
Abstract
In this study, a CBN liquid-body-armor-like grinding wheel was developed for high-shear and low-pressure (HSLP) grinding of Inconel718 alloy. The material removal mechanism of the novel CBN liquid-body-armor-like wheel was introduced in detail. Particle clustering effect of the new wheel was studied via the finite element method. A series of grinding tests were carried out to investigate the grinding performance under the various conditions. It was shown that the surface roughness Ra of the ground workpiece decreased from initial 0.3 to 0.094 μm. Simultaneously, the specific material removal rate of 1.069 × 105 μm3/mm·s was attained. The power spectral density function (PSDF) was employed to reveal the percentage of waviness and roughness of the surface profile, which was mainly concentrated in 0–40k Hz as compared with 60–120k Hz before grinding. It indicated that particle clustering effect was generated in the grinding zone. Besides, the maximum peak amplitude of the cross-correlation function coefficient of the ground workpiece surfaces before and after grinding was less than 0.3. The original scratches were completely removed. New and smooth textures generated after grinding. The experimental results demonstrated that the newly developed CBN liquid-body-armor-like grinding wheel was effective for surface finishing of the Inconel718 workpiece.
Keywords
Introduction
Rapid development in the field of science and technology has created a large demand for materials with superior characteristics such as the high temperature strength, hardness, corrosion resistance, etc.1–3 However, machining challenges and difficulties are faced due to their intrinsic material properties. Grinding is a widely used precision machining process. It is promising and competitive for the difficult-to-machine materials.3–10
Advanced grinding-related mechanisms, methods, and systems were investigated, such as Ultra High Speed Grinding (UHSG),1,11,12 Creep Feed Grinding (CFG),13,14 High Efficiency Deep Grinding (HEDG),15,16 Intermittent Grinding (IG),17–20 enhanced heat exchange grinding,21–23 and multi-field coupling grinding.24,25 UHSG has an excellent performance in achieving both high machining accuracy and productivity. Whereas 150–300 m/s or higher of grinding speed is reached, unpredicted broken failures are easily emerged. 26 The material of grinding wheels plays a significant role in UHSG. Yang et al. 1 reported a wheel made of the carbon fiber-reinforced polymer which had low density and high specific strength. A grinding velocity of 400 m/s could be attained after optimization of the wheel structure. However, the elastic and plastic deformations on both surface and subsurface would be simultaneously generated for the monocrystalline nickel workpiece during grinding. 12 Besides, the residual stress raised with the increased grinding velocity. 11 CFG is characterized by a high material removal rate (MRR) with a slow feed rate and large cutting depth. CFG has been widely used for difficult-to-machine materials. Hood et al. 13 reported a CFG investigation on γ-TiAl alloy. The larger grinding force and subsurface crack were revealed. A comparative study on the grinding ability, wheel wear, surface integrity was conducted using different wheels. In addition, Miao et al.14,27 proposed a mathematical model to assess the abrasive wear. Meanwhile, the gradient microstructures of the surface layer of the nickel-based superalloy induced by CFG were investigated using the nano-indentation technique. 28 HEDG is a relative new abrasive processing technology. Its specific stock removal rate could easily reach 50 mm3/mm·s while improving machining efficiency and workpiece surface quality at the same time. 15 The high grinding velocity, cutting depth, and feed rate changed the contact condition between grain and chip, as well as the thermal behavior. The relations between grinding temperature and undeformed chip thickness in HEDG of Inconel718 superalloys were revealed. To control grinding damages caused by the high temperature, a burn threshold prediction model was established, where it took the variation of thermal partitioning into account. 15 Moreover, the specific energy model and experimental investigation on the dynamic behavior were comprehensively carried out.16,29 A large amount of heat is produced during grinding process. The high temperature would make the wheel soften, causing unpredicted wheel wear, and deteriorating the surface quality. 30 More works on the textured wheels were presented to reduce the thermal damage and improve the grinding quality.17,18,31 The specific textured structure of the grinding wheel contained megatextures, macrotextures and microtextures based on the texture dimension definition. 18 A small grinding force and low temperature were achieved using the specific textured wheels due to the reduced effective contact zone and the increased amount of coolants. However, extensive use of coolants is not recommended because of the raised health and environmental risks. Great efforts were made to study sustainable methods on using cutting fluids. The minimum quantity lubrication (MQL) grinding process was studied. 32 Zhang et al. 33 replaced synthetic-based cutting fluids with vegetable oil. Furthermore, the nanoparticle was introduced to MQL grinding to reduce the frictional force between the abrasive and the chip, thereby, improving the ground quality of the workpiece. 34 Singh et al. 35 added the graphene into lubrication. Excellent MQL grinding performance was achieved. Although, MQL showed some improvement, it still needed to be studied for grinding difficult-to-machine materials. 36 Recently, various hybrid processes have been developed to improve machining efficiency and quality. For example, Ge et al. 24 developed a novel electrochemical deep grinding process. Better processing efficiency and surface integrity were attained compared to electrochemical machining and deep grinding, respectively. Jiang et al. 37 proposed an ultrasonic vibration-assisted grinding process. The surface formation mechanism was studied. The theoretical model was developed to accurately reveal the surface characteristics. In addition, a tangential ultrasonic vibration-assisted grinding process was developed for titanium alloy. 38 Using the optimized ultrasonic parameters, the surface quality was improved by 27% as compared to that without ultrasonic vibration.
Although these novel grinding methods are useful to improve machining efficiency and ground surface quality, they have rarely been applied in shop floor. Further researches are still required. 20 As the large negative angle of the abrasive grain led to the low tangential force and large normal force in the grinding process, a lot of challenges, for example, low grinding efficiency, wheel blockage, grinding burn, poor surface integrity were still existed, especially for difficult-to-machine materials. 39
In order to increase tangential force and reduce normal force during the grinding process, the high-shear and low-pressure (HSLP) grinding method with a liquid-body-armor-like abrasive tool was proposed for machining the single crystal silicon in our previous studies. 40 The fumed silica (SiO2) was used as both the dispersion phase of the shear thickening fluid and abrasive particles in the fabrication of the grinding wheel. However, the hardness of the fumed silica was too low to effectively cut the Inconel718 material. Hence, the fumed silica and white corundum particle were chosen as the dispersion phase and abrasive, respectively. 41 The grinding feasibility with the novel abrasive tool was verified. However, it needs to further improve grinding efficiency and surface quality for Inconel718. CBN superabrasive was widely adopted in the conventional grinding of superalloy. In this work, a CBN liquid-body-armor-like grinding wheel was developed for Inconel718. The preparation of the new wheel and material removal principle were reported in detail. The finite element method was adopted to analyze the particle clustering effect. HSLP grinding tests were carried out to study the machining performance and optimize grinding parameters using the developed CBN liquid-body-armor-like grinding wheel. The cross-correlation function and power spectral density function of workpiece surface profile were investigated. The surface morphology of ground Inconel718 was observed.
HSLP grinding principle
The principle of HSLP grinding using the liquid-body-armor-like wheel is illustrated in Figure 1.2,40,41,43 The novel wheel consisted of a wheel substrate and an abrasive layer. The abrasive layer was made of the shear thickening fluid, abrasive particles, woven polymer polyethylene fiber, and other chemical additives. The shear thickening fluid was composed of the dispersed phase (fumed silica) and dispersion medium (PEG 200). When the wheel contacted with the workpiece surface at a high linear velocity, the abrasive layer impacted the workpiece surface. A large tangential force on the abrasive grain was generated instantaneously. The dispersed phase particles in the contact area rapidly generate particle clusters. The particle clusters held the abrasive grain to remove the asperities on the workpiece surface when the critical yield stress of Inconel718 alloy was exceeded. The abrasive particles returned the initial state after the tangential load or particle clusters disappeared. The HSLP grinding process was obtained via recycled the removal of asperities and the recovery of initial states.40,41
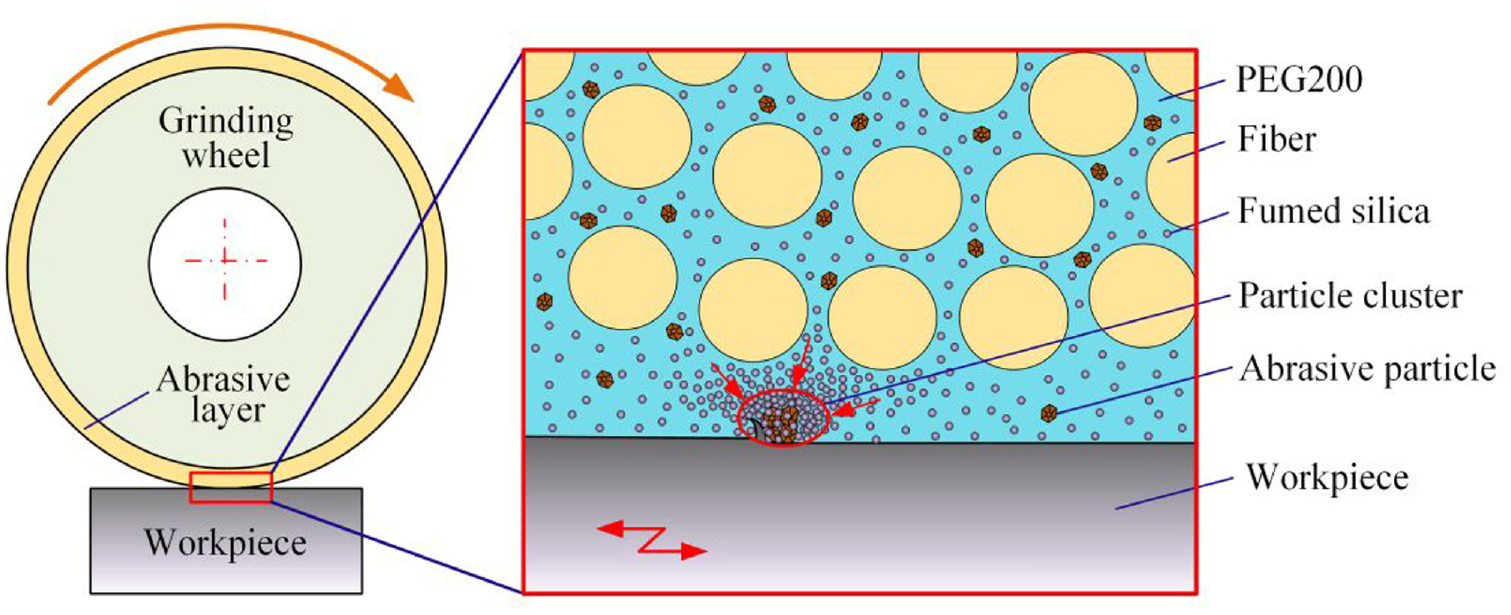
Principle of HSLP grinding process.
Numerical simulation
The interaction between the abrasive particle and the micro-convex peak is transient in the microscale. It is difficult to directly observe microscopic phenomena using an experimental method. Therefore, finite element modeling and simulation were adopted to reveal the particle clustering effect in the HSLP grinding using the novel grinding wheel. Based on the coupled Eulerian-Lagrangian (CEL) method, the interaction between abrasive particle and micro-convex peak that is, workpiece asperity was simulated by the ABAQUS/Explicit module. The interaction process was built as a colliding model between the micro-convex peak (sphere) and the abrasive layer of the wheel. Both peak and abrasive particle were simplified as rigid body to improve the simulation accuracy and efficiency. Figure 2 shows the cross-sectional view of the simulation process. It was seen that the top surface of the shear thickening fluid of the abrasive layer became rippled when the micro-peak penetrated the fluid. The particle clustering effect gradually occurred in the penetration process. A large tangential force and low normal force was thus caused. The micro-peak was eventually removed at the high-shear and low-pressure mode.
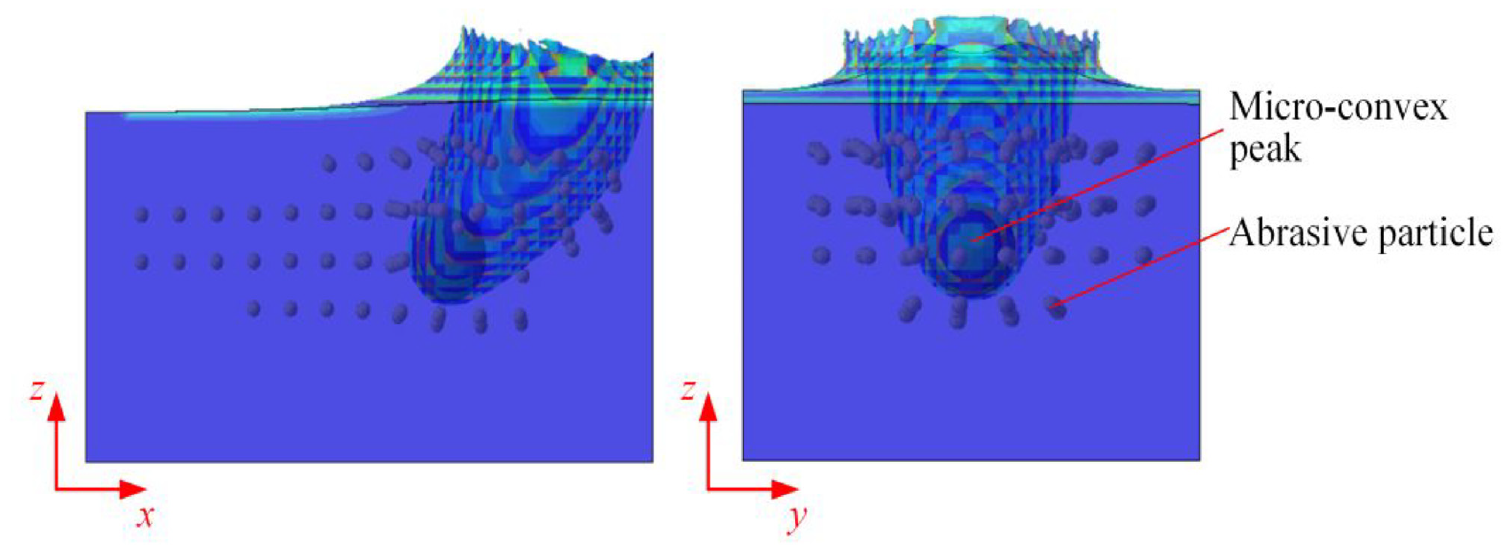
Sectional view of particle cluster effect.
Preparation of CBN fluid-body-armor-like grinding wheel
The preparation procedure of the novel wheel was presented below. The fumed silica (SiO2) of 7–40 nm was gradually added into polyethylene glycol (PEG) in 200 g/mol to prepare the shear thickening fluid (STF). The STF was mixed through mechanical stirring. CBN abrasive particles (5 wt%) with an average size of 1 μm were added into the STF through mechanical agitation. Then, the prepared CBN abrasive fluid was diluted using anhydrous ethanol. Polymer polyethylene fiber was immersed in the diluted fluid for ∼1 h, then dried and used as the abrasive layer. The CBN liquid-body-armor-like grinding wheel was finally fabricated by fixing the abrasive layer on the wheel substrate.
Experimental procedure and methods
Experimental and analytical equipment
Figure 3 shows the experimental and analytical equipment. The grinding trials were conducted on a precision grinder (SMART-B818III, Fuyu, Taiwan). The surface roughness Ra was measured by a stylus profiler. The workpiece surface was observed through a digital microscope (OLYMPUS DSX1000, Japan). The surface morphology was examined using an optical profiler (UP-Lamnda, Unite States) and FE-SEM (FEI Sirion 200, Unite States).
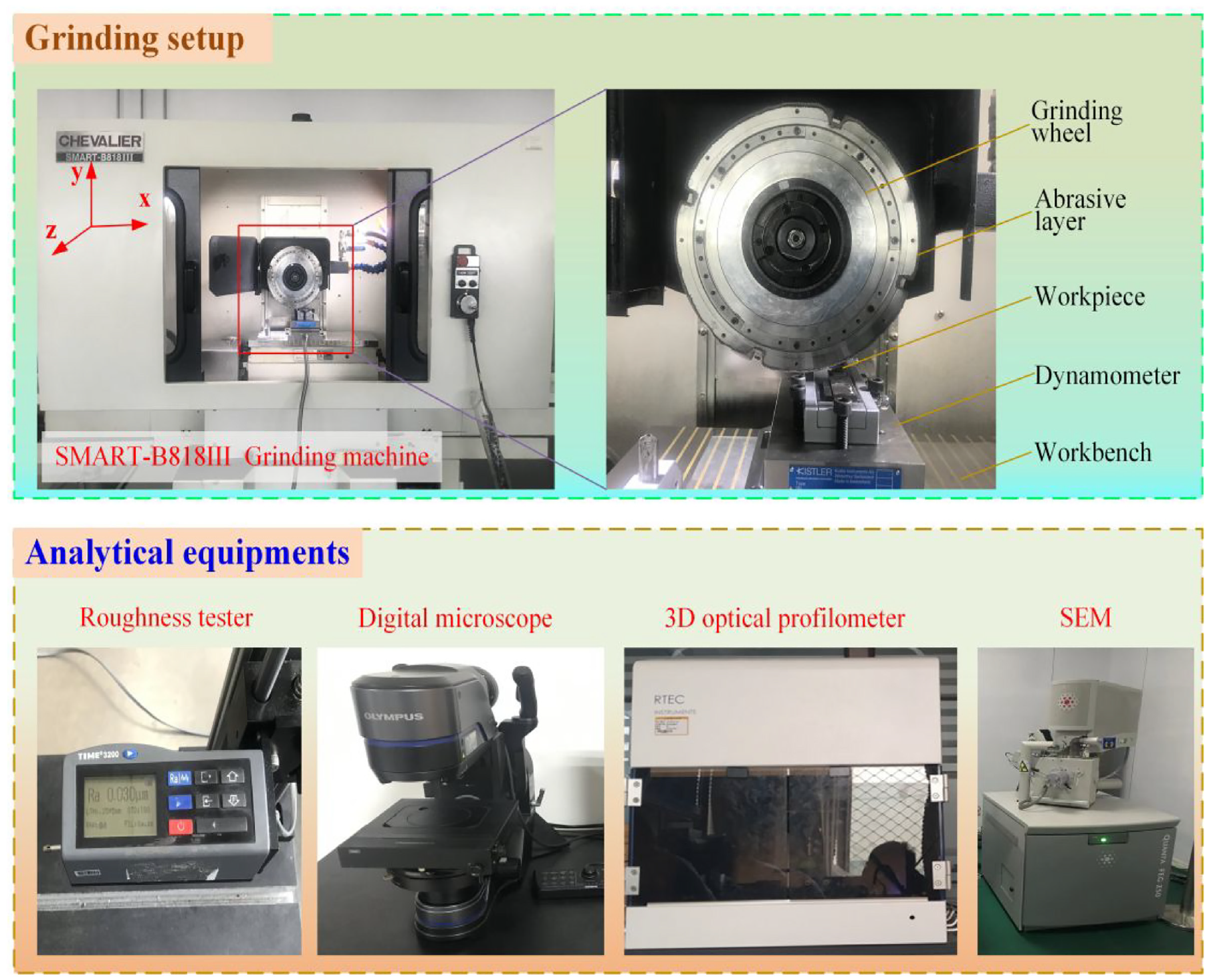
Experimental and analytical equipment.
Grinding conditions
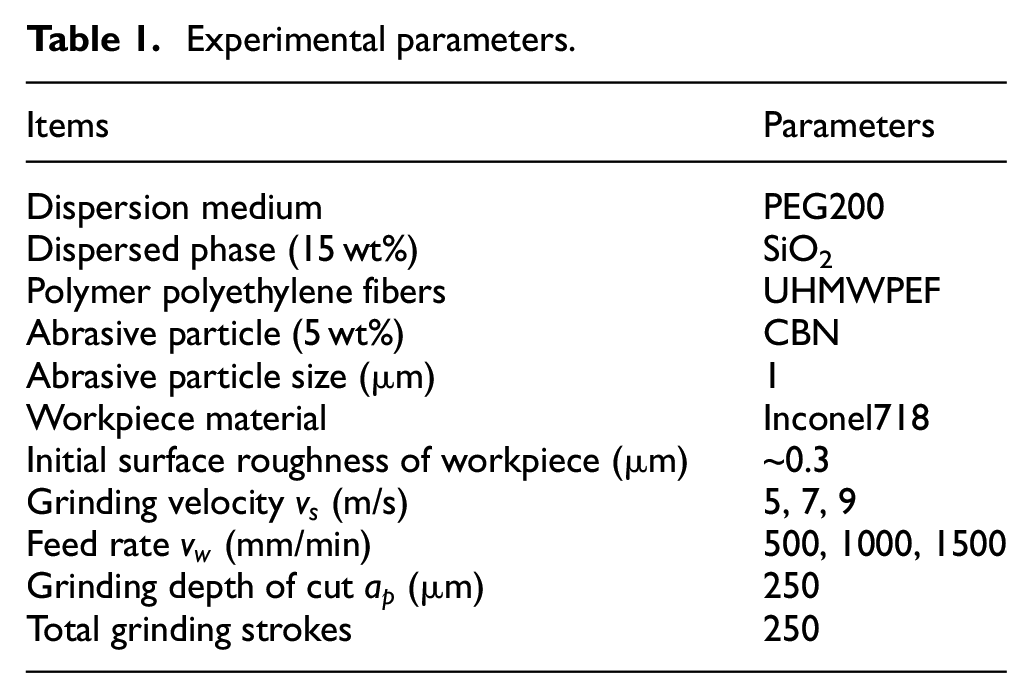
Inconel718 blocks in the volume of 10 × 10 × 1 mm were selected as the workpiece. They were pre-treated using the vitrified white corundum (WA) wheel to ensure that the initial surface roughness Ra was about 0.3 μm in all experimental trials. The experimental conditions were shown in Table 1. Up grinding mode was employed. Grinding velocity
Experimental parameters.
Estimation of material removal rate
The abrasive layer of the CBN liquid-body-armor-like wheel would have a large deformation during HSLP grinding, which was different from that during the conventional grinding, as shown in Figure 4. Therefore, the deformation could not be ignored. The specific material removal rate (MRR) was expressed as the material removal volume per unit width of the grinding wheel and per unit time. The MRR for HSLP grinding can be calculated below.



where
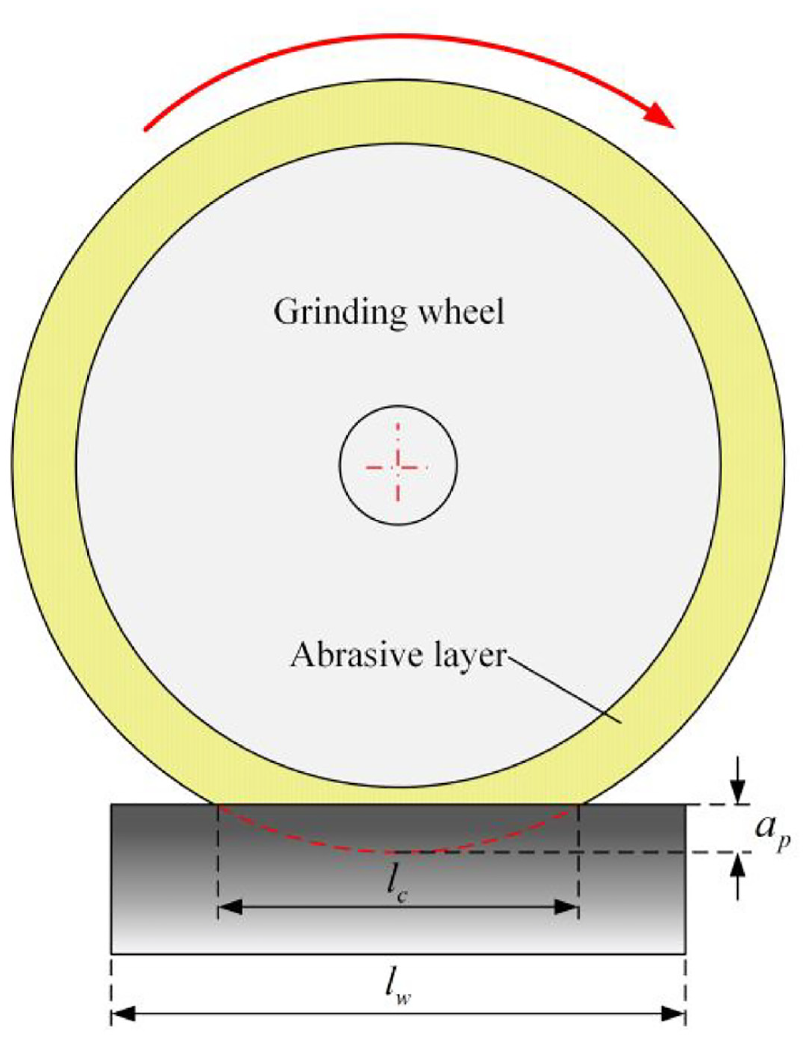
Diagram of wheel-workpiece contact.
PSDF analysis of surface profile
The formation of the workpiece surface is the sum of the accumulation in the sliding, plowing, and cutting stages. In the conventional grinding process, the surface roughness and surface morphology can be characterized by 2D measurement results. However, the material removal mechanism of HSLP grinding is different from that of conventional grinding. The contact zone between the abrasive layer and the workpiece becomes more complicated. The abrasive particle clustering effect of the CBN liquid-body-armor-like wheel occurred and disappeared frequently in the grinding contact and non-contact zone. Some limitations have occurred using the 2D measurement results to analyze the HSLP grinding. Actually, the profile of workpiece surface could be characterized as a mathematical model. To obtain more microstructure information, the power spectral density function (PSDF) was used to reveal the percentage of waviness and roughness of the surface profile. The PSDF described the randomness of the profile in the frequency domain. The amplitude expressed relative frequency proportions under different frequencies. It provided a new approach to studying the HSLP grinding. PSDF is calculated in equation (4). 33

where
The standard Fourier transform approach was used to calculate PSDF, as below.
where
CCF analysis of surface profile
The cross-correlation function (CCF) is widely used to represent the similarity of two different surfaces. CCF is calculated as follows. 42

Where
The coefficient of CCF is achieved in equation (7).

where
Results and discussions
Influence of grinding velocity
Figure 5 exhibits the variation of surface roughness Ra and MRR versus different grinding velocities that is, 5, 7, 9 m/s. The feed rate was kept at 500 mm/min. The grinding depth of cut remained at 250 μm. The surface roughness Ra reached 0.094, 0.150, 0.135 μm from the initial 0.3 μm, at the grinding velocity of 5, 7, 9 m/s, respectively. The smallest value of the surface roughness Ra was 0.094 μm at 5 m/s. As the shear thickening behavior of liquid-body-armor-like grinding wheel became weakened at relatively high grinding velocity. 43 Moreover, the high grinding velocity increased the contact frequency between the wheel and the workpiece. Hence, the surface roughness became worse at grinding velocity of 9 m/s.
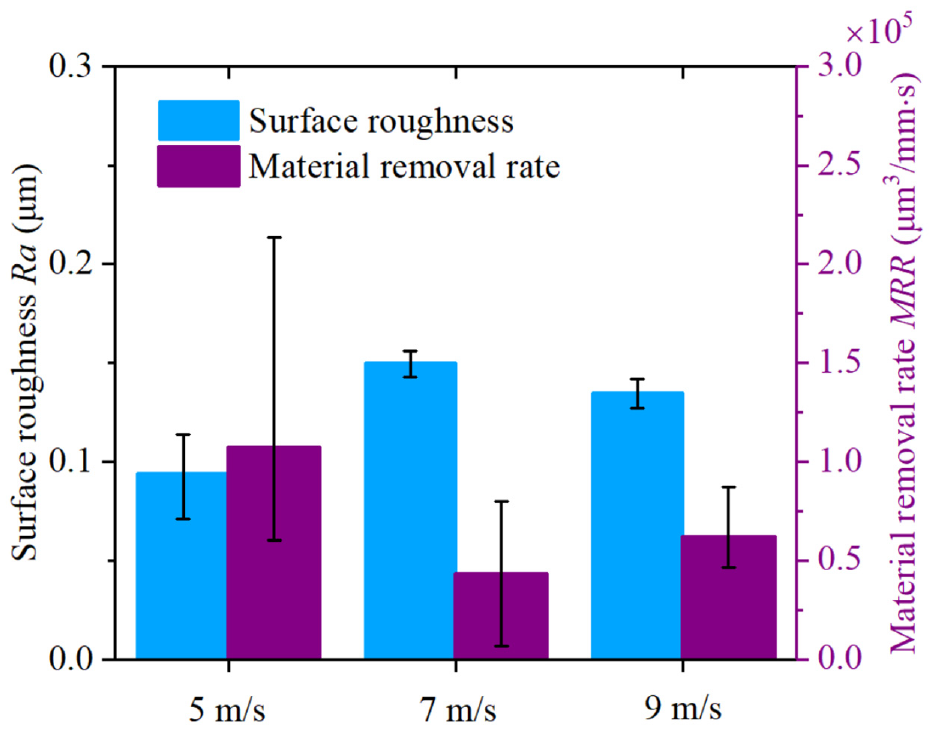
Ra and MRR with variations of grinding velocity.
MRR values were 1.069 × 105 μm3/mm·s, 0.430 × 105 μm3/mm·s, 0.616 × 105 μm3/mm·s, at the grinding velocity of 5, 7, 9 m/s, respectively. With increased grinding velocity, the shear thickening behavior became weakened, which caused the material removal capability reduced. The lower MRR was obtained at 7 and 9 m/s as compared with that at 5 m/s.
Influence of feed rate
Figure 6 shows the variation of surface roughness Ra and MRR versus different feed rates that is, 500, 1000, 1500 mm/min, respectively. The wheel velocity and grinding depth of cut were fixed at 5 m/s and 250 μm, respectively. The original surface roughness Ra was about 0.3 μm. It decreased to 0.094, 0.129, and 0.139 μm after HSLP grinding at feed rates of 500, 1000, and 1500 mm/min, respectively. The relative velocity between the workpiece and liquid-body-armor-like wheel is an important factor that affects the rheological behavior of the abrasive layer. 43 The influence of feed rate becomes relatively weak. Hence, the surface roughness Ra after HSLP grinding varied slightly. The minimum value of Ra was 0.094 μm at feed rate of 500 mm/min after 250 grinding strokes, which had an improvement of 69%.
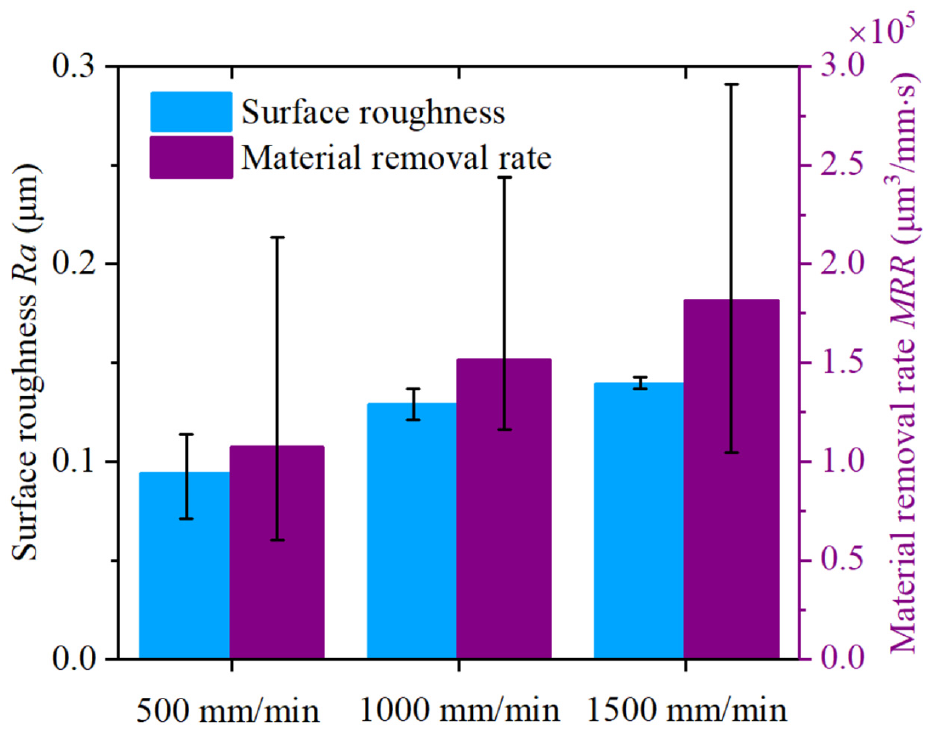
Ra and MRR with variations of feed rate.
Meanwhile, MRR values were 1.069 × 105 μm3/mm·s, 1.510 × 105 μm3/mm·s, and 1.812 × 105 μm3/mm·s, at different feed rates of 500, 1000, and 1500 mm/min, respectively, as shown in Figure 5. It was obvious that MRR increased with the increase of the feed rate. The wheel-workpiece contact time was reduced with the increase of feed rate from 500 to 1500 mm/min. The shear thickening behavior was weakened at a high feed rate. Hence, the large MRR was attained while the surface roughness Ra became worsened using the developed CBN liquid-body-armor-like grinding wheel.
According to the experimental results in terms of surface roughness Ra and MRR shown in Figures 5 and 6, the optimal grinding parameters were achieved at feed rate of 500 mm/min, grinding velocity of 5 m/s using the developed CBN liquid-body-armor-like grinding wheel.
Influence of grinding stroke
Figure 7 shows the variations of surface roughness Ra and MRR under the optimal grinding parameters. The Ra and MRR were measured at the intervals of 50 strokes. It was found that the surface roughness rapidly decreased in the initial stage. It then became saturated. It decreased to 0.131 and 0.110 μm after 50 strokes and 100 strokes, respectively. Finally, it gradually decreased to 0.094 μm at the grinding 250 strokes. The variation trend of the MRR was similar to that of the surface roughness. It reached 2.323 × 105 μm3/mm·s at the first 50 grinding strokes, then 1.103 × 105μm3/mm·s at the second 50 grinding strokes. It finally decreased to 0.581 × 105 μm3/mm·s at the last 50 grinding strokes.
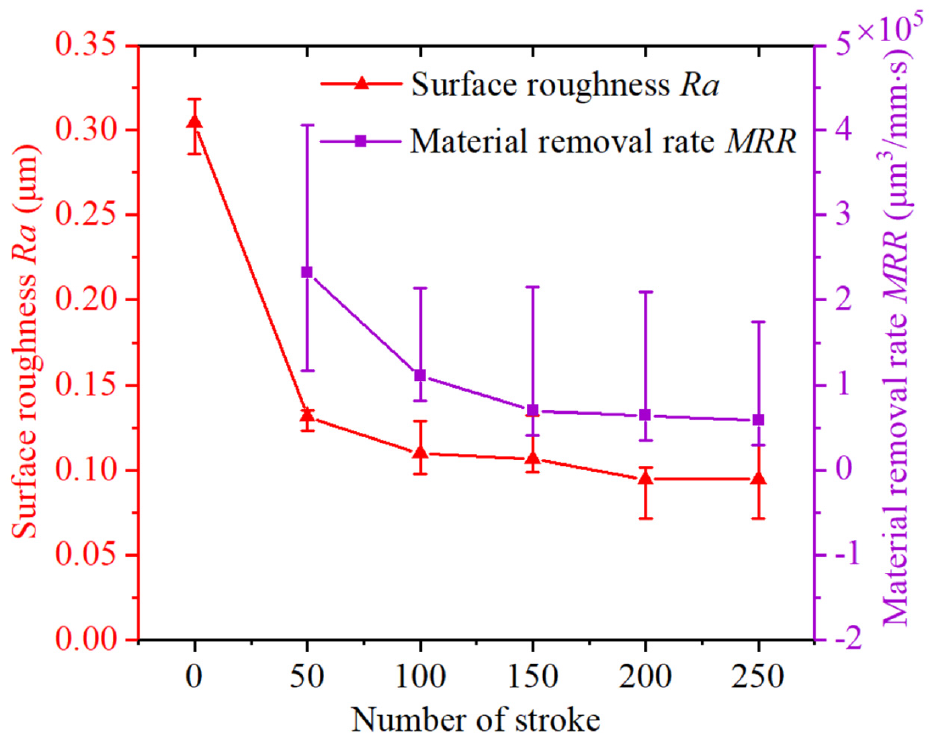
Ra and MRR variations for varying grinding stroke.
PSDF analysis
Figure 8 shows PSDF curves of the workpiece surface profile before and after grinding under the optimized parameters. It was obvious that the PSDF decreased with the increase in the frequency. The curve was mainly concentrated in 0–60 kHz before grinding as shown in Figure 8(a) while concentrated in 0–40 kHz after grinding. The results revealed that the material removal mechanism of HSLP grinding was different from that of the conventional grinding. A long period corresponded to a low frequency. 33 Low frequency signified that abrasive particle clusters were generated in the grinding zone using the CBN liquid-body-armor-like wheel in the HSLP grinding process.
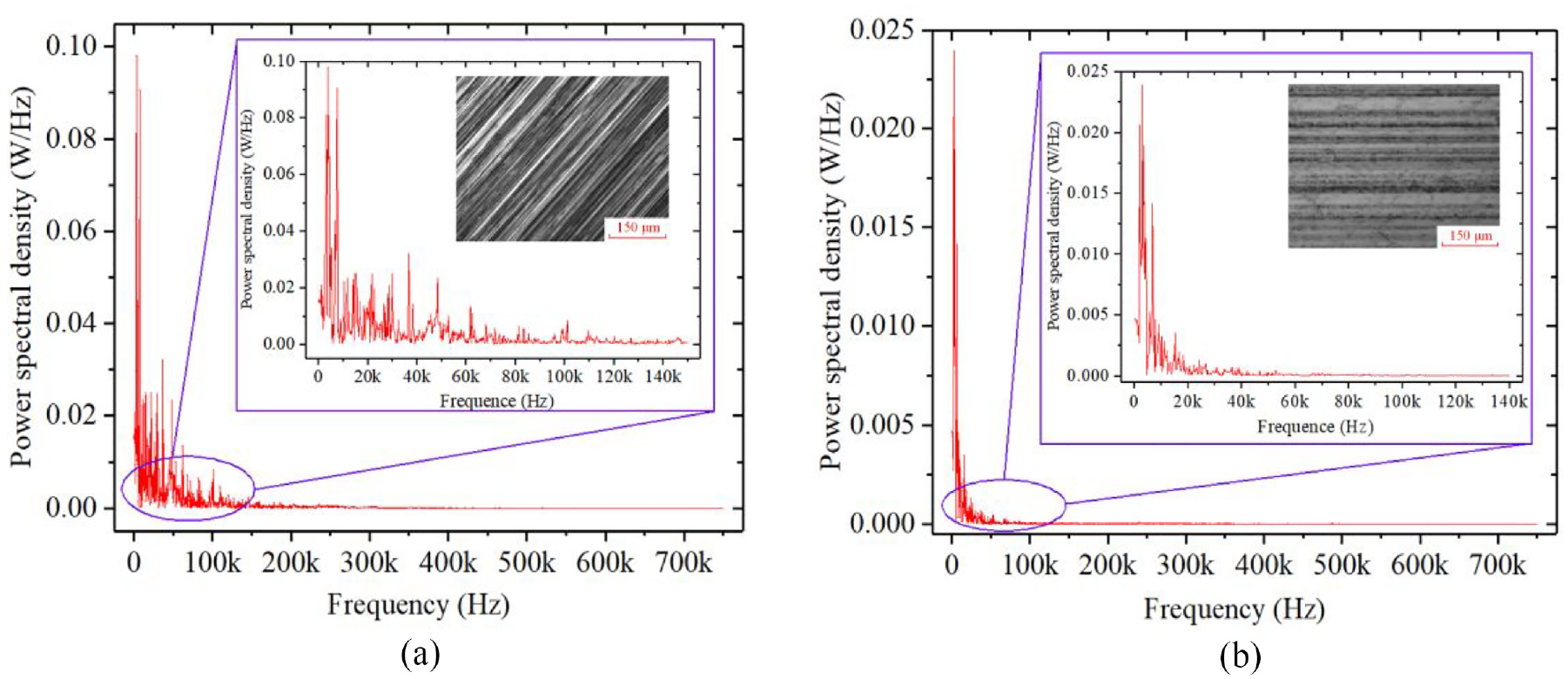
The PSDF curves of surface profile for (a) before and (b) after grinding.
CCF analysis
To investigate the cross-correlation of the two surfaces before and after grinding, both CCF and cross-correlation coefficient were calculated, as shown in Figure 9. The surface profile and the curve period were determined by abrasive sliding, plowing, and cutting. A long period indicated a small mutual correlation among different surface profiles. The maximum peak amplitude of the coefficient was less than 0.3, as shown in Figure 9(b). It was indicated that the mutual correlation of surfaces before and after grinding was weak. The grinding capability of the developed CBN liquid-body-armor-like grinding wheel was thus verified.
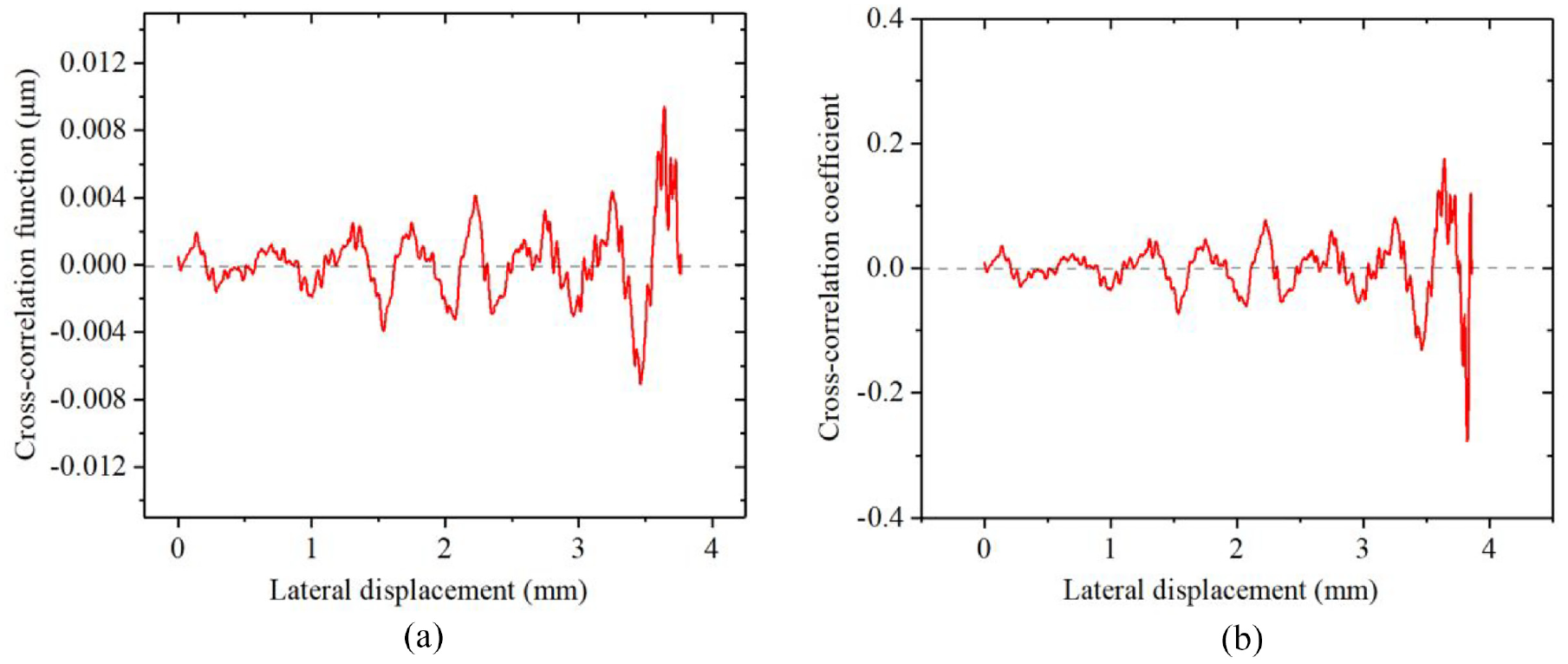
The curve of surface profile for (a) CCF and (b) coefficient of before and after grinding.
Surface morphology observation
Surface morphology variation with different grinding strokes
Figure 10 shows the variation of workpiece surface morphology at (a) 0 stroke, (b) 50 strokes, (c) 100 strokes, and (d) 250 strokes, respectively, under the optimal grinding parameters. The initial surface was quite rough, where dense scratches had exhibited, as seen in Figure 10(a). After 50 grinding strokes, the original scratches were mostly removed. A few residual scratches existed as shown in Figure 10(b). After 100 grinding strokes, as shown in Figure 10(c), only some shallow scratches were left. After 250 grinding strokes, the surface had become refined, as exhibited in Figure 10(d). The ground surface was greatly improved, compared with Figure 10(a). The surface morphology at 150 and 200 strokes was not observed as the grinding ability was almost saturated according to the results in Figure 7. The surface morphology at 150 and 200 strokes was similar to that at 250 strokes.
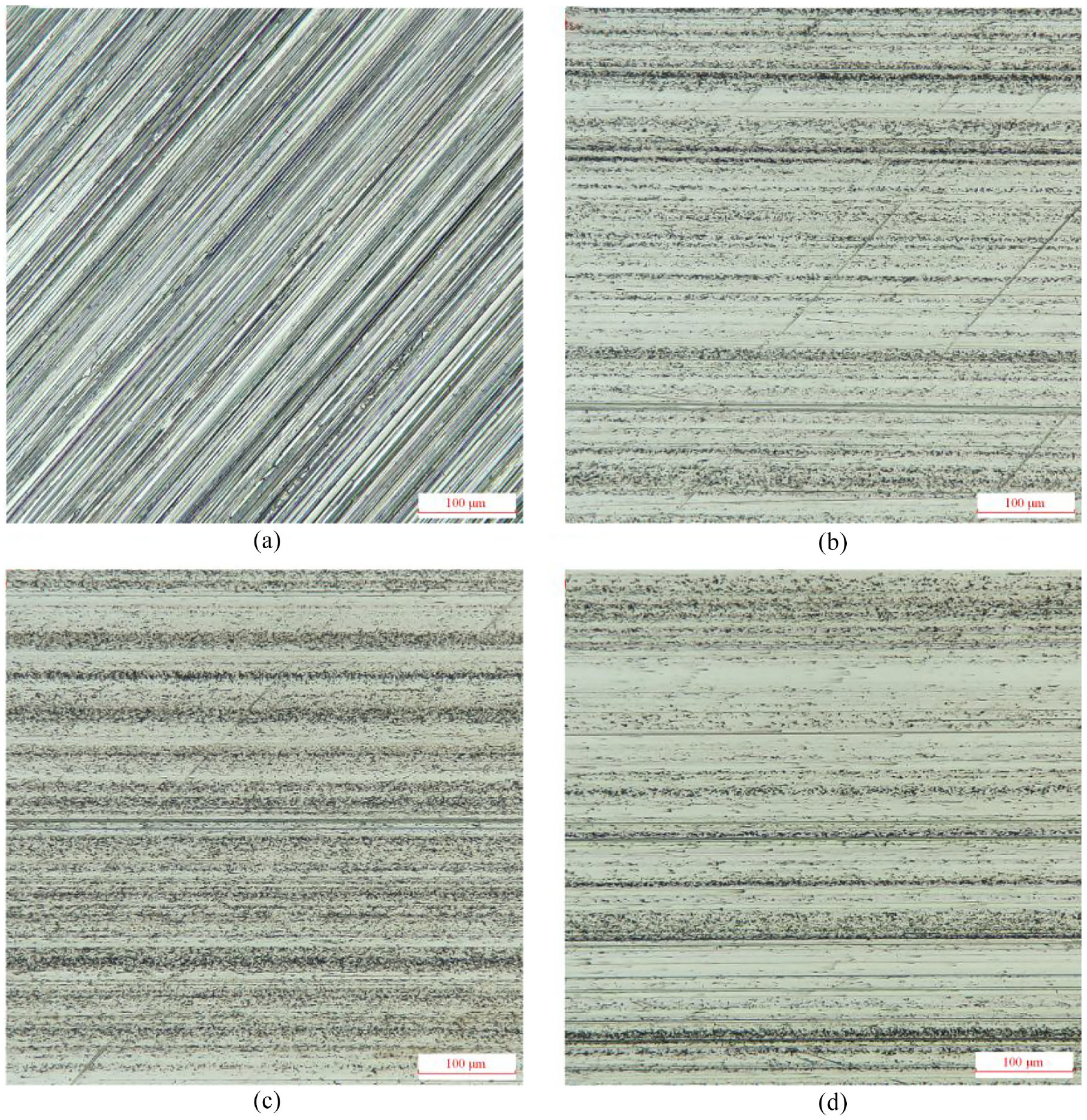
Workpiece surface morphology at (a) 0 stroke, (b) 50 strokes, (c) 100 strokes, and (d) 250 strokes.
3D topography of workpiece surface
Figure 11(a) and (b) show the surface topography before and after grinding, respectively. It was obvious that the dense and deep grooves on the original workpiece surface were removed and the smooth surface with the shallow grinding texture generated. The surface quality was significantly improved after grinding using the developed CBN liquid-body-armor-like grinding wheel. The 3D observation results were consistent with the analysis result of surface roughness Ra shown in Figure 7.
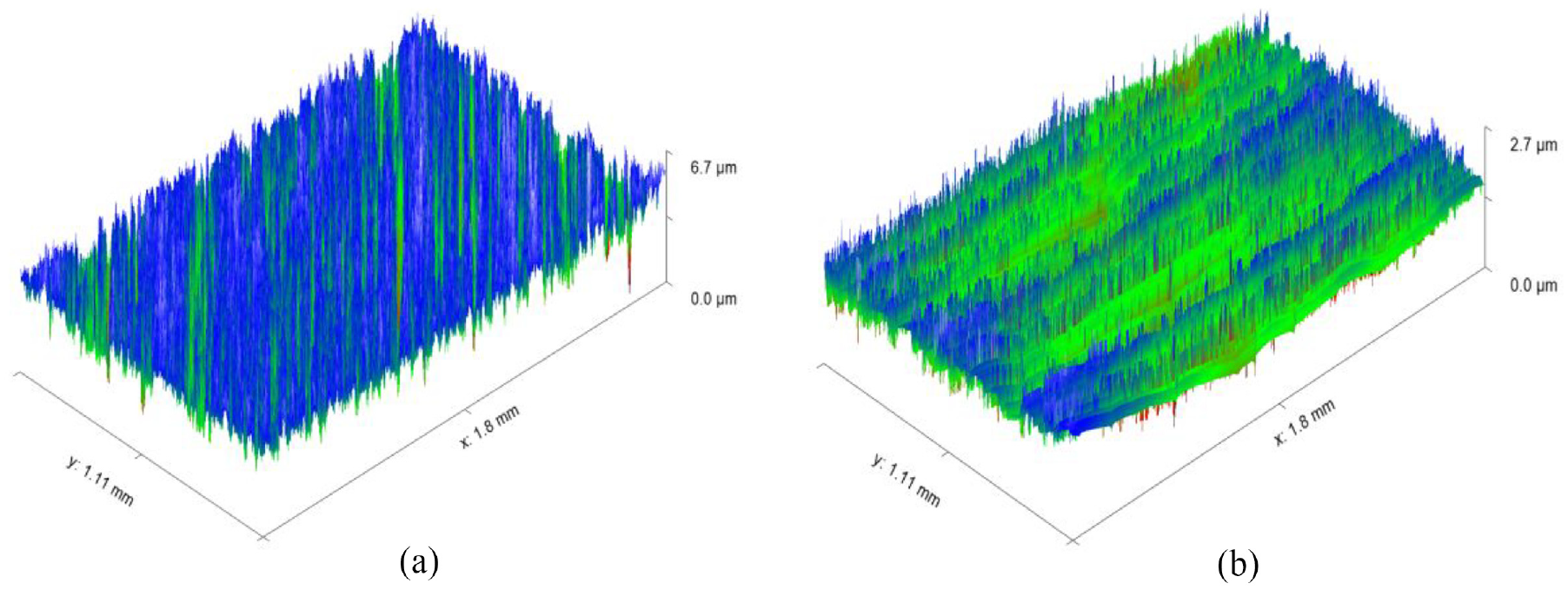
3D topography of workpiece surface for (a) before and (b) after grinding.
SEM images of workpiece surface
Figure 12(a) and (b) exhibit the SEM images of the ground workpiece before and after grinding, respectively. As shown in Figure 12(a), the original workpiece surface has dense and deep scratches. After HSLP grinding using the developed CBN liquid-body-armor-like grinding wheel, the shallow surface texture was attained without any deep residual scratches, as shown in Figure 12(b). The experimental results demonstrated that the developed CBN liquid-body-armor-like grinding wheel was feasible for precision grinding of the Inconel718 workpiece.
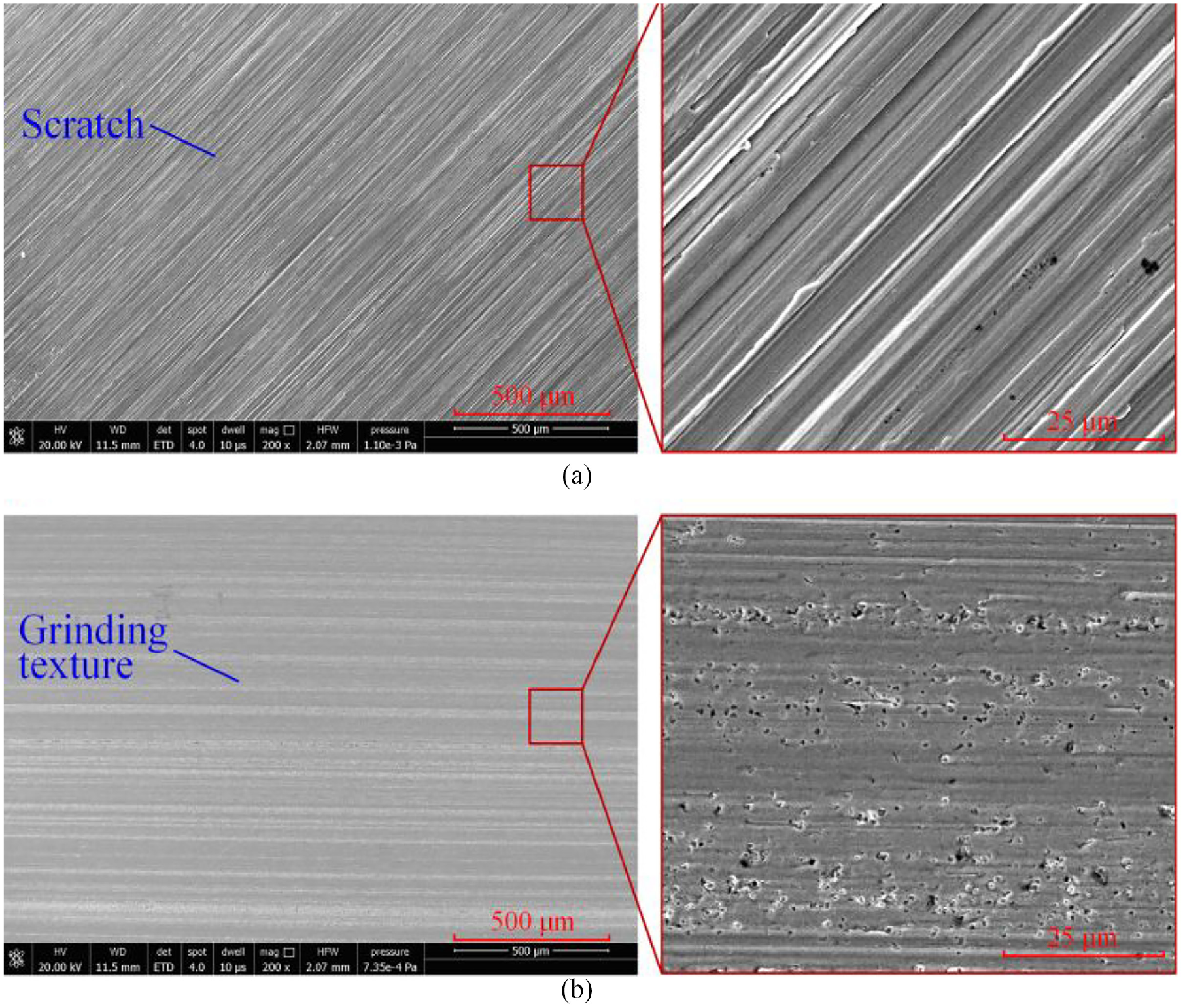
SEM images for (a) before and (b) after grinding.
Conclusions
In this work, a CBN liquid-body-armor-like grinding wheel was developed for HSLP grinding of Inconel718. A series of grinding experiments were conducted to study the grinding performance of the new grinding tool. The conclusions were summarized as below.
The optimal feed rate and grinding velocity in the HSLP grinding for Inconel718 with the developed wheel were 500 mm/min and 5 m/s, respectively. The surface roughness Ra reduced from 0.3 to 0.094 μm, which was improved by 69%. MRR of 1.069 × 105 μm3/mm·s was attained under the optimal grinding parameters.
The PSDF curve after grinding was mainly concentrated in 0–40k Hz, compared with the result in 0–60k Hz before grinding. The changed frequency range revealed that the material removal mechanism of the HSLP grinding was different from that of the conventional grinding.
The maximum peak amplitude of the cross-correlation coefficient was less than 0.3. It was indicated that the mutual correlation of surfaces before and after grinding was weak. The grinding capability of the developed CBN liquid-body-armor-like grinding wheel was verified.
After HSLP grinding using the developed wheel, the shallow grinding texture without deep residual scratches was attained. The dense and deep scratches on the pretreated workpiece surface were completely removed. The experimental results demonstrated that the developed wheel was feasible for the precision grinding of Inconel718.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Natural Science Foundation of China (Nos. 51875329), Taishan Scholar Project of Shandong Province (No. tsqn201812064), Science and Technology Support Plan for Youth Innovation of Colleges and Universities of Shandong Province of China (No. 2019KJB030), and Innovation Capacity Improvement Programme for High-tech SMEs of Shandong Province (Nos. 2022TSGC1333, 2022T SGC1261).