
Abstract
Demand for miniaturized parts with tight geometrical tolerances and superior surface finish has been increasing. Development of micromachining processes has enabled adaptation of miniaturized parts and products in mechanical systems. Machining at the microscale level has supplementary challenges like high cutting forces, reduced tool life, and damaged machined surfaces. Catastrophic failure of microtools is notable problem, if tool deflection increases significantly. Therefore, incorporating tool life improvement measures are essential to minimize tool replacement cost and also to achieve efficient cutting at micro-level. Cryotreatment imparts better physical properties to cutting tools. In the present work, effects of different cryogenic treatment parameters on micro tungsten carbide-cobalt (WC-Co) end mill cutters and its performance while machining Ti-6Al-4V have been investigated. The metallurgical changes imparted to cutting tool by cryotreatment are studied via micro-hardness test along with EDS, SEM and XRD methods. It is found that all cryotreated tools have higher hardness compared to untreated tools. Additional η (eta) carbide formation has been clearly observed for the tools soaked for 24 h, moreover a variation in other phase of WC is also observed for different set of cryotreatment. Machining process is significantly affected by the low thermal conductivity of Ti-6Al-4V. In case of untreated micro-milling tool, abrasive wear is dominant, whereas built-up-edge affected the performance of cryotreated tools at shallow cryotreatment temperatures for 8–16 h soaking time. Deep cryotreated tool (at 24 h soaking time) performed better in terms of cutting force and surface roughness due to retainment of sharp cutting edge.
Introduction
Micromachining processes are being used to realize a machining of micro parts required in various Micro-Electromechanical Systems. 1 Etching and laser based micromachining processes can be used for limited materials, moreover the production of three-dimensional components is difficult by using these processes.1,2 Mechanical micromachining overcomes some of the limitations exhibited by etching and laser based process. Mechanical micromachining processes such as micromilling, microturning, etc. can produce 3D miniature components for wide range of materials. Manufacturing of deep cavities, slots, and grooves on metallic surfaces can be precisely machined via mechanical micromachining processes.1,3
Size effect, variation in machining response due to material inhomogeneity and minimum chip thickness these are distinguishing phenomenon exhibited by mechanical micromachining processes. These phenomena significantly change the material removal mechanism in micromachining. Higher values of cutting forces generated while machining hard metals, sometime lead to catastrophic failure of cutting tools due to presence of internal stresses (during sintering) and high length to diameter ratio.4,5 Sharp cutting edge may round off during machining and accelerate the tool wear. Worn tool causes high plowing forces and ultimately leads to inferior surface finish.6,7 The cost of micro tools is comparatively higher than that of conventional tools. Therefore, tool life improvement is essential to improve the performance of micro tools and reduce a machining cost.
Researchers have laid numerous efforts to make machining processes efficient and cost effective. Gürgen and Sofuoğlu 8 used shear thickening of cutting fluid while macro-turning AISI 4140 steel. This fluid increases its viscosity under loading and reduces the chatter and vibration. However, this approach is difficult to use in micro machining. Gurgen et al. 9 optimized turning operation by using self-propelled rotary tool. Surface roughness and material removal rate were optimized using Goal programming. Sofuoğlu et al. 10 comparatively studied the conventional turning process, ultrasonic assisted turning, and hot ultrasonic assisted turning in terms of surface roughness and cutting zone temperature. Utilizing ultrasonic assistance for cutting tool is effective measure to enhance the process effectiveness.
Recently some of the approaches explored are use of cutting fluid, hybrid manufacturing, applications of hard coating, etc., however, these approaches have limited applicability in micromachining processes. It is quite difficult to supply copious amount of cutting fluids due to narrow gap between cutting tool and machined profile. Application of laser assisted machining increase the set up cost and gives higher value of surface roughness with cutting speed.3,11 Application of coated tools is routinely adopted in conventional cutting. Coating increases the cutting edge radius of micro cutters and it is futile once it gets chipped from the substrate. Therefore, cryogenic treatment of cutting tool can contribute to extend the tool life by inducing beneficial metallurgical changes.
Cryogenic treatment also referred as sub-zero treatment has contributed to increase dimensional integrity, wear resistant, and life of carbide tools. The precipitation of new additional η carbide occurs due to cryotreatment of tungsten carbide (WC) tools. These fine particles of η carbide form denser, tougher, and more coherent matrix by acting as filler along with larger particles of carbide. The phenomenon of spherodization refines the hard phase particles of WC into stable form. The atomic-configuration formed in material due to cryogenic treatment is stress free. Cryotreatment followed by tempering process relieves the internal stresses of micro tools. The pin on disk test (wear resistant test) performed on macro sized carbide cutting tool show that cryotreatment increases the wear resistant and hardness of tool. Increased hardness due to cryotreatment significantly increases the abrasion and plastic deformation of cutting tools.12–14
It has been found that in cryotreatment of cutting tools; soaking temperature, soaking period, and cooling rate are sequentially most important parameters to govern desired mechanical properties to cutting tools. 15 Though it shows tempering contribute at small extent that is, 2%, many authors found significant results by changing the number of tempering cycles. Cryogenic treatment can improve productivity and it leads to reduce machining cost. 16 Triple tempered tool showed better results than untreated and other tempered tools. It is also found that as the number of tempering cycle increases, micro hardness decreases due to thermal softening. 17
In macro-machining cryotreated tools has comparatively performed better than untreated and some coated tools. The desired properties can be imparted to cutting tools by altering the cryotreatment parameters for the given cutting tool material. 18 The wear resistance of macro tool has shown improvements in flank, crater, and notch wear parameters by 29%, 67%, and 80%, respectively. 13 The cryotreated micromilling cutters performed better in wet as well as in dry cutting condition. Coated tools after cryotreatment performed better than that of only coated tools. 19 The life of shallow and deep cryotreated P-30 tungsten carbide inserts increased by 9.58% and 21.8% respectively compared to untreated tool. Overall improvements in cryotreated cutting tools are due to precipitation and uniform dispersion of η phase. 20 Also, absence of martensitic phase in WC is other advantage of cryotreatment of WC. 21
In micro-machining downscaling of geometrical features significantly affects the material removal mechanism compare to macro-milling. Size effect, material inhomogeneity, and minimum chip thickness these are the distinguishing phenomenon of micro machining. Efforts are being made by different researchers to enhance the performance of cutting tool by geometry optimization. However, there is alternate way of developing micro cutting tools by imparting suitable cryotreatment. No any notable literature related to application of cryotreated tools in micro-machining has been found. The obtained results are mutually discussed with literature available related to cryotreatment of macro tungsten carbide tools. Retainment of sharp cutting edge can improve the material removal mechanism in micro-machining by minimizing size effect. The performance of tungsten carbide tool can be improved by using cryogenic treatment. However to achieve the desired properties, selection of appropriate cryo-cycle is essential with respect to material and section size. Therefore in present work, tungsten carbide micro end mill are cryotreated at different soaking temperature and time. Moreover, metallurgical characterization and machining test has been conducted. The cryo parameters are selected in such a way, which gives the results of both shallow cryo-treatment (SCT) and deep cryo-treatment (DCT) at different soaking duration. WC end mill cutters are cryotreated at −100°C (SCT) and −180°C (DCT) for 8, 16, and 24 h. The observations by Vicker micro-hardness test, optical images, scanning electron microscopy (SEM), and X-ray diffraction (XRD) test have been reported. Machining test of these cryotreated tools has been conducted on Ti-6Al-4V alloy and tool effectiveness is quantified based on surface finish, tool wear mechanism, and normal-feed forces generated during machining. Wear mechanism of cutting tool is studied using SEM and energy dispersive X-ray (EDS) test. It has been found that DCT tool for 24 h (designated as DCT-24) soaking time performed better than that of untreated and other cryotreated tool in terms of cutting force, surface roughness, and tool wear.
Experimental details
Carbide tools have been widely used in micromanufacturing industry since they exhibits higher hardness and mechanical strength. In the present work, two fluted WC micro end mills, manufactured by Axis Microtools (E9661) have been used. Geometry of the tool is shown in Figure 1. WC cutting tool is combination of hard tungsten carbide particles named as α phase whereas cobalt (β phase) act as binder to hold the skeleton of WC particles. Cubic lattice carbides (TaC, TiC, NbC) and minimum one metal binder with multiple carbides of tungsten (η phase). 12 The chemical composition of WC micro end mill is presented in Figure 2.Tungsten covered the major portion of metal matrix, the percentage of cobalt binder is around 7.5%. Considerable proportion of tantalum has been found in EDS, generally it added in tungsten carbide to form sintering additive. No presence of Ti and Nb has been found in metal matrix.
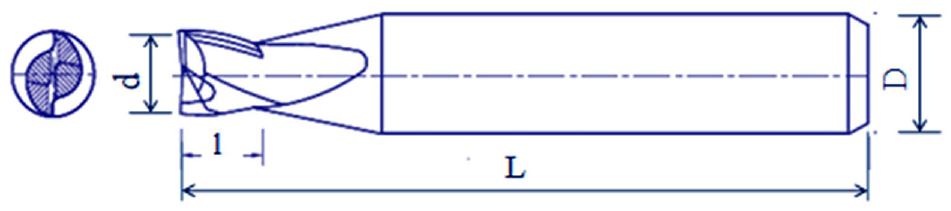
Geometry of micro end mill cutter.
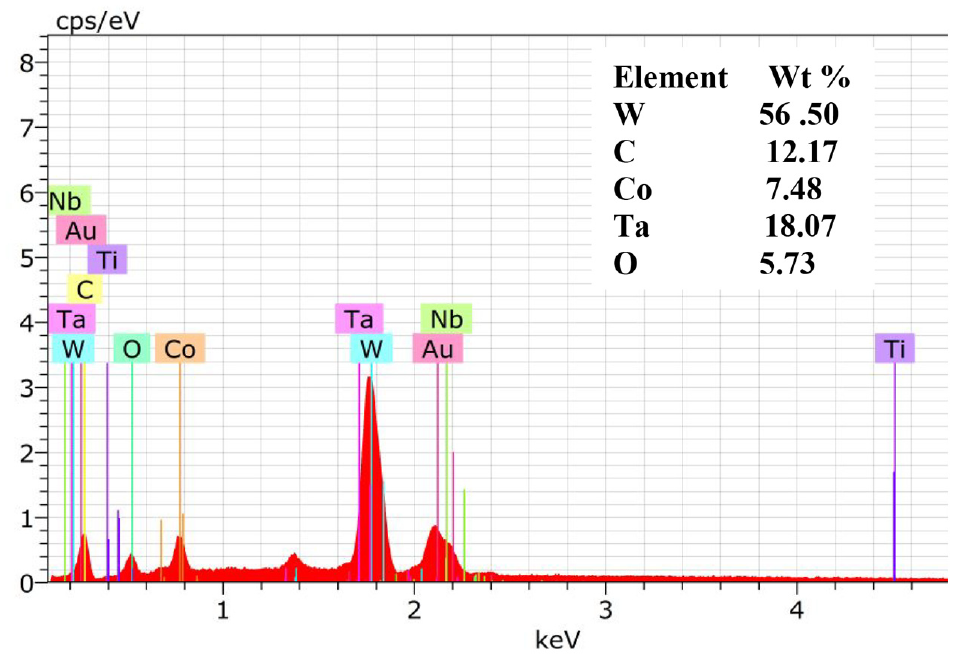
EDS spectra showing chemical composition of WC-Co tool.
Based on the operating temperature, cryotreatment of tool is designated as shallow cryotreatment (SCT) and deep cryotreatment (DCT). 22 Figure 3 represents the shallow and deep cryogenic treatment cycles. Refer Table 1 for the temperature range and soaking period of SCT and DCT of present work.
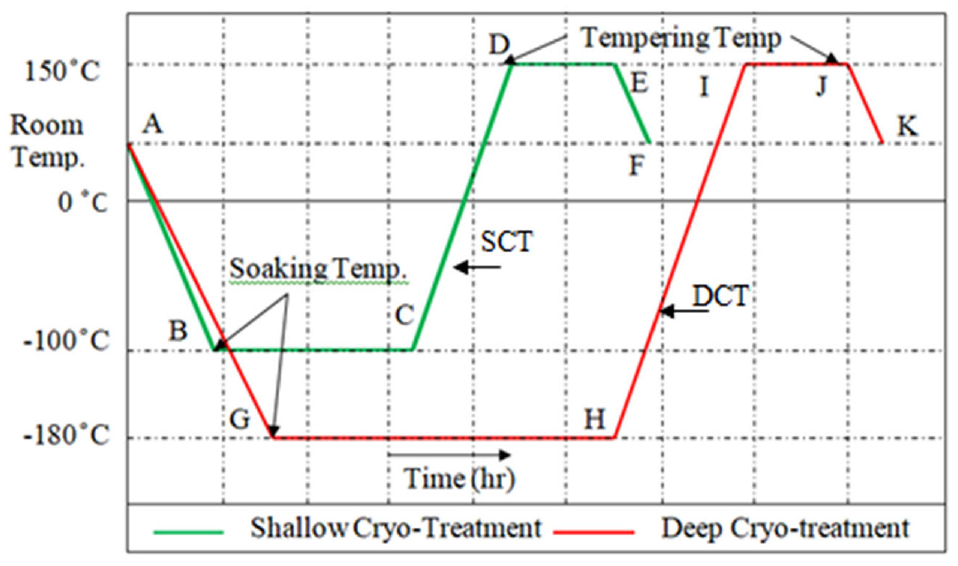
Schematic representation of shallow and deep cryogenic treatment.
Cryogenic treatment parameters.

Liquid nitrogen has been used as a medium for cryotreatment of cutting tools. It is followed by tempering treatment, the purpose of tempering is to relieve the internal stresses of tools. Titanium has wide use in biomedical, aeronautics, and automotive industries. Also it has good combination of mechanical properties. In present study, workpiece of Ti-6Al-4V alloy with dimension 60 × 40 × 5 mm has been used. Table 2 shows the chemical composition of Ti-6Al-4V (Grade 5).
Chemical composition of Ti-6Al-4V.

Highly automated cryo chamber was used to conduct the cryogenic treatment of cutting tools. High speed micro-machining test bed designed and built at Machine Tools Lab, IIT Bombay has been used to conduct the milling experiment is shown in Figure 4. Micro-milling machine uses DC brushless servomotors to activate movement of table along X, Y, Z directions. Machine is accurate and precise with a vibration damping capabilities. The maximum spindle rotation speed is 140,000 rpm. Cutting forces while micro milling are measured by fixing the workpiece on top of dynamometer (Kistler made Minidyne 9256C1). Optical 3D surface profilometer (Alicona) is used to quantify the surface finish. Upper surface of workpiece was prepared before conducting experiment to ensure the flatness and accurate depth of cut during machining. Machining is carried out at a spindle speed 100,000 rpm, with a feed rate of 4 μm/flute and 150 μm depth of cut. Slot with 20 mm length is machined which is 25 times that of diameter of the cutter.
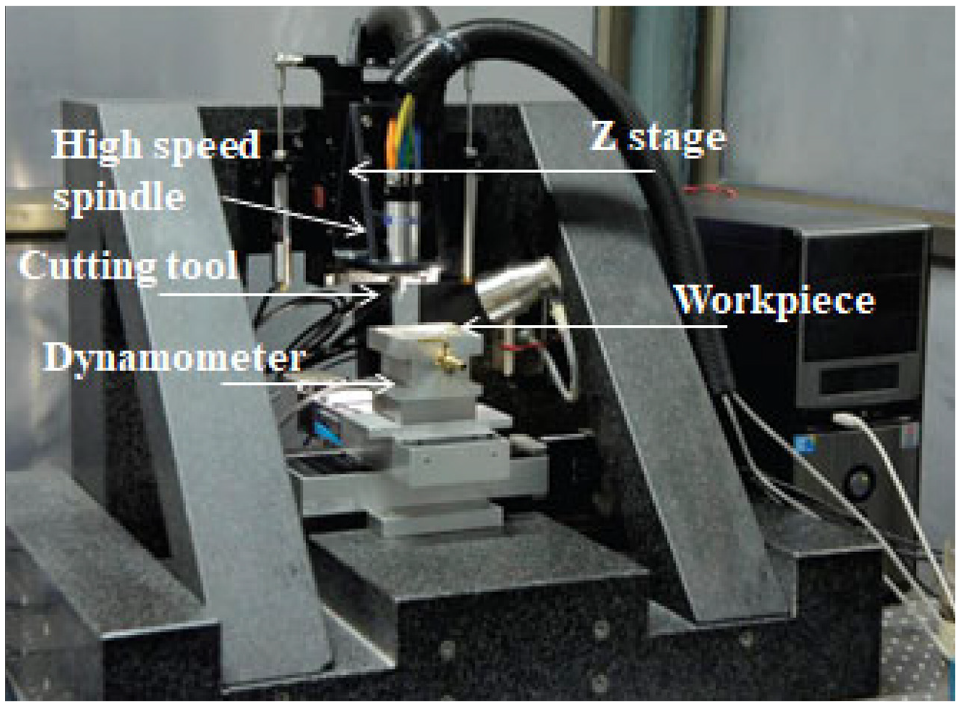
High speed micro-milling set up.
Characterization of cryotreated tool
The cryotreatment of micro-milling cutters result in a metallurgical changes. SEM, EDX, and optimal microscope images of the cutting tool are studies to understand the changes in a cutting tool material. Following sections summarizes the key observations.
Microstructure of cryotreated micro-milling tools
To observe the microstructure of cutting tools, samples were prepared according to ASTM (American Society for Testing Material) standard B 665-03 using wire cut EDM. The binder content and WC grain size are the most important parameters to determine the properties and applications of WC.
SEM images of cryotreated micro-milling tools are studies to understand the structural change in the matrix. Figure 5(a) to (g) are the microstructures of untreated, SCT-8, SCT-16, SCT-24, DCT-8, DCT-16, and DCT-24 tools respectively at 30,000×. The proportion of α phase is higher in WC tool and spread into entire bulk of the material. Figure 5(a) shows that in case of untreated cutting tool, the WC grains exhibit non-uniform longer rectangular structure. WC grain in untreated tool look like loosely bonded with cobalt matrix. Average grain size of WC untreated tool is 1004.45 nm. In Figure 5(b) and (c) that is, SEM images tool namely SCT-8 and SCT-16 shows no significant variation in structure. Figure 5(d) shows the size of long rectangular WC grain reduced and it is approximately uniform in SCT-24. It also shows the densification of matrix phase, that is, cobalt occurred and it holding WC grains firmly than prior tools. The average grain size of WC grain at SCT 24 is 880 nm.
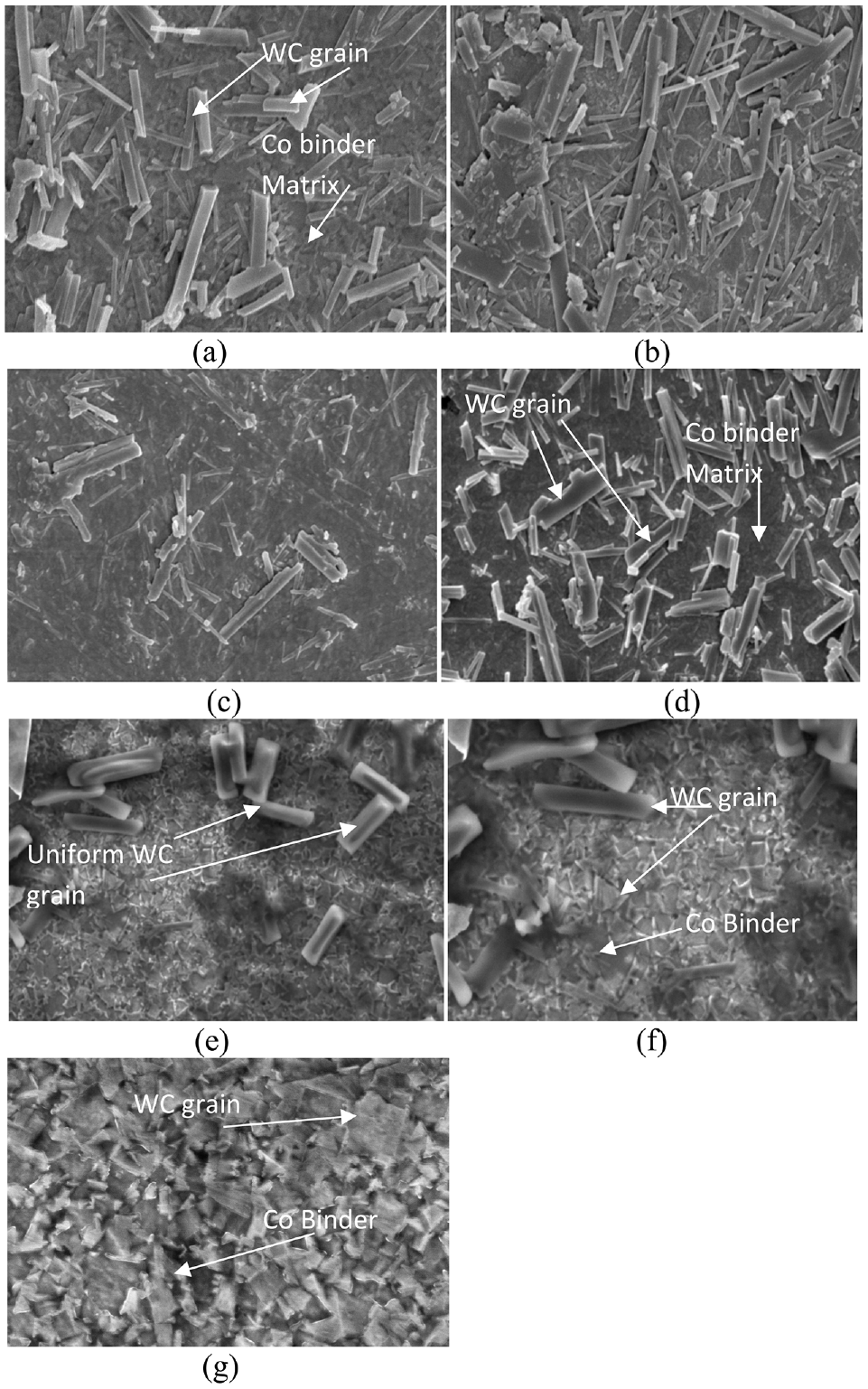
Microstructure of WC-Co tool: (a) untreated, (b) SCT8, (c) SCT16, (d) SCT-24, (e and f) DCT-16, and (g) DCT-24.
In Figure 5(e) and (f) that is, for DCT-8 and DCT-16 tools the proportion of large WC grain reduced significantly and the remaining larger WC grains exhibiting uniform size distribution. Figure 5(g) shows the structure of DCT-24 WC tool and it is found that large WC gains are almost eliminated in DCT-24 cryotreatment. The densification of cobalt has been occurred and it holding WC grain strongly, it causes the locking of WC in the cobalt matrix. Deep cryotreatment brought WC grain closer to each other and formed compact structure compared to untreated and shallow cryotreatment. The average grain size of DCT-24 WC grain is 563.6 nm.
Additionally, X-ray diffraction method has been used to support the findings reported in above section. Figure 6(a) to (g) shows the XRD spectrum of untreated, SCT-8, SCT-16, SCT-24, DCT-8, DCT-16, and DCT 24, respectively.
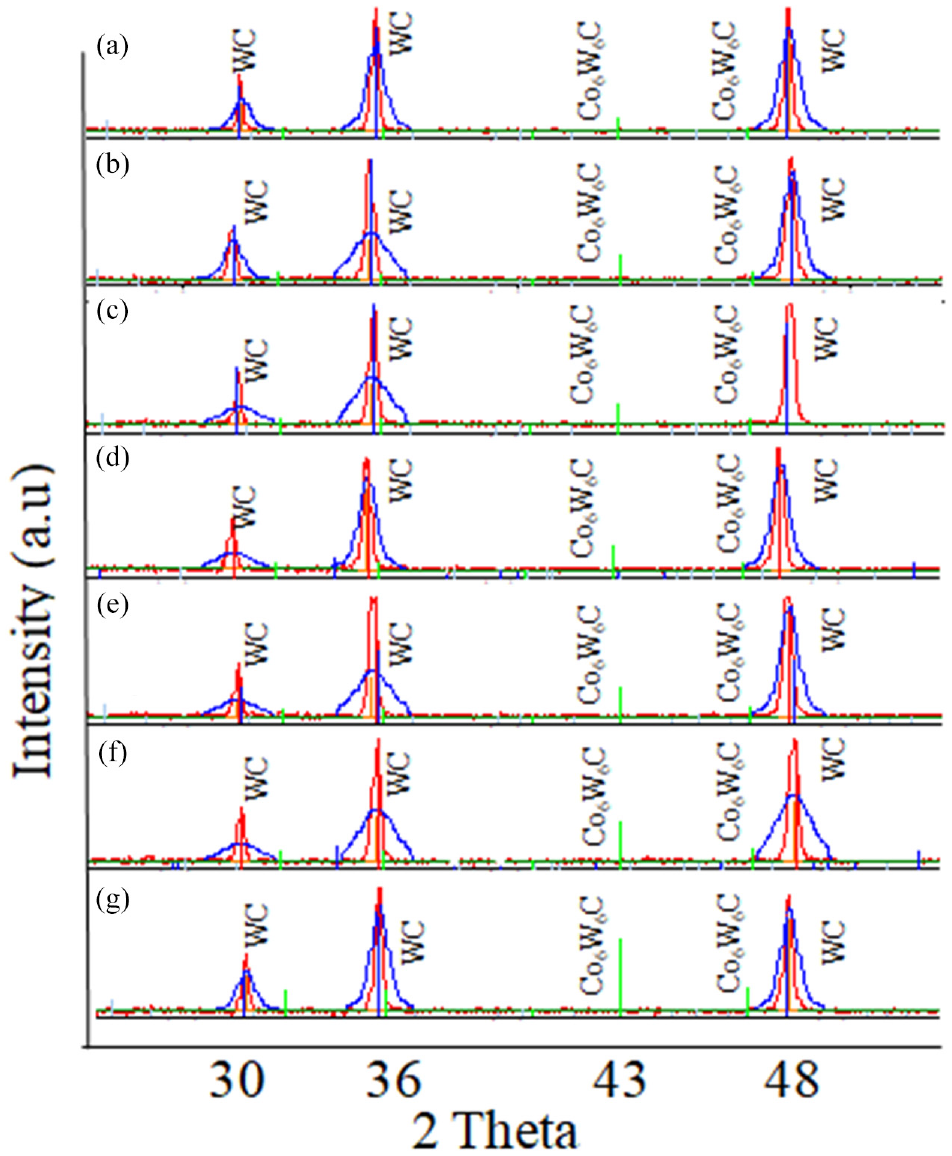
XRD spectrum of WC-Co tool: (a) untreated,(b) SCT-8, (c) SCT16, (d) SCT-24, (e) DCT-8, (f) DCT-16, and(g) DCT-24.
It is seen that the proportion of η carbide in all cryotreated tools has been increased to a great extent, noticeably for the samples which are soaked for longer (16 and 24 h) period. Figure 6(a) suggest the presence η phase (green color, around 43°) in untreated tool also, but its proportion is less compare to cryotreated tool. In Figure 6(g) high peak of η phase in DCT 24 h tool shows there is significant rise in η phase after deep cryotreatment. These are the extra η carbide formed along with previously present carbides. Precipitation of η carbide attributed for higher hardness of microtools after treatment. Two types of η phase may exist in the matrix, first one is the binary phase W2C and second is ternary phase which may obtain in Co3W3C or Co6W6C form.9,14 In present work ternary phase of η that is, Co6W6C has been found which is hard in nature, no any presence of W2C has been observed. Gill et al. 12 also found formation of Co6W6C in metal matrix due to cryotreatment, the precipitation of η phase in solid state form denser, coherent, tougher matrix in the material and it does not embrittle the structure. The pin-on-disk test performed on cryotreated WC tool shows increased wear resistance. According to Seah et al. 23 increase in wear resistance of macro size WC tools after cryotreatment attributed to an increase in proportion of η-phase particles which are harder. The obtained results also show agreement with Thakur et al. 24 increment in micro hardness after cryotreatment was due to formation of additional carbides Co6W6C or Co3W3C. The presence of Co6W6C at the substrate of micro-tool can reduce tool wear.
Microhardness of cryotreated micro-milling
To observe the effects of cryotreatment on the hardness of WC micro end mills, Vicker micro hardness test has been conducted at the load of 0.5 kg following ASTM E384-09 standard. The portion of tool shank having 3 mm diameter is cut by using wire EDM. Three readings were taken from core to surface with equal distance of 500 µm and average of three values is taken as final hardness value. Refer Figure 7 for the micro hardness observed on the micro-cutter treated with shallow and deep cryotreatment.
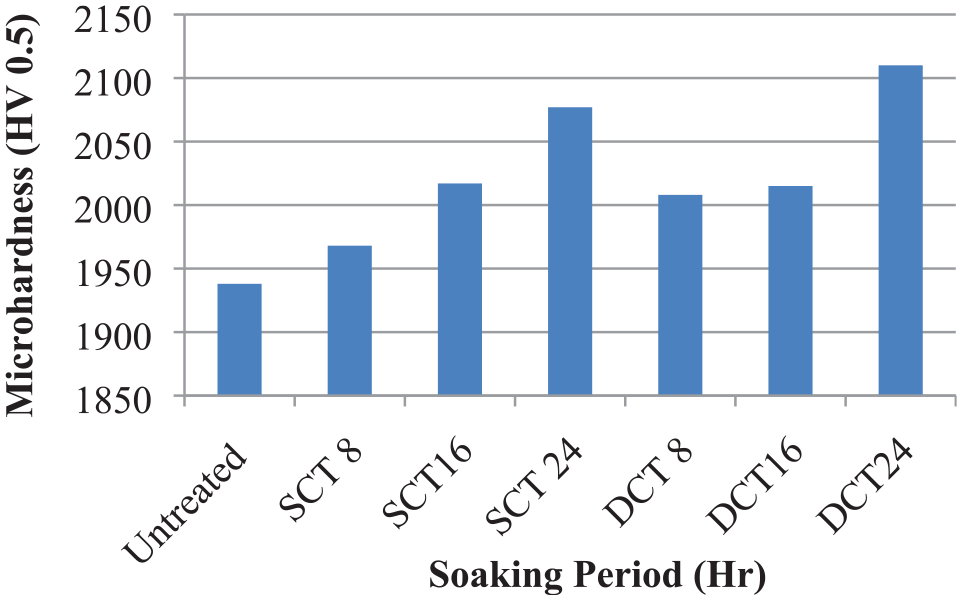
Effect of cryotreatment parameter on micro hardness of WC tool.
Note that micro hardness observed on cryotreated tools at all conditions is higher than untreated tool. The increasing trend in hardness value is observed from core to surface. The maximum hardness obtained at deep cryotreated cutting tool for 24 h of soaking period. It is found, micro-hardness has direct relationship with the soaking time for the given parameters. The results obtained by Özbek et al 13 while treating macro – tools, suggest at certain duration of soaking period micro-hardness increases directly after that it starts to reduce. In present work, for the soaking period 8, 16, and 24 h increasing trends of hardness has been observed. In both the cases, namely SCT and DCT, the hardness value for 24 h soaking time is higher than for tools soaked for 8 and 16 h of treatment. About 9% increase in micro-hardness is seen for cutter treated for 24 h at DCT condition compared to untreated tools. This attributed to the formation of additional η carbide.
In the study it is also found that newly formed carbides are fine and it assists to form dense matrix along with larger sized carbides. 9 This denser matrix after cryotreatment produced resistance to form indentation on all cryotreated tools. It is also found that micro tools need longer soaking period at shallow or deep cryo temperature for the formation of maximum new η carbide. Beside this, the initial WC grain size also contributes to decide the hardness of tool. The lower the grain size of WC tools, higher will be the density and hardness. The densification of cobalt also might be attributed for increased hardness in all cryotreated tools. Cobalt is used a binder in a carbide cutting tools. Tungsten carbide tool is combination of hard tungsten carbide phase (69% in this case) and soft cobalt binder phase (around 7.5%) which forms a continuous network structure. Due to cryotreatment, the bonding strength of cobalt with tungsten carbide becomes stronger.
Applications of cryotreated tools in micromilling
Untreated and all cryotreated tools has been used to machine Ti-6Al-4V alloy at spindle speed 100,000 rpm, feed rate 4 μm/flute, and depth of cut 150 μm. Feed is crucial parameter in micro-milling. General values of feed are twice the cutting edge radius. The high value of depth of cut and cutting speed lead to tool deflection while cutting. Cutting speed, feed, and depth of cut values selected for the present study are within the range recommended by the cutting tool manufacturer and within the limitations of the micro-milling machine. Fy and Fx represent force normal to feed and force along the feed, respectively. Cutting forces has been measured by using Kistler dynamometer and average force values are plotted. No catastrophic failure of tool has been observed during experiments. Three dimensional surface profilometer (Alicona) has been used to measure the roughness of machined slot. To study the wear mechanism SEM test conducted followed by EDS test.
Cutting forces
In Figure 8 higher values of cutting forces have been generated for SCT-8 to DCT-16 tools than that of untreated tool. The values of Fy found higher than that of Fx for all cutting tools. In end milling process, feed (radial depth of cut) decides the uncut chip thickness. Higher swept angle is required to shear the material this attributed for higher value of Fy than Fx. Figure 8 shows except DCT24 tools, all cryotreated tool produced higher value of cutting forces compare to untreated tool. Titanium material has low thermal conductivity and generation of high temperature in cutting zone may accelerate the built up edge (BUE). BUE increases the cutting edge radius. In micromilling, the ratio of undeformed chip thickness to cutting edge radius is critical parameter. BUE might be formed on cutting edge of cryotreated tool, this attributed for higher value of cutting forces. Retained sharp cutting edge at DCT-24 leads to lower value of cutting forces.
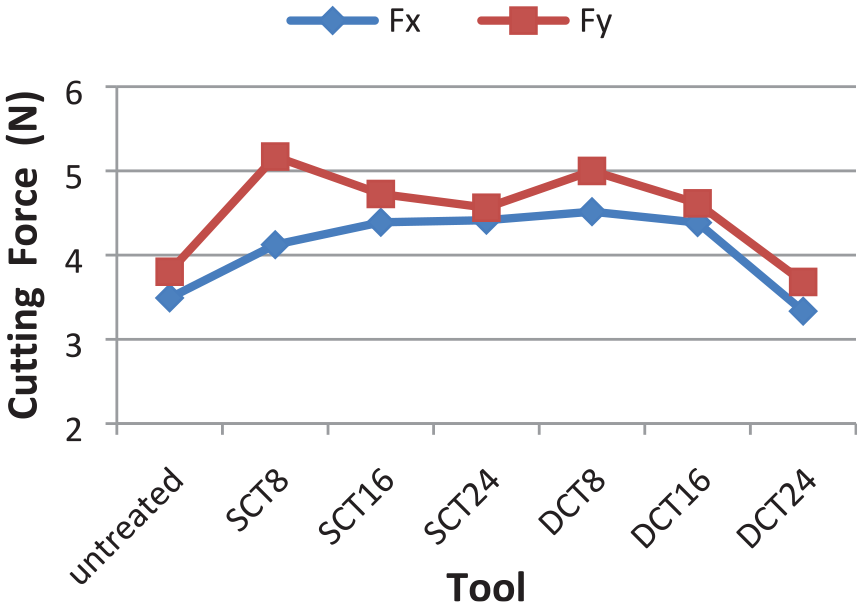
Cutting force generated by untreated and cryotreated micro end mills.
Surface roughness (Ra)
Figure 9 shows the variation in the surface roughness of workpiece under the usage of different cryotreated micro-milling tools. Ra values obtained for DCT-24 tool is significantly lower than untreated and other cryotreated tool. This attributed to the significant rise in tertiary η carbide that is, additional Co6W6C phase formed in DCT-24, this phase acts as barrier for further wear of tool and avoided enlargement of edge radius. SCT-8 tool produced surface with highest Ra value. SCT 8 and DCT-16 tools showed higher value of roughness compare to DCT24 tool. This might be attributed to over thermal softening of workpiece which increases the probability of workpiece deposition and BUE. Rearrangement of WC grains in DCT-24 tool contributed to improve thermal conductivity and reduces the probability of BUE. Figure 10(a) to (c) shows the machined slot by untreated, SCT-8 and DCT-24 tools respectively. The Ra values of respective slots are 798, 880.63, and 748.61 nm. Figure 10(b) shows the burned portion along side wall of the slot, this suggest high heat generation in cutting zone which may leads to formation of BUE. It is also observed that the burrs formed during micro-milling and adhered to the machined surface due to poor deburring mechanism of micromachining.
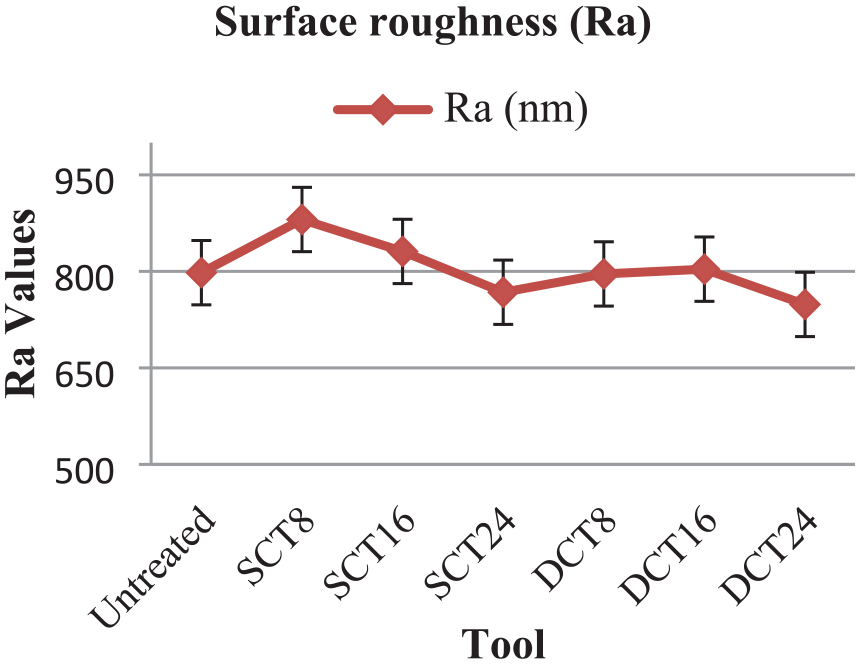
Surface roughness (Ra) of untreated and cryotreated tools.
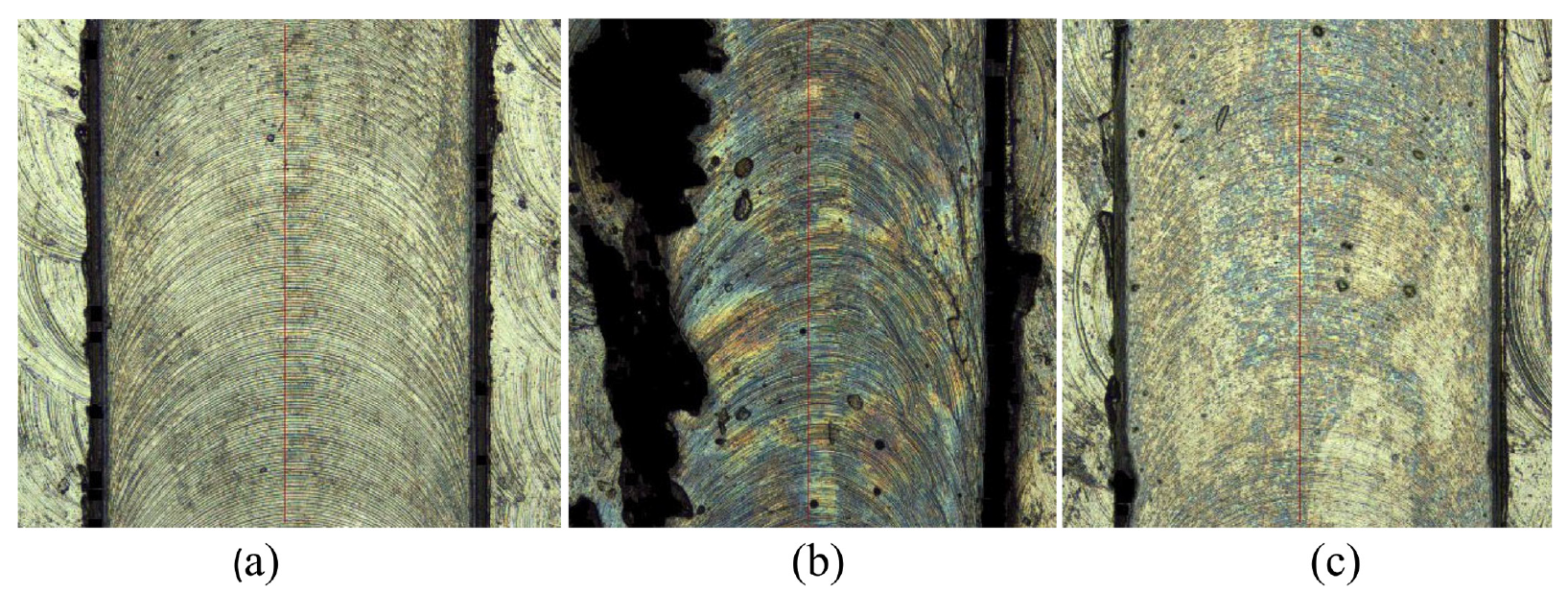
Slot manufactured by: (a) untreated tool, (b) SCT 8, and (c) DCT 24.
Tool wear
SEM and EDS test has been performed to study the wear mechanism of untreated and cryotreated tools. During machining of Ti-6Al-4V, mainly abrasion wear and formation of BUE have been observed on cutting edges. Almost in all cases except DCT-24 workpiece material has been deposited on tool. Its location and proportion of deposition is different with respect to tool. No catastrophic failure of tool has been observed for selected speed, feed, and depth of cut.
Figure 11(a) to (c) shows the worn cutting edge of untreated tool. Abrasion type of wear has been found for this tool, Figure 11(c) shows the cutting edge of untreated tool worn significantly. Deposition of workpiece beside of cutting edge also observed for untreated tool. In case of SCT 8 tool Figure 11(d) workpiece deposited beside cutting edge and along flute also. Figure 11(f) shows the cutting edge radius increased significantly due to abrasion. Further, the initially deposited material applied pressure on cutting edge lead to reduced abrasion marks on SCT-8 tool. This is the reason behind higher cutting forces and surface roughness for SCT-8 tool.
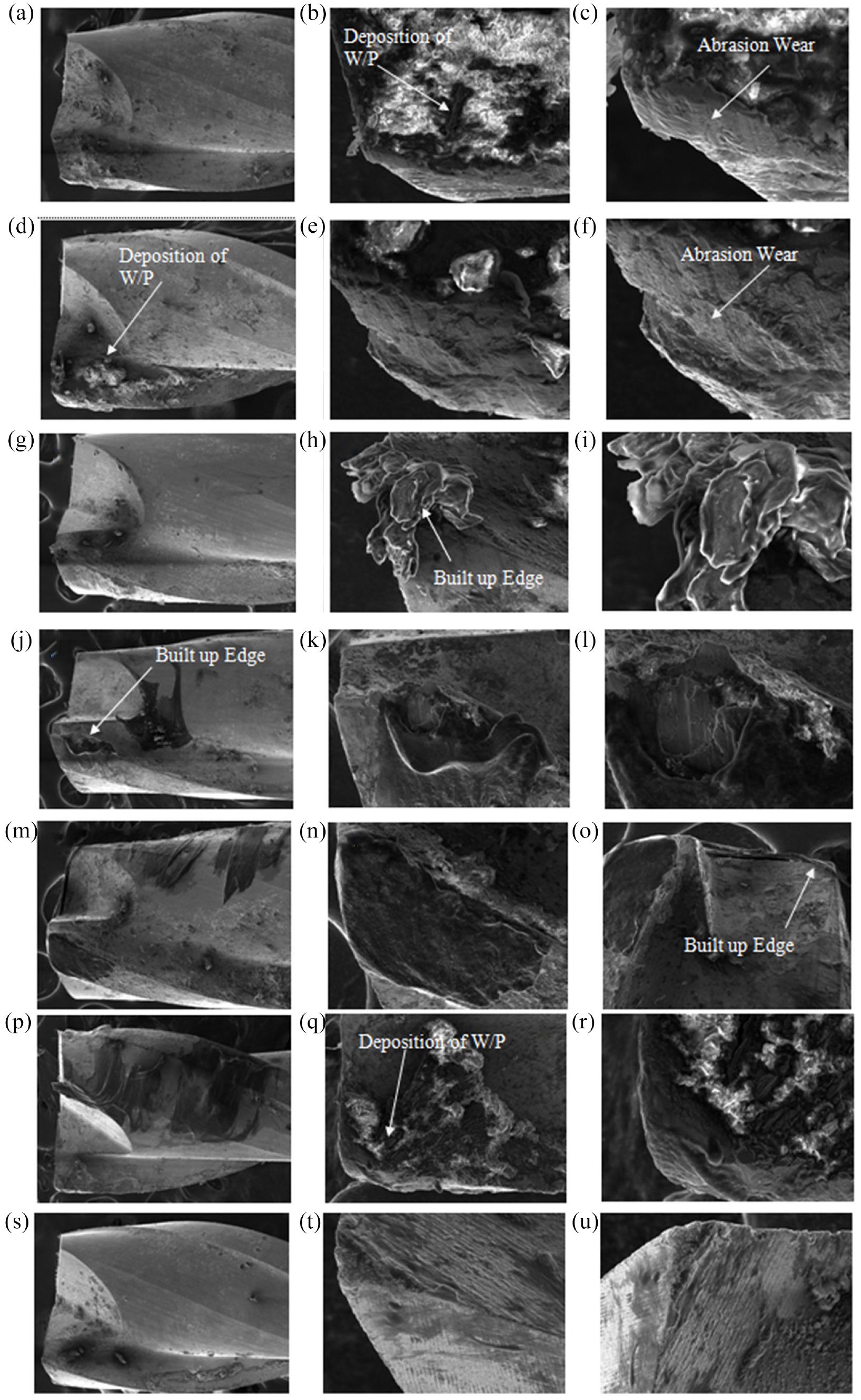
SEM of WC: (a–c) untreated tool, (d–f) SCT 8, (g–i) SCT 16, (j–l) SCT 24, (m–o) DCT 8, (p–r) DCT 16, and (s–u) DCT24.
Figure 11(h) clearly shows the formation of BUE on SCT-16 tool, this attributed to low thermal conductivity of Ti-6Al-4V material. Slight increase in hardness on SCT-16 causes decrement in the abrasion wear. As shown in Figure 11(k) for SCT24 tool, the workpiece material is transferred and deposited on cutting edge and welded. This deposited material on cutting tool applies pressure on cutting edge and cause a undercutting of cutting edge. In Figure 11(m) to (r) are the portion of DCT 8 and DCT 16 tool. Figures clearly show thermal softening of workpiece and deposition of workpiece beside cutting edge and back side of flute. It is observed in both cases tool retained its cutting edge, no abrasion or undercutting of tool has been found.
Figure 11(s) to (u) shows the cutting edges of DCT-24 tool, no significant deposition of workpiece on DCT 24 has been found. The wear occurred for DCT-24 is quite less compare to untreated and SCT-8 tool. DCT-24 tool retained its cutting edge and avoided the formation of BUE, this attributed to lower value of cutting force and surface roughness. XRD plots show the significant rise of η carbide in DCT-24 tool, moreover SEM shows the larger size WC grains in case of DCT-24 tool are almost eliminated. The formation of additional η carbide increased the wear resistance of DCT-24 significantly. The densification of cobalt holds tungsten particles tightly and formed stronger metallic bond this also contributed to impart better strength and wear resistance to treated tool. XRD confirmed the formation of new additional η carbide that is, Co6W6C, ternary phase of η carbide exist on substrate or coating interface of tool which increases the hardness of cutting tool significantly. The significant rise of ternary η phase formed barrier for more tool wear in case of DCT-24. Cryotreatment increases the thermal conductivity. 9 DCT-24 might be contributed to arrange α-phase particles in such manner which significantly increased the thermal conductivity and reduced the chances of BUE. Overall, for untreated and SCT-8 tool abrasion wear is dominating while for SCT-16 and DCT-16 tools BUE and deposition of workpiece affects the performance of tool. DCT-24 improved the mechanical as well thermal properties of WC tool, this leads to lower cutting force and surface roughness.
EDS test of all end mill conducted to study the wear mechanism and to check the deposition of workpiece, mainly the area of cutting edge has been taken into consideration. EDS spectra confirmed the deposition of workpiece material on cutting tool. The lower thermal conductivity of Ti-6Al-4V significantly affected the machining process. Figure 12(a) shows the EDS spectra of untreated tool, the high peak of Ti and Al suggest the proportion of deposition of titanium and aluminum. Figure 12(b) to (f) shows the EDS spectra of SCT 8 – DCT 16 tools, in all cases the peaks of Ti and Al suggest the considerable deposition of workpiece. Figure 12(g) spectra of DCT-24 tool show no any significant deposition of workpiece material on cutting tool. This attributed to the improved thermal conductivity of DCT 24 tool.
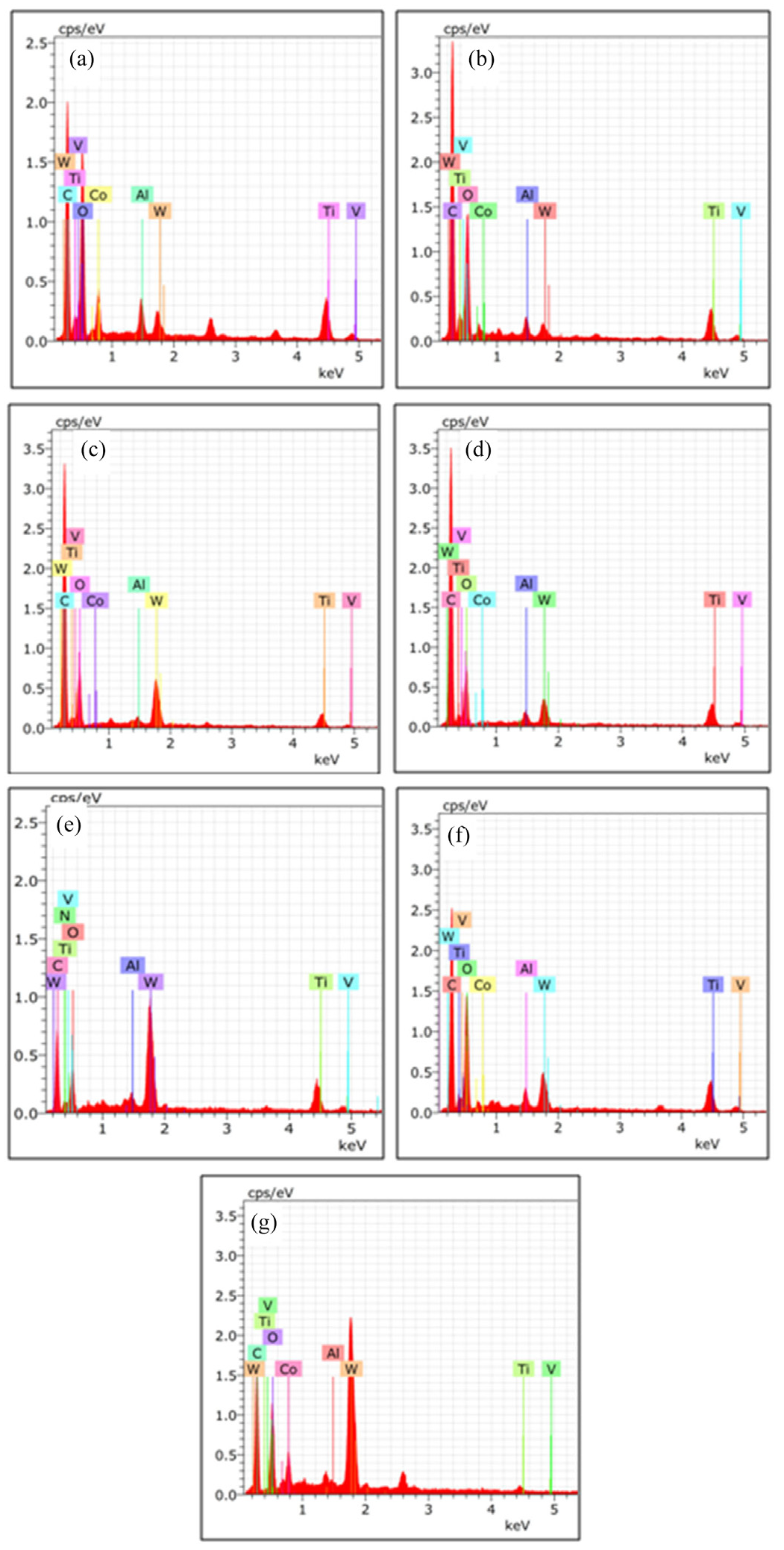
EDS spectra of WC tool: (a) untreated tool, (b) SCT 8, (c) SCT 16, (d) SCT 24, (e) DCT 8, (f) DCT 16, and (g) DCT24.
Conclusions
Detailed metallurgical characterization of cryotreated micro milling tools have been conducted in this study. Shallow and deep cryotreated tools have shown significant improvement during machining. Following valid conclusions can be drawn based on conducted study:
Hardness of all cryotreated tools is higher than untreated tool. Cryotreatment increases the proportion of η carbide in the matrix. Due to formation of newly additional carbides, hardness of deep cryotreated tool for 24 h increases by 9%.
Average grain size of untreated tool is around 1000 nm, whereas, cryo treatment of milling cutters lead to reduction in grain size to 560–880 nm.
Cryotreatment contribute to form uniform structure, densification of cobalt holds WC grain more tightly which lead to better performance of tools in sever machining conditions.
For untreated and SCT-8 tools, abrasion wear is dominating. Low thermal conductivity of Ti-6Al-4V significantly affects the machining performance. Performance of SCT-16 to DCT-16 tools mainly affected by the deposition of workpiece and built-up-edge formation.
DCT-24 treatment has improved the mechanical as well thermal properties of WC tool. This leads to lower cutting force and surface roughness. DCT 24 tool retained sharp cutting edge due to additionally (than other cryotreated tool) formation of Co6W6C ternary η phase which generally present on substrate of tool. Elimination of BUE by DCT 24 attributed to improved thermal conductivity at −180°C, 24 h soaking period.
Future work may involve study on performance of cryotreated tools with a different types of coated tools. Newer machining approach such as application of shear thickening fluid for untreated and cryotreated tool will be interested. The cryogenic treatment for longer period of time beyond 24 h of soaking period can be conduct for micro tools and performance can be evaluated.
Footnotes
Acknowledgements
The authors wish to acknowledge the support received from U. B. Cryogenics Solutions LLP, Pune for providing cryogenic facility.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.