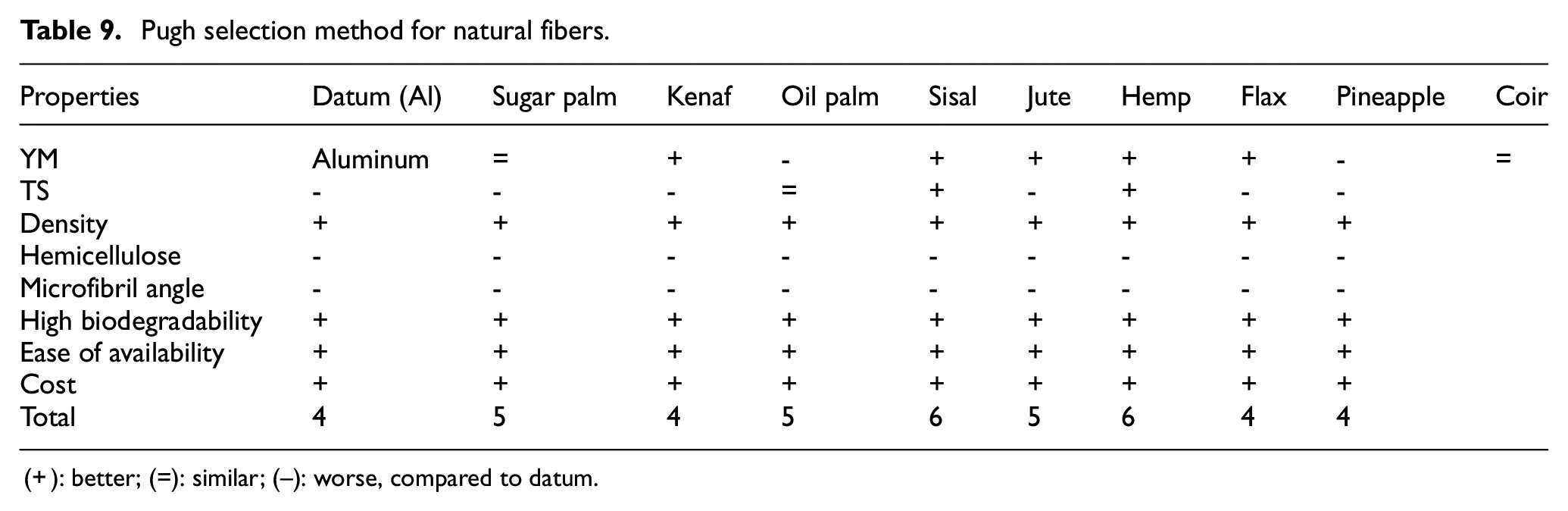
(+): better; (=): similar; (–): worse, compared to datum.
Table 9 shows the selection of fiber 6 material properties and 2 (low cost and ease of availability); additional properties are compared with the datum aluminum. The results of the Pugh selection method reveal that flax and jute are the best natural fibers for fabricating. Flax and jute fibers came in first with a total score of 6, followed by sisal, hemp, and kenaf, which came in second with a total score of 5. However, the authors believe that jute can be employed as a reinforcement in hybrid sandwich composites due to these fiber’s availability and low cost.
The Pugh selection method selects the best matrix in the improve phase. In this review, PP is set as a datum, and all other parameters of the matrix are examined. As shown in Table 10, PP, as taken as datum because from Figures 11 and 12, after a synthetic matrix epoxy, is the maximum used matrix with NF and for impact applications.
Pugh selection method for matrix.
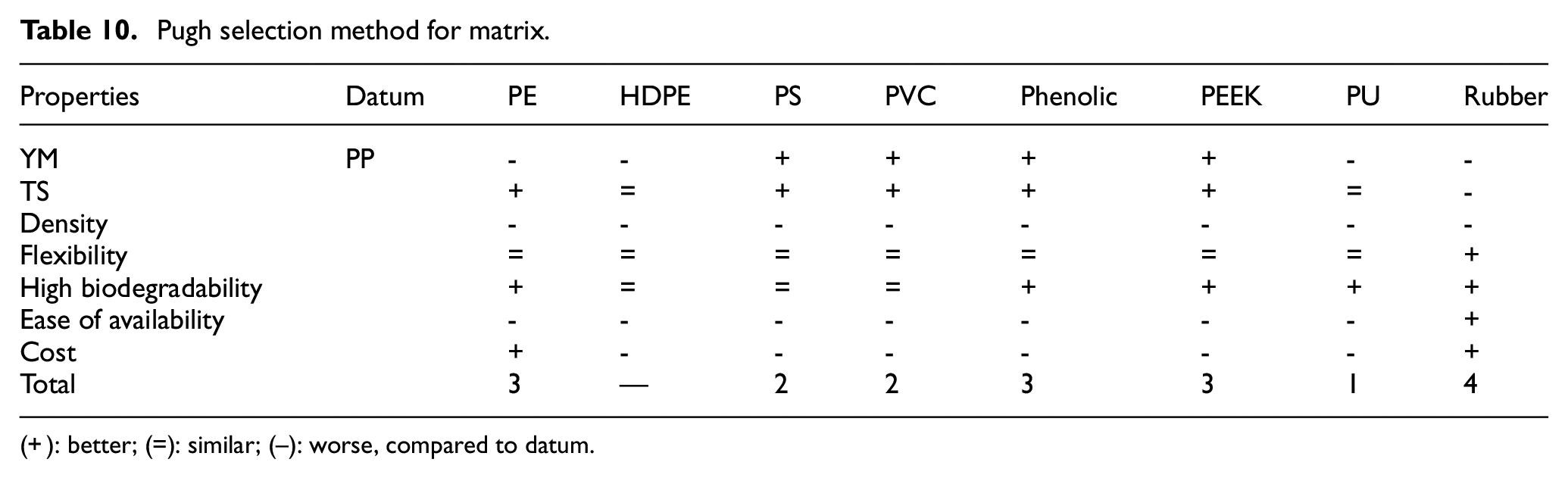
(+): better; (=): similar; (–): worse, compared to datum.
The Pugh selection method results in Table 10 reveal that rubber is the best matrix for fabricating. Rubber came in first with a total score of 4, followed by PE, Phenolic, and PEEK, which came in second with a total score of 3. Four materials with three additional properties (low cost, ease of availability, and biodegradability) are taken and compared with datum PP. As per the results, rubber is the most suitable matrix for impact applications, followed by PE, Phenolic, and PEEK.
Step 5: Control phase
Based on the improved phase results, flax and jute fibers were indicated as the best acceptable potential material for impact application. The Pugh selection method decision-making methodology has an advantage over other methods by managing various decision parameters. The quality of the selection criteria, on the other hand, is largely connected with the quality of the Pugh method decision. There are three elements to this quality, and they are:
The use of inappropriate selection criteria could result in poor decisions. Using opinions to identify criteria can, of course, result in incorrect criteria.
On the other hand, inadequate selection criteria refer to a set of selection criteria that isn’t complete.
Insufficient selection criteria are inadequately defined and can have various perceptions.
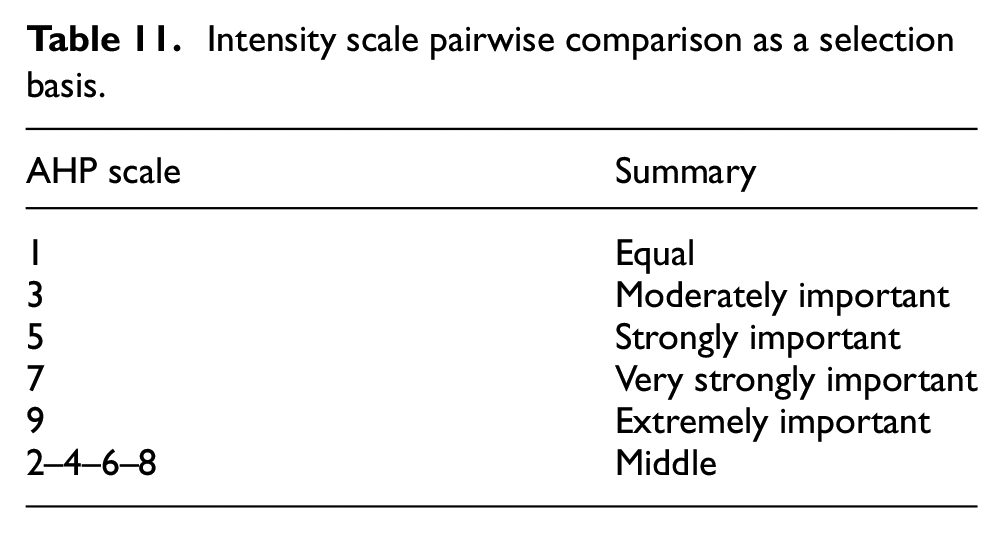
As a result, the AHP (analytical hierarchy process) tool is used to assess and validate the reliability of the results. Data from the improve phase was accessed and validated in the control phase to select the best NF for ballistic impact application. The decision in the study is correct only when the consistency ratio is less than 10%. After the pairwise comparison, the AHP software calculator is used to get the decision matrix and priority weightage values for natural fiber attributes. The software makes the decision based on a pairwise comparison of intensity scales.89,90 The intensity scale is highly desirable, followed by quality and weight, as shown in Table 11.
Intensity scale pairwise comparison as a selection basis.
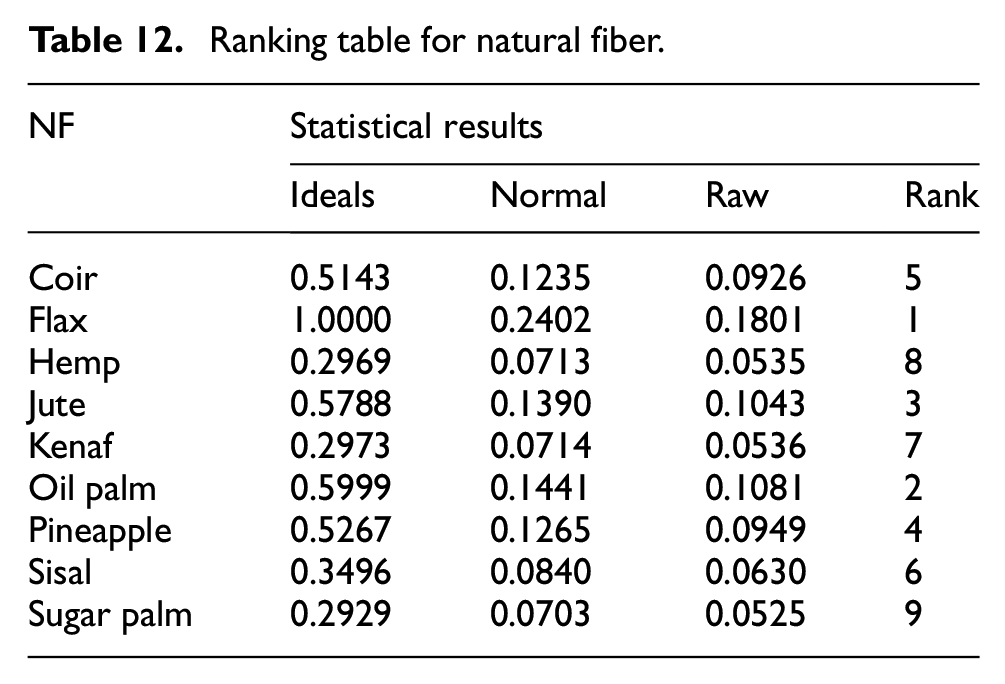
The decision matrix was prepared by giving the scale of rating for each parameter based on the AHP scale and priority weightage. The decision matrix resulting weights are based on the principal eigenvector of the decision matrix. The value of the eigenvector is 6.483 for six iterations. The resulting weights for the criteria based on your pairwise comparisons (top priority percentage were given to cost and biodegradability (23.6%) each followed by density (19.2%), Tensile strength (14.5%), Young’s modulus (11.5%) and Elongation at break (7.6%)). Based on the software results for the number of comparisons 15 and the CR (7.7%), it can be concluded that the decision-making is agreed upon. Then, the parameters were normalized by taking the weightage value based on Table 6. Then, the values are normalized and calculated to get a Performance value based on the performance value raking assigned to each natural fiber using software, as shown in Table 12. Flax fiber ranked first, followed by oil palm and jute. Based on the ranking first, three ranked natural fibers were taken for further consideration.
Ranking table for natural fiber.
The main criterion for selecting a material is the availability of fiber. Table 13 shows the anticipated production quantities of various natural fibers used in composite fabrication. Jute fiber has a relatively high yearly output in the native region and has good, acceptable mechanical properties.
Yearly production of selected fibers in different countries. 91
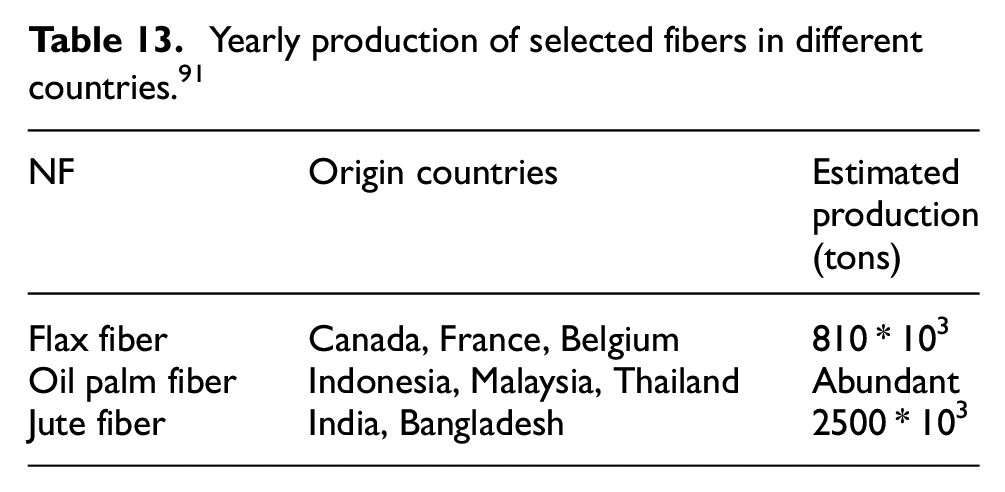
Flax is mainly harvested in Canada, France, and Belgium. The main drawback of flax fiber is the variation in its properties. The tensile characteristics of flax fibers will deteriorate due to environmental factors. Also, flax fibers in composites have several drawbacks, like poor bonding between fiber/matrix, resulting in lower tensile properties. 92 Oil palm is harvested for the oil refining process, and a by-product of this is oil palm fiber, which is abundant in Malaysia and Indonesia. In the case of oil palm fibers, the properties are influenced by the structure of fibers, cell defects and dimensions, chemical compositions, and micro-fibril angle, which varies from part to part and area to area of a plant. Due to their drawbacks like less strength, a sensitive environment, and weak resistance to moisture, which causes natural fiber-reinforced materials to degrade in strength and stiffness, the oil palm biomass fibers are not suitable for high-performance applications. 93
Because of the importance and color of jute fiber, it is sometimes known as “Golden fiber” in fiber production industries. Jute ranked second only to cotton in the world’s total production and is among the strongest NF. Jute is inexpensive to cultivate, produces a high yield/acre, and requires minimal fertilizer, making it environmentally sustainable. Jute is biodegradable since it is made up of cellulose and lignin. India and Bangladesh are the leading producers of jute. 94 Thus, among different selected natural fibers, jute is the most promising option over other natural fibers in composites when cost, mechanical properties, availability, and biodegradability are considered.
Similarly, a decision matrix was prepared for the selection of the matrix by giving the scale of rating for each parameter based on the AHP scale and priority weightage. The decision matrix resulting weights are based on the principal eigenvector of the decision matrix. The value of the eigenvector is 5.401 for six iterations, and the resulting weights for the criteria based on your pairwise comparisons (top priority percentage were given to flexibility (41.1%) followed by density (19.6%), cost (18.8%), Tensile strength (16.7%), and young’s modulus (3.8%)). Based on the software results for the number of comparisons 5 and the CR (8.9%), it can be concluded that the decision-making is agreed upon. Then, the parameters were normalized by taking the weightage value based on Table 6. Then, the values are normalized and calculated to get a Performance value based on the performance value raking assigned to each matrices-using software as shown in Table 14. Polyurethane ranked first, followed by phenolic and rubber. Based on the ranking, the first three ranked matrices were taken for further consideration.
Ranking table for Matrix.
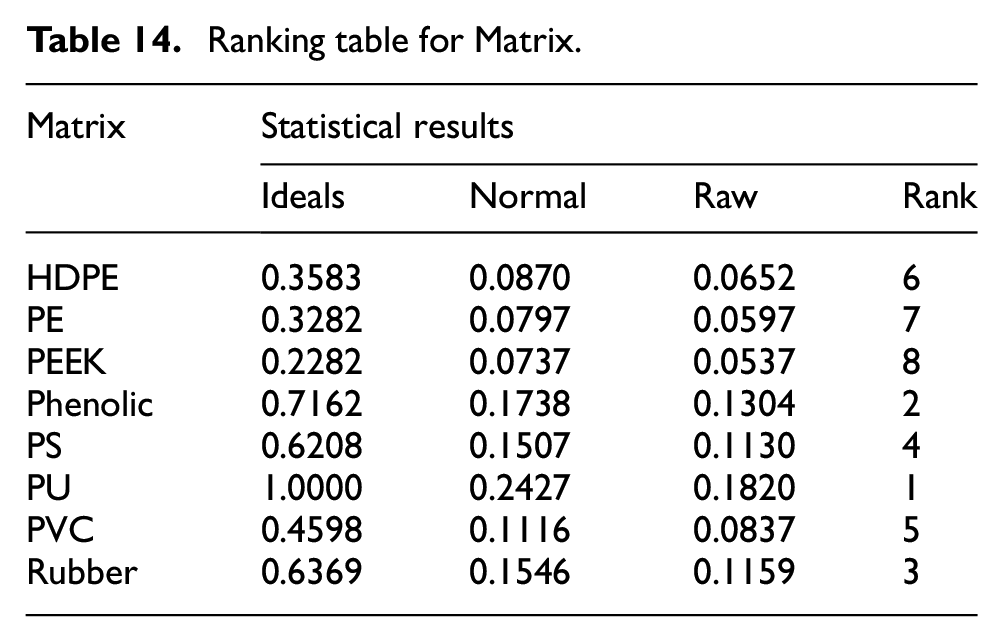
Phenolic resin is quite harmful when exposed; long-term exposure to humans may cause a gradual loss in weight, dark urine release, and sometimes damage to the liver and blood. Their main drawbacks are low strength and a curing reaction that produces water. This water might be trapped within the composite, which can harm the material’s structure. Mechanical properties are reduced due to the brittle nature because of the condensed nature of the curing process, voids, and defects in the surface. 95 One of the major disadvantages of polyurethane materials is their short lifespan. It absorbs moisture and gradually deteriorates, losing its structural integrity. Polyurethane products are quite harmful, which will not lead to death but annoy persons with breathing disorders. Toxic material isocyanates are sometimes used for curing purposes. PUs hybridize with other resins because of the significantly lower mechanical properties of laminate under compression. 96 Natural Rubber (NR) exhibits sufficient tensile strength, high resilience, and tear/wear resistance. It also provides moderate persistent properties with better flexibility capabilities at low temperatures. NR is one of the most flexible rubbers compared to all other rubbers available, and it is water and chemical-resistant. NR used as the matrix has an advantage in ballistic impact applications because of its flexibility, which results in tearing instead of matrix cracking, thus making the composite free from catastrophic failure. Flexibility doesn’t restrict the yarns through which the fabric resists projectile energy. Therefore, among different selected matrices, natural rubber is the most promising option over other matrices in composites when flexibility, cost, availability, and biodegradability are considered.
Pugh selection method uses qualitative data for the selection of materials by evaluating paired priorities. 97 Pugh technique has limitations in adding significant assessments to confirm correct results. As a result, the AHP approach was used to analyze and validate the best material selection outcome. Nevertheless, the priority vectors of the AHP approach connected to the key parameters significantly impacted the fibers and matrix priority, 98 demonstrating that a slight adjustment in the factor weights can vary the material hierarchy decision’s overall ranking. Because of the highly qualitative decisions of the priority vector, the durability of the results obtained in the control process by modifying the criteria weights must be checked. 99 By increasing or decreasing the weight of the criteria, the testing process might apply to a specific situation. Because of changing the weights for individual factors, changes in priority and varied rankings of the alternatives may be tracked. As a result, ANP (Analytic Network Process) sensitivity analysis may be used to present the ranking’s stability data for the selection of the most appropriate material. 85 ANP is a strategy to boost the AHP for complex challenges with non-hierarchical structures based on the analysis performed by the human brain. ANP employs a complete framework for all interactions and relationships between decision-making levels, resulting in a network structure. 100
Using the available decision-making software, four parameters were chosen to change the priority vector of the sensitivity analysis. For natural rubber, the priority percentage for density is 19.2%, increasing by 20% to 39.2%. Similarly, all the parameter percentages are increased, as shown in Figure 13. The case of the matrix also followed the same procedure as shown in Figure 14. Flax is a better material, followed by oil palm and jute, with maximum priority percentage values. PU is a better matrix, followed by Phenolic and rubber with maximum priority percentage values. These results show consistency with the decision that we made earlier. Flax, oil palm, and jute are three recommended materials when the priority percentage value increased by 20% for all the parameters like density, tensile strength, hemicellulose, and cost. Similarly, in matrix selection, PU, followed by phenolics and rubber, are the top three recommended materials when the priority percentage value increased by 20% for all the parameters like density, tensile strength, flexibility, and cost.
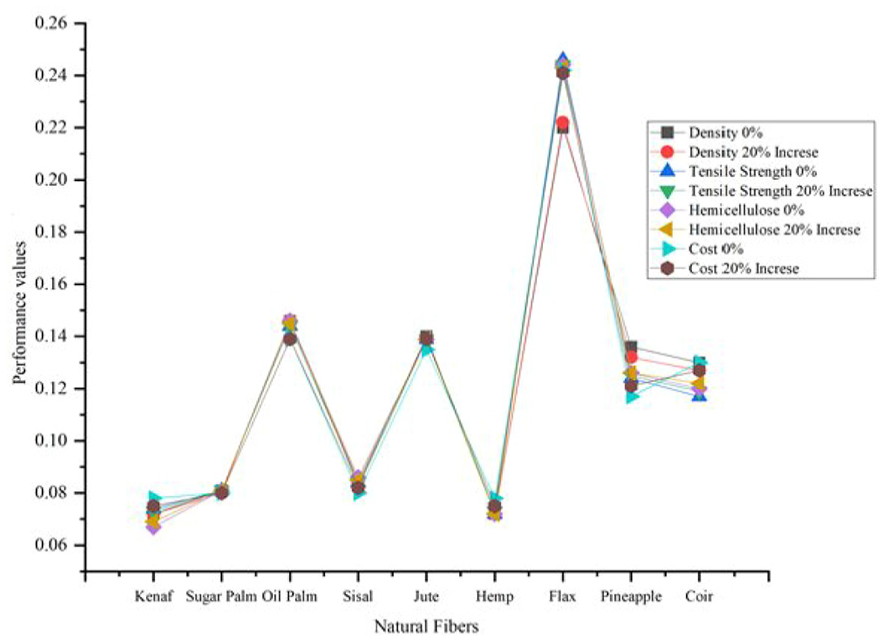
Priority percentage values of different parameters when increased by 20% for NF.
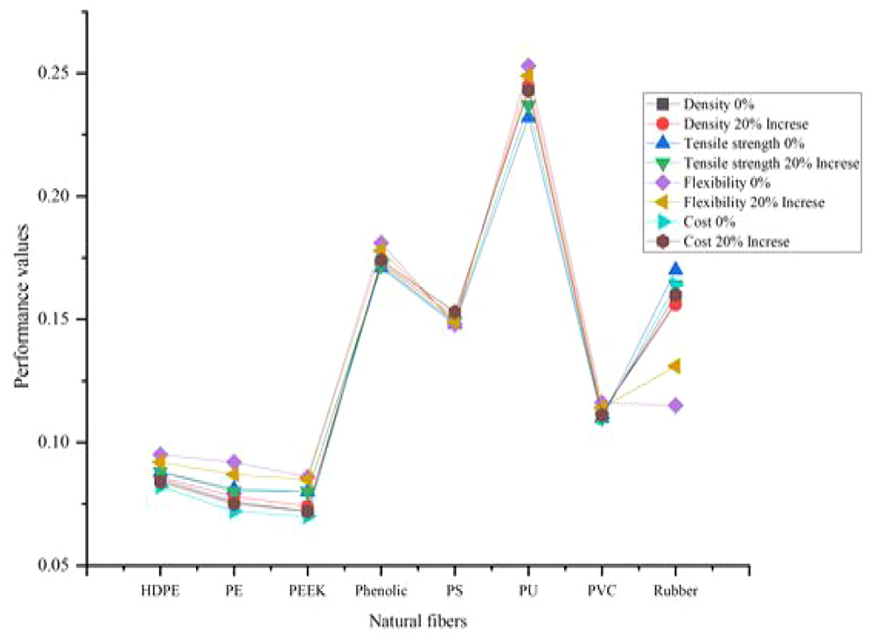
Priority percentage values for different parameters when increased by 20% for matrices.
An ANP sensitivity analysis was performed to investigate the effects of several parameters on finding the optimal alternative. The priority vectors associated with the key criteria heavily influenced the selection priorities. It would be difficult if the “improve” and “control” phases produced conflicting results. But in this case, the results consistently showed the same results with significantly less deviation. It indicates undoubtfully flax, oil palm, and jute are the better members of natural fibers. PU, phenolics, and natural rubber are the better matrix members for the skin part of the hybrid sandwich composite for ballistic impact application.
For hybrid sandwich composites for impact applications, skin material (front and bottom sheets) is chosen as natural fiber. Jute is a promising fiber over other natural fibers by considering cost availability and acceptable mechanical properties. Natural rubber is chosen for the matrix because of its high flexibility, which suits impact applications. The core provides flexural stiffness and improved energy absorption without compromising its performance in the composites during an impact. The core absorbs most shear stress, whereas the face sheets absorb most bending stresses. Using such composite structures, high bending strength can be achieved without increasing the weight of the composite. 101 We require good stiff material with better stiffness and mechanical properties for a core material. According to the review and Table 2, epoxy is the most used synthetic material for impact application. Figure 9 shows the percentage of polymers used with natural fibers as a matrix, and Figure 10 shows the matrix % used with natural and synthetic fibers for the applications of impact; in both cases, epoxy stands top on the list and, without any doubt, it is the better stiff core material used for impact application. One more important reason for selecting jute as skin and epoxy as the core is these jute fibers are less hydrophilic; they have a better jute/epoxy bonding. Because of this bonding and the high tensile strength of the jute, both flexural and tensile properties can be improved. So, the combination of the sandwich structure may be jute/rubber/jute, as the skin surrounding the core material is epoxy.
This review confirmed the research objectives, indicating that the natural fibers and matrix chosen must bridge the gap between ecological and economic concerns. The preferred fibers must have high energy absorption, low cost, high availability, low density, high toughness, acceptable tensile strength, and biodegradability.
Conclusion
PMCs have gained popularity recently and are now frequently employed as alternatives for traditional metals, alloys, and MMCs (metal matrix composites) in various engineering applications. This review focuses on the selection of the best NF and matrix (skin and core material) for ballistic impact applications. The novel form of hybrid composite structure with a core of epoxy and jute rubber skin mats to enhance ballistic impact resistance has been explored in this work. The following are the findings of this review:
Six Sigma DMAIC methodology provides an additional approach for the selection of material. The benefit of this methodology is that the selection of material has been done based on a twofold decision-making process that provides accurate results, in addition to this blending qualitative approach (Pugh method) and quantitative approach (AHP), which produce more accurate results during the comparison process, making it easier to choose the best material.
Hybridizing composite materials is an essential and economical method to reinforce and improve performance. Selecting the best material and combination of these materials should be done carefully to get the required output.
Sandwich structures were found to be potentially suitable energy absorbers. Based on loading conditions, the failure mechanism of sandwich panels is influenced by core and skin thickness, type of material, etc.
Most of the time, NFs have been employed to fabricate stiff PMCs, and few studies are used to fabricate flexible PMCs. In contrast, very little research has been carried out on natural fibers fabricating both flexible and stiff hybrid PMCs for ballistic impact applications.
It’s also observed that jute fiber isn’t used to its full potential in ballistic applications despite its acceptable mechanical properties and low cost and availability. Investigating jute’s potential usage for ballistic applications has focused on the research area.
Regarding the matrix, natural rubber, a very flexible material, is the optimum choice for producing a PMC for ballistic impact application. Because the flexibility results in tearing as opposed to matrix cracking, thus making PMC free from catastrophic failure.
Natural fibers employed in PMC for ballistic applications are an important research topic. According to the literature on ballistic impact studies, there is a gap in developing a combination of stiff and flexible hybrid sandwich composites for ballistic impact applications.
Researchers have put a large amount of effort into understanding impact behavior experimentally, but FE simulations have acquired a lot of significance during the initial feasibility study to minimize the cost and time associated with experimentation. In addition, FE has proven to be an excellent tool for optimizing composites. The development of FE tools has significantly influenced composite theoretical research.
Though a wide variety of composites are widely utilized for impact applications experimentally, a review study confirms that a hybrid sandwich composite comprises all naturally available fiber and naturally available rubber materials with a combination synthetic matrix with in-built energy-absorbing properties observed in an unexplored area of research.
It is observed that all research focused on the impact behavior of stiff composites. Little research is available on flexible composites, with no consideration given to hybrid sandwich structures subjected to ballistic impact. Hybrid sandwich structures have a high strength-to-weight ratio and uniform energy absorption capacity. Jute and natural rubber emerge as potential materials for skin material, and epoxy is the best suitable core material for a hybrid sandwich composite structure.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.